Комплект ізоляції, що містить трубчастий ущільнювальний елемент, трубопровід з ізоляцією, спосіб виготовлення трубчастих елементів (варіанти) та установка для здійснення способу (варіанти)
Номер патенту: 81227
Опубліковано: 25.12.2007
Автори: Ессен Ерлінг, Ріа Жан-Клод, ван Локерен Франк, Енсен Флемінг Лунд, Деляош Мішель
Формула / Реферат
1. Комплект теплоізоляції, що містить повстяний елемент з мінеральної вати, який має трубчасту форму, зв'язаний зшитим зв'язуючим, який відрізняється тим, що повстяний елемент є пружно стискуваним та після зшиття зв’язуючого він стиснутий у напрямку осі трубчастої форми, при цьому комплект містить щонайменше один засіб утримання повстяного елемента у стисненому стані.
2. Комплект за п. 1, який відрізняється тим, що перед стисненням повстяний елемент має густину у межах від 5 до 25 кг/м3.
3. Комплект за п. 2, який відрізняється тим, що перед стисненням повстяний елемент має густину у межах від 10 до 15 кг/м3.
4. Комплект за одним із попередніх пунктів, який відрізняється тим, що містить від 3 до 8% по вазі поперечно зшитого зв’язуючого.
5. Комплект за п. 4, який відрізняється тим, що засіб утримання є плівкою, яка охоплює повстяний елемент по поверхні циліндричної форми.
6. Комплект за п. 5, який відрізняється тим, що плівку наклеюють на повстяний елемент.
7. Комплект за п. 6, який відрізняється тим, що плівка містить щонайменше один шар термопластичного полімеру.
8. Комплект за п. 6 або 7, який відрізняється тим, що плівка містить посилююче її суцільне волокно.
9. Комплект за одним із попередніх пунктів, який відрізняється тим, що повстяний елемент зберігає здатність до подальшого ущільнення.
10. Комплект за одним із попередніх пунктів, який відрізняється тим, що стиснений повстяний елемент має густину від 15 до 30 кг/м3.
11. Комплект за одним із попередніх пунктів, який відрізняється тим, що стиснений повстяний елемент має густину від 18 до 24 кг/м3.
12. Комплект за одним із попередніх пунктів, який відрізняється тим, що відношення густини стисненого повстяного елемента до густини повстяного елемента перед ущільненням знаходиться у межах від 1,5 до 2,5.
13. Комплект за одним із пп. 1-4, який відрізняється тим, що засіб утримання може бути видалений таким чином, щоб повстяний елемент відновив свою щільність, яку мав до ущільнення.
14. Комплект за п. 13, який відрізняється тим, що повстяний елемент стискають таким чином, щоб він досяг щільності, яка в 7-10 разів перевищує його щільність перед стисненням.
15. Комплект за п. 13 або 14, який відрізняється тим, що повстяний елемент є частиною ізоляційного кожуха, який містить комплект за одним із пп. 5-12.
16. Комплект за одним із попередніх пунктів, який відрізняється тим, що вісь трубчастої форми перпендикулярна напрямку укладання волокон у повстяному елементі.
17. Комплект за одним із попередніх пунктів, який відрізняється тим, що мінеральна вата є скляною ватою.
18. Комплект за одним із попередніх пунктів, який відрізняється тим, що містить декілька однакових повстяних елементів, розташованих один за одним і з'єднаних своїми основами кільцевої форми, причому їх зовнішні поверхні продовжують одна одну.
19. Спосіб виготовлення комплекту теплоізоляції за будь-яким із попередніх пунктів, який відрізняється тим, що вирізають штампом повстяний елемент з мінеральної пружно стискуваної вати з повстяного мата, причому довжина повстяного елемента відповідає товщині мата, потім стискають вирізаний штампом повстяний елемент у напрямку руху штампа для зменшення його об'єму, потім блокують вирізаний штампом повстяний елемент у стисненому стані за допомогою засобу, виконаного з можливістю його утримання у стисненому стані у зменшеному об'ємі.
20. Ізольований трубопровід, який відрізняється тим, що він ізольований за допомогою комплекту за будь-яким із пп. 1-12.
21. Спосіб виготовлення кільцевих елементів, які використовуються як теплоізоляційні оболонки для труб, шляхом пробиття зі смуги (22) матеріалу з просоченого волокнистого матеріалу, такого як загартована мінеральна вата, при цьому у вказаному способі застосовують пробивальний інструмент у вигляді щонайменше двох пробійників-перфораторів (27, 215, 216), встановлених в натискних плитах, які вдавлюють у смугу (22) і потім виймають з неї, який відрізняється тим, що трубчасті пробійники-перфоратори (27, 215, 216), які використовуються, виступають з натискної плити (24) і мають довжину (х), яка відповідає 80-350%, переважно від 200 до 300% товщини (t) смуги, і при цьому пробиття здійснюють на щонайменше двох натискних столах (210, 219) і таким чином, що спочатку елемент (212, 213), одержаний шляхом пробиття, тимчасово утримують у пробійнику-перфораторі (27, 215), а після переміщення смуги (22) з волокнистого матеріалу, такого як мінеральна вата, і поновлення тиску, спрямованого всередину трубчастого пробійника-перфоратора, вказаний елемент видавлюють у бік задньої частини і назовні через вказаний пробійник-перфоратор за допомогою елемента (213'), одержаного внаслідок пробиття, при цьому просочений волокнистий матеріал є пружно стискуваним.
22. Спосіб за попереднім пунктом, який відрізняється тим, що трубчасті пробійники-перфоратори являють собою трубчастий пробійник-перфоратор (215) більшого діаметра і трубчастий пробійник-перфоратор (216) меншого діаметра, при цьому вказані трубчасті пробійники-перфоратори встановлюють на відповідній стороні смуги (22) з мінеральної вати і вдавлюють кожен окремо у смугу (22) і переміщують пробійник-перфоратор (216) меншого діаметра всередину пробійника-перфоратора (215) більшого діаметра, внаслідок чого кільцевий елемент (213), який утворюється між вказаними пробійниками-перфораторами, знаходиться у вигляді пробки всередині трубчастого пробійника-перфоратора (215) більшого розміру і після того, як обидва пробійники-перфоратори відводять один від одного, смугу (22) з мінеральної вати переміщують на один крок і обидва трубчастих пробійники-перфоратори знову вдавлюють окремо у вказану смугу з мінеральної вати, внаслідок чого одержаний шляхом пробиття кільцевий елемент (213') видавлює кільцевий елемент (213), одержаний шляхом пробиття на попередньому етапі, за межі трубчастого пробійника-перфоратора (215) більшого розміру, при цьому даний останній кільцевий елемент (213) виштовхується через задню частину цього останнього пробійника-перфоратора (215).
23. Спосіб за попереднім пунктом, який відрізняється тим, що волокниста пробка з мінеральної вати, яка одержується внаслідок видавлювання зі смуги (22) на рівні меншого пробійника-перфоратора (216), відсмоктується у задньому напрямку за допомогою відсмоктувального пристрою (218) для видалення через пробійник-перфоратор (216).
24. Спосіб за одним із двох попередніх пунктів, який відрізняється тим, що пробійники-перфоратори (27, 215, 216) обертають під час вдавлювання у смугу (22).
25. Спосіб за одним із пп. 21-24, який відрізняється тим, що кільцеві елементи (213), які видаляють з більшого пробійника-перфоратора, збирають одразу ж після видалення.
26. Спосіб за одним із пп. 21-25, який відрізняється тим, що вихідний матеріал, що застосовується, складається з тканих волокон скляної вати, з азбесту або з рослинних волокон густиною від 15 до 80 кг/м3 і тим, що смуга (22) має товщину (t) від 4 до 20 см, переважно від 5 до 15 см, зокрема, приблизно 10 см.
27. Спосіб виготовлення кільцевих елементів шляхом пробиття зі смуги (22) матеріалу з просоченого волокнистого матеріалу, такого як загартована мінеральна вата, при цьому у вказаному методі застосовують пробивальний інструмент у вигляді щонайменше двох пробійників-перфораторів (27, 215, 216), встановленого в натискній плиті (24), який вдавлюють у смугу (22) і потім виймають з неї, який відрізняється тим, що трубчасті пробійники-перфоратори (27, 215, 216), які застосовуються, виступають з натискної плити (24) і мають довжину (х), яка відповідає 80-350%, переважно від 200 до 300% товщини (t) смуги, і тим, що пробиття здійснюють на щонайменше двох натискних столах (210, 219), щонайменше один з яких має отвори (28) для встановлення пробійників-перфораторів, причому пробиття здійснюють таким чином, що спочатку елемент (213), одержаний шляхом пробиття, тимчасово утримується у пробійнику-перфораторі (27, 215), а після переміщення смуги (22) з волокнистого матеріалу, такого як мінеральна вата, і поновлення тиску, спрямованого всередину трубчастого пробійника-перфоратора, вказаний елемент видавлюється у бік задньої частини і назовні через вказаний пробійник-перфоратор за допомогою елемента (213'), одержаного в результаті пробиття, при цьому просочений волокнистий матеріал є пружно стискуваним.
28. Спосіб за попереднім пунктом, в якому елементи використовуються, наприклад, як теплоізоляційні оболонки для труб, який відрізняється тим, що трубчасті пробійники-перфоратори являють собою трубчастий пробійник-перфоратор (215) більшого діаметра і трубчастий пробійник-перфоратор (216) меншого діаметра, при цьому вказані трубчасті пробійники-перфоратори встановлюють на відповідній стороні смуги (22) з мінеральної вати і пробійники-перфоратори вдавлюють кожен окремо у смугу (22) і переміщують пробійник-перфоратор (216) меншого діаметра всередину пробійника-перфоратора (215) більшого діаметра, внаслідок чого кільцевий елемент (213), який утворюється між вказаними пробійниками-перфораторами, знаходиться у вигляді пробки всередині трубчастого пробійника-перфоратора (215) більшого розміру, і після того, як обидва пробійники-перфоратори відводять один від одного, смугу (22) з мінеральної вати переміщують на один крок і обидва трубчастих пробійники-перфоратори знову вдавлюють окремо у вказану смугу з мінеральної вати, внаслідок чого одержаний шляхом пробиття кільцевий елемент (213') видавлює кільцевий елемент (213), одержаний шляхом пробиття на попередньому етапі, за межі трубчастого пробійника-перфоратора (215) більшого розміру, при цьому даний останній кільцевий елемент (213) виштовхується через задню частину цього останнього пробійника-перфоратора (215).
29. Спосіб за попереднім пунктом, який відрізняється тим, що волокниста пробка з мінеральної вати, яка одержується внаслідок видавлювання зі смуги (22) на рівні меншого пробійника-перфоратора (216), відсмоктується у задньому напрямку за допомогою відсмоктувального пристрою (218) для видалення через пробійник-перфоратор (216).
30. Спосіб за одним із двох попередніх пунктів, який відрізняється тим, що пробійники-перфоратори (27, 215, 216) обертають під час вдавлювання у смугу (22).
31. Спосіб за одним із пп. 27-30, який відрізняється тим, що кільцеві елементи (213), які видаляють з більшого пробійника-перфоратора, збирають одразу ж після видалення.
32. Спосіб за одним із пп. 27-31, який відрізняється тим, що вихідний матеріал, що застосовується, складається з тканих волокон скляної вати, з азбесту або з рослинних волокон густиною від 15 до 80 кг/м3 і тим, що смуга (22) має товщину (t) від 4 до 20 см, переважно від 5 до 15 см, зокрема, приблизно 10 см.
33. Установка для здійснення способу за одним із попередніх пунктів на спосіб, що містить пристрій (21) для ступінчастого переміщення смуги (22) з волокнистого матеріалу, такого як мінеральна вата або рослинні волокна, при цьому вказані волокна розташовані у подовжньому напрямку (А) смуги, а також натискні плити (24), які містять щонайменше два пробійники-перфоратори (27, 215, 216), яка відрізняється тим, що пробійники-перфоратори (27, 215, 216) є трубчастими і мають довжину (х), яка відповідає 80-500%, переважно від 100 до 350%, зокрема, від 200 до 300% товщини (t) смуги, причому навпроти і на певній відстані від натискної плити (24) встановлюють натискний стіл (210), причому пробійник-перфоратор (27, 215) встановлюється в отвір (25), виконаний у натискній плиті (24) таким чином, щоб видавлювання кільцевого елемента (213), одержаного внаслідок пробиття, здійснювалось у задньому напрямку через внутрішній канал (218) пробійника-перфоратора (215), при цьому волокнистий матеріал є просоченим і пружно стискуваним.
34. Установка за попереднім пунктом, яка відрізняється тим, що пробійники-перфоратори являють собою трубчастий пробійник-перфоратор (15) більшого діаметра і трубчастий пробійник-перфоратор (16) меншого діаметра, при цьому вказані пробійники-перфоратори розташовують безпосередньо один проти одного на відповідній стороні смуги (22) з просоченого волокнистого матеріалу таким чином, щоб пробійник-перфоратор (16) меншого діаметра можна було притискати до натискного стола (19), який відводять після того, як пробійник-перфоратор проходить через смугу, а пробійник-перфоратор (15) більшого діаметра міг переміщатися над пробійником-перфоратором (16) меншого діаметра, переважно практично співвісно по відношенню до вказаного пробійника-перфоратора.
35. Установка за попереднім пунктом, яка відрізняється тим, що трубчастий пробійник-перфоратор (16) меншого діаметра взаємодіє з відсмоктувальним пристроєм (18).
36. Установка за одним із двох попередніх пунктів, яка відрізняється тим, що трубчастий пробійник-перфоратор (16) меншого діаметра має довжину (у), яка відповідає 80-150%, переважно від 100 до 120% товщини (t) смуги.
37. Установка для здійснення способу за одним із попередніх пунктів на спосіб, яка містить пристрій (21) для поступового переміщення смуги (22) з волокнистого матеріалу, такого як мінеральна вата або рослинні волокна, при цьому вказані волокна розташовані у подовжньому напрямку (А) смуги, а також натискну плиту (24), яка містить щонайменше два пробійники-перфоратори (27, 215, 216), яка відрізняється тим, що пробійники-перфоратори (27, 215, 216) є трубчастими і мають довжину (х), яка відповідає 80-500%, переважно, від 100 до 350%, зокрема, від 200 до 300% товщини (t) смуги, причому навпроти і на певній відстані від натискної плити (24) встановлюють натискний стіл (210), який містить отвір (28), причому пробійник-перфоратор (27, 215) встановлюється в отвір (25), виконаний у натискній плиті (24) таким чином, щоб видавлювання кільцевого елемента (213), одержаного внаслідок пробиття, могло здійснюватися у задньому напрямку через внутрішній канал (218) пробійника-перфоратора (215), при цьому волокнистий матеріал є просоченим і пружно стискуваним.
38. Установка за одним із двох попередніх пунктів, яка відрізняється тим, що пробійники-перфоратори являють собою трубчастий пробійник-перфоратор (15) більшого діаметра і трубчастий пробійник-перфоратор (16) меншого діаметра, при цьому вказані пробійники-перфоратори розташовують безпосередньо один проти одного на відповідній стороні смуги (22) з просоченого волокнистого матеріалу таким чином, щоб пробійник-перфоратор (16) меншого діаметра можна було притискати до натискного стола (19), який відводять після того, як пробійник-перфоратор проходить через смугу, а пробійник-перфоратор (15) більшого діаметра міг переміщатися над пробійником-перфоратором (16) меншого діаметра, переважно практично співвісно по відношенню до вказаного пробійника-перфоратора.
39. Установка за попереднім пунктом, яка відрізняється тим, що трубчастий пробійник-перфоратор (16) меншого діаметра взаємодіє з відсмоктувальним пристроєм (18).
40. Установка за одним із двох попередніх пунктів, яка відрізняється тим, що трубчастий пробійник-перфоратор (16) меншого діаметра має довжину (у), яка відповідає 80-150%, переважно від 100 до 120% товщини (t) смуги.
Текст
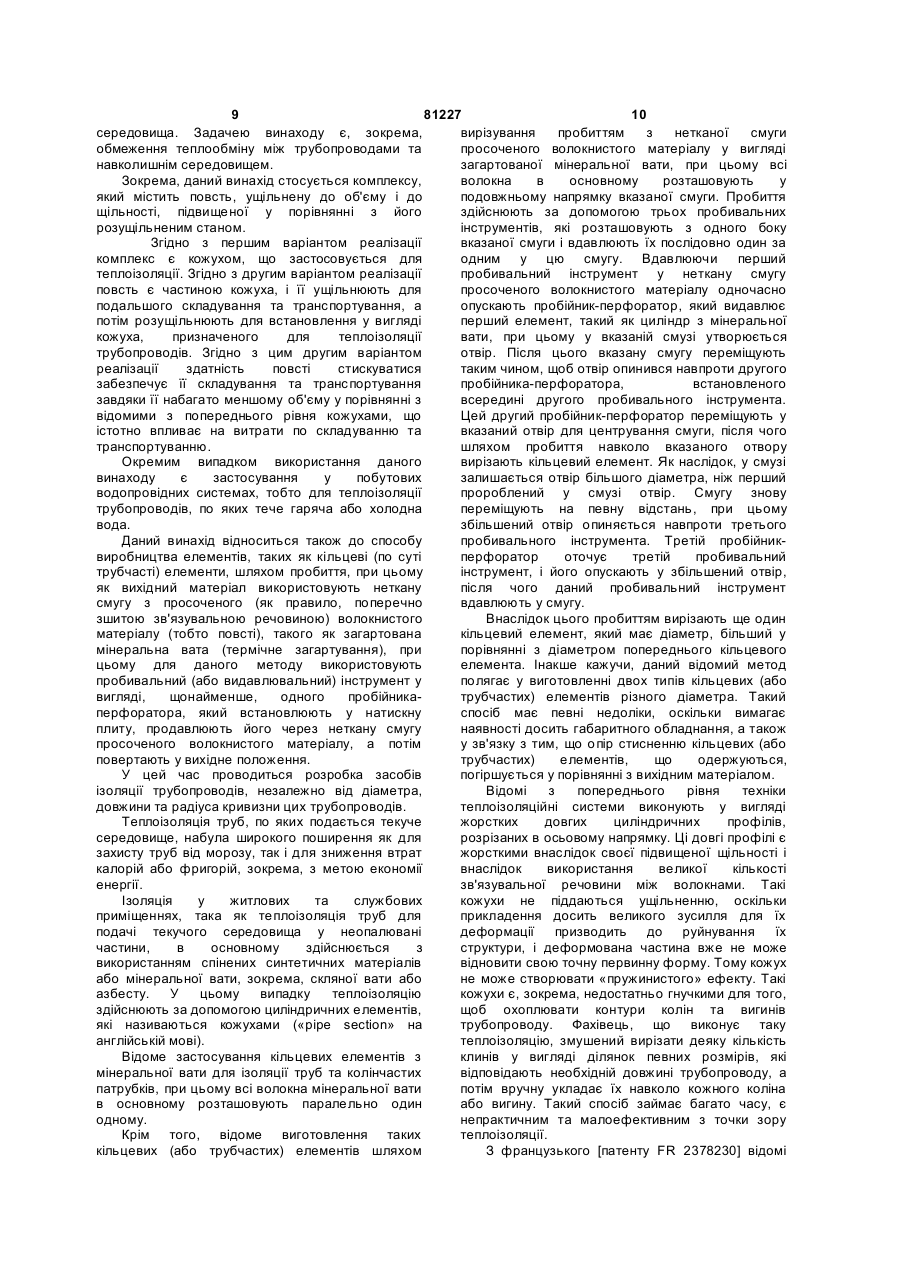
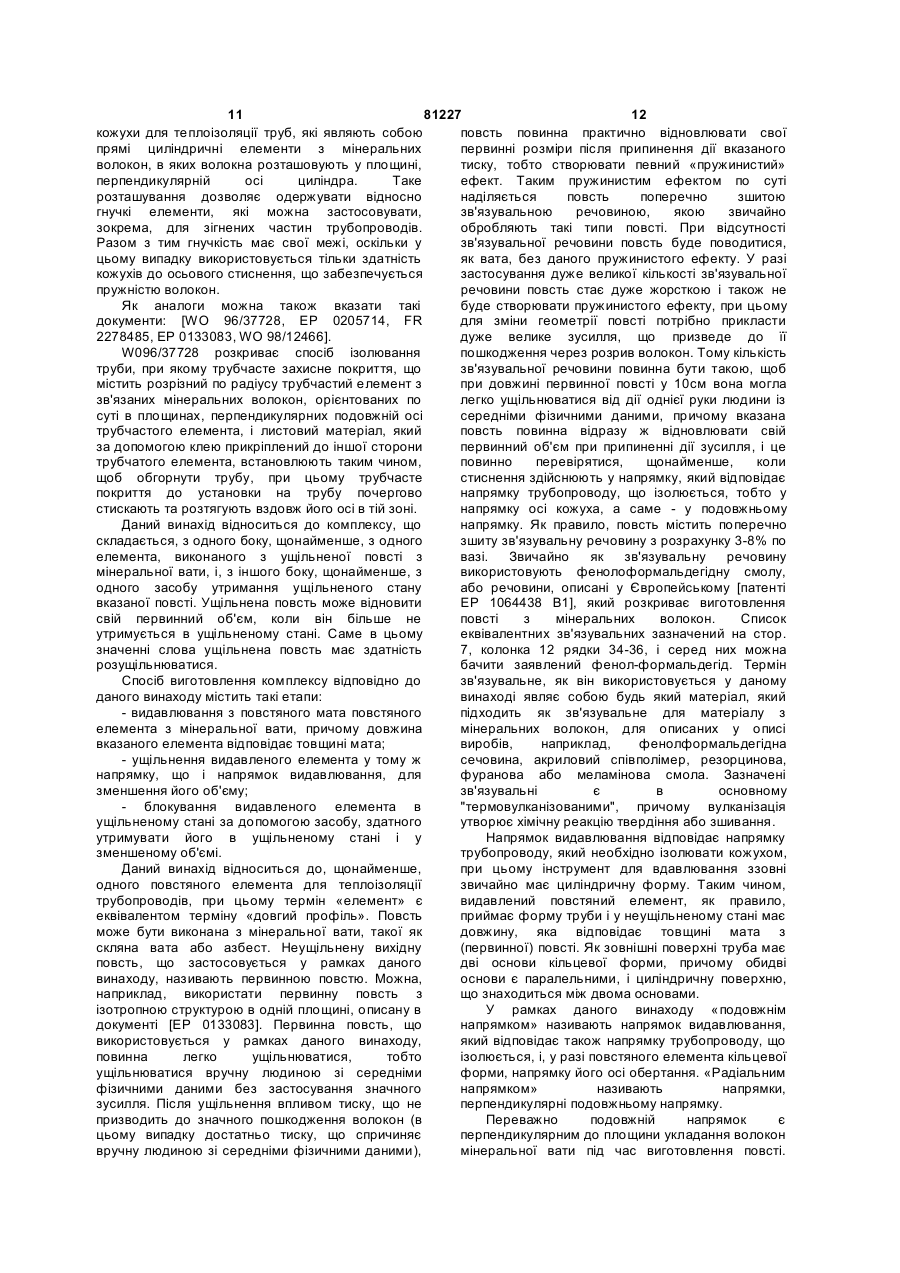
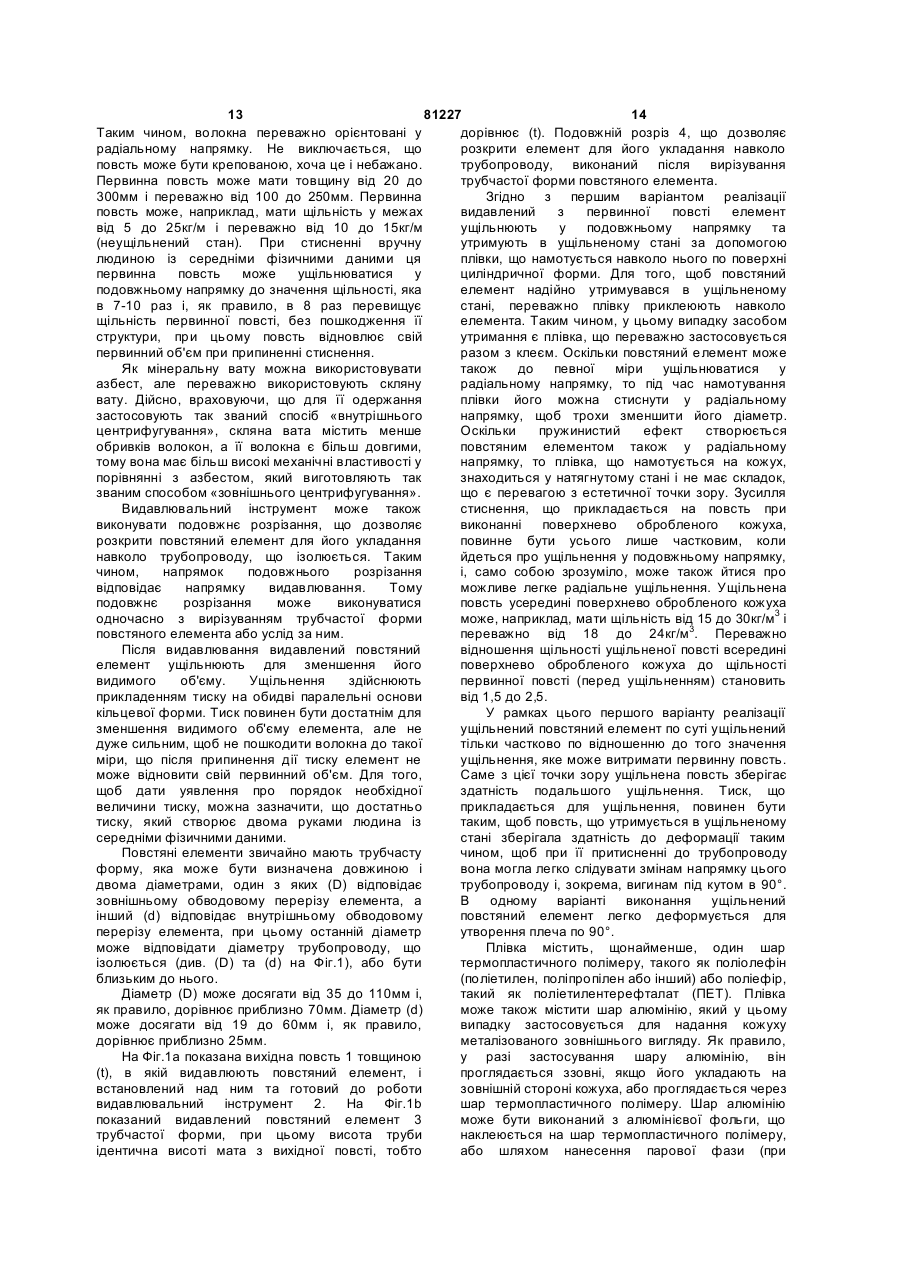
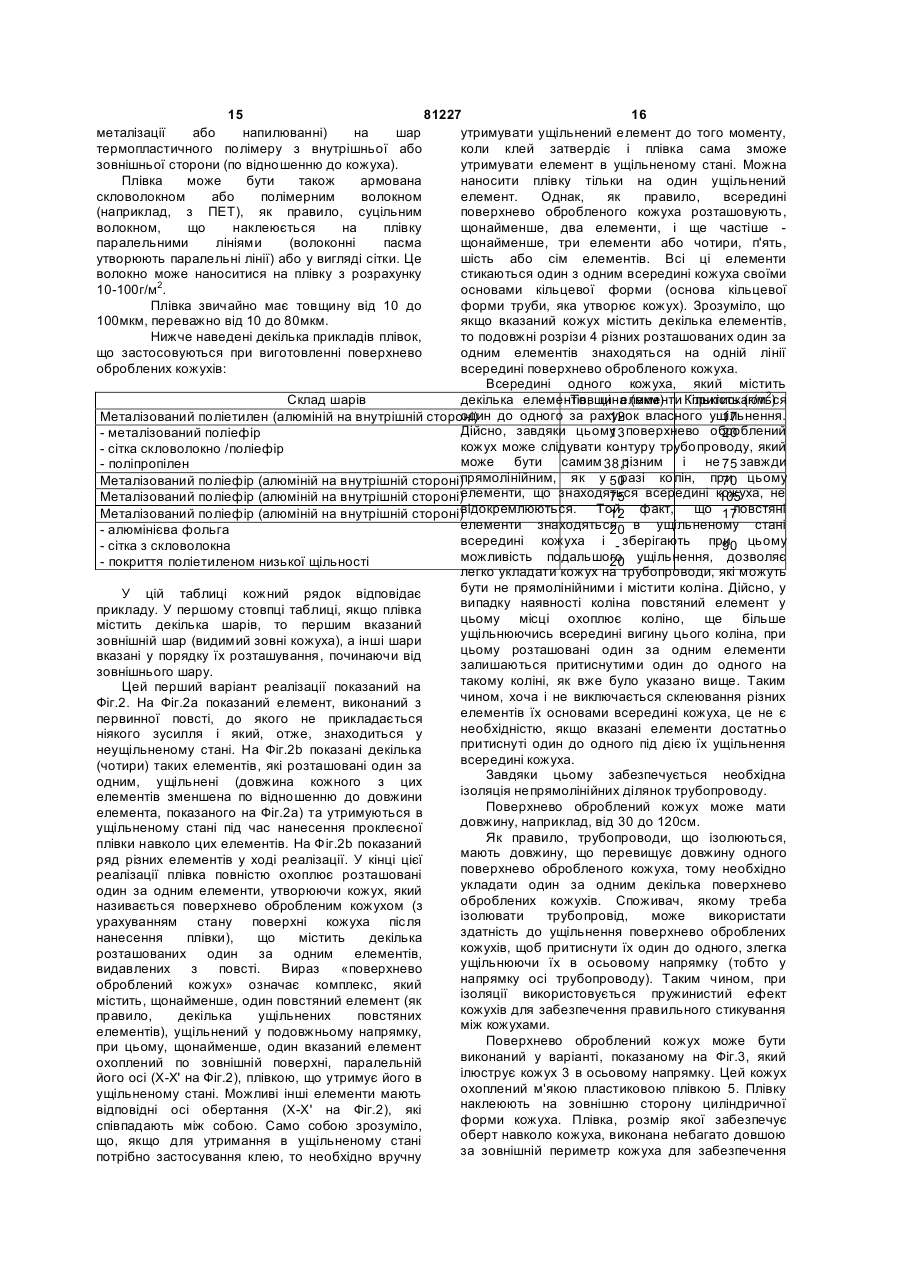
1. Комплект теплоізоляції, що містить повстяний елемент з мінеральної вати, який має трубчасту форму, зв'язаний зшитим зв'язуючим, який відрізняється тим, що повстяний елемент є пружно стискуваним та після зшиття зв’язуючого він стиснутий у напрямку осі трубчастої форми, при цьому комплект містить щонайменше один засіб утримання повстяного елемента у стисненому стані. 2. Комплект за п. 1, який відрізняється тим, що 2 (19) 1 3 81227 4 назовні через вказаний пробійник-перфоратор за перпендикулярна напрямку укладання волокон у допомогою елемента (213'), одержаного внаслідок повстяному елементі. пробиття, при цьому просочений волокнистий 17. Комплект за одним із попередніх пунктів, який відрізняється тим, що мінеральна вата є скляною ватою. 18. Комплект за одним із попередніх пунктів, який відрізняється тим, що містить декілька однакових повстяних елементів, розташованих один за одним і з'єднаних своїми основами кільцевої форми, причому їх зовнішні поверхні продовжують одна одну. 19. Спосіб виготовлення комплекту теплоізоляції за будь-яким із попередніх пунктів, який відрізняється тим, що вирізають штампом повстяний елемент з мінеральної пружно стискуваної вати з повстяного мата, причому довжина повстяного елемента відповідає товщині мата, потім стискають вирізаний штампом повстяний елемент у напрямку руху штампа для зменшення його об'єму, потім блокують вирізаний штампом повстяний елемент у стисненому стані за допомогою засобу, виконаного з можливістю його утримання у стисненому стані у зменшеному об'ємі. 20. Ізольований трубопровід, який відрізняється тим, що він ізольований за допомогою комплекту за будь-яким із пп. 1-12. 21. Спосіб виготовлення кільцевих елементів, які використовуються як теплоізоляційні оболонки для труб, шляхом пробиття зі смуги (22) матеріалу з просоченого волокнистого матеріалу, такого як загартована мінеральна вата, при цьому у вказаному способі застосовують пробивальний інструмент у вигляді щонайменше двох пробійників-перфораторів (27, 215, 216), встановлених в натискних плитах, які вдавлюють у смугу (22) і потім виймають з неї, який матеріал є пружно стискуваним. 22. Спосіб за попереднім пунктом, який відрізняється тим, що трубчасті пробійникиперфоратори являють собою трубчастий пробійник-перфоратор (215) більшого діаметра і трубчастий пробійник-перфоратор (216) меншого діаметра, при цьому вказані трубчасті пробійникиперфоратори встановлюють на відповідній стороні смуги (22) з мінеральної вати і вдавлюють кожен окремо у смугу (22) і переміщують пробійникперфоратор (216) меншого діаметра всередину пробійника-перфоратора (215) більшого діаметра, внаслідок чого кільцевий елемент (213), який утворюється між вказаними пробійникамиперфораторами, знаходиться у вигляді пробки всередині трубчастого пробійника-перфоратора (215) більшого розміру і після того, як обидва пробійники-перфоратори відводять один від одного, смугу (22) з мінеральної вати переміщують на один крок і обидва трубчастих пробійникиперфоратори знову вдавлюють окремо у вказану смугу з мінеральної вати, внаслідок чого одержаний шляхом пробиття кільцевий елемент (213') видавлює кільцевий елемент (213), одержаний шляхом пробиття на попередньому етапі, за межі трубчастого пробійникаперфоратора (215) більшого розміру, при цьому даний останній кільцевий елемент (213) виштовхується через задню частину цього останнього пробійника-перфоратора (215). 23. Спосіб за попереднім пунктом, який відрізняється тим, що волокниста пробка з мінеральної вати, яка одержується внаслідок видавлювання зі смуги (22) на рівні меншого відрізняється тим, що трубчасті пробійникиперфоратори (27, 215, 216), які використовуються, виступають з натискної плити (24) і мають довжину (х), яка відповідає 80-350%, переважно від 200 до 300% товщини (t) смуги, і при цьому пробиття здійснюють на щонайменше двох натискних столах (210, 219) і таким чином, що спочатку елемент (212, 213), одержаний шляхом пробиття, тимчасово утримують у пробійнику-перфораторі (27, 215), а після переміщення смуги (22) з волокнистого матеріалу, такого як мінеральна вата, і поновлення тиску, спрямованого всередину трубчастого пробійника-перфоратора, вказаний елемент видавлюють у бік задньої частини і пробійника-перфоратора (216), відсмоктується у задньому напрямку за допомогою відсмоктувального пристрою (218) для видалення через пробійник-перфоратор (216). 24. Спосіб за одним із двох попередніх пунктів, який відрізняється тим, що пробійникиперфоратори (27, 215, 216) обертають під час вдавлювання у смугу (22). 25. Спосіб за одним із пп. 21-24, який відрізняється тим, що кільцеві елементи (213), які видаляють з більшого пробійника-перфоратора, збирають одразу ж після видалення. 26. Спосіб за одним із пп. 21-25, який відрізняється тим, що вихідний матеріал, що 5 81227 6 знаходиться у вигляді пробки всередині застосовується, складається з тканих волокон трубчастого пробійника-перфоратора (215) скляної вати, з азбесту або з рослинних волокон більшого розміру, і після того, як обидва густиною від 15 до 80 кг/м3 і тим, що смуга (22) має товщину (t) від 4 до 20 см, переважно від 5 до 15 см, зокрема, приблизно 10 см. 27. Спосіб виготовлення кільцевих елементів шляхом пробиття зі смуги (22) матеріалу з просоченого волокнистого матеріалу, такого як загартована мінеральна вата, при цьому у вказаному методі застосовують пробивальний інструмент у вигляді щонайменше двох пробійників-перфораторів (27, 215, 216), встановленого в натискній плиті (24), який вдавлюють у смугу (22) і потім виймають з неї, який відрізняється тим, що трубчасті пробійникиперфоратори (27, 215, 216), які застосовуються, виступають з натискної плити (24) і мають довжину (х), яка відповідає 80-350%, переважно від 200 до 300% товщини (t) смуги, і тим, що пробиття здійснюють на щонайменше двох натискних столах (210, 219), щонайменше один з яких має отвори (28) для встановлення пробійниківперфораторів, причому пробиття здійснюють таким чином, що спочатку елемент (213), одержаний шляхом пробиття, тимчасово утримується у пробійнику-перфораторі (27, 215), а після переміщення смуги (22) з волокнистого матеріалу, такого як мінеральна вата, і поновлення тиску, спрямованого всередину трубчастого пробійника-перфоратора, вказаний елемент видавлюється у бік задньої частини і назовні через вказаний пробійник-перфоратор за допомогою елемента (213'), одержаного в результаті пробиття, при цьому просочений волокнистий матеріал є пружно стискуваним. 28. Спосіб за попереднім пунктом, в якому елементи використовуються, наприклад, як пробійники-перфоратори відводять один від одного, смугу (22) з мінеральної вати переміщують на один крок і обидва трубчастих пробійникиперфоратори знову вдавлюють окремо у вказану смугу з мінеральної вати, внаслідок чого одержаний шляхом пробиття кільцевий елемент (213') видавлює кільцевий елемент (213), одержаний шляхом пробиття на попередньому етапі, за межі трубчастого пробійникаперфоратора (215) більшого розміру, при цьому даний останній кільцевий елемент (213) виштовхується через задню частину цього останнього пробійника-перфоратора (215). 29. Спосіб за попереднім пунктом, який відрізняється тим, що волокниста пробка з мінеральної вати, яка одержується внаслідок видавлювання зі смуги (22) на рівні меншого пробійника-перфоратора (216), відсмоктується у задньому напрямку за допомогою відсмоктувального пристрою (218) для видалення через пробійник-перфоратор (216). 30. Спосіб за одним із двох попередніх пунктів, який відрізняється тим, що пробійникиперфоратори (27, 215, 216) обертають під час вдавлювання у смугу (22). 31. Спосіб за одним із пп. 27-30, який відрізняється тим, що кільцеві елементи (213), які видаляють з більшого пробійника-перфоратора, збирають одразу ж після видалення. 32. Спосіб за одним із пп. 27-31, який відрізняється тим, що вихідний матеріал, що застосовується, складається з тканих волокон скляної вати, з азбесту або з рослинних волокон густиною від 15 до 80 кг/м3 і тим, що смуга (22) має теплоізоляційні оболонки для труб, який відрізняється тим, що трубчасті пробійникиперфоратори являють собою трубчастий пробійник-перфоратор (215) більшого діаметра і трубчастий пробійник-перфоратор (216) меншого діаметра, при цьому вказані трубчасті пробійникиперфоратори встановлюють на відповідній стороні смуги (22) з мінеральної вати і пробійникиперфоратори вдавлюють кожен окремо у смугу (22) і переміщують пробійник-перфоратор (216) меншого діаметра всередину пробійникаперфоратора (215) більшого діаметра, внаслідок чого кільцевий елемент (213), який утворюється між вказаними пробійниками-перфораторами, товщину (t) від 4 до 20 см, переважно від 5 до 15 см, зокрема, приблизно 10 см. 33. Установка для здійснення способу за одним із попередніх пунктів на спосіб, що містить пристрій (21) для ступінчастого переміщення смуги (22) з волокнистого матеріалу, такого як мінеральна вата або рослинні волокна, при цьому вказані волокна розташовані у подовжньому напрямку (А) смуги, а також натискні плити (24), які містять щонайменше два пробійники-перфоратори (27, 215, 216), яка відрізняється тим, що пробійники-перфоратори (27, 215, 216) є трубчастими і мають довжину (х), яка відповідає 80-500%, переважно від 100 до 350%, зокрема, від 200 до 300% товщини (t) смуги, 7 81227 8 215, 216), яка відрізняється тим, що пробійникипричому навпроти і на певній відстані від натискної перфоратори (27, 215, 216) є трубчастими і мають плити (24) встановлюють натискний стіл (210), довжину (х), яка відповідає 80-500%, переважно, причому пробійник-перфоратор (27, 215) встановлюється в отвір (25), виконаний у натискній плиті (24) таким чином, щоб видавлювання кільцевого елемента (213), одержаного внаслідок пробиття, здійснювалось у задньому напрямку через внутрішній канал (218) пробійникаперфоратора (215), при цьому волокнистий матеріал є просоченим і пружно стискуваним. 34. Установка за попереднім пунктом, яка відрізняється тим, що пробійники-перфоратори являють собою трубчастий пробійник-перфоратор (15) більшого діаметра і трубчастий пробійникперфоратор (16) меншого діаметра, при цьому вказані пробійники-перфоратори розташовують безпосередньо один проти одного на відповідній стороні смуги (22) з просоченого волокнистого матеріалу таким чином, щоб пробійникперфоратор (16) меншого діаметра можна було притискати до натискного стола (19), який відводять після того, як пробійник-перфоратор проходить через смугу, а пробійник-перфоратор (15) більшого діаметра міг переміщатися над пробійником-перфоратором (16) меншого діаметра, переважно практично співвісно по відношенню до вказаного пробійникаперфоратора. 35. Установка за попереднім пунктом, яка відрізняється тим, що трубчастий пробійникперфоратор (16) меншого діаметра взаємодіє з відсмоктувальним пристроєм (18). 36. Установка за одним із двох попередніх пунктів, яка відрізняється тим, що трубчастий пробійникперфоратор (16) меншого діаметра має довжину (у), яка відповідає 80-150%, переважно від 100 до 120% товщини (t) смуги. від 100 до 350%, зокрема, від 200 до 300% товщини (t) смуги, причому навпроти і на певній відстані від натискної плити (24) встановлюють натискний стіл (210), який містить отвір (28), причому пробійник-перфоратор (27, 215) встановлюється в отвір (25), виконаний у натискній плиті (24) таким чином, щоб видавлювання кільцевого елемента (213), одержаного внаслідок пробиття, могло здійснюватися у задньому напрямку через внутрішній канал (218) пробійникаперфоратора (215), при цьому волокнистий матеріал є просоченим і пружно стискуваним. 38. Установка за одним із двох попередніх пунктів, яка відрізняється тим, що пробійникиперфоратори являють собою трубчастий пробійник-перфоратор (15) більшого діаметра і трубчастий пробійник-перфоратор (16) меншого діаметра, при цьому вказані пробійникиперфоратори розташовують безпосередньо один проти одного на відповідній стороні смуги (22) з просоченого волокнистого матеріалу таким чином, щоб пробійник-перфоратор (16) меншого діаметра можна було притискати до натискного стола (19), який відводять після того, як пробійникперфоратор проходить через смугу, а пробійникперфоратор (15) більшого діаметра міг переміщатися над пробійником-перфоратором (16) меншого діаметра, переважно практично співвісно по відношенню до вказаного пробійникаперфоратора. 39. Установка за попереднім пунктом, яка відрізняється тим, що трубчастий пробійникперфоратор (16) меншого діаметра взаємодіє з відсмоктувальним пристроєм (18). 37. Установка для здійснення способу за одним із попередніх пунктів на спосіб, яка містить пристрій (21) для поступового переміщення смуги (22) з волокнистого матеріалу, такого як мінеральна вата або рослинні волокна, при цьому вказані волокна розташовані у подовжньому напрямку (А) смуги, а також натискну плиту (24), яка містить щонайменше два пробійники-перфоратори (27, 40. Установка за одним із двох попередніх пунктів, яка відрізняється тим, що трубчастий пробійникперфоратор (16) меншого діаметра має довжину (у), яка відповідає 80-150%, переважно від 100 до 120% товщини (t) смуги. Даний винахід відноситься до галузі ізоляції, зокрема, теплоізоляції, а також звукоізоляції каналів (таких як трубопроводи), по яких транспортується або в яких міститься текуче середовище, яке має температуру, що відрізняється від температури навколишнього 9 81227 10 вирізування пробиттям з нетканої смуги середовища. Задачею винаходу є, зокрема, просоченого волокнистого матеріалу у вигляді обмеження теплообміну між трубопроводами та загартованої мінеральної вати, при цьому всі навколишнім середовищем. волокна в основному розташовують у Зокрема, даний винахід стосується комплексу, подовжньому напрямку вказаної смуги. Пробиття який містить повсть, ущільнену до об'єму і до здійснюють за допомогою трьох пробивальних щільності, підвищеної у порівнянні з його інструментів, які розташовують з одного боку розущільненим станом. вказаної смуги і вдавлюють їх послідовно один за Згідно з першим варіантом реалізації одним у цю смугу. Вдавлюючи перший комплекс є кожухом, що застосовується для пробивальний інструмент у неткану смугу теплоізоляції. Згідно з другим варіантом реалізації просоченого волокнистого матеріалу одночасно повсть є частиною кожуха, і її ущільнюють для опускають пробійник-перфоратор, який видавлює подальшого складування та транспортування, а перший елемент, такий як циліндр з мінеральної потім розущільнюють для встановлення у вигляді вати, при цьому у вказаній смузі утворюється кожуха, призначеного для теплоізоляції отвір. Після цього вказану смугу переміщують трубопроводів. Згідно з цим другим варіантом таким чином, щоб отвір опинився навпроти другого реалізації здатність повсті стискуватися пробійника-перфоратора, встановленого забезпечує її складування та транспортування всередині другого пробивального інструмента. завдяки її набагато меншому об'єму у порівнянні з Цей другий пробійник-перфоратор переміщують у відомими з попереднього рівня кожухами, що вказаний отвір для центрування смуги, після чого істотно впливає на витрати по складуванню та шляхом пробиття навколо вказаного отвору транспортуванню. вирізають кільцевий елемент. Як наслідок, у смузі Окремим випадком використання даного залишається отвір більшого діаметра, ніж перший винаходу є застосування у побутових пророблений у смузі отвір. Смугу знову водопровідних системах, тобто для теплоізоляції переміщують на певну відстань, при цьому трубопроводів, по яких тече гаряча або холодна збільшений отвір опиняється навпроти третього вода. пробивального інструмента. Третій пробійникДаний винахід відноситься також до способу перфоратор оточує третій пробивальний виробництва елементів, таких як кільцеві (по суті інструмент, і його опускають у збільшений отвір, трубчасті) елементи, шляхом пробиття, при цьому після чого даний пробивальний інструмент як вихідний матеріал використовують неткану вдавлюють у смугу. смугу з просоченого (як правило, поперечно Внаслідок цього пробиттям вирізають ще один зшитою зв'язувальною речовиною) волокнистого кільцевий елемент, який має діаметр, більший у матеріалу (тобто повсті), такого як загартована порівнянні з діаметром попереднього кільцевого мінеральна вата (термічне загартування), при елемента. Інакше кажучи, даний відомий метод цьому для даного методу використовують полягає у виготовленні двох типів кільцевих (або пробивальний (або видавлювальний) інструмент у трубчастих) елементів різного діаметра. Такий вигляді, щонайменше, одного пробійникаспосіб має певні недоліки, оскільки вимагає перфоратора, який встановлюють у натискну наявності досить габаритного обладнання, а також плиту, продавлюють його через неткану смугу у зв'язку з тим, що опір стисненню кільцевих (або просоченого волокнистого матеріалу, а потім трубчастих) елементів, що одержуються, повертають у вихідне положення. погіршується у порівнянні з вихідним матеріалом. У цей час проводиться розробка засобів Відомі з попереднього рівня техніки ізоляції трубопроводів, незалежно від діаметра, теплоізоляційні системи виконують у вигляді довжини та радіуса кривизни цих трубопроводів. жорстких довгих циліндричних профілів, Теплоізоляція труб, по яких подається текуче розрізаних в осьовому напрямку. Ці довгі профілі є середовище, набула широкого поширення як для жорсткими внаслідок своєї підвищеної щільності і захисту труб від морозу, так і для зниження втрат внаслідок використання великої кількості калорій або фригорій, зокрема, з метою економії зв'язувальної речовини між волокнами. Такі енергії. кожухи не піддаються ущільненню, оскільки Ізоляція у житлових та службових прикладення досить великого зусилля для їх приміщеннях, така як теплоізоляція труб для деформації призводить до руйнування їх подачі текучого середовища у неопалювані структури, і деформована частина вже не може частини, в основному здійснюється з відновити свою точну первинну форму. Тому кожух використанням спінених синтетичних матеріалів не може створювати «пружинистого» ефекту. Такі або мінеральної вати, зокрема, скляної вати або кожухи є, зокрема, недостатньо гнучкими для того, азбесту. У цьому випадку теплоізоляцію щоб охоплювати контури колін та вигинів здійснюють за допомогою циліндричних елементів, трубопроводу. Фахівець, що виконує таку які називаються кожухами («pipe section» на теплоізоляцію, змушений вирізати деяку кількість англійській мові). клинів у вигляді ділянок певних розмірів, які Відоме застосування кільцевих елементів з відповідають необхідній довжині трубопроводу, а мінеральної вати для ізоляції труб та колінчастих потім вручну укладає їх навколо кожного коліна патрубків, при цьому всі волокна мінеральної вати або вигину. Такий спосіб займає багато часу, є в основному розташовують паралельно один непрактичним та малоефективним з точки зору одному. теплоізоляції. Крім того, відоме виготовлення таких З французького [патенту FR 2378230] відомі кільцевих (або трубчастих) елементів шляхом 11 81227 12 повсть повинна практично відновлювати свої кожухи для теплоізоляції труб, які являють собою первинні розміри після припинення дії вказаного прямі циліндричні елементи з мінеральних тиску, тобто створювати певний «пружинистий» волокон, в яких волокна розташовують у площині, ефект. Таким пружинистим ефектом по суті перпендикулярній осі циліндра. Таке наділяється повсть поперечно зшитою розташування дозволяє одержувати відносно зв'язувальною речовиною, якою звичайно гнучкі елементи, які можна застосовувати, обробляють такі типи повсті. При відсутності зокрема, для зігнених частин трубопроводів. зв'язувальної речовини повсть буде поводитися, Разом з тим гнучкість має свої межі, оскільки у як вата, без даного пружинистого ефекту. У разі цьому випадку використовується тільки здатність застосування дуже великої кількості зв'язувальної кожухів до осьового стиснення, що забезпечується речовини повсть стає дуже жорсткою і також не пружністю волокон. буде створювати пружинистого ефекту, при цьому Як аналоги можна також вказати такі для зміни геометрії повсті потрібно прикласти документи: [WO 96/37728, ЕР 0205714, FR дуже велике зусилля, що призведе до її 2278485, ЕР 0133083, WO 98/12466]. пошкодження через розрив волокон. Тому кількість W096/37728 розкриває спосіб ізолювання зв'язувальної речовини повинна бути такою, щоб труби, при якому трубчасте захисне покриття, що при довжині первинної повсті у 10см вона могла містить розрізний по радіусу трубчастий елемент з легко ущільнюватися від дії однієї руки людини із зв'язаних мінеральних волокон, орієнтованих по середніми фізичними даними, причому вказана суті в площинах, перпендикулярних подовжній осі повсть повинна відразу ж відновлювати свій трубчастого елемента, і листовий матеріал, який первинний об'єм при припиненні дії зусилля, і це за допомогою клею прикріплений до іншої сторони повинно перевірятися, щонайменше, коли трубчатого елемента, встановлюють таким чином, стиснення здійснюють у напрямку, який відповідає щоб обгорнути трубу, при цьому трубчасте напрямку трубопроводу, що ізолюється, тобто у покриття до установки на трубу почергово напрямку осі кожуха, а саме - у подовжньому стискають та розтягують вздовж його осі в тій зоні. напрямку. Як правило, повсть містить поперечно Даний винахід відноситься до комплексу, що зшиту зв'язувальну речовину з розрахунку 3-8% по складається, з одного боку, щонайменше, з одного вазі. Звичайно як зв'язувальну речовину елемента, виконаного з ущільненої повсті з використовують фенолоформальдегідну смолу, мінеральної вати, і, з іншого боку, щонайменше, з або речовини, описані у Європейському [патенті одного засобу утримання ущільненого стану ЕР 1064438 В1], який розкриває виготовлення вказаної повсті. Ущільнена повсть може відновити повсті з мінеральних волокон. Список свій первинний об'єм, коли він більше не еквівалентних зв'язувальних зазначений на стор. утримується в ущільненому стані. Саме в цьому 7, колонка 12 рядки 34-36, і серед них можна значенні слова ущільнена повсть має здатність бачити заявлений фенол-формальдегід. Термін розущільнюватися. зв'язувальне, як він використовується у даному Спосіб виготовлення комплексу відповідно до винаході являє собою будь який матеріал, який даного винаходу містить такі етапи: підходить як зв'язувальне для матеріалу з - видавлювання з повстяного мата повстяного мінеральних волокон, для описаних у описі елемента з мінеральної вати, причому довжина виробів, наприклад, фенолформальдегідна вказаного елемента відповідає товщині мата; сечовина, акриловий співполімер, резорцинова, - ущільнення видавленого елемента у тому ж фуранова або меламінова смола. Зазначені напрямку, що і напрямок видавлювання, для зв'язувальні є в основному зменшення його об'єму; "термовулканізованими", причому вулканізація - блокування видавленого елемента в утворює хімічну реакцію твердіння або зшивання. ущільненому стані за допомогою засобу, здатного Напрямок видавлювання відповідає напрямку утримувати його в ущільненому стані і у трубопроводу, який необхідно ізолювати кожухом, зменшеному об'ємі. при цьому інструмент для вдавлювання ззовні Даний винахід відноситься до, щонайменше, звичайно має циліндричну форму. Таким чином, одного повстяного елемента для теплоізоляції видавлений повстяний елемент, як правило, трубопроводів, при цьому термін «елемент» є приймає форму труби і у неущільненому стані має еквівалентом терміну «довгий профіль». Повсть довжину, яка відповідає товщині мата з може бути виконана з мінеральної вати, такої як (первинної) повсті. Як зовнішні поверхні труба має скляна вата або азбест. Неущільнену вихідну дві основи кільцевої форми, причому обидві повсть, що застосовується у рамках даного основи є паралельними, і циліндричну поверхню, винаходу, називають первинною повстю. Можна, що знаходиться між двома основами. наприклад, використати первинну повсть з У рамках даного винаходу «подовжнім ізотропною структурою в одній площині, описану в напрямком» називають напрямок видавлювання, документі [ЕР 0133083]. Первинна повсть, що який відповідає також напрямку трубопроводу, що використовується у рамках даного винаходу, ізолюється, і, у разі повстяного елемента кільцевої повинна легко ущільнюватися, тобто форми, напрямку його осі обертання. «Радіальним ущільнюватися вручну людиною зі середніми напрямком» називають напрямки, фізичними даними без застосування значного перпендикулярні подовжньому напрямку. зусилля. Після ущільнення впливом тиску, що не Переважно подовжній напрямок є призводить до значного пошкодження волокон (в перпендикулярним до площини укладання волокон цьому випадку достатньо тиску, що спричиняє мінеральної вати під час виготовлення повсті. вручну людиною зі середніми фізичними даними), 13 81227 14 дорівнює (t). Подовжній розріз 4, що дозволяє Таким чином, волокна переважно орієнтовані у розкрити елемент для його укладання навколо радіальному напрямку. Не виключається, що трубопроводу, виконаний після вирізування повсть може бути крепованою, хоча це і небажано. трубчастої форми повстяного елемента. Первинна повсть може мати товщину від 20 до Згідно з першим варіантом реалізації 300мм і переважно від 100 до 250мм. Первинна видавлений з первинної повсті елемент повсть може, наприклад, мати щільність у межах ущільнюють у подовжньому напрямку та від 5 до 25кг/м і переважно від 10 до 15кг/м утримують в ущільненому стані за допомогою (неущільнений стан). При стисненні вручну плівки, що намотується навколо нього по поверхні людиною із середніми фізичними даними ця циліндричної форми. Для того, щоб повстяний первинна повсть може ущільнюватися у елемент надійно утримувався в ущільненому подовжньому напрямку до значення щільності, яка стані, переважно плівку приклеюють навколо в 7-10 раз і, як правило, в 8 раз перевищує елемента. Таким чином, у цьому випадку засобом щільність первинної повсті, без пошкодження її утримання є плівка, що переважно застосовується структури, при цьому повсть відновлює свій разом з клеєм. Оскільки повстяний елемент може первинний об'єм при припиненні стиснення. також до певної міри ущільнюватися у Як мінеральну вату можна використовувати радіальному напрямку, то під час намотування азбест, але переважно використовують скляну плівки його можна стиснути у радіальному вату. Дійсно, враховуючи, що для її одержання напрямку, щоб трохи зменшити його діаметр. застосовують так званий спосіб «внутрішнього Оскільки пружинистий ефект створюється центрифугування», скляна вата містить менше повстяним елементом також у радіальному обривків волокон, а її волокна є більш довгими, напрямку, то плівка, що намотується на кожух, тому вона має більш високі механічні властивості у знаходиться у натягнутому стані і не має складок, порівнянні з азбестом, який виготовляють так що є перевагою з естетичної точки зору. Зусилля званим способом «зовнішнього центрифугування». стиснення, що прикладається на повсть при Видавлювальний інструмент може також виконанні поверхнево обробленого кожуха, виконувати подовжнє розрізання, що дозволяє повинне бути усього лише частковим, коли розкрити повстяний елемент для його укладання йдеться про ущільнення у подовжньому напрямку, навколо трубопроводу, що ізолюється. Таким і, само собою зрозуміло, може також йтися про чином, напрямок подовжнього розрізання можливе легке радіальне ущільнення. Ущільнена відповідає напрямку видавлювання. Тому повсть усередині поверхнево обробленого кожуха подовжнє розрізання може виконуватися може, наприклад, мати щільність від 15 до 30кг/м3 і одночасно з вирізуванням трубчастої форми переважно від 18 до 24кг/м3. Переважно повстяного елемента або услід за ним. відношення щільності ущільненої повсті всередині Після видавлювання видавлений повстяний поверхнево обробленого кожуха до щільності елемент ущільнюють для зменшення його первинної повсті (перед ущільненням) становить видимого об'єму. Ущільнення здійснюють від 1,5 до 2,5. прикладенням тиску на обидві паралельні основи У рамках цього першого варіанту реалізації кільцевої форми. Тиск повинен бути достатнім для ущільнений повстяний елемент по суті ущільнений зменшення видимого об'єму елемента, але не тільки частково по відношенню до того значення дуже сильним, щоб не пошкодити волокна до такої ущільнення, яке може витримати первинну повсть. міри, що після припинення дії тиску елемент не Саме з цієї точки зору ущільнена повсть зберігає може відновити свій первинний об'єм. Для того, здатність подальшого ущільнення. Тиск, що щоб дати уявлення про порядок необхідної прикладається для ущільнення, повинен бути величини тиску, можна зазначити, що достатньо таким, щоб повсть, що утримується в ущільненому тиску, який створює двома руками людина із стані зберігала здатність до деформації таким середніми фізичними даними. чином, щоб при її притисненні до трубопроводу Повстяні елементи звичайно мають трубчасту вона могла легко слідувати змінам напрямку цього форму, яка може бути визначена довжиною і трубопроводу і, зокрема, вигинам під кутом в 90°. двома діаметрами, один з яких (D) відповідає В одному варіанті виконання ущільнений зовнішньому обводовому перерізу елемента, а повстяний елемент легко деформується для інший (d) відповідає внутрішньому обводовому утворення плеча по 90°. перерізу елемента, при цьому останній діаметр Плівка містить, щонайменше, один шар може відповідати діаметру трубопроводу, що термопластичного полімеру, такого як поліолефін ізолюється (див. (D) та (d) на Фіг.1), або бути (поліетилен, поліпропілен або інший) або поліефір, близьким до нього. такий як поліетилентерефталат (ПЕТ). Плівка Діаметр (D) може досягати від 35 до 110мм і, може також містити шар алюмінію, який у цьому як правило, дорівнює приблизно 70мм. Діаметр (d) випадку застосовується для надання кожуху може досягати від 19 до 60мм і, як правило, металізованого зовнішнього вигляду. Як правило, дорівнює приблизно 25мм. у разі застосування шару алюмінію, він На Фіг.1а показана вихідна повсть 1 товщиною проглядається ззовні, якщо його укладають на (t), в якій видавлюють повстяний елемент, і зовнішній стороні кожуха, або проглядається через встановлений над ним та готовий до роботи шар термопластичного полімеру. Шар алюмінію видавлювальний інструмент 2. На Фіг.1b може бути виконаний з алюмінієвої фольги, що показаний видавлений повстяний елемент 3 наклеюється на шар термопластичного полімеру, трубчастої форми, при цьому висота труби або шляхом нанесення парової фази (при ідентична висоті мата з вихідної повсті, тобто 15 81227 16 металізації або напилюванні) на шар утримувати ущільнений елемент до того моменту, термопластичного полімеру з внутрішньої або коли клей затвердіє і плівка сама зможе зовнішньої сторони (по відношенню до кожуха). утримувати елемент в ущільненому стані. Можна Плівка може бути також армована наносити плівку тільки на один ущільнений скловолокном або полімерним волокном елемент. Однак, як правило, всередині (наприклад, з ПЕТ), як правило, суцільним поверхнево обробленого кожуха розташовують, волокном, що наклеюється на плівку щонайменше, два елементи, і ще частіше паралельними лініями (волоконні пасма щонайменше, три елементи або чотири, п'ять, утворюють паралельні лінії) або у вигляді сітки. Це шість або сім елементів. Всі ці елементи волокно може наноситися на плівку з розрахунку стикаються один з одним всередині кожуха своїми 10-100г/м2. основами кільцевої форми (основа кільцевої Плівка звичайно має товщину від 10 до форми труби, яка утворює кожух). Зрозуміло, що 100мкм, переважно від 10 до 80мкм. якщо вказаний кожух містить декілька елементів, Нижче наведені декілька прикладів плівок, то подовжні розрізи 4 різних розташованих один за що застосовуються при виготовленні поверхнево одним елементів знаходяться на одній лінії оброблених кожухів: всередині поверхнево обробленого кожуха. Всередині одного кожуха, який містить декілька елементів, ці елементи Кількість (г/м2) притискаються Склад шарів Товщина (мкм) один Металізований поліетилен (алюміній на внутрішній стороні) до одного за рахунок власного ущільнення. 12 17 Дійсно, завдяки цьому поверхнево оброблений - металізований поліефір 13 20 кожух може слідувати контуру трубопроводу, який - сітка скловолокно /поліефір може бути самим 38,1 різним і не 75 завжди - поліпропілен прямолінійним, як у 50 разі колін, при цьому Металізований поліефір (алюміній на внутрішній стороні) 70 елементи, що знаходяться всередині кожуха, не Металізований поліефір (алюміній на внутрішній стороні) 75 105 відокремлюються. Той факт, що 17 повстяні Металізований поліефір (алюміній на внутрішній стороні) 12 елементи знаходяться в ущільненому стані - алюмінієва фольга 20 всередині кожуха і - зберігають при цьому - сітка з скловолокна 90 можливість подальшого ущільнення, дозволяє - покриття поліетиленом низької щільності 20 легко укладати кожух на трубопроводи, які можуть бути не прямолінійними і містити коліна. Дійсно, у У цій таблиці кожний рядок відповідає випадку наявності коліна повстяний елемент у прикладу. У першому стовпці таблиці, якщо плівка цьому місці охоплює коліно, ще більше містить декілька шарів, то першим вказаний ущільнюючись всередині вигину цього коліна, при зовнішній шар (видимий зовні кожуха), а інші шари цьому розташовані один за одним елементи вказані у порядку їх розташування, починаючи від залишаються притиснутими один до одного на зовнішнього шару. такому коліні, як вже було указано вище. Таким Цей перший варіант реалізації показаний на чином, хоча і не виключається склеювання різних Фіг.2. На Фіг.2а показаний елемент, виконаний з елементів їх основами всередині кожуха, це не є первинної повсті, до якого не прикладається необхідністю, якщо вказані елементи достатньо ніякого зусилля і який, отже, знаходиться у притиснуті один до одного під дією їх ущільнення неущільненому стані. На Фіг.2b показані декілька всередині кожуха. (чотири) таких елементів, які розташовані один за Завдяки цьому забезпечується необхідна одним, ущільнені (довжина кожного з цих ізоляція непрямолінійних ділянок трубопроводу. елементів зменшена по відношенню до довжини Поверхнево оброблений кожух може мати елемента, показаного на Фіг.2а) та утримуються в довжину, наприклад, від 30 до 120см. ущільненому стані під час нанесення проклеєної Як правило, трубопроводи, що ізолюються, плівки навколо цих елементів. На Фіг.2b показаний мають довжину, що перевищує довжину одного ряд різних елементів у ході реалізації. У кінці цієї поверхнево обробленого кожуха, тому необхідно реалізації плівка повністю охоплює розташовані укладати один за одним декілька поверхнево один за одним елементи, утворюючи кожух, який оброблених кожухів. Споживач, якому треба називається поверхнево обробленим кожухом (з ізолювати трубопровід, може використати урахуванням стану поверхні кожуха після здатність до ущільнення поверхнево оброблених нанесення плівки), що містить декілька кожухів, щоб притиснути їх один до одного, злегка розташованих один за одним елементів, ущільнюючи їх в осьовому напрямку (тобто у видавлених з повсті. Вираз «поверхнево напрямку осі трубопроводу). Таким чином, при оброблений кожух» означає комплекс, який ізоляції використовується пружинистий ефект містить, щонайменше, один повстяний елемент (як кожухів для забезпечення правильного стикування правило, декілька ущільнених повстяних між кожухами. елементів), ущільнений у подовжньому напрямку, Поверхнево оброблений кожух може бути при цьому, щонайменше, один вказаний елемент виконаний у варіанті, показаному на Фіг.3, який охоплений по зовнішній поверхні, паралельній ілюструє кожух 3 в осьовому напрямку. Цей кожух його осі (Х-Х' на Фіг.2), плівкою, що утримує його в охоплений м'якою пластиковою плівкою 5. Плівку ущільненому стані. Можливі інші елементи мають наклеюють на зовнішню сторону циліндричної відповідні осі обертання (Х-Х' на Фіг.2), які форми кожуха. Плівка, розмір якої забезпечує співпадають між собою. Само собою зрозуміло, оберт навколо кожуха, виконана небагато довшою що, якщо для утримання в ущільненому стані за зовнішній периметр кожуха для забезпечення потрібно застосування клею, то необхідно вручну 17 81227 18 наприклад, мати внутрішній діаметр («d» на Фіг.3) виконання накладки 6. Ця накладка повинна від 6 до 34мм і товщину («e» на Фіг.3) від 19 до закривати кожух над подовжнім розрізом 4 після 25мм. встановлення навколо трубопроводу, що Поверхнево оброблений кожух може, ізолюється. Накладка може містити адгезивний наприклад, мати такі розміри: шар 7 (наприклад, постійний адгезив термоплавкого типу), показаний на фігурі пунктирною лінією. Адгезивний шар, в свою чергу, Зовнішній діаметр 72мм 66мм може бути покритий смугою 8 з плівки (наприклад, Внутрішній діаметр 22мм 28мм з силіконового паперу), що відшаровується, Довжина 1200мм 1000мм призначеної для захисту адгезивного шару до Діаметр моменту кінцевого застосування. Після трубопроводу, що 17-27мм 33-42мм встановлення кожуха навколо трубопроводу, що ізолюється ізолюється, споживач знімає смугу 8, що відшаровується, і наклеює накладку на інший край Згідно з другим варіантом реалізації даного металізованої плівки 5, тобто на ділянку 9, винаходу засіб утримання не закріплюється показану на Фіг.3. Завдяки цьому кожух міцно остаточно на повстяному елементі і може бути утримується на трубопроводі, оскільки накладка знятий таким чином, щоб повстяний елемент закриває подовжній розріз. Можна також не відновив свій первинний об'єм, який він мав до використовувати смугу, що відшаровується, якщо ущільнення. У цьому випадку використовують накладку 6 можна безпосередньо наклеювати на властивість видавленого повстяного елемента ділянку 9 і відклеювати з неї, використовуючи ущільнюватися, а також розущільнюватися у властивості постійного адгезива, що забезпечують подовжньому напрямку. Так, після ущільнення у йому повторне використання. У цьому випадку подовжньому напрямку ущільнений повстяний перед встановленням навколо трубопроводу елемент утримують в ущільненому стані за споживач розташовує кожух у закритому допомогою засобу утримання. Завдяки цьому положенні, в якому накладка 6 знаходиться можна складувати та транспортувати елемент у наклеєною на ділянку 9 (при цьому плівка 8, що зменшеному об'ємі. Перед використанням відшаровується, відсутня). Він відклеює накладку елемента та його встановленням навколо для відкриття подовжнього розрізу 4, встановлює трубопроводу, що ізолюється, засіб утримання кожух навколо трубопроводу і закриває кожух, знімають, що дозволяє елементу відновити свій знову наклеюючи накладку 6 на ділянку 9. Завдяки первинний об'єм. Зрозуміло, як правило, що властивостям повторного використання адгезива йдеться про декілька (два, три, чотири, п'ять, надалі можна легко знімати і знову встановлювати шість, сім і навіть більше) повстяних елементів, які кожух навколо трубопроводу, відклеюючи і розташовані один за одним і стикуються один з повторно наклеюючи накладку, наприклад, у разі одним своїми основами кільцевої форми, які необхідності ремонту трубопроводу. ущільнюються разом і які утримуються у такому Поверхнево оброблений кожух має також положенні одним і тим самим засобом утримання. здатність ущільнюватися у напрямку, Таким чином, даний винахід відноситься до перпендикулярному його осі. Споживач може комплексу, який містить, з одного боку, використати цю здатність і закривати кожух, щонайменше, один ущільнений повстяний вибираючи таке положення накладки, при якому елемент з мінеральної вати і, з іншого боку, засіб трубопровід охоплюється більш або менш щільно. утримання вказаного елемента в ущільненому Дійсно, завдяки такій властивості стисливості стані, при цьому останній може повертатися у можна встановлювати кожух на трубопроводи, менш ущільнений стан після зняття засобу діаметр яких не відповідає точно внутрішньому утримання. діаметру кожуха перед встановлення на Після ущільнення до необхідного об'єму трубопровід. Так, діаметр трубопроводу може бути повстяний елемент блокують у такому положенні трохи менше або дещо більше внутрішнього за допомогою, щонайменше, одного засобу його діаметра кожуха перед його встановленням на утримання в ущільненому стані. Цей засіб трубопровід. утримання може являти собою будь-яку відповідну Перевагою поверхнево обробленого кожуха є систему. Наприклад, можна діяти таким чином: можливість ремонту трубопроводу, який він вмістити жорсткий лист, наприклад, з картону або ізолює. Дійсно, у випадку, коли трубопровід пластика, такого як поліолефін (ПЕ, ПП і т.д.), на вимагає ремонту, не обов'язково знімати кожух з кожну з двох сторін, що наближаються одна до трубопроводу. Досить стиснути кожух у одної, видавленого елемента, потім діяти тиском подовжньому напрямку в тому місці, де необхідно на зовнішні сторони обох жорстких листів, після здійснити ремонт, таким чином, щоб відкрити цього, утримуючи весь комплекс у стиснутому трубопровід і одержати доступ до виявленого стані, надіти на нього чохол з термоскорочуваної дефекту, утримуючи таке положення стиснення, і плівки, і вказаний чохол нагрівати, щоб він здійснити ремонтні роботи. Після закінчення скоротився і здавив комплекс для його утримання ремонту досить послабити стиснення для того, в ущільненому стані. Після цього можна припинити щоб кожух знову закрив трубопровід. Таким чином, діяти первинним тиском на сторони жорстких в цьому випадку використовують властивість листів, і таким чином одержують комплекс, який кожуха зберігати здатність подальшого містить повстяний елемент, блокований в ущільнення. ущільненому стані засобом утримання. У цьому Поверхнево оброблений кожух може, випадку засіб утримання складається з двох 19 81227 20 досягла максимально можливого заданого жорстких листів, вміщених по обидві сторони значення, яке, зокрема, в 7-10 раз і, як правило, в ущільненого повстяного елемента, і 8 раз перевищує щільність первинної повсті, не термоскорочуваного чохла, що охоплює повстяний ушкоджуючи при цьому структуру повсті. Як елемент і, щонайменше, периметр двох жорстких правило, у рамках цього другого варіанту листів для забезпечення з'єднання всього реалізації ущільнення здійснюють таким чином, комплексу. Такий комплекс можна легко щоб щільність повсті досягала значення від 15 до переміщувати, складувати, транспортувати при 150кг/м3. збереженні його зменшеного об'єму. В момент У рамках цього другого варіанту реалізації як використання достатньо розрізати або розірвати повстяний елемент можна використати термоскорочуваний чохол, щоб відновити поверхнево оброблений кожух, описаний у рамках первинний об'єм повстяного елемента, тобто його першого варіанту реалізації. У цьому випадку об'єм до ущільнення. Після цього повстяний повстяний елемент вже частково ущільнений у елемент можна встановлювати як кожух на рамках першого варіанту реалізації, і його трубопровід, що ізолюється. додатково ущільнюють у рамках другого варіанту Можна також діяти таким чином: щонайменше, реалізації. Після зняття засобу утримання один повстяний елемент у неущільненому стані поверхнево оброблений кожух відновлює свій вміщують у циліндр, який закритий з одного кінця і первинний об'єм, і це означає, що повсть який містить різь на іншому кінці. Після цього залишається ущільненою, тобто у такому стані, в повстяний елемент ущільнюють таким чином, щоб якому вона була для виконання першого варіанту він повністю увійшов у циліндр, який потім реалізації. На Фіг.4 показані деталі, які можуть закривають пробкою, яку нагвинчують на різь бути використані для виконання комплексу циліндра. У цьому випадку для використання відповідно до даного винаходу (другий варіант повстяного елемента досить відгвинтити пробку реалізації), який містить два повстяних елементи, циліндра, щоб повстяний елемент розущільнився і що утримуються в ущільненому стані двома відновив свій первинний об'єм, який він мав до жорсткими листами (з картону або пластика, або ущільнення та блокування засобом утримання. будь-якого іншого відповідного матеріалу), і Після цього повстяний елемент можна термоскорочувану плівку. На стрижень 10, жорстко встановлювати як кожух на трубопровід, що з'єднаний з основою 11, яка виконує роль упора, ізолюється. надівають: У рамках цього другого варіанту реалізації - першу жорстку оправку 12 (наприклад, з повстяний елемент, як правило, ущільнюють металу); разом з іншими ідентичними повстяними - перший жорсткий лист 13 (наприклад, з елементами. В ущільненому стані всі ці повстяні картону), який має діаметр, близький по величині елементи з'єднують один з одним основами до діаметра елементів, що ущільнюються; кільцевої форми, при цьому всі їх зовнішні - два елементи 3, що ущільнюються, які, поверхні циліндричної форми продовжують одна можливо, містять покриття з м'якої плівки (не одну. показано на Фіг.); У рамках цього другого варіанту реалізації - другий жорсткий лист 14 (наприклад, з повстяний елемент, звільнений від свого засобу картону), який має діаметр, близький по величині утримання, є ізоляційним кожухом. Щонайменше, до діаметра елементів, що ущільнюються; один повстяний елемент може містити на своїй - другу жорстку оправку 15 (наприклад, з зовнішній поверхні циліндричної форми м'який металу). лист або м'яку плівку, яка не перешкоджає Оправки 12 та 15 трубчастої форми мають ущільненню і розущільненню вказаного елемента. діаметр, менший по значенню, ніж діаметр Може йтися про алюмінієву фольгу, яку звичайно жорстких листів 13 та 14. наклеюють на вказану зовнішню сторону Після цього на оправку 15 діють тиском для циліндричної форми. Однак,якщо на зовнішню стиснення комплекту деталей, надітих на сторону циліндричної форми вказаного елемента стрижень 10, і, отже, для ущільнення повстяних необхідно нанести таке покриття, переважно, щоб елементів. Тиск, що прикладається, повинен вказане покриття містило, щонайменше, один шар забезпечити необхідний ступінь ущільнення. Після термопластичного полімеру, наприклад, на основі цього навколо стиснутого комплексу поліолефіну (поліетилену, поліпропілену або розташовують чохол з термоскорочуваної іншого). Дійсно, такий термопластичний полімер є термопластичної плівки, при цьому зрозуміло, що більш м'яким, ніж алюмінієва фольга, і забезпечує діаметр цього чохла перевищує діаметр повстяних ущільнення та розущільнення без утворення елементів і жорстких листів, хоча і є близьким до складок, тим самим досягається оптимальна нього по значенню, і чохол нагрівають, щоб він естетичність зовнішнього вигляду. Одну з вказаних скоротився і утримував у стиснутому стані вказані плівок можна також використати у рамках першого елементи і жорсткі листи. Таким чином одержують варіанту реалізації. Як правило, у разі комплекс, показаний на Фіг.5, який містить повсть, використання декількох повстяних елементів і що утримується в ущільненому стані жорсткими плівки, ці повстяні елементи вирівнюють по одній листами картону, що знаходяться по обидві лінії, з'єднують разом основами кільцевої форми сторони повсті, і плівку, яка скоротилася від та охоплюють загальною плівкою (плівка своєю нагрівання. Розмір термоскорочуваної плівки довжиною охоплює декілька повстяних елементів). вибирають таким чином, щоб плівка, яка У рамках другого варіанту реалізації можна скоротилася після нагрівання, залишала по боках ущільнювати повсть таким чином, щоб її щільність 21 81227 22 перфоратори прикладають до відповідної сторони простір, достатній для видалення оправок 12 та смуги мінеральної вати, і тим, що пробійники15. Це означає, що плівка, що скоротилася після перфоратори кожний окремо вдавлюють в смугу і нагрівання, залишає щілини на бокових сторонах один в один таким чином, щоб у результаті між кінцевого комплексу, при цьому діаметр (у) цих вказаними пробійниками-перфораторами щілин перевищує діаметр оправок 12 та 15, що одержати кільцевий елемент, який залишається, дозволяє легко відділяти від них комплекс, який як пробка, у трубчастому пробійнику-перфораторі містить повсть. більшого діаметра, і, як тільки один пробійникНа Фіг.6 показаний інший засіб для виконання перфоратор відводять від іншого, смугу ущільненого комплексу відповідно до даного мінеральної вати переміщують на один крок, і винаходу. Три видавлених повстяних елемента у трубчасті пробійники-перфоратори знову кожний неущільненому стані вміщують в циліндр 16 з окремо вдавлюють у вказану смугу мінеральної прозорого пластика, який містить охоплювану різь. вати, і одержаний внаслідок пробиття новий Досить притиснути вказані елементи пробкою 18, елемент видавлює елемент, одержаний шляхом яка містить охоплюючу різь 19, яка відповідає різі пробиття на попередньому етапі, з трубчастого 17, для того, щоб повсть повністю увійшла у пробійника-перфоратора більшого діаметра, і цей циліндр, потім пробку загвинчують на циліндрі та останній кільцевий елемент виходить через задню одержують комплекс відповідно до даного частину цього останнього пробійникавинаходу, який містить ущільнену повсть. перфоратора. Такий варіант виконання найбільш Даний винахід відноситься також до способу оптимально підходить для одержання кільцевих пробиття (або видавлювання), який є набагато елементів. більш простим та надійним у порівнянні з Другий варіант здійснення способу пробиття відомими способами пробиття, який може відповідно до даного винаходу відрізняється тим, застосовуватися з використанням менш що пробку з волокон мінеральної вати, що габаритного обладнання і який, крім того, одержується внаслідок тиску, направленого забезпечує опір стисненню елементів, виконаних всередину смуги матеріалу і що створюється шляхом пробиття, практично ідентичний опору меншим трубчастим пробійником-перфоратором, стисненню вихідного матеріалу. відсмоктують за допомогою відсмоктувального Спосіб пробиття відповідно до даного пристрою і видаляють з пробійника-перфоратора. винаходу відрізняється тим, що трубчастий Третій варіант здійснення способу пробиття пробійник-перфоратор, що застосовується, відповідно до даного винаходу відрізняється тим, виступає з натискної плити і має довжину, яка що підчас вдавлювання у смугу пробійникивідповідає 80-350%, переважно від 200 до 300% перфоратори обертаються, внаслідок чого товщини смуги, тим, що пробиття здійснюють на елементи, що одержуються шляхом пробиття, натискному столі, який містить, у разі необхідності, мають виключно однорідну форму. отвори, і тим, що пробиття здійснюють таким Четвертий варіант здійснення способу чином, щоб спочатку одержаний шляхом пробиття пробиття відповідно до даного винаходу елемент тимчасово утримувався всередині відрізняється тим, що кільцеві елементи, що трубчастого пробійника-перфоратора, а після виштовхуються з більшого пробійникапоступового переміщення смуги волокнистого перфоратора, збирають відразу ж після їх матеріалу, такого, як мінеральна вата, і після видалення, що є великою перевагою, коли поновлення дії тиску, направленого всередину застосування способу вимагає великої швидкості трубчастого пробійника-перфоратора, вказаний виконання. елемент видавлюється через задню частину П'ятий варіант здійснення способу пробиття вказаного пробійника-перфоратора наступним відповідно до даного винаходу відрізняється тим, елементом, одержаним шляхом пробиття. Таким що вихідний матеріал, що використовується, чином, застосовують простий та надійний спосіб, в складається з тканих волокон скляної вати, з якому кожний елемент виконується пробиттям і азбесту або з волокон рослинного походження із попадає всередину пробивального інструмента, щільністю від 15 до 80кг/м3, переважно 35кг/м3, і потім вказаний елемент видавлюється за межі тим, що смуга має товщину від 4 до 20см, пробивального інструмента наступним елементом, переважно від 5 до 15см, зокрема, приблизно одержаним шляхом пробиття з наступного шару 10см. Такий варіант виконання є особливо вихідного матеріалу. Трубчастий пробійникпереважним. перфоратор і взаємодіюча з ним натискна плита Даний винахід відноситься також до установки не займають багато місця. Опір стисненню для здійснення способу пробиття відповідно до кільцевих елементів істотно не знижується у даного винаходу, при цьому вказана установка порівнянні з опором стисненню вихідного містить пристрій для поступового переміщення матеріалу. смуги волокнистого матеріалу, такої, як смуга з Згідно з варіантом здійснення способу мінеральної вати або рослинних волокон, при пробиття відповідно до даного винаходу елементи цьому вказані волокна розташовуються у використовуються, наприклад, як теплоізоляційні подовжньому напрямку смуги, а також натискну оболонки труб, і цей варіант здійснення способу плиту, оснащену, щонайменше, одним відрізняється тим, що пробійники-перфоратори, пробійником-перфоратором. Ця установка що застосовуються, складаються з трубчастого відрізняється тим, що пробійник-перфоратор є пробійника-перфоратора більшого діаметра і трубчастим і має довжину, яка відповідає 80-500%, трубчастого пробійника-перфоратора меншого переважно від 100 до 350%, зокрема, від 200 до діаметра, при цьому вказані трубчасті пробійники 23 81227 24 способу пробиття. 300% товщини смуги матеріалу, і тим, що Показану на Фіг.7 установку застосовують для натискний стіл, у разі необхідності, містить отвір і здійснення способу пробиття відповідно до даного знаходиться навпроти натискної плити і на певній винаходу. Спосіб пробиття буде детальніше відстані від неї, і тим, що пробійник-перфоратор описаний нижче. Установка містить пристрій 21 встановлюють в отвір вказаної натискної плити для поступового переміщення смуги 22 з таким чином, щоб видалення одержаного шляхом просоченого волокнистого матеріалу, такого, як пробиття елемента відбувалося від тиску у мінеральна вата або волокна рослинного напрямку задньої частини через внутрішній канал походження, при цьому волокна розташовані у пробійника-перфоратора. Ця установка найбільш подовжньому напрямку А смуги. Крім того, оптимально підходить для здійснення методу установка містить натискну плиту 24, і в отворі 25 пробиття. вказаної натискної плити 24 встановлений Відповідно до даного винаходу пробійникипробійник-перфоратор 27. Пробійник-перфоратор перфоратори можуть являти собою трубчастий 27 є трубчастим і має довжину х, яка відповідає пробійник-перфоратор більшого діаметра і 80-500%, переважно від 100 до 350%, зокрема, від трубчастий пробійник-перфоратор меншого 200 до 300% товщини t смуги 22. Як показано на діаметра, при цьому вказані пробійникиФіг.9, навпроти натискної плити 24 знаходиться перфоратори встановлюють безпосередньо один натискний стіл 210, який у разі необхідності проти одного з відповідної сторони смуги містить отвір 28. Пробійник-перфоратор 27 має просоченого волокнистого матеріалу таким чином, таку довжину, щоб при вдавлюванні у смугу щоб пробійник-перфоратор меншого розміру пробійника-перфоратора елемент, що можна було притиснути до другого натискного одержується шляхом пробиття, видавлювався у стола, який відводять після того, як пробійниксторону задньої частини і назовні через внутрішній перфоратор проходить через смугу, і щоб канал пробійника-перфоратора, зокрема, коли пробійник-перфоратор більшого діаметра міг вказаний пробійник-перфоратор вдавлюють у переміщатися над пробійником-перфоратором смугу в один або декілька послідовних прийомів меншого діаметра, переважно практично для одержання шляхом пробиття інших елементів. коаксіально відносно вказаного пробійникаЯк показано на Фіг.9, пробійники-перфоратори перфоратора. Така установка працює особливо можуть також являти собою трубчастий пробійникефективно і, крім того, не займає багато місця. перфоратор 215 більшого діаметра і трубчастий Відповідно до даного винаходу трубчастий пробійник-перфоратор 216 меншого діаметра. Ці пробійник-перфоратор меншого діаметра може пробійники-перфоратори встановлюють взаємодіяти з відсмоктувальним пристроєм, безпосередньо один проти одного поруч із смугою внаслідок чого одержують можливість легко 22. Таким чином, пробійники-перфоратори 215 та видаляти пробку з мінеральної вати, що 216 встановлюють таким чином, щоб пробійникутворюється всередині меншого трубчастого перфоратор 216 міг переміщатися всередині пробійника-перфоратора. пробійника-перфоратора 215 по мірі вдавлювання Нарешті, відповідно до даного винаходу у смугу 22, як показано на Фіг.10, при цьому трубчастий пробійник-перфоратор меншого вказаний пробійник-перфоратор 216 переважно діаметра може мати довжину, яка відповідає 80переміщається практично коаксіально по 150%, переважно від 100 до 120% товщини смуги. відношенню до пробійника-перфоратора 215. Такий варіант виконання меншого пробійникаЯк показано на Фіг.9, пробійник-перфоратор перфоратора найбільш підходить для 216 може взаємодіяти з відсмоктувальним застосування у методі пробиття відповідно до пристроєм 218, який всмоктує матеріал пробки, що даного винаходу. утворюється всередині вказаного пробійникаФіг.7 - схематичне зображення у перспективі перфоратора 216 під час дії тиску, направленого першого варіанту виконання установки відповідно всередину вказаного пробійника-перфоратора до даного винаходу, при цьому пробійник216, при його вдавлюванні у смугу 22. Пробійникперфоратор показаний у своєму верхньому перфоратор 216 може мати довжину, яка положенні. відповідає 80-150%, переважно від 100 до 120% Фіг.8 відповідає Фіг.7, але пробійниктовщини t смуги 22. На Фіг.9 пробійникперфоратор знаходиться у нижньому положенні. перфоратор 216 показаний довгим для кращого Фіг.9 - схематичне зображення у перспективі розуміння креслення. другого варіанту виконання установки відповідно Спосіб пробиття відповідно до даного до даного винаходу, при цьому вказана установка винаходу застосовують для виробництва шляхом містить два пробійники-перфоратори. пробиття елементів, таких як кільцеві елементи, і Фіг.10 відповідає Фіг.9, при цьому пробійникидля нього використовує вихідний матеріал у перфоратори вдавлені у смугу. вигляді смуги просоченого волокнистого Фіг.11 - схематичне збільшене зображення матеріалу, такого як загартована мінеральна вата, елемента, одержаного шляхом пробиття, при азбест або скляна вата. Задачею способу цьому вказаний елемент видавлюється вгору і пробиття відповідно до даного винаходу є назовні пробійника-перфоратора наступним одержання готових до застосування елементів, що елементом, одержаним шляхом пробиття. мають такий самий опір стисненню і таку саму Фіг.12 відповідає Фіг.11, при цьому одержані гнучкість, що і вихідний матеріал. Метод пробиття шляхом пробиття елементи містять центральний містить наступні етапи, показані на Фіг.13: отвір. а) трубчастий пробійник-перфоратор 27 Фіг.13 - схематичне зображення трьох етапів 25 81227 26 використовується, може складатися з просочених виступає з натискної плити 24 і має довжину, яка волокон скляної вати, з азбесту або з рослинних відповідає 80-350%, переважно від 200 до 300% волокон щільністю від 15 до 80кг/м, переважно товщини смуги; 35кг/м3. Смуга може мати товщину від 4 до 20см, б) пробиття за допомогою пробійникапереважно від 5 до 15см, зокрема, приблизно перфоратора 27 здійснюють на натискному столі 10см. 210, який у разі необхідності містить отвір 28; і в) пробиття здійснюють таким чином, щоб елемент 212, одержаний шляхом пробиття, як показано на Фіг.11, спочатку залишався у пробійнику-перфораторі 27, а після переміщення смуги 2 мінеральної вати і поновлення тиску, направленого всередину трубчастого пробійникаперфоратора 27, вказаний елемент видавлювався у сторону задньої частини і назовні через вказаний пробійник-перфоратор за допомогою елемента 212', одержаного шляхом пробиття. На Фіг.11 та 12 показано, як елементи 212 та 213 відповідно, спочатку одержані шляхом пробиття, видавлюються через трубчастий пробійник-перфоратор 27 і трубчастий пробійникперфоратор 215 відповідно і видаляються з вказаного пробійника-перфоратора, що показано стрілкою В та стрілкою С, як тільки пробійникперфоратор 27 та пробійник-перфоратор 215 відповідно знову вдавлюються вниз у смугу 22, при цьому пробійники-перфоратори 27 та 215 показані на Фіг.11 та 12 тільки пунктирними лініями. Внаслідок останнього пробиття одержують елементи 212' та 213' відповідно, і ці елементи видавлюють елементи 212 та 212 відповідно, одержані внаслідок попереднього пробиття, через відповідні трубчасті пробійники-перфоратори 27 та 215. Після насадження на стрижень або укладання один за одним одержані кільцеві елементи 213, 213' можуть бути використані, наприклад, як теплоізоляційні оболонки для труб. У зв'язку з показаним на Фіг.9 варіантом реалізації потрібно зазначити, що пробійникперфоратор 216 спочатку притискують у внутрішню сторону, а саме до другого натискного стола 219. Цей натискний стіл 219 знаходиться у передньому положенні, але відразу ж після вищезгаданого притиснення натискний стіл 219 повертають у заднє положення, як показано подвійною стрілкою F, після чого пробійникперфоратор 215 вдавлюють у смугу. Після того, як два пробійники-перфоратори відводять один від одного і смугу переміщують на один крок, можна знову вдавлювати у вказану смугу обидва пробійники-перфоратори 216 та 217. Одержаний внаслідок пробиття кільцевий елемент 213' видавлює кільцевий елемент 213, одержаний внаслідок пробиття на попередньому етапі, вгору (показано стрілкою Е) і назовні (показано стрілкою С) з трубчастого пробійника-перфоратора 27 більшого розміру, причому цей останній елемент 213 видаляється позаду пробійника-перфоратора 27. Згідно з варіантом способу пробиття пробійники-перфоратори 215 та 216 обертаються під час вдавлювання у смугу 22. Кільцеві елементи 213, що виштовхуються з більшого пробійника-перфоратора 15, можуть бути зібрані відразу ж після видалення. У рамках способу пробиття відповідно до даного винаходу вихідний матеріал, що 27 81227 28 29 81227 30
ДивитисяДодаткова інформація
Назва патенту англійськоюInsulation assembly that includes tubular sealing element, pipeline with insulation, method for making tubular elements (variants) and installation for implementation of the method (variants)
Автори англійськоюJESSEN ERLING, JENSEN FLEMING LUND, RIAS JEAN-CLAUDE, DELAHOCHE MICHEL, VAN LOOKEREN FRANK
Назва патенту російськоюКомплект изоляции, который содержит трубчатый уплотнительный элемент, трубопровод с изоляцией, способ изготовления трубчатых элементов (варианты) и установка для осуществления способа (варианты)
Автори російськоюЭссен Эрлинг, Энсен Флеминг Лунд, Риа Жан-Клод, Деляош Мишель, ван Локерен Франк
МПК / Мітки
МПК: B26F 1/38, F16L 59/02
Мітки: містить, ізоляції, установка, ізоляцією, варіанти, трубчастих, елемент, здійснення, трубопровід, виготовлення, комплект, трубчастий, ущільнювальний, спосіб, елементів, способу
Код посилання
<a href="https://ua.patents.su/15-81227-komplekt-izolyaci-shho-mistit-trubchastijj-ushhilnyuvalnijj-element-truboprovid-z-izolyaciehyu-sposib-vigotovlennya-trubchastikh-elementiv-varianti-ta-ustanovka-dlya-zdijjsnennya-s.html" target="_blank" rel="follow" title="База патентів України">Комплект ізоляції, що містить трубчастий ущільнювальний елемент, трубопровід з ізоляцією, спосіб виготовлення трубчастих елементів (варіанти) та установка для здійснення способу (варіанти)</a>
Спосіб (варіанти) виготовлення багатошарового матеріалу, багатошарове скло, отримане цим способом, а також пристрій (варіанти) для здійснення цього способу
Номер патенту: 77480
Опубліковано: 15.12.2006
Автори: Коран Франсуа Андре, Бурсьє Девід Пол, Кроммен Хан Ерберт Ліліане
МПК: B32B 17/06, C03C 27/12
Мітки: також, способу, здійснення, варіанти, пристрій, спосіб, скло, багатошарового, отримане, виготовлення, способом, цього, багатошарове, цим, матеріалу
Формула / Реферат:
1. Спосіб виготовлення багатошарового матеріалу, що містить наступні етапи:позиціонування синтетичного матеріалу, що має вміст вологи менше 0,35 вагових відсотків по відношенню до його ваги, навпроти щонайменше однієї жорсткої підкладки,попереднє нагрівання щонайменше однієї жорсткої підкладки або синтетичного матеріалу, або будь-якої їх комбінації до температури склеювання, склеювання синтетичного матеріалу і підкладки за...
Спосіб прямого відновлювання матеріалу, що містить оксиди заліза (варіанти), і установка для його здійснення (варіанти)
Номер патенту: 27017
Опубліковано: 28.02.2000
Автори: Гушех Мортеза Садат, МІЛІОНІС Константин, УІПП Рой Хуберт мол., ЦІП Герхальд
МПК: C21B 13/00, C21B 13/02
Мітки: відновлювання, оксиди, містить, матеріалу, прямого, установка, здійснення, спосіб, заліза, варіанти
Формула / Реферат:
1. Способ прямого восстановления содержащего оксиды железа материала, в котором газ синтеза смешивают с колошниковым газом, образующимся при прямом восстановлении содержащего оксиды железа материала, и используют для прямого восстановления в качестве восстановительного газа, который не разлагается при температуре восстановления, отличающийся тем, что объемное содержание Н2О в восстановительном газе поддерживают равным от 1 до 2%,...
Спосіб прямого відновлення дрібнозернистого матеріалу у формі часток, що містить оксид заліза, та установка для здійснення цього способу
Номер патенту: 42803
Опубліковано: 15.11.2001
Автори: МІЛІОНІС Константин, Ціп Герхард, Россманн Готтфрід, Уіпп Рой Хуберт
МПК: C21B 13/00, C22B 5/14
Мітки: способу, форми, дрібнозернистого, матеріалу, спосіб, здійснення, заліза, містить, установка, прямого, відновлення, оксид, часток, цього
Формула / Реферат:
1. Спосіб прямого відновлення дрібнозернистого матеріалу у формі часток, що містить оксид заліза у псевдозрідженому шарі, в якому реформований газ, очищений не менше як частково від CO2 підводять як відновлювальний газ у відновлювальну зону псевдозрідженого шару і відводять від нього як колошниковий газ, і колошниковий газ застосовують для прямого відновлення, не менше як частково спільно з реформованим газом, який відрізняється тим, що з...
Підлога, комплект елементів для вирівнювання і /або установлення на заданому рівні настилу підлоги відносно її основи та скріплювально-опорний елемент
Номер патенту: 63019
Опубліковано: 15.01.2004
Автор: Кардашєв Сєргєй Ніколаєвіч
МПК: E04F 15/00
Мітки: рівні, відносної, установлення, основі, підлога, скріплювально-опорний, або, елемент, комплект, заданому, елементів, підлоги, вирівнювання, настилу
Формула / Реферат:
1. Підлога, що включає настил, який регулюється по висоті, і спирається щонайменше на частину скріплювально-опорних елементів, загвинчених в отвори настилу або в отвори лаг, розміщених під настилом, яка відрізняється тим, що кожний скріплювально-опорний елемент виконано у вигляді порожнистого стояка з зовнішньою різзю та змінною товщиною стінки по висоті і/або периметру стояка, порожнистий стояк має закритий з одного кінця торець,...
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів
Номер патенту: 34902
Опубліковано: 15.03.2001
Автори: Погребний Микола Іванович, Савчук Костянтин Миколайович
МПК: F22D 1/00
Мітки: виготовлення, економайзерів, спосіб, елементів, теплообмінних, трубчастих
Формула / Реферат:
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів, який полягає в посадці ребристих чавунних секцій на сталеву трубу, який відрізняється тим, що наружну ребристу чавунну поверхню виконують в вигляді секцій, внутрішню поверхню яких проточують, сталеву трубу шліфують, після чого чавунні ребристі секції послідовно одну за одною натягують на сталеву трубу шляхом холодної посадки, яку виконують на гідравлічному пресі під...
Попередній патент: Пептидвмісні мультимерні направлені на мішень контрастні агенти
Наступний патент: Кришковий пристрій
Випадковий патент: Футляр дихального апарата