Напівфабрикатний продукт ливарного чавуну і спосіб його виробництва
Формула / Реферат
1. Напівфабрикатний продукт з ливарного чавуну з відмінною оброблюваністю, що містить ливарний чавун композиційної системи білого чавуну, який відрізняється тим, що містить незалежно чи комплексно дисперговані сфероїдальні чи сплющені частинки графіту, зовнішня поверхня яких частково чи цілком покрита феритом, отриманим охолодженням названого ливарного чавуну зі швидкістю, нижчою за 10°С/хв., а зазначені частинки дисперговані з густиною 50 частинок/мм2 чи більше.
2. Напівфабрикатний продукт за п. 1, який відрізняється тим, що сфероїдальні частинки графіту мають діаметр еквівалентного кола, не більший 0,4 мм, а сплющені частинки графіту мають ширину, не більшу за 0,4 мм, і довжину, не більшу за 50 мм.
3. Напівфабрикатний продукт за п. 1, який відрізняється тим, що ливарний чавун містить 70 об. % чи більше фериту.
4. Напівфабрикатний продукт за п. 1, який відрізняється тим, що зазначений ливарний чавун містить карбід кремнію в кількостях, що задовольняють умовам, мас. %: (% С) < 4,3 - (% Si) ÷ 3 і, крім того, (% С) > 1,7 %.
5. Напівфабрикатний продукт за п. 4, який відрізняється тим, що додатково містить принаймні один з компонентів, вибраний з групи, що включає щонайменше 0,1 мас. % хрому та щонайменше 0,1 мас. % нікелю.
6. Напівфабрикатний продукт за будь-яким з пп.1-3, який відрізняється тим, що сфероїдальні чи сплющені частинки графіту комплексно зв'язані принаймні з одним типом частинок, вибраних з групи, що включає оксиди, сульфіди, нітриди чи їх комплексні сполуки, що містять принаймні один елемент з групи, яка включає магній, кальцій і рідкоземельні метали.
7. Напівфабрикатний продукт за п. 6, який відрізняється тим, що принаймні один тип частинок, вибраних з оксидів, сульфідів, нітридів або їх комплексних сполук, мають діаметр від 0,05 до 5 мкм.
8. Напівфабрикатний продукт за будь-яким з пп.1-3, який відрізняється тим, що він являє собою лист, пластину, брус.
9. Напівфабрикатний продукт за п. 8, який відрізняється тим, що він має товщину від 1 до 400 мм.
10. Спосіб виробництва напівфабрикатного продукту з ливарного чавуну з відмінною оброблюваністю, отриманого шляхом лиття розплаву складу білого чавуну, який відрізняється тим, що в зазначений розплав перед литтям додають агент сфероїдизації, а після лиття його піддають прокатці та термообробці, формуючи сфероїдальні частинки графіту або нагрівають та піддають гарячій прокатці до одержання сплющених частинок графіту, в яких зовнішня поверхня частково або повністю покрита феритом, а потім зазначений продукт ливарного чавуну охолоджують зі швидкістю, меншою за 10°С/хв., досягаючи диспергування частинок з густиною 50 частинок/мм2 чи більше.
11. Спосіб за п. 10, який відрізняється тим, що агент сфероїдизації, котрий додають в розплав, є принаймні одним елементом, вибраним з групи, яка включає магній, кальцій та рідкоземельні метали.
Текст
Винахід відноситься до напівфабрикату ливарного чавуну з відмінною оброблюваністю і способу його отримання. Як в'язкий чавун існує пластичний чавун, отриманий шляхом додавання Мд, Са, Се та інших елементів агенту сфероїдалізації графіту і таких, що викликають сфероїдалізацію графіту, і чавун з компактним червоподібним графітом (у подальшому називається «ливарний чавун C/V»). Крім того, існує ковкий чавун, отриманий шляхом термічної обробки білого чавуну, виготовленого шляхом лиття чавуну. У цьому ливарному чавуні C/V графіт не стає сфероїдальним і присутній у вигляді проміжної форми графітної маси і т.п. Крім того, після термічної обробки ковкий чавун має хорошу в'язко-текучість, пластичність і в'язкість, подібно до сталі, тому він є суттєвим матеріалом для машинобудування. Цей ковкий чавун класифікується як ковкий чавун з білою серцевиною, ковкий чавун з чорною серцевиною, ковкий чавун, що має конкретний основний матеріал, та ін. Серед цих матеріалів, у ковкому чавуні з чорною серцевиною, якщо відкласти відливки ковкого чавуну, отримані після лиття, виявляється структура білого чушкового чавуну. Цей матеріал є твердим і крихким, і тому в процесі виробництва його випалюють з метою графітизації. Умови тривалості і температури випалювання визначаються на основі інших численних факторів лиття, але зазвичай цей випалювання включає дві стадії. Першу стадію випалювання проводять при температурі від 900 до 980 °С упродовж від 10 до 20 годин. При такій обробці вільний цементит цілком розкладається. Другу стадію єипалювання проводять шляхом поєднання поступового охолодження в діапазоні температур від 700 до 760 °С з метою безпосередньої графітизації і тривалої обробки в діапазоні від 700 до 730 °С для графітизації цементиту в перліт. Таким чином, для процесу повного випалювання зазвичай потрібен час від 20 до 100 годин, чи біля того, як описано в роботі [Iron and Steel Institute of Japan, (3-є видання), Tekko Binran, т. 5. "Casting, Forging, and Powder Metallurgy", с 115-116, 1982]. Пластичний чавун і ковкий чавун можна піддавати прокатці до певної міри. Можна чекати, що прокатка напівфабрикату ливарного чавуну з метою отримання пластин ливарного чавуну, листів ливарного чавуну, штабового прокату ливарного чавуну й іншого прокату ливарного чавуну може знайти широке застосування в різних галузях. Однак, такий ливарний чавун має вузькі умови прокатки і має обмежені області застосування. Крім того, оскільки в способі отримання напівфабрикатів ливарного чавуну, що використовують як матеріал для прокатки, зазвичай застосовується метод лиття розплаву в пісок чи іншу форму, аби отримати напівфабрикат ливарного чавуну, іноді, з метою підвищення продуктивності, здійснюється безперервне лиття. Однак, у способі, описаному в зазначеному вище посиланні, існує така проблема: при литті ковкого чавуну потрібен тривалий період графітизації, і тому продуктивність є дуже низькою, і крім того, тривале нагрівання призведе до окислення і декарбідізації поверхні, тому для стримування цих процесів потрібне нагрівання в атмосфері, яка не окислює, і зростають витрати на обробку. Крім того, незважаючи на відповідний цикл випалювання, після цієї обробки графіт, що осаджується, не є сфероїдальним. Тому неможна сказати, що ця графітизація забезпечує досить хороші характеристики матеріалу. Зокрема, у термінах балансу міцності і пластичності й міцності стомлення ковкий чавун виходить не краще, ніж звичайний чавунний виливок з наростом. Тому бажано подальше удосконалення зазначених характеристик. На противагу цьому, у публікації патенту Японії (А) 7-138636 не описаний спосіб обробки для короткочасної графітизації, і графіт, що осаджується після обробки, не є сфероїдальним. Більш того, у ливарному чавуні, отриманому шляхом прокатки пластичного чавуну і ковкого чавуну, графіт утворює тонкі пластини, розподілені в шаруватій формі під час прокатки, тому остаточна оброблюваність матеріалу стає поганою. Крім того, при безперервному розливанні звичайного ливарного чавуну використовуються графітові ливарні форми з метою запобігання охолодженню, однак білий ливарний чавун важко розливати безперервно через широку область співіснування твердої і рідкої фаз. Тому, як показано в патенті Японії № 4074747, таке розливання майже зовсім не проводиться. Таким чином, як показано в [патенті Японії № 3130670], використання двовалкової розливочної машини для лиття білого чавуну в листи і термічної обробки продукту, з метою отримання чавунних листів, що складаються з ковкого чавуну, також можливе як спосіб отримання міцних листів чавуну, однак у цьому випадку, також як і у випадку отримання ковкого чавуну, у результаті утвориться графітова маса, тобто, сфероїдалізація графіту є недостатньою, тому існує проблема незадовільної оброблюваності. Даний винахід був виконаний з урахуванням цієї ситуації, і його метою є надання міцного ливарного чавуну і напівфабрикату ливарного чавуну з відмінною оброблюваністю без термічної обробки, для якої потрібно багато теплової енергії і значний час, і способу отримання продуктів, який забезпечує ефективне виробництво цих продуктів. Відзначається, що термін «ливарний чавун і напівфабрикат ливарного чавуну», використовуваний у даному винаході, включає власне чавун після лиття, напівфабрикат ливарного чавуну, отриманий шляхом лиття із зачищенням поверхні та ін., і прокатаний напівфабрикат ливарного чавуну, отриманий шляхом прокатки ливарного чавуну чи напівфабрикату ливарного чавуну. У цьому винаході поставлені такі цілі: 1. Ливарний чавун і напівфабрикат ливарного чавуну з відмінною оброблюваністю, що характеризуються тим, що містять у собі ливарний чавун композиційної системи білого чавуну, усередині якого незалежно чи комплексно дисперговано сфероїдальні чи сплющені частинки графіту, зовнішня поверхня яких частково чи цілком покрита феритом. 2. Ливарний чавун і напівфабрикат ливарного чавуну з відмінною оброблюваністю за пунктом 1, які відрізняються тим, що сфероїдальні частинки графіту чи сплющені частинки графіту дисперговані з густиною 50 частинок/мм2 чи більше. 3. Ливарний чавун і напівфабрикат ливарного чавуну з відмінною оброблюваністю за пунктом 1, які відрізняються тим, що сфероїдальні частинки графіту чи сплющені частинки графіту мають ширину 0,4 мм чи менше і довжину 50 мм чи менше. 4. Ливарний чавун і напівфабрикат ливарного чавуну з відмінною оброблюваністю за пунктом 1, які відрізняються тим, що частинка фериту в ливарному чавуні складає 70% чи більше. 5. Ливарний чавун і напівфабрикат ливарного чавуну з відмінною оброблюваністю за кожним з пунктів 1-4, які відрізняються тим, що компоненти, які складають білий чавун, мають склад, що задовольняє умовам: (%С)
ДивитисяДодаткова інформація
Назва патенту англійськоюFoundry iron half-finished product and method for its producing
Назва патенту російськоюПолуфабрикатный продукт литейного чугуна и способ его производства
МПК / Мітки
МПК: C22C 37/06, C22C 37/04, C22C 37/00
Мітки: спосіб, виробництва, чавуну, ливарного, напівфабрикатний, продукт
Код посилання
<a href="https://ua.patents.su/15-79041-napivfabrikatnijj-produkt-livarnogo-chavunu-i-sposib-jjogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Напівфабрикатний продукт ливарного чавуну і спосіб його виробництва</a>
Спосіб одержання ливарного синтетичного чавуну
Номер патенту: 59043
Опубліковано: 15.08.2003
Автори: Пономарьов Анатолій Михайлович, Демент'єв Володимир Миколайович, Сазонов Сергій Іванович, Васюра Генадій Григорович, Шевченко Тарас Григорович, Дворядкін Борис Олександрович, Літвінов Євгеній Іванович, Первушін Віктор Іванович
МПК: C21C 1/08
Мітки: синтетичного, чавуну, спосіб, ливарного, одержання
Формула / Реферат:
Спосіб одержання ливарного синтетичного чавуну, що включає виплавку в доменній печі передільного чавуну, випуск його в чавуновозні ковші, введення в рідкий чавун феросплавів і наступне виливання виливниці, який відрізняється тим, що виплавляють і випускають чавун у чавуновозні ковші зі вмістом кремнію 0,6 - 0,8% і марганцю 0,10 - 0,15%, при цьому феросплави поміщають у чавуновозні ковші за 10 - 30 хвилин до початку випуску передільного чавуну...
Спосіб термообробки ливарного чавуну

Номер патенту: 74800
Опубліковано: 15.02.2006
Автор: Алієв Натікбек Алі Огли
МПК: C21D 5/00, C21D 1/74, C21D 1/18, C21D 1/78
Мітки: чавуну, термообробки, ливарного, спосіб
Формула / Реферат:
1. Спосіб термообробки ливарного чавуну, який включає відпал литих деталей для зняття внутрішніх напруг, хіміко-термічну обробку шляхом розміщення деталей у заповненому порошковою сумішшю герметизованому муфелі та прогрівання до заданої температури з витримкою протягом необхідного часу, який відрізняється тим, що як порошкову суміш використовують механічну суміш 50:50 феросиліцію та корунду, прогрівання деталей у муфелі проводять разом із...
Брикет для виробництва синтетичного чавуну (його варіанти)
Номер патенту: 40175
Опубліковано: 16.07.2001
Автори: Білай Григорій Омелянович, Матвєєва Марина Олегівна, Клименко Фелікс Костянтинович, Москаленко Олег Петрович, Кисельгоф Олег Лазаревич, Овчарук Анатолій Миколайович, Матейка Мирослав Вікторович, Дерев'янко Ігор Володимирович, Гасик Михайло Іванович
МПК: C21B 3/02, C22C 35/00, C22C 33/06
Мітки: синтетичного, виробництва, його, брикет, варіанти, чавуну
Формула / Реферат:
1. Брикет для виробництва синтетичного чавуну, що включає кремнієвмісний матеріал, вуглецевмісний матеріал та зв'язуюче, який відрізняється тим, що він містить як кремнієвмісний та вуглецевмісний матеріали карбід кремнію металургійний, як вуглецевмісний матеріал — кокс металургійний або кокс нафтовий, або антрацит-дрібний, як зв'язуюче - цемент при наступному співвідношенні компонентів, ваг.%:Карбід кремнію...
Спосіб виробництва високоякісного переробного чавуну
Номер патенту: 7240
Опубліковано: 15.06.2005
Автори: Попов Валерій Євгенович, Складановський Євгеній Нікифорович, Половинко Микола Тихонович, Риженков Олександр Миколайович, Біла Тетяна Олегівна, Савранський Леонід Валентинович, Ковальов Анатолій Іванович, Філатов Юрій Васильович, Крикунов Борис Петрович
МПК: C21C 1/10
Мітки: переробного, спосіб, високоякісного, виробництва, чавуну
Формула / Реферат:
Спосіб виробництва високоякісного переробного чавуну, який включає завантаження в доменну піч коксу, агломерату, окатишів, вапняку, марганцевмісних матеріалів та металодобавки, розливання чавуну та позапічну обробку чавуну магнієм, який відрізняється тим, що агломерат і окатиші завантажують з вмістом фосфору 0,010-0,05 % у співвідношенні (0,1-1,5):(1-2,4), а після наповнення ковша чавуном в нього вводять магній зливковий або...
Спосіб виробництва дроту з чавуну з графітом
Номер патенту: 63770
Опубліковано: 15.01.2004
Автори: Штихно Алла Петрівна, Морозов Ігор Володимирович, Алімова Світлана Валеріївна, Алімов Валерій Іванович, Туков Володимир Анатолійович
МПК: B23K 35/40
Мітки: виробництва, дроту, спосіб, чавуну, графітом
Формула / Реферат:
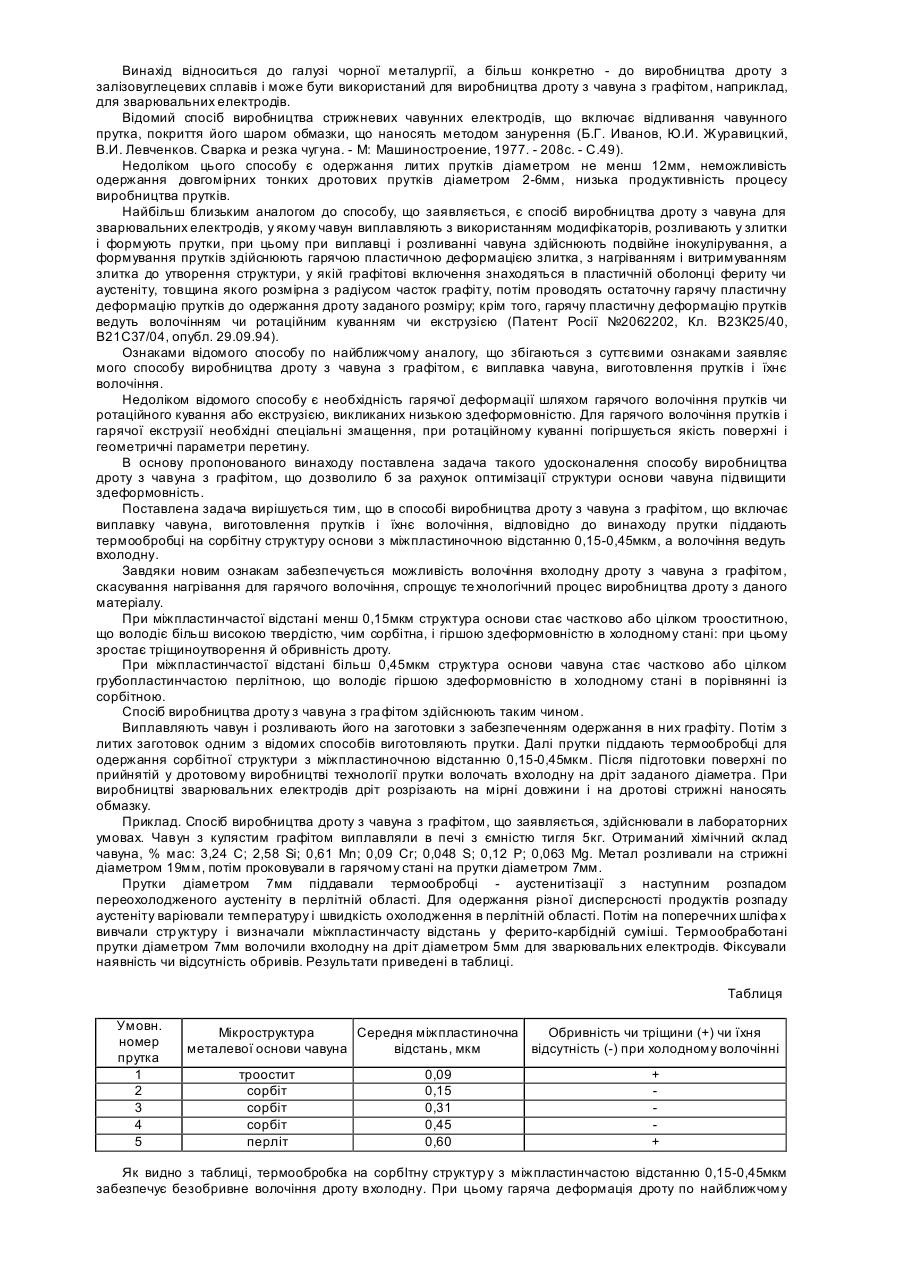
Спосіб виробництва дроту з чавуну з графітом, що включає виплавку чавуну, виготовлення прутків і їх волочіння, який відрізняється тим, що прутки піддають термообробці на сорбітну структуру основи з міжпластинчастою відстанню 0,15-0,45 мкм, а волочіння ведуть вхолодну.
Попередній патент: Свинцево-кислотний акумулятор
Наступний патент: Спосіб переробки відвальних металургійних шлаків
Випадковий патент: Спосіб мережевого керування шляхом підтримки з боку термінала з використанням сигналізації в площині керування між терміналом і мережею