Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів
Номер патенту: 34902
Опубліковано: 15.03.2001
Автори: Савчук Костянтин Миколайович, Погребний Микола Іванович
Формула / Реферат
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів, який полягає в посадці ребристих чавунних секцій на сталеву трубу, який відрізняється тим, що наружну ребристу чавунну поверхню виконують в вигляді секцій, внутрішню поверхню яких проточують, сталеву трубу шліфують, після чого чавунні ребристі секції послідовно одну за одною натягують на сталеву трубу шляхом холодної посадки, яку виконують на гідравлічному пресі під тиском.
Текст
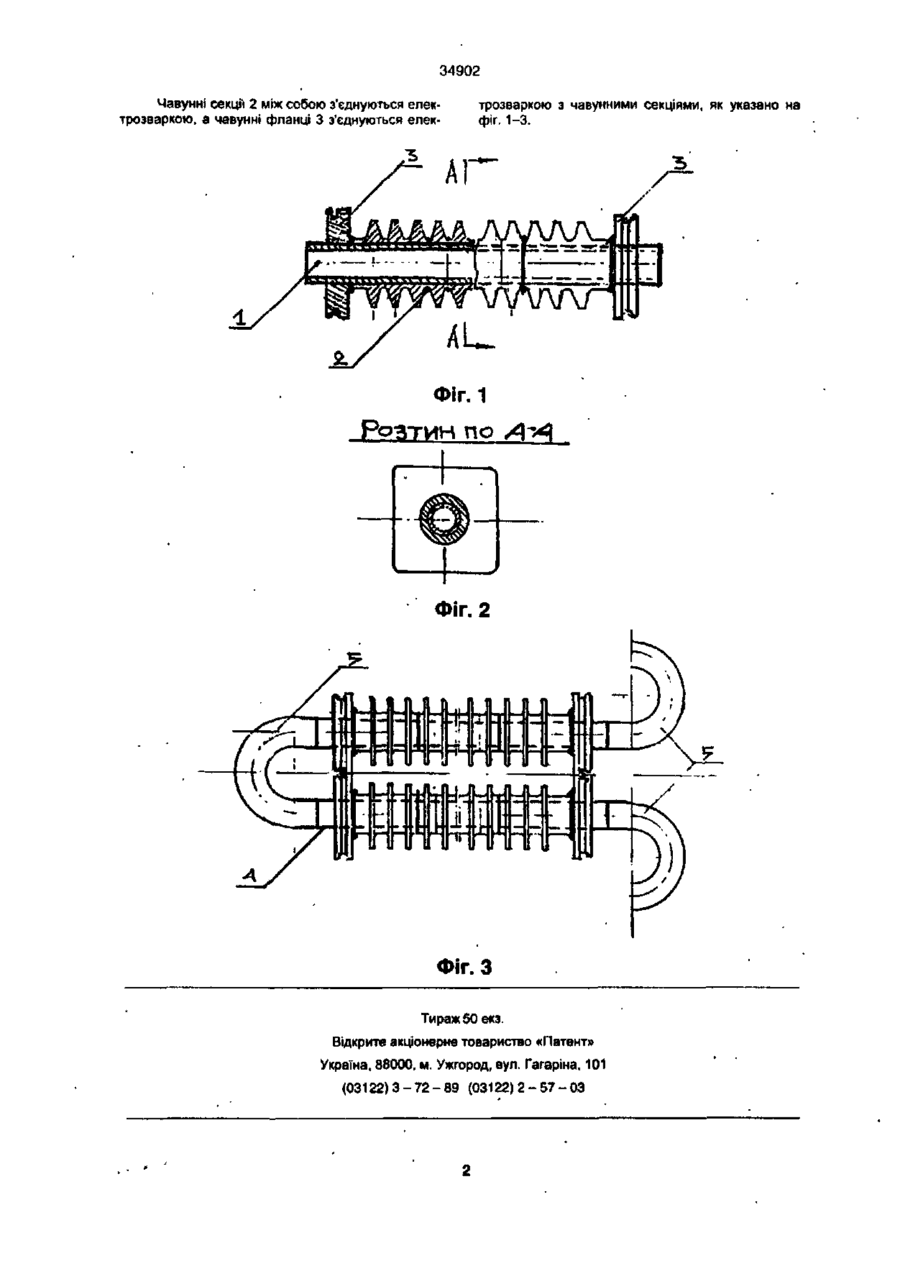
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів, який поля Винахід відноситься до області енергетики і може використовуватись .при виготовленні теплообмінних елементів економайзерів. Відомий спосіб виготовлення теплообмінних елементів для економайзерів, який полягає в відливанні ребристих економайзерних труб ВТІ із ковкого чавуна (Паспорт економайзера чугунного блочного, Кусинський машинобудівельний завод. Міністерство енергетичного машинобудування, 1982 рік). В чавунних економайзерних трубах ВТІ знижується коефіцієнт теплопередачі на 10-15% по причині неочищення їх від формовочного матеріалу, вони не можуть використовуватись з тиском вище 24 кг/см2, виникають великі затрати на болти і прокладки, недостатній строк експлуатації особливо в зоні низьких температур відходящих газів. За прототип обраний спосіб виготовлення трубчастих теплообмінних елементів для економайзерів (а. с, СРСР № 110220, М.кл 28 01/30 завл. 04.05.1957), який полягає в накладені чавунної оболонки, яка має ребристу форму, на сталеву трубу шляхом заливки сталевих труб чавуном в відповідних формах. Такий спосіб дорогий і потребує великих матеріальних затрат. В основу винаходу поставлено задачу розробки способу виготовлення трубчастих теплообмінних елементів для економайзерів, в якому за рахунок використання нових операцій досягається збільшення коефіцієнта теплопередачі, зниження дешевизни виготовлення, і працювати з необхідним нам тиском. гає в посадці ребристих чавунних секцій на сталеву трубу, який відрізняється тим, що наружну ребристу чавунну поверхню виконують в вигляді секцій, внутрішню поверхню яких проточують, сталеву трубу шліфують, після чого чавунні ребристі секції послідовно одиу за одною натягують на сталеву трубу шляхом холодної посадки, яку виконують на гідравлічному пресі під тиском. Поставлена задача вирішуєтсья тим, що в способі виготовлення трубчастих теплообмінних елементів для економайзерів, який полягає в посадці ребристих чавунних секцій І чавунних фланців на сталеву трубу, внутрішню частину чавунних секцій І фланців проточують, сталеву трубу шліфують, після чого чавунні ребристі секції і фланці послідовно одну за одною натягують на сталеву трубу шляхом холодної посадки, яку виконують на гідравлічному пресі під тиском Ширина чавунних фланців складає 25 мм, а чавунних ребристих секцій 485 мм. Загальна довжина труби може виконуватись такою, яка необхідна для установки На фіг 1 - поздовжній розріз трубчастого елементу, на фіг 2 - поперечний розріз, на фіг 3 з'єднання трубчастих елементів в змієвик. Трубчастий елемент складається Із сталевої труби 1, ребристих чавунних секцій 2, чавунних фланців 3, що мають форму квадрата і призначені для утворення стінок газохода котла, кінці 4 сталевої труби 1 випущені за тіло чавунних фланців З для з'єднання трубчастих елементів в змієвик при допомозі сталевих калачів 5 з допомогою електрозварювання. Із зміє&иків монтується економайзер парового котла. Спосіб полягає в тому, що внутрішню поверхню чавунних секцій 2 і чавунних фланців З проточують з допуском посадки +0,05 мм, сталеву трубу 1 шліфують, а її кінці 4 проточують з допуском - 0,1 мм, після чого чавунні ребристі секції 2 І чавунні фланці 3 послідовно одне за одним спочатку натягують на проточений кінець 4 сталевої труби 1, а потім на гідравлічному пресі під тиском виконують холодну посадку. CM о о CO < 34902 Чавунні секції 2 між собою з'єднуються епектрозваркою, а чавунні фланці 3 з'єднуються елєк трозваркою з чавунними секціями, як указано на фіг. 1-3. ФІГ. 1 Розтин по Фіг. 2 Фіг. З Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make pipe heat exchange elements for economizers
Автори англійськоюSavchuk Kostiantyn Mykolaiovych, Pohrebnyi Mykola Ivanovych
Назва патенту російськоюСпособ изготовления трубчатых теплообменных элементов для экономайзеров
Автори російськоюСавчук Константин Николаевич, Погребный Николай Иванович
МПК / Мітки
МПК: F22D 1/00
Мітки: елементів, виготовлення, економайзерів, спосіб, трубчастих, теплообмінних
Код посилання
<a href="https://ua.patents.su/2-34902-sposib-vigotovlennya-trubchastikh-teploobminnikh-elementiv-dlya-ekonomajjzeriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів</a>
Пристрій для складання трубчастих теплообмінних апаратів
Номер патенту: 9017
Опубліковано: 30.09.1996
Автор: Тарасов Володимир Миколайович
МПК: B21D 39/00
Мітки: трубчастих, пристрій, теплообмінних, апаратів, складання
Формула / Реферат:
Устройство для сборки трубчатых теплообменных аппаратов, содержащее подвижное основание для трубных досок, смонтированные на раме соосно один относительно другого блоки приводных штырей-ловителей с коническими наконечниками и приводной толкатель, а также механизм подачи труб, отличающееся тем, что, с целью повышения производительности и расширения технологических возможностей, оно снабжено установленным на раме и взаимодействующим с...
Вузол кріплення трубчастих мембранних елементів в масообмінному апараті
Номер патенту: 107
Опубліковано: 25.12.1997
Автори: Рябцев Геннадій Леонідович, Мікульонок Ігор Олегович
МПК: B01D 63/06
Мітки: елементів, апараті, кріплення, вузол, мембранних, трубчастих, масообмінному
Формула / Реферат:
1. Вузол кріплення трубчастих мембранних елементів в масообмінному апараті, що містить трубну решітку з наскрізними отворами, в кожному з яких розміщено кінцеву ділянку трубчастого мембранного елемента, в якому встановлено фіксуючу його вставку у вигляді тіла обертання з наскрізним каналом, поздовжна вісь якого співпадає з поздовжною віссю трубчастого мембранного елемента, а форма вставок на довжині отворів трубної решітки відповідає формі...
Спосіб виготовлення дифракційних елементів та елементів пристроїв інтегральної оптики
Номер патенту: 17250
Опубліковано: 01.04.1997
Автори: Камуз Олександр Михайлович, Овсянніков Евген Юрійович, Олексенко Павло Феофанович, Сизов Федір Федорович
Мітки: оптики, пристроїв, виготовлення, елементів, дифракційних, спосіб, інтегральної
Формула / Реферат:
1. Способ изготовления дифракционных элементов и элементов устройств интегральной оптики, таких как дифракционные решетки активные элементы канального волновода и направленного ответвителя, включающий воздействие активирующего излучения на исходный образец через фотошаблон, и отличающийся тем, что в качестве исходного образца используются монокристаллы полупроводникового соединения III - V, причем монокристалл помещают в высокополярную...
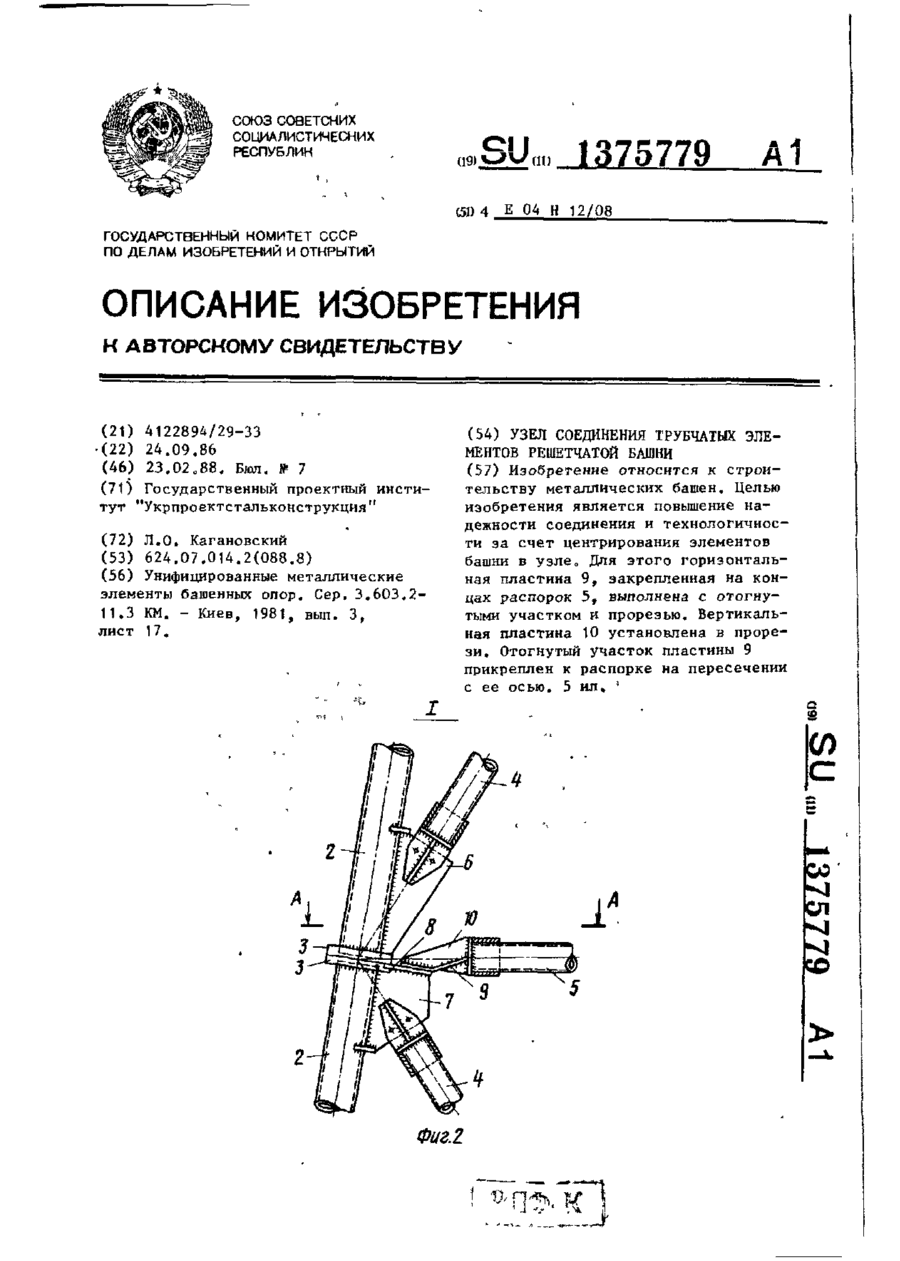
Вузол з’єднання трубчастих елементів решітчастої башти
Номер патенту: 74
Опубліковано: 30.04.1993
Автор: Кагановський Леонід Овсійович
МПК: E04H 12/08
Мітки: з'єднання, вузол, решітчастої, трубчастих, елементів, башти
Формула / Реферат:
Формула изобретенияУзел соединения трубчатых элементов решетчатой башни, включающий фланцы на торцах поясов секций, парные, листовые пластины для крепления раскосов и распорок, прикрепленные к поясу вдоль его оси и имеющие окаймляющие элементы, закрепленные к фланцу пояса, вертикальные и соединенные с обрамляющим элементом горизонтальные пластины, установленные на концах распорок, отличающийся тем, что, с целью повышения надежности...
Спосіб безперервного виготовлення трубчастих корпусів коробок
Номер патенту: 27482
Опубліковано: 15.09.2000
Автор: Франсі Франсуа-Марі
МПК: B31B 1/00, B31C 13/00
Мітки: коробок, спосіб, корпусів, безперервного, виготовлення, трубчастих
Текст:
...с частным вариантом способа, - фиг. 10 - это увеличенный вид в попереч ном разрезе продольного соединения, образо ванного краями ленты, используемой в другом частном варианте способа, - фиг. 11 - это вид, аналогичный фиг 10. показывающий конфигурацию слегка испорчен ного, плохо выполненного стыка, - фиг 12-14 - иллюстрируют три возможные расположения соединений согласно фиг 9 и 10, - фиг. 15 - это вид, аналогичный фиг 10. он показывает...
Попередній патент: Оправка до шліфувальної головки
Наступний патент: Спосіб профілактики та лікування гіпогалактії у жінок-годувальниць
Випадковий патент: Пристрій для обрізування плоских друкарських виробів