Спосіб виробництва дроту з чавуну з графітом
Номер патенту: 63770
Опубліковано: 15.01.2004
Автори: Туков Володимир Анатолійович, Алімова Світлана Валеріївна, Алімов Валерій Іванович, Штихно Алла Петрівна, Морозов Ігор Володимирович

Формула / Реферат
Спосіб виробництва дроту з чавуну з графітом, що включає виплавку чавуну, виготовлення прутків і їх волочіння, який відрізняється тим, що прутки піддають термообробці на сорбітну структуру основи з міжпластинчастою відстанню 0,15-0,45 мкм, а волочіння ведуть вхолодну.
Текст
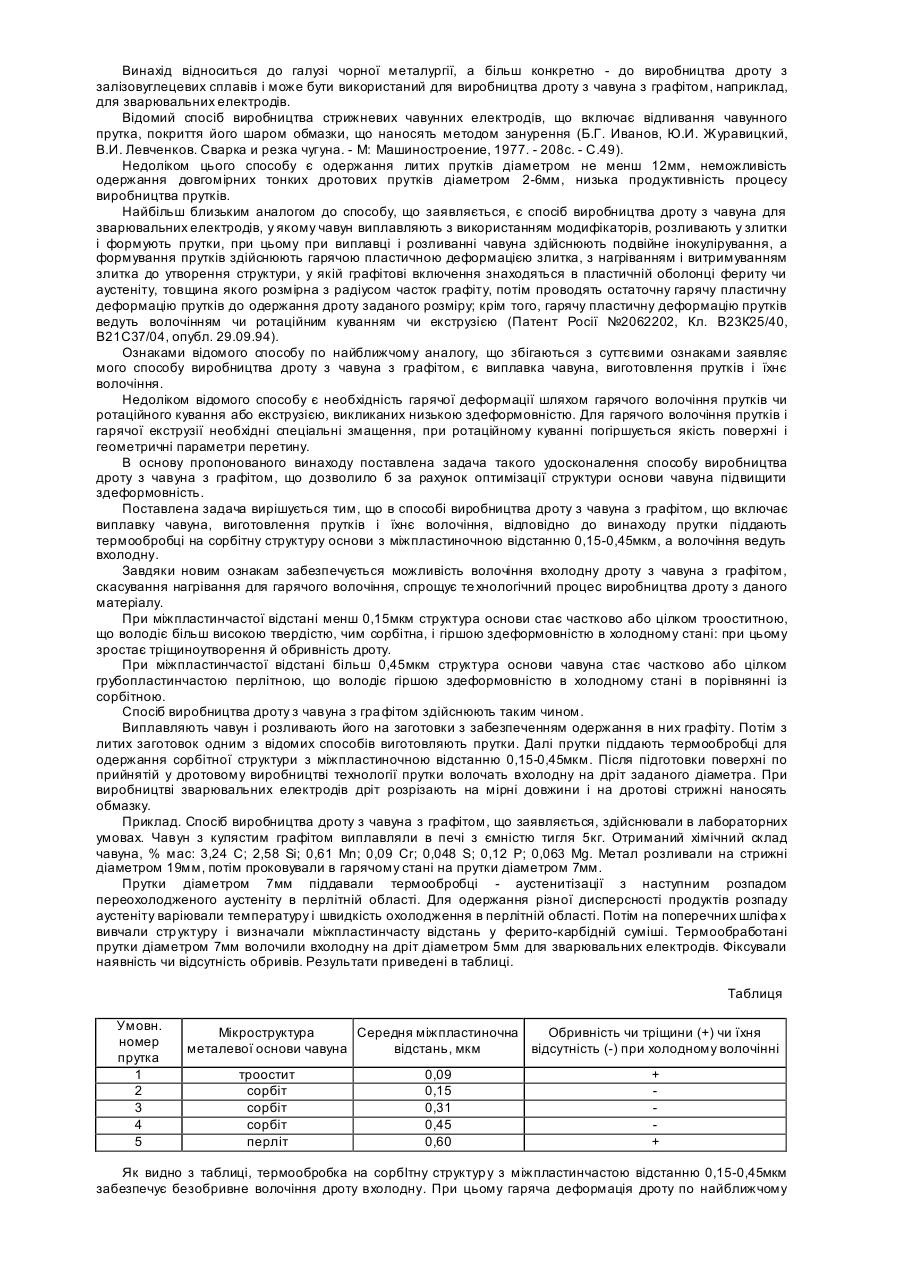
Винахід відноситься до галузі чорної металургії, а більш конкретно - до виробництва дроту з залізовуглецевих сплавів і може бути використаний для виробництва дроту з чавуна з графітом, наприклад, для зварювальних електродів. Відомий спосіб виробництва стрижневих чавунних електродів, що включає відливання чавунного прутка, покриття його шаром обмазки, що наносять методом занурення (Б.Г. Иванов, Ю.И. Журавицкий, В.И. Левченков. Сварка и резка чугуна. - Μ: Машиностроение, 1977. - 208с. - С.49). Недоліком цього способу є одержання литих прутків діаметром не менш 12мм, неможливість одержання довгомірних тонких дротових прутків діаметром 2-6мм, низька продуктивність процесу виробництва прутків. Найбільш близьким аналогом до способу, що заявляється, є спосіб виробництва дроту з чавуна для зварювальних електродів, у якому чавун виплавляють з використанням модифікаторів, розливають у злитки і формують прутки, при цьому при виплавці і розливанні чавуна здійснюють подвійне інокулірування, а формування прутків здійснюють гарячою пластичною деформацією злитка, з нагріванням і витримуванням злитка до утворення структури, у якій графітові включення знаходяться в пластичній оболонці фериту чи аустеніту, товщина якого розмірна з радіусом часток графіту, потім проводять остаточну гарячу пластичну деформацію прутків до одержання дроту заданого розміру; крім того, гарячу пластичну деформацію прутків ведуть волочінням чи ротаційним куванням чи екструзією (Патент Росії №2062202, Кл. В23К25/40, В21С37/04, опубл. 29.09.94). Ознаками відомого способу по найближчому аналогу, що збігаються з суттєвими ознаками заявляє мого способу виробництва дроту з чавуна з графітом, є виплавка чавуна, виготовлення прутків і їхнє волочіння. Недоліком відомого способу є необхідність гарячої деформації шляхом гарячого волочіння прутків чи ротаційного кування або екструзією, викликаних низькою здеформовністю. Для гарячого волочіння прутків і гарячої екструзії необхідні спеціальні змащення, при ротаційному куванні погіршується якість поверхні і геометричні параметри перетину. В основу пропонованого винаходу поставлена задача такого удосконалення способу виробництва дроту з чавуна з графітом, що дозволило б за рахунок оптимізації структури основи чавуна підвищити здеформовність. Поставлена задача вирішується тим, що в способі виробництва дроту з чавуна з графітом, що включає виплавку чавуна, виготовлення прутків і їхнє волочіння, відповідно до винаходу прутки піддають термообробці на сорбітну структуру основи з міжпластиночною відстанню 0,15-0,45мкм, а волочіння ведуть вхолодну. Завдяки новим ознакам забезпечується можливість волочіння вхолодну дроту з чавуна з графітом, скасування нагрівання для гарячого волочіння, спрощує те хнологічний процес виробництва дроту з даного матеріалу. При міжпластинчастої відстані менш 0,15мкм структура основи стає частково або цілком трооститною, що володіє більш високою твердістю, чим сорбітна, і гіршою здеформовністю в холодному стані: при цьому зростає тріщиноутворення й обривність дроту. При міжпластинчастої відстані більш 0,45мкм структура основи чавуна стає частково або цілком грубопластинчастою перлітною, що володіє гіршою здеформовністю в холодному стані в порівнянні із сорбітною. Спосіб виробництва дроту з чавуна з гра фітом здійснюють таким чином. Виплавляють чавун і розливають його на заготовки з забезпеченням одержання в них графіту. Потім з литих заготовок одним з відомих способів виготовляють прутки. Далі прутки піддають термообробці для одержання сорбітної структури з міжпластиночною відстанню 0,15-0,45мкм. Після підготовки поверхні по прийнятій у дротовому виробництві технології прутки волочать вхолодну на дріт заданого діаметра. При виробництві зварювальних електродів дріт розрізають на мірні довжини і на дротові стрижні наносять обмазку. Приклад. Спосіб виробництва дроту з чавуна з графітом, що заявляється, здійснювали в лабораторних умовах. Чавун з кулястим графітом виплавляли в печі з ємністю тигля 5кг. Отриманий хімічний склад чавуна, % мас: 3,24 С; 2,58 Si; 0,61 Μn; 0,09 Cr; 0,048 S; 0,12 Ρ; 0,063 Mg. Метал розливали на стрижні діаметром 19мм, потім проковували в гарячому стані на прутки діаметром 7мм. Прутки діаметром 7мм піддавали термообробці - аустенитізації з наступним розпадом переохолодженого аустеніту в перлітній області. Для одержання різної дисперсності продуктів розпаду аустеніту варіювали температуру і швидкість охолодження в перлітній області. Потім на поперечних шліфа х вивчали стр уктуру і визначали міжпластинчасту відстань у ферито-карбідній суміші. Термообработані прутки діаметром 7мм волочили вхолодну на дріт діаметром 5мм для зварювальних електродів. Фіксували наявність чи відсутність обривів. Результати приведені в таблиці. Таблиця Умовн. номер прутка 1 2 3 4 5 Мікроструктура Середня міжпластиночна Обривність чи тріщини (+) чи їхня металевої основи чавуна відстань, мкм відсутність (-) при холодному волочінні троостит сорбіт сорбіт сорбіт перліт 0,09 0,15 0,31 0,45 0,60 + + Як видно з таблиці, термообробка на сорбІтну структур у з міжпластинчастою відстанню 0,15-0,45мкм забезпечує безобривне волочіння дроту вхолодну. При цьому гаряча деформація дроту по найближчому аналогу виключається. Таким чином, пропонований спосіб завдяки можливості волочіння вхолодну дроту з чавуна з графітом, скасування нагрівання для гарячого волочіння, спрощує те хнологічний процес виробництва дроту з даного матеріалу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing the wire of cast iron with graphite
Автори англійськоюAlimov Valerii Ivanovych, Alimova Svitlana Valeriivna, Tukov Volodymyr Anatoliiovych, Shtykhno Alla Petrivna
Назва патенту російськоюСпособ производства проволоки из чугуна с графитом
Автори російськоюАлимов Валерий Иванович, Алимова Светлана Валерьевна, Туков Владимир Анатольевич, Штыхно Алла Петровна
МПК / Мітки
МПК: B23K 35/40
Мітки: дроту, чавуну, спосіб, виробництва, графітом
Код посилання
<a href="https://ua.patents.su/2-63770-sposib-virobnictva-drotu-z-chavunu-z-grafitom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва дроту з чавуну з графітом</a>
Спосіб волочіння дроту
Номер патенту: 33831
Опубліковано: 15.02.2001
Автори: Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович, Васильєв Олександр Генадійович
МПК: B21B 27/02
Мітки: дроту, волочіння, спосіб
Текст:
...збільшенні e/d>1,2 сила волочіння починав зростати до Рe/P0=0,76-0,83 (дос ліди 7; 14). Зменшенню сили волочіння у дослідах 3-6; 10-13 до Рe/Р0=0,62-0,69 при наявності віброколивань сприяє суттєве зниження сил тертя в осередку деформації. Це забезпечується при відношенні e/d=0,18-1,2. При волочінні з e/d1,2 сила волочіння зростає у порівнянні з волочінням при e/d=0,18-1,2, що слід пояснити з'явленням додаткових динамічних навантажень на...
Спосіб волочіння дроту
Номер патенту: 38756
Опубліковано: 15.05.2001
Автори: Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович, Жук Анатолій Якович
МПК: B21C 1/02
Мітки: спосіб, волочіння, дроту
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягування крізь дві волоки, який відрізняється тим, що за допомогою збуджувального пристрою з ексцентриковим роликом вібронавантаження здійснюють між волоками шляхом епіциклоїдних коливань дроту відносно лінії волочіння з відносною кутовою частотою w2/w1=0,0625 - 0,375, де w1, w2, - відповідно частота обертання ексцентрикового ролика та збуджувального...
Спосіб виробництва чавуну
Номер патенту: 57656
Опубліковано: 16.06.2003
Автори: Літвінов Сергій Миколайович, Гриценко Олександр Олександрович, Бовін Олександр Юрійович, Міненко Сергій Володимирович
МПК: C21B 5/00
Мітки: чавуну, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва чавуну із використанням шихти, до складу якої входять кокс, флюс та сировина з вмістом заліза - червоний залізняк (руда з вмістом окису заліза (III) – Fе2О3) або продукт її збагачення - так звані котуни, який відрізняється тим, що до складу шихти входять брикети, які мають вміст заліза не менш 40 %, переважно у вигляді окису заліза (II) - FeO.
Спосіб волочіння дроту
Номер патенту: 42172
Опубліковано: 15.10.2001
Автори: Ніколаєв Віктор Олександрович, Жук Анатолій Якович, Таратута Костянтин Васильович
МПК: B21C 1/02
Мітки: спосіб, волочіння, дроту
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягнення крізь дві волоки, який відрізняється тим, що вібронавантаження здійснюють шляхом надання дроту колових коливань, відносно лінії волочіння, з кутовою частотою w = 5-25с-1 та відносною амплітудою a/l=0,0025-0,01, де a - амплітуда віброколивань,мм, l - відстань між волокою та пристроєм для збудження віброколивань, мм.
Спосіб одержання чавуну з кулястим графітом
Номер патенту: 750
Опубліковано: 15.12.1993
Автори: Раздобарін Іван Григорович, Шульга Василь Тимофійович, Московка Віталій Іванович, Потрух Олександр Григорович, Хуснутдінов Гіль Давлійович, Анішин Вячеслав Павлович, Шуміхін Володимир Сергійович
МПК: C21C 1/10
Мітки: одержання, спосіб, графітом, кулястим, чавуну
Формула / Реферат:
Формула изобретенияСпособ получения чугуна с шаровидным графитом, включающий загрузку лигатуры, содержащей магний, в ковш и заливку расплавленного чугуна на лигатуру, отличающийся тем, что, с целью повышения степени усвоения магния расплавом, увеличения стабильности процесса модифицирования и улучшения санитарно-гигиенических условий труда, магнийсодержащую лигатуру загружают в ковш в виде мелкодисперсной модифицирующей смеси из 50-80%...
Попередній патент: Спосіб лікування хворих на алергодерматози
Наступний патент: Спосіб лікування астеновегетативного синдрому
Випадковий патент: Застосування нерозчинного у воді складного радикала іоніту як каталізатора процесу окислення сульфіту киснем