Будівельна панель з пресованими кромками

Формула / Реферат
1. Дошка настилу із замковою системою, яка містить серцевину (30) на основі деревного волокна і поверхневий шар (31), розташований на верхній стороні серцевини, при цьому верхні плоскі частини поверхневого шару утворюють поверхню (33) настилу і горизонтальну площину (HP), а площина, що перпендикулярна горизонтальній площині і проходить біля зовнішньої кромки (51) поверхневого шару (31), утворює вертикальну площину (VP), при цьому дошка настилу має ділянку (20) кромки з поверхнею 50, розташованою нижче горизонтальної площини, при цьому поверхня кромки біля вертикальної площини розташована на відстані від горизонтальної площини, яка утворює глибину (ED) кромки і перевищує товщину (ST) поверхневого шару, яка відрізняється тим, що поверхня настилу і поверхня кромки виконані як одне ціле з одного матеріалу, при цьому частина серцевини на ділянці кромки під поверхнею кромки, яка прилягає до вертикальної площини і знаходиться на вертикальній відстані (SD) від поверхні кромки, має щільність (D) більш високу, ніж щільність частини серцевини, розташованої під поверхнею настилу, що прилягає до ділянки кромки і на такій самій вертикальній відстані (SD) від поверхні підлоги.
2. Дошка за п. 1, яка відрізняється тим, що поверхня (50) кромки виконана криволінійною.
3. Дошка за п. 2, яка відрізняється тим, що поверхня (50) кромки є опуклою кривою.
4. Дошка за п. 3, яка відрізняється тим, що дотична TL до опуклої кривої утворює кут з горизонтальною площиною (HP), що перевищує 10°.
5. Дошка за п. 3, яка відрізняється тим, що дотична TL до опуклої кривої утворює кут з горизонтальною площиною (HP), що перевищує 15°.
6. Дошка за п. 3, яка відрізняється тим, що дотична TL до опуклої кривої утворює кут з горизонтальною площиною (HP), що перевищує 20°.
7. Дошка за будь-яким з пп. 1-6, яка відрізняється тим, що серцевина (30) виконана з деревоволокнистої плити високої щільності.
8. Дошка за п. 7, яка відрізняється тим, що дошка має ширину менше 15 см.
9. Дошка за п. 7, яка відрізняється тим, що дошка має ширину менше 12 см.
10. Дошка за п. 4, яка відрізняється тим, що поверхневий шар (31) складається щонайменше з одного шару паперу, просоченого термореактивною смолою, і нанесений безпосередньо на дошку і спресований з нею тиском та під впливом теплоти.
11. Дошка за п. 10, яка відрізняється тим, що поверхневий шар (31) складається щонайменше з одного шару паперу, просоченого термореактивною смолою, і нанесений безпосередньо на дошку і спресований з нею тиском та під впливом теплоти без застосування клею.
12. Дошка за п. 4, яка відрізняється тим, що поверхневим шаром (31) є шпон деревини.
13. Дошка за будь-яким з попередніх пунктів, яка відрізняється тим, що глибина (ED) кромки щонайменше в 2 рази перевищує товщину поверхневого шару (ST).
14. Дошка за будь-яким з попередніх пунктів, яка відрізняється тим, що глибина (ED) кромки щонайменше в 3 рази перевищує товщину поверхневого шару (ST).
15. Дошка за будь-яким з попередніх пунктів, яка відрізняється тим, що містить механічну замкову систему (9, 10, 8, 12), виконану з можливістю з'єднання дошки (1) з раніше встановленою дошкою (1') вставленням під кутом і/або заскакуванням в запірне положення.
16. Спосіб виготовлення дошки настилу із замковою системою, серцевиною (30) з деревного волокна і поверхневим шаром (31), розташованим на верхній стороні серцевини, причому зовнішні плоскі частини поверхневого шару (31) утворюють поверхню (33) настилу і горизонтальну площину (HP), при цьому дошка настилу має ділянку (20) кромки з поверхнею (50), розташованою нижче горизонтальної площини, який відрізняється тим, що містить етапи, на яких:
наносять поверхневий шар (31) на серцевину для формування елемента (3) настилу;
розрізають елемент настилу на панелі (2) настилу;
прикладають тиск до поверхні ділянки (20) кромки панелі настилу і пресують серцевину під поверхневим шаром і постійно загинають поверхневий шар до тильної сторони.
17. Спосіб за п. 16, який відрізняється тим, що поверхневий шар (31) містить аркуші паперу, просочені термореактивною смолою.
18. Спосіб за п. 16, який відрізняється тим, що поверхневий шар (31) є шпоном деревини.
19. Спосіб за будь-яким з пп. 16-18, який відрізняється тим, що серцевину виконують з деревоволокнистої плити високої щільності.
20. Спосіб за п. 16, який відрізняється тим, що містить етап, на якому пресують ділянку (20) кромки при впливі теплотою більше 100 °С.
21. Спосіб за п. 16, який відрізняється тим, що містить етап, на якому пресують ділянку (20) кромки при впливі теплотою більше 160 °С.
22. Спосіб за п.20 або 21, який відрізняється тим, що містить етап, на якому пресують і нагрівають ділянку (20) кромки інфрачервоним нагрівальним пристроєм.
23. Спосіб за п. 16, який відрізняється тим, що містить етап, на якому на кромці панелі (2) настилу формують механічну замкову систему (9, 10, 6, 8) після прикладення тиску.
24. Спосіб за п. 16, який відрізняється тим, що містить етап, на якому формують крайову канавку (16) на кромці панелі (2) настилу до прикладення тиску.
25. Спосіб за будь-яким з пп. 16-24, який відрізняється тим, що містить етап, на якому тиск прикладають шляхом переміщення притискного башмака або притискного колеса відносно панелі (2) настилу.
26. Спосіб виготовлення будівельної панелі (2) з серцевиною (30) з деревного волокна і поверхневим шаром (31), розташованим на верхній стороні серцевини (30), причому плоскі частини поверхневого шару утворюють поверхню (33) настилу і горизонтальну площину (HP), при цьому будівельна панель має ділянку (20) кромки з поверхнею (50), розташованою нижче горизонтальної площини, який відрізняється тим, що містить етапи, на яких:
наносять поверхневий шар (31) на серцевину (30) для формування будівельного елемента (3);
розрізають будівельний елемент (3) на будівельні панелі (2);
прикладають тиск до поверхні ділянки (20) кромки будівельної панелі (2) і пресують серцевину (30) під поверхневим шаром (31) і згинають поверхневий шар (31) постійно до тильної сторони серцевини (30).
27. Спосіб за п. 26, який відрізняється тим, що поверхневий шар містить аркуші паперу, просочені термореактивною смолою.
28. Спосіб за п. 26 або 27, який відрізняється тим, що спосіб містить етап, на якому тиск прикладають шляхом переміщення притискного башмака або притискного колеса відносно панелі (2) настилу.
Текст
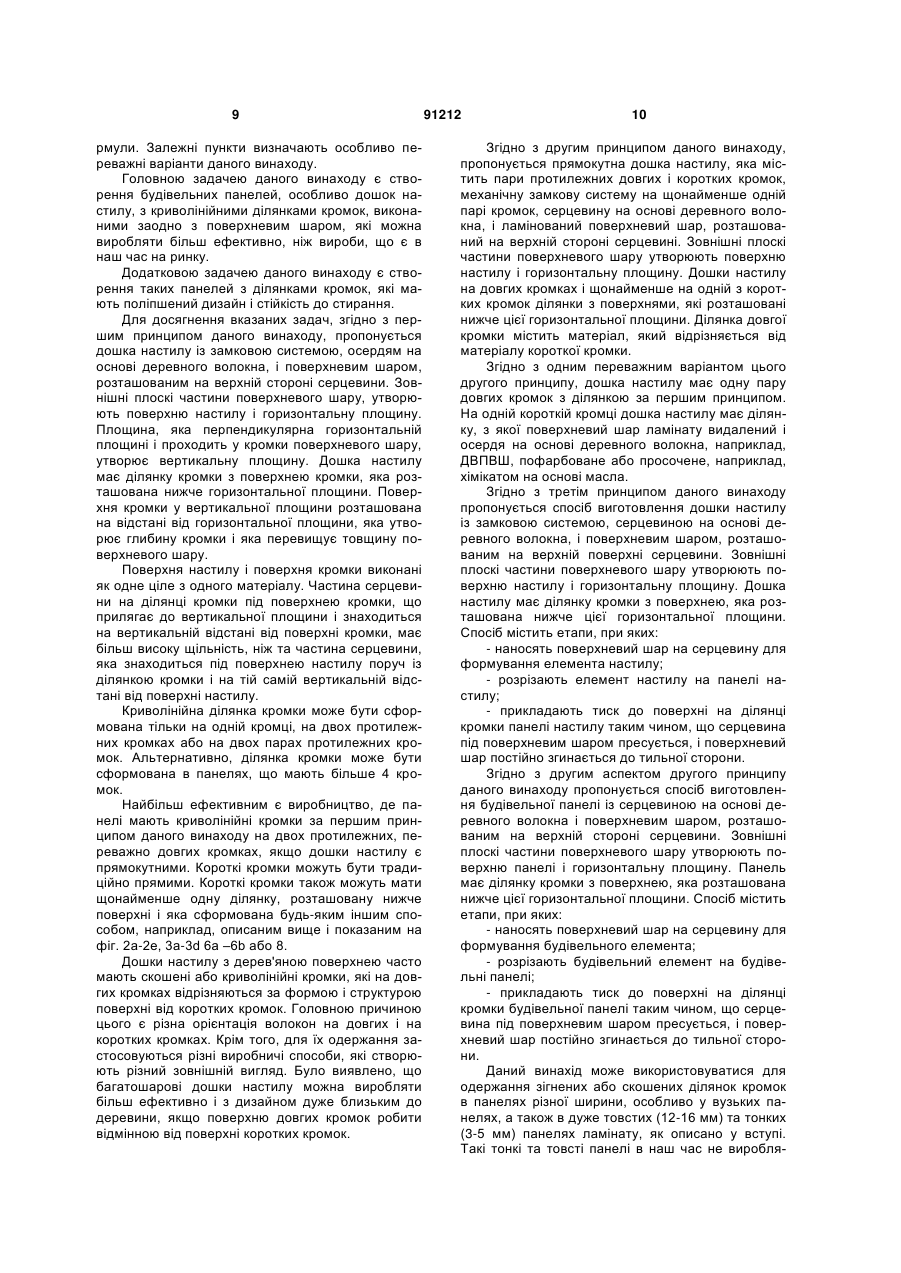
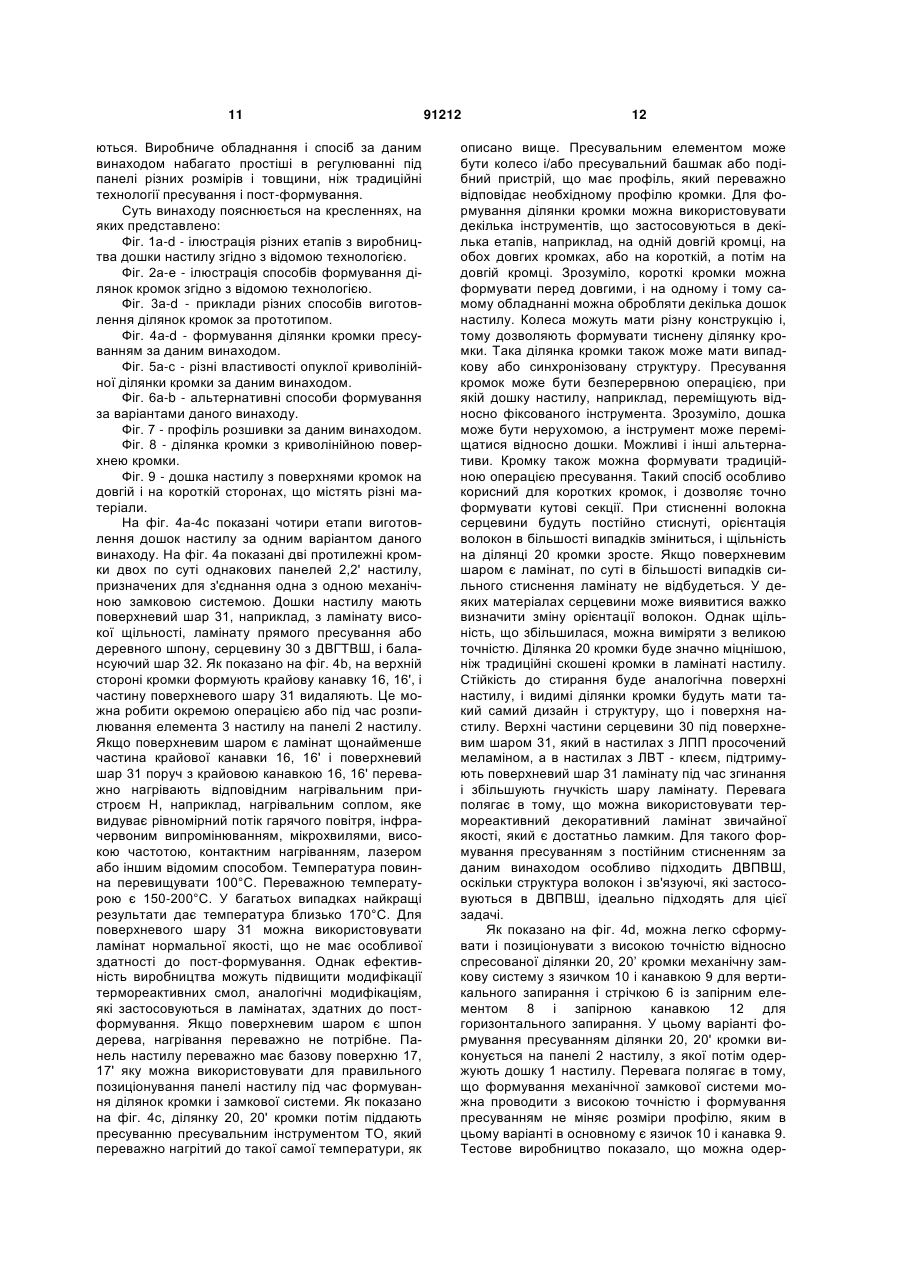
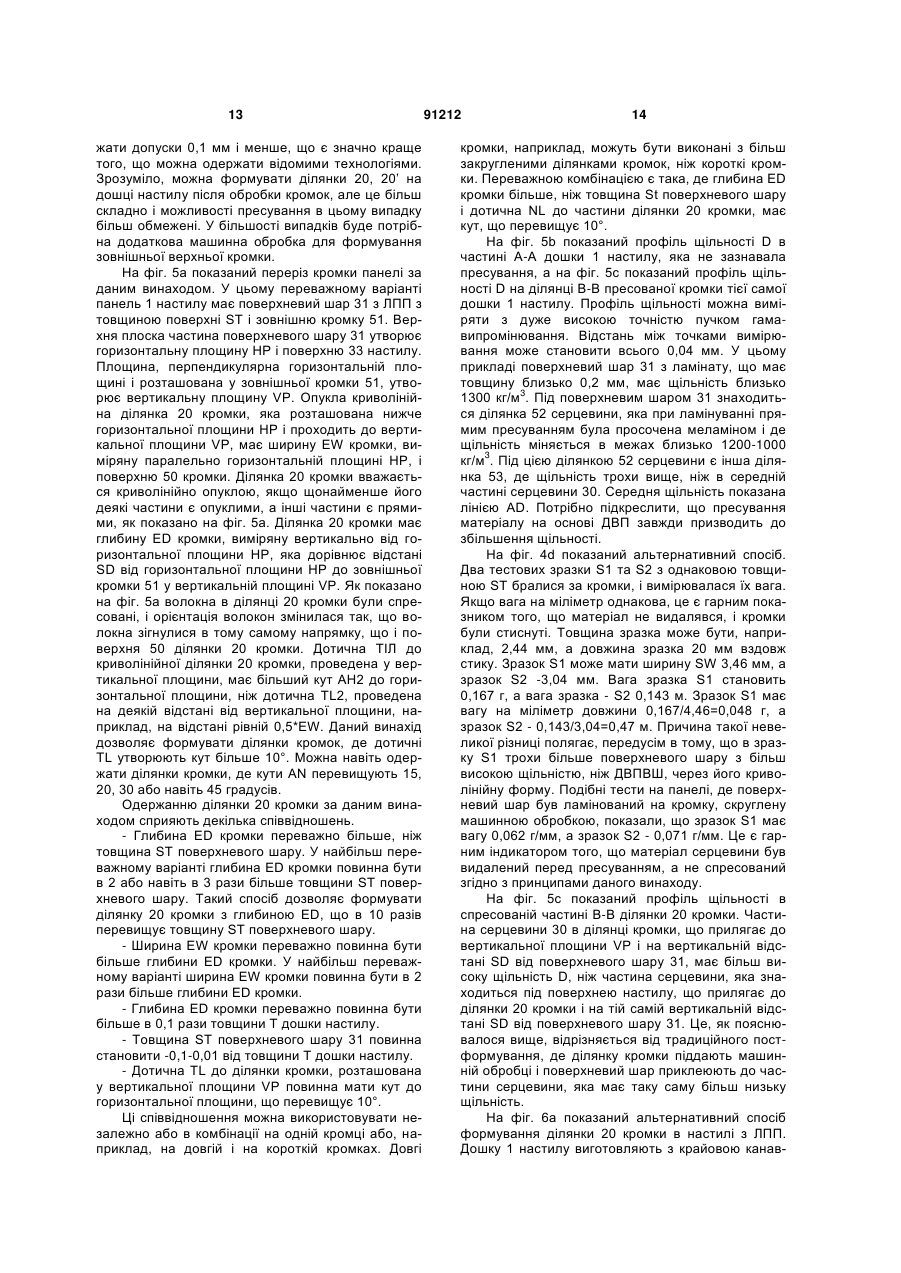
1. Дошка настилу із замковою системою, яка містить серцевину (30) на основі деревного волокна і поверхневий шар (31), розташований на верхній стороні серцевини, при цьому верхні плоскі частини поверхневого шару утворюють поверхню (33) настилу і горизонтальну площину (HP), а площина, що перпендикулярна горизонтальній площині і проходить біля зовнішньої кромки (51) поверхневого шару (31), утворює вертикальну площину (VP), при цьому дошка настилу має ділянку (20) кромки з поверхнею 50, розташованою нижче горизонтальної площини, при цьому поверхня кромки біля вертикальної площини розташована на відстані від горизонтальної площини, яка утворює глибину (ED) кромки і перевищує товщину (ST) поверхневого шару, яка відрізняється тим, що поверхня настилу і поверхня кромки виконані як одне ціле з одного матеріалу, при цьому частина серцевини на ділянці кромки під поверхнею кромки, яка прилягає до вертикальної площини і знаходиться на вертикальній відстані (SD) від поверхні кромки, має щільність (D) більш високу, ніж щільність частини серцевини, розташованої під поверхнею настилу, що прилягає до ділянки кромки і на такій самій вертикальній відстані (SD) від поверхні підлоги. 2. Дошка за п. 1, яка відрізняється тим, що поверхня (50) кромки виконана криволінійною. 3. Дошка за п. 2, яка відрізняється тим, що поверхня (50) кромки є опуклою кривою. 2 (19) 1 3 91212 4 верхній стороні серцевини, причому зовнішні плоскі частини поверхневого шару (31) утворюють поверхню (33) настилу і горизонтальну площину (HP), при цьому дошка настилу має ділянку (20) кромки з поверхнею (50), розташованою нижче горизонтальної площини, який відрізняється тим, що містить етапи, на яких: наносять поверхневий шар (31) на серцевину для формування елемента (3) настилу; розрізають елемент настилу на панелі (2) настилу; прикладають тиск до поверхні ділянки (20) кромки панелі настилу і пресують серцевину під поверхневим шаром і постійно загинають поверхневий шар до тильної сторони. 17. Спосіб за п. 16, який відрізняється тим, що поверхневий шар (31) містить аркуші паперу, просочені термореактивною смолою. 18. Спосіб за п. 16, який відрізняється тим, що поверхневий шар (31) є шпоном деревини. 19. Спосіб за будь-яким з пп. 16-18, який відрізняється тим, що серцевину виконують з деревоволокнистої плити високої щільності. 20. Спосіб за п. 16, який відрізняється тим, що містить етап, на якому пресують ділянку (20) кромки при впливі теплотою більше 100 °С. 21. Спосіб за п. 16, який відрізняється тим, що містить етап, на якому пресують ділянку (20) кромки при впливі теплотою більше 160 °С. 22. Спосіб за п.20 або 21, який відрізняється тим, що містить етап, на якому пресують і нагрівають ділянку (20) кромки інфрачервоним нагрівальним пристроєм. 23. Спосіб за п. 16, який відрізняється тим, що містить етап, на якому на кромці панелі (2) настилу формують механічну замкову систему (9, 10, 6, 8) після прикладення тиску. 24. Спосіб за п. 16, який відрізняється тим, що містить етап, на якому формують крайову канавку (16) на кромці панелі (2) настилу до прикладення тиску. 25. Спосіб за будь-яким з пп. 16-24, який відрізняється тим, що містить етап, на якому тиск прикладають шляхом переміщення притискного башмака або притискного колеса відносно панелі (2) настилу. 26. Спосіб виготовлення будівельної панелі (2) з серцевиною (30) з деревного волокна і поверхневим шаром (31), розташованим на верхній стороні серцевини (30), причому плоскі частини поверхневого шару утворюють поверхню (33) настилу і горизонтальну площину (HP), при цьому будівельна панель має ділянку (20) кромки з поверхнею (50), розташованою нижче горизонтальної площини, який відрізняється тим, що містить етапи, на яких: наносять поверхневий шар (31) на серцевину (30) для формування будівельного елемента (3); розрізають будівельний елемент (3) на будівельні панелі (2); прикладають тиск до поверхні ділянки (20) кромки будівельної панелі (2) і пресують серцевину (30) під поверхневим шаром (31) і згинають поверхневий шар (31) постійно до тильної сторони серцевини (30). 27. Спосіб за п. 26, який відрізняється тим, що поверхневий шар містить аркуші паперу, просочені термореактивною смолою. 28. Спосіб за п. 26 або 27, який відрізняється тим, що спосіб містить етап, на якому тиск прикладають шляхом переміщення притискного башмака або притискного колеса відносно панелі (2) настилу. Даний винахід стосується будівельних панелей, особливо дошок настилу, які мають серцевину з деревного волокна, поверхневий шар і пресовані криволінійні ділянки кромок. Більш конкретно, даний винахід стосується замкового з'єднання будівельних панелей з ділянками стиснених кромок, розташованими нижче поверхні панелі. Даний винахід стосується панелей з такими ділянками кромок та способу виробництва таких панелей. Даний винахід особливо підходить для використання в плаваючих настилах, які виготовлені з дошок настилу, що містять серцевину з деревного волокна з поверхневим шаром, і які переважно з'єднані механічно замковою системою, інтегрованою з дошкою настилу. Дошка настилу з механічною замковою системою має досить складний профіль кромки і криволінійні ділянки кромок складніші у виробництві, ніж традиційні меблеві деталі. Нижченаведений опис способів за попереднім рівнем техніки, проблем відомих систем, а також задач та ознак даного винаходу, таким чином, як не обмежуючий приклад буде спрямований передусім на цю сферу і, зокрема, на настил з ламінату з механічними замковими системами. Однак, потрібно підкреслити, що даний винахід може використовуватися для окремих дошок настилу з окре мими замковими системами, де дошки настилу мають серцевину і щонайменше один поверхневий шар і де ці дві деталі можна сформувати тиском, прикладеним до поверхневого шару. Тому даний винахід може застосовуватися, наприклад, до настилів з одним або більшою кількістю поверхневих шарів з дерева, накладених на серцевину з деревного волокна. Даний винахід також може використовуватися в будівельних панелях, наприклад, в стінових панелях, потокових панелях і накладних деталях настилу, таких як профілі розшивок, перехідні профілі або обробні профілі. У нижченаведеному описі видима поверхня дошки настилу, що описується, іменується «лицьовою стороною», а протилежна сторона іменується «тильною стороною». «Горизонтальна площина» стосується площини, яка проходить по зовнішніх плоских частинах поверхневого шару на лицьовій стороні. «Вертикальна площина» це площина, яка перпендикулярна горизонтальній площині і проходить у зовнішньої кромки поверхневого шару. «Вгору» означає напрямок до лицьової сторони, а «вниз» - напрямок до тильної сторони. «Вертикальний» означає паралельний вертикальній площині, а «горизонтальний» - паралельний горизонтальній площині. 5 «Ділянка кромки» означає частину кромки, розташовану нижче горизонтальної площини. «Поверхня настилу» означає зовнішні плоскі частини поверхневого шару, [розташовані] вздовж горизонтальної площини. «Поверхня кромки» означає поверхню ділянки кромки. «Замкова система» означає взаємодіючі з'єднуючі засоби, які взаємно з'єднують дошки настилу вертикально і/або горизонтально. «Механічна замкова система» означає, що з'єднання може здійснюватися без клею. Настили з ламінату та інших подібних дошок настилу містять один або більше верхніх шарів декоративного ламінату, декоративного пластика або дерев'яного шпону, проміжну серцевину з матеріалу на основі деревних волокон або пластика і, переважно, нижній балансуючий шар на тильній стороні серцевини. Настил з ламінату звичайно містить серцевину з ДВП товщиною 6-9 мм, верхній декоративний шар ламінату і нижній балансуючий шар товщиною 0,1-0,6 мм, виконаний з ламінату, пластика, паперу або подібного матеріалу. Можна виробляти і більш товсті настили з ламінату товщиною 12-16 мм і більше. Такі настили мають поліпшені звукоізолюючі властивості. Можна також виробляти дуже тонкі настили товщиною 3-6 мм. Такі тонкі настили можна використовувати в приміщеннях з підігріванням підлог і тонка панель настилу більш ефективно пропускає теплоту до поверхні, ніж традиційні панелі настилу. Поверхневий шар надає дошкам настилу необхідний зовнішній вигляд та зносостійкість. Серцевина забезпечує стабільність, а балансуючий шар захищає панель настилу при змінах відносної вологості протягом року. Укладання дошок настилу є плаваючим, тобто, без клею і здійснюється на існуючу чорну підлогу. Традиційні тверді дошки настилу в плаваючих підлогах такого типу звичайно з'єднують за допомогою клейових шпунтових з'єднань. Додатково до таких традиційних настилів були розроблені дошки настилу, які не вимагали застосування клею і з'єднувалися механічно, так званими механічними замковими системами. Ці системи містять замкові засоби, які запирають дошки горизонтально і вертикально. Механічні замкові системи можна формувати обробкою серцевини. Альтернативно, деталі замкової системи можна формувати з окремого матеріалу та інтегрувати з дошкою настилу, наприклад, з'єднувати з дошкою настилу під час її виготовлення. Найбільш поширеним матеріалом серцевини є ДВП високої щільності, що має велику щільність і високу стабільність, яку звичайно називають ДВПВІП (HDF High Density Fiberboard). Іноді як серцевину використовують ДВП середньої щільності (ДВПСШ). ДВПВІП та ДВПСШ містять подрібнені деревні волокна, які за допомогою зв'язуючих з'єднані в листовий матеріал. Настили з ламінату і багато інших настилів з поверхневим шаром з пластика, деревини, шпона, корки тощо, виробляють декількома технологічними операціями. Як показано на фіг. 1a-1d, окремими операціями виготовляють поверхневий шар і балансуючий шар, які потім з'єднують з матеріалом серцевини, наприклад, приклеюючи заздале 91212 6 гідь виготовлений декоративний шар і балансуючий шар до ДВП. Такий виробничий процес застосовується, коли панель настилу має поверхню з декоративного ламінату високого тиску (ЛВТ), яку виготовляють окремою операцією, де множину аркушів паперу, просоченого термореактивною смолою, наприклад, меламіном і/або фенолом, спресовують під високим тиском та при високій температурі. Однак в цей час найбільш поширеним способом виготовлення настилу з ламінату є спосіб ламінування прямим пресуванням (ЛПП) де і виробництво декоративного шару ламінату і кріплення до ДВП здійснюється однією і тією самою технологічною операцією. Один або більше аркушів паперу, просочених термореактивною смолою, такою як меламін або подібні типи смол, наносять безпосередньо на дошку і спресовують їх під тиском та при високій температурі, без будь-якого склеювання. На фіг. 1a-1d показано, як виробляється настил з ламінату за відомою технологією. Як правило, вищеописаними способами виробляють елемент (3 на фіг. 1b) настилу у вигляді великої ламінованої дошки, яку потім розпилюють на декілька окремих панелей (2 на фіг. 1с) настилу, з яких потім механічною обробкою виготовляють дошки (1 на фіг. 1d) настилу. Кромки панелей настилу піддають індивідуальній механічній обробці, одержуючи дошки настилу з механічними замковими системами на кромках. Обробка кромок здійснюється на складних фрезерних верстатах, де панель настилу точно позиціонується між одним або більше ланцюгом і стрічкою або подібним елементом для переміщення з високою швидкістю і з великою точністю повз декілька фрезерувальних головок, забезпечених алмазними або металевими фрезами, що обробляють кромку панелі настилу. Використовуючи декілька фрезерувальних головок можна формувати складний профіль із швидкістю більше 100 м/хв і з точністю ±0,02 мм. Верхні кромки дошок настилу в більшості випадків дуже гострі і перпендикулярні поверхні підлоги і проходять в тій самій площині, що і поверхня підлоги. Нещодавно були розроблені настили з ламінату з декоративними канавками або фасками на кромках, які виглядають як реальний зазор або фаска між суцільними дерев'яними елементами настилу, такими як планки або паркет. Відомо, що такі кромки можна виготовити декількома способами. В останні роки все більшого поширення одержують підлоги з ламінату, які є імітацією каменя, плитки тощо. Відомо, що спосіб, який використовується для виготовлення декоративних кромок таких настилів, можна застосовувати і для виготовлення ділянок кромок, які виглядають як зазори в настилах із суцільної деревини. Це показано на фіг. 2а та 2b. Вихідним матеріалом є декоративний папір з надрукованою ділянкою кромки, просочений меламіновою смолою. При такій операції відбувається неконтрольоване розбухання. При подальшому ламінуванні, декоративний просочений папір вміщують на серцевину і здійснюють ламіну 7 вання за допомогою рельєфної металевої пластини, яка формує поглиблення 20 в тих частинах елемента (3) настилу, на яких треба сформувати ділянку кромки. Це показано на фіг. 2а. У результаті одержують елемент (1,1’) підлоги, на лицьовій стороні якого є втиснений або тиснений малюнок, який відповідає бажаним ділянкам кромок між дошками настилу, як показано на фіг. 2b. При такому способі виготовлення виникає ряд проблем, які, передусім, пов'язані з труднощами позиціонування декоративного паперу та металевих пластин при ламінуванні і з труднощами позиціонування елемента настилу та панелей настилу при подальшому розпилюванні і при обробці кромок. У результаті одержують панель підлоги з ділянками кромок, в структурі і дизайні яких є істотні і небажані відхилення, як показано на фіг. 2b. Інша проблема полягає в тому, що при такому способі можна наносити текстури глибиною менше 0,2 мм, які неможливо зробити глибше, ніж товщина поверхневого шару. Іншим недоліком є те, що хоча кромка і знаходиться нижче поверхні настилу, вона гостра і паралельна поверхні. Були проаналізовані та оцінені можливості використання такої традиційної технології і для виробництва пресованих ділянок кромок в панелях ЛИП у вигляді, наприклад, скосу або складної криволінійної форми. Деякі висновки описані нижче і показані на фіг. 2е. Можна використовувати декоративний папір, який має лише малюнок деревини, і це дає перевагу, оскільки можна уникнути проблеми, пов'язаної з позиціонуванням пресувальної пластини і ділянки надрукованої декоративної кромки. Цей спосіб, однак, має декілька недоліків. Дуже важко сформувати кромку з глибиною ED більше 0,2 мм, що стосується того самого порядку величини, що і товщина ST поверхні. Максимальний кут AN, який може бути досягнутий, становить менше 10°. Продуктивність буде недостатньою, оскільки час циклу пресування і тиск пресування потрібно збільшити. Збільшені кути і більш глибоке тиснення підвищують ризик розриву паперу під час виробництва. Крім того, елемент настилу з поглибленнями буде дуже важко позиціонувати для подальшого розпилювання та фрезерування. Виникнуть істотні небажані відхилення в ширині EW1, EW2 кромок, величиною 0,3-0,5 мм. Сусідні кромки і поглиблення 20, 20', які повинні знаходитися в контакті один з одним, будуть розташовуватися не на однаковій висоті. Крім того, поверхневий шар ламінату буде спресований, особливо прозорий накладений зносостійкий шар 33, який розташований над декоративним папером з надрукованим малюнком. Всі ці проблеми посилюються, якщо традиційну ширину дошки настилу, яка дорівнює 200 мм, зменшити до 150 мм, або 120 мм або до менше 100 мм, оскільки кількість поглиблень зростає. Для більшості задач це потребує підвищення тиску з 300 Н/см2 до 600 Н/см2 або навіть 800 Н/см2. Будуть потрібні істотні інвестиції в нове і більш дороге пресувальне обладнання та рельєфні металеві пластини, особливо якщо треба виробляти дошки настилу різної ширини або довжини. На фіг. 2с та 2d показаний інший спосіб. Ділянка декоративної кромки може бути виконана при 91212 8 обробці кромок панелі 1, 1’ настилу. Потім може здійснюватися ламінування і розпилення елемента (3) настилу без будь-яких особливих вимог до вирівнювання, і проблеми розбухання не виникають. Декоративна і тиснена ділянка кромки може бути утворена частиною декоративного поверхневого шару, видаленого так, щоб став видимим посилюючий шар ламінату (фіг. 2d). Альтернативно можна використовувати саму серцевину (30) для створення декоративної тисненої ділянки кромки. Це показано на фіг. 3а. З ділянок, які повинні утворити ділянку (20) декоративної тисненої кромки, поверхневий шар знятий і серцевина (30) оголена. Декоративну канавку можна виконати тільки на одній кромці, як показано на фіг. 3а. Головним недоліком є неможливість створення малюнка і структури, які співпадають з поверхневим шаром. Отже, неможливо сформувати ділянку кромки, яка виглядає як фаска в поверхневому шарі з суцільної деревини. Найбільш поширений спосіб показаний на фіг. 3b. Частина ділянки кромки дошки (1, 1’) настилу виконана у вигляді скосу 20, який потім на окремій операції закривають окремим матеріалом, наприклад, плівкою, пластиковою стрічкою або йому можна надати колір, нанести малюнок тощо. Такі додаткові матеріали ускладнюють і здорожують процес і виконати ділянку кромки з таким самим малюнком і структурою, що і поверхня настилу, неможливо. Така ділянка кромки має значно менший опір стиранню і гірший опір впливу вологи, ніж поверхня підлоги. Цей спосіб виробництва є досить повільним і вимагає декількох наносних пристроїв, щоб швидкість відповідала швидкості сучасних ліній, виробляючих настил з ламінату. Інший спосіб показаний на фіг. 3с. Ділянка (20) кромки сформована з окремого матеріалу, який вставлений або екструдований в канавку. Це спосіб має ті самі недоліки, що і описаний вище. На фіг. 3d показано, що добре відомим способом пост-формування, що застосовується для деталей меблів, можна виробляти скруглені ділянки (20) кромки. Пост-формована ламінуюча поверхня (31) з ЛВТ, яка є настільки гнучкою, що може формуватися після виготовлення ламінованого листа, може приклеюватися до вже обробленої дошки (1) настилу. На другому кроці кромку можна нагріти і ламінат зігнути і приклеїти навколо ділянки кромки. Такий спосіб був би дуже складений і дорогий, оскільки треба ламінувати окремі панелі настилу, і для настилів з ламінату він не застосовується. У теорії звичайно можна використовувати технологію ЛПП і здійснювати пряме пресування декоративного паперу і поверхневого шару на панелі настилу з криволінійними ділянками кромок. Навіть в цьому випадку в прес доведеться подавати окремі панелі настилу індивідуально, що призведе до різкого зниження продуктивності. Принципи даного винаходу стосуються ділянок кромок будівельних панелей і спрямовані на подолання одного або більше з обмежень і недоліків попереднього рівня техніки. Ці та інші задачі даного винаходу досягаються дошками настилу і способами їх виробництва, які мають ознаки, наведені в незалежних пунктах фо 9 рмули. Залежні пункти визначають особливо переважні варіанти даного винаходу. Головною задачею даного винаходу є створення будівельних панелей, особливо дошок настилу, з криволінійними ділянками кромок, виконаними заодно з поверхневим шаром, які можна виробляти більш ефективно, ніж вироби, що є в наш час на ринку. Додатковою задачею даного винаходу є створення таких панелей з ділянками кромок, які мають поліпшений дизайн і стійкість до стирання. Для досягнення вказаних задач, згідно з першим принципом даного винаходу, пропонується дошка настилу із замковою системою, осердям на основі деревного волокна, і поверхневим шаром, розташованим на верхній стороні серцевини. Зовнішні плоскі частини поверхневого шару, утворюють поверхню настилу і горизонтальну площину. Площина, яка перпендикулярна горизонтальній площині і проходить у кромки поверхневого шару, утворює вертикальну площину. Дошка настилу має ділянку кромки з поверхнею кромки, яка розташована нижче горизонтальної площини. Поверхня кромки у вертикальної площини розташована на відстані від горизонтальної площини, яка утворює глибину кромки і яка перевищує товщину поверхневого шару. Поверхня настилу і поверхня кромки виконані як одне ціле з одного матеріалу. Частина серцевини на ділянці кромки під поверхнею кромки, що прилягає до вертикальної площини і знаходиться на вертикальній відстані від поверхні кромки, має більш високу щільність, ніж та частина серцевини, яка знаходиться під поверхнею настилу поруч із ділянкою кромки і на тій самій вертикальній відстані від поверхні настилу. Криволінійна ділянка кромки може бути сформована тільки на одній кромці, на двох протилежних кромках або на двох парах протилежних кромок. Альтернативно, ділянка кромки може бути сформована в панелях, що мають більше 4 кромок. Найбільш ефективним є виробництво, де панелі мають криволінійні кромки за першим принципом даного винаходу на двох протилежних, переважно довгих кромках, якщо дошки настилу є прямокутними. Короткі кромки можуть бути традиційно прямими. Короткі кромки також можуть мати щонайменше одну ділянку, розташовану нижче поверхні і яка сформована будь-яким іншим способом, наприклад, описаним вище і показаним на фіг. 2а-2е, 3a-3d 6а –6b або 8. Дошки настилу з дерев'яною поверхнею часто мають скошені або криволінійні кромки, які на довгих кромках відрізняються за формою і структурою поверхні від коротких кромок. Головною причиною цього є різна орієнтація волокон на довгих і на коротких кромках. Крім того, для їх одержання застосовуються різні виробничі способи, які створюють різний зовнішній вигляд. Було виявлено, що багатошарові дошки настилу можна виробляти більш ефективно і з дизайном дуже близьким до деревини, якщо поверхню довгих кромок робити відмінною від поверхні коротких кромок. 91212 10 Згідно з другим принципом даного винаходу, пропонується прямокутна дошка настилу, яка містить пари протилежних довгих і коротких кромок, механічну замкову систему на щонайменше одній парі кромок, серцевину на основі деревного волокна, і ламінований поверхневий шар, розташований на верхній стороні серцевині. Зовнішні плоскі частини поверхневого шару утворюють поверхню настилу і горизонтальну площину. Дошки настилу на довгих кромках і щонайменше на одній з коротких кромок ділянки з поверхнями, які розташовані нижче цієї горизонтальної площини. Ділянка довгої кромки містить матеріал, який відрізняється від матеріалу короткої кромки. Згідно з одним переважним варіантом цього другого принципу, дошка настилу має одну пару довгих кромок з ділянкою за першим принципом. На одній короткій кромці дошка настилу має ділянку, з якої поверхневий шар ламінату видалений і осердя на основі деревного волокна, наприклад, ДВПВШ, пофарбоване або просочене, наприклад, хімікатом на основі масла. Згідно з третім принципом даного винаходу пропонується спосіб виготовлення дошки настилу із замковою системою, серцевиною на основі деревного волокна, і поверхневим шаром, розташованим на верхній поверхні серцевини. Зовнішні плоскі частини поверхневого шару утворюють поверхню настилу і горизонтальну площину. Дошка настилу має ділянку кромки з поверхнею, яка розташована нижче цієї горизонтальної площини. Спосіб містить етапи, при яких: - наносять поверхневий шар на серцевину для формування елемента настилу; - розрізають елемент настилу на панелі настилу; - прикладають тиск до поверхні на ділянці кромки панелі настилу таким чином, що серцевина під поверхневим шаром пресується, і поверхневий шар постійно згинається до тильної сторони. Згідно з другим аспектом другого принципу даного винаходу пропонується спосіб виготовлення будівельної панелі із серцевиною на основі деревного волокна і поверхневим шаром, розташованим на верхній стороні серцевини. Зовнішні плоскі частини поверхневого шару утворюють поверхню панелі і горизонтальну площину. Панель має ділянку кромки з поверхнею, яка розташована нижче цієї горизонтальної площини. Спосіб містить етапи, при яких: - наносять поверхневий шар на серцевину для формування будівельного елемента; - розрізають будівельний елемент на будівельні панелі; - прикладають тиск до поверхні на ділянці кромки будівельної панелі таким чином, що серцевина під поверхневим шаром пресується, і поверхневий шар постійно згинається до тильної сторони. Даний винахід може використовуватися для одержання зігнених або скошених ділянок кромок в панелях різної ширини, особливо у вузьких панелях, а також в дуже товстих (12-16 мм) та тонких (3-5 мм) панелях ламінату, як описано у вступі. Такі тонкі та товсті панелі в наш час не виробля 11 ються. Виробниче обладнання і спосіб за даним винаходом набагато простіші в регулюванні під панелі різних розмірів і товщини, ніж традиційні технології пресування і пост-формування. Суть винаходу пояснюється на кресленнях, на яких представлено: Фіг. 1a-d - ілюстрація різних етапів з виробництва дошки настилу згідно з відомою технологією. Фіг. 2а-е - ілюстрація способів формування ділянок кромок згідно з відомою технологією. Фіг. 3а-d - приклади різних способів виготовлення ділянок кромок за прототипом. Фіг. 4a-d - формування ділянки кромки пресуванням за даним винаходом. Фіг. 5а-с - різні властивості опуклої криволінійної ділянки кромки за даним винаходом. Фіг. 6а-b - альтернативні способи формування за варіантами даного винаходу. Фіг. 7 - профіль розшивки за даним винаходом. Фіг. 8 - ділянка кромки з криволінійною поверхнею кромки. Фіг. 9 - дошка настилу з поверхнями кромок на довгій і на короткій сторонах, що містять різні матеріали. На фіг. 4а-4с показані чотири етапи виготовлення дошок настилу за одним варіантом даного винаходу. На фіг. 4а показані дві протилежні кромки двох по суті однакових панелей 2,2' настилу, призначених для з'єднання одна з одною механічною замковою системою. Дошки настилу мають поверхневий шар 31, наприклад, з ламінату високої щільності, ламінату прямого пресування або деревного шпону, серцевину 30 з ДВГТВШ, і балансуючий шар 32. Як показано на фіг. 4b, на верхній стороні кромки формують крайову канавку 16, 16', і частину поверхневого шару 31 видаляють. Це можна робити окремою операцією або під час розпилювання елемента 3 настилу на панелі 2 настилу. Якщо поверхневим шаром є ламінат щонайменше частина крайової канавки 16, 16' і поверхневий шар 31 поруч з крайовою канавкою 16, 16' переважно нагрівають відповідним нагрівальним пристроєм Н, наприклад, нагрівальним соплом, яке видуває рівномірний потік гарячого повітря, інфрачервоним випромінюванням, мікрохвилями, високою частотою, контактним нагріванням, лазером або іншим відомим способом. Температура повинна перевищувати 100°С. Переважною температурою є 150-200°С. У багатьох випадках найкращі результати дає температура близько 170°С. Для поверхневого шару 31 можна використовувати ламінат нормальної якості, що не має особливої здатності до пост-формування. Однак ефективність виробництва можуть підвищити модифікації термореактивних смол, аналогічні модифікаціям, які застосовуються в ламінатах, здатних до постформування. Якщо поверхневим шаром є шпон дерева, нагрівання переважно не потрібне. Панель настилу переважно має базову поверхню 17, 17' яку можна використовувати для правильного позиціонування панелі настилу під час формування ділянок кромки і замкової системи. Як показано на фіг. 4с, ділянку 20, 20' кромки потім піддають пресуванню пресувальним інструментом ТО, який переважно нагрітий до такої самої температури, як 91212 12 описано вище. Пресувальним елементом може бути колесо і/або пресувальний башмак або подібний пристрій, що має профіль, який переважно відповідає необхідному профілю кромки. Для формування ділянки кромки можна використовувати декілька інструментів, що застосовуються в декілька етапів, наприклад, на одній довгій кромці, на обох довгих кромках, або на короткій, а потім на довгій кромці. Зрозуміло, короткі кромки можна формувати перед довгими, і на одному і тому самому обладнанні можна обробляти декілька дошок настилу. Колеса можуть мати різну конструкцію і, тому дозволяють формувати тиснену ділянку кромки. Така ділянка кромки також може мати випадкову або синхронізовану структуру. Пресування кромок може бути безперервною операцією, при якій дошку настилу, наприклад, переміщують відносно фіксованого інструмента. Зрозуміло, дошка може бути нерухомою, а інструмент може переміщатися відносно дошки. Можливі і інші альтернативи. Кромку також можна формувати традиційною операцією пресування. Такий спосіб особливо корисний для коротких кромок, і дозволяє точно формувати кутові секції. При стисненні волокна серцевини будуть постійно стиснуті, орієнтація волокон в більшості випадків зміниться, і щільність на ділянці 20 кромки зросте. Якщо поверхневим шаром є ламінат, по суті в більшості випадків сильного стиснення ламінату не відбудеться. У деяких матеріалах серцевини може виявитися важко визначити зміну орієнтації волокон. Однак щільність, що збільшилася, можна виміряти з великою точністю. Ділянка 20 кромки буде значно міцнішою, ніж традиційні скошені кромки в ламінаті настилу. Стійкість до стирання буде аналогічна поверхні настилу, і видимі ділянки кромки будуть мати такий самий дизайн і структуру, що і поверхня настилу. Верхні частини серцевини 30 під поверхневим шаром 31, який в настилах з ЛПП просочений меламіном, а в настилах з ЛВТ - клеєм, підтримують поверхневий шар 31 ламінату під час згинання і збільшують гнучкість шару ламінату. Перевага полягає в тому, що можна використовувати термореактивний декоративний ламінат звичайної якості, який є достатньо ламким. Для такого формування пресуванням з постійним стисненням за даним винаходом особливо підходить ДВПВШ, оскільки структура волокон і зв'язуючі, які застосовуються в ДВПВШ, ідеально підходять для цієї задачі. Як показано на фіг. 4d, можна легко сформувати і позиціонувати з високою точністю відносно спресованої ділянки 20, 20’ кромки механічну замкову систему з язичком 10 і канавкою 9 для вертикального запирання і стрічкою 6 із запірним елементом 8 і запірною канавкою 12 для горизонтального запирання. У цьому варіанті формування пресуванням ділянки 20, 20' кромки виконується на панелі 2 настилу, з якої потім одержують дошку 1 настилу. Перевага полягає в тому, що формування механічної замкової системи можна проводити з високою точністю і формування пресуванням не міняє розміри профілю, яким в цьому варіанті в основному є язичок 10 і канавка 9. Тестове виробництво показало, що можна одер 13 жати допуски 0,1 мм і менше, що є значно краще того, що можна одержати відомими технологіями. Зрозуміло, можна формувати ділянки 20, 20’ на дошці настилу після обробки кромок, але це більш складно і можливості пресування в цьому випадку більш обмежені. У більшості випадків буде потрібна додаткова машинна обробка для формування зовнішньої верхньої кромки. На фіг. 5а показаний переріз кромки панелі за даним винаходом. У цьому переважному варіанті панель 1 настилу має поверхневий шар 31 з ЛПП з товщиною поверхні ST і зовнішню кромку 51. Верхня плоска частина поверхневого шару 31 утворює горизонтальну площину HP і поверхню 33 настилу. Площина, перпендикулярна горизонтальній площині і розташована у зовнішньої кромки 51, утворює вертикальну площину VP. Опукла криволінійна ділянка 20 кромки, яка розташована нижче горизонтальної площини HP і проходить до вертикальної площини VP, має ширину EW кромки, виміряну паралельно горизонтальній площині HP, і поверхню 50 кромки. Ділянка 20 кромки вважається криволінійно опуклою, якщо щонайменше його деякі частини є опуклими, а інші частини є прямими, як показано на фіг. 5а. Ділянка 20 кромки має глибину ED кромки, виміряну вертикально від горизонтальної площини HP, яка дорівнює відстані SD від горизонтальної площини HP до зовнішньої кромки 51 у вертикальній площині VP. Як показано на фіг. 5а волокна в ділянці 20 кромки були спресовані, і орієнтація волокон змінилася так, що волокна зігнулися в тому самому напрямку, що і поверхня 50 ділянки 20 кромки. Дотична ТІЛ до криволінійної ділянки 20 кромки, проведена у вертикальної площини, має більший кут АН2 до горизонтальної площини, ніж дотична TL2, проведена на деякій відстані від вертикальної площини, наприклад, на відстані рівній 0,5*EW. Даний винахід дозволяє формувати ділянки кромок, де дотичні TL утворюють кут більше 10°. Можна навіть одержати ділянки кромки, де кути AN перевищують 15, 20, 30 або навіть 45 градусів. Одержанню ділянки 20 кромки за даним винаходом сприяють декілька співвідношень. - Глибина ED кромки переважно більше, ніж товщина ST поверхневого шару. У найбільш переважному варіанті глибина ЕD кромки повинна бути в 2 або навіть в 3 рази більше товщини ST поверхневого шару. Такий спосіб дозволяє формувати ділянку 20 кромки з глибиною ED, що в 10 разів перевищує товщину ST поверхневого шару. - Ширина EW кромки переважно повинна бути більше глибини ED кромки. У найбільш переважному варіанті ширина EW кромки повинна бути в 2 рази більше глибини ED кромки. - Глибина ED кромки переважно повинна бути більше в 0,1 рази товщини T дошки настилу. - Товщина ST поверхневого шару 31 повинна становити -0,1-0,01 від товщини T дошки настилу. - Дотична TL до ділянки кромки, розташована у вертикальної площини VP повинна мати кут до горизонтальної площини, що перевищує 10°. Ці співвідношення можна використовувати незалежно або в комбінації на одній кромці або, наприклад, на довгій і на короткій кромках. Довгі 91212 14 кромки, наприклад, можуть бути виконані з більш закругленими ділянками кромок, ніж короткі кромки. Переважною комбінацією є така, де глибина ED кромки більше, ніж товщина St поверхневого шару і дотична NL до частини ділянки 20 кромки, має кут, що перевищує 10°. На фіг. 5b показаний профіль щільності D в частині А-А дошки 1 настилу, яка не зазнавала пресування, а на фіг. 5с показаний профіль щільності D на ділянці В-В пресованої кромки тієї самої дошки 1 настилу. Профіль щільності можна виміряти з дуже високою точністю пучком гамавипромінювання. Відстань між точками вимірювання може становити всього 0,04 мм. У цьому прикладі поверхневий шар 31 з ламінату, що має товщину близько 0,2 мм, має щільність близько 1300 кг/м3. Під поверхневим шаром 31 знаходиться ділянка 52 серцевини, яка при ламінуванні прямим пресуванням була просочена меламіном і де щільність міняється в межах близько 1200-1000 кг/м3. Під цією ділянкою 52 серцевини є інша ділянка 53, де щільність трохи вище, ніж в середній частині серцевини 30. Середня щільність показана лінією AD. Потрібно підкреслити, що пресування матеріалу на основі ДВП завжди призводить до збільшення щільності. На фіг. 4d показаний альтернативний спосіб. Два тестових зразки S1 та S2 з однаковою товщиною ST бралися за кромки, і вимірювалася їх вага. Якщо вага на міліметр однакова, це є гарним показником того, що матеріал не видалявся, і кромки були стиснуті. Товщина зразка може бути, наприклад, 2,44 мм, а довжина зразка 20 мм вздовж стику. Зразок S1 може мати ширину SW 3,46 мм, а зразок S2 -3,04 мм. Вага зразка S1 становить 0,167 г, а вага зразка - S2 0,143 м. Зразок S1 має вагу на міліметр довжини 0,167/4,46=0,048 г, а зразок S2 - 0,143/3,04=0,47 м. Причина такої невеликої різниці полягає, передусім в тому, що в зразку S1 трохи більше поверхневого шару з більш високою щільністю, ніж ДВПВШ, через його криволінійну форму. Подібні тести на панелі, де поверхневий шар був ламінований на кромку, скруглену машинною обробкою, показали, що зразок S1 має вагу 0,062 г/мм, а зразок S2 - 0,071 г/мм. Це є гарним індикатором того, що матеріал серцевини був видалений перед пресуванням, а не спресований згідно з принципами даного винаходу. На фіг. 5с показаний профіль щільності в спресованій частині В-В ділянки 20 кромки. Частина серцевини 30 в ділянці кромки, що прилягає до вертикальної площини VP і на вертикальній відстані SD від поверхневого шару 31, має більш високу щільність D, ніж частина серцевини, яка знаходиться під поверхнею настилу, що прилягає до ділянки 20 кромки і на тій самій вертикальній відстані SD від поверхневого шару 31. Це, як пояснювалося вище, відрізняється від традиційного постформування, де ділянку кромки піддають машинній обробці і поверхневий шар приклеюють до частини серцевини, яка має таку саму більш низьку щільність. На фіг. 6а показаний альтернативний спосіб формування ділянки 20 кромки в настилі з ЛПП. Дошку 1 настилу виготовляють з крайовою канав 15 кою 19, розташованою під поверхневим шаром 31. Верхня частина крайової канавки 19 складається з поверхневого шару 31 і частини серцевини 30. Ця верхня частина крайової канавки 19 загнута до нижньої частини крайової канавки 19 і обидві частини спресовані і склеєні одна з одною. На фіг. 6b показано, що такий спосіб може використовуватися для формування ділянки кромки панелі настилу, яку потім піддають машинній обробці для одержання дошки настилу. Обидва цих способи більш складні, ніж формування пресуванням, оскільки вимагають клею та окремої операції машинної обробки. Цей спосіб частково можна об'єднати з пресуванням і серцевину можна пресувати під час склеювання. На фіг. 7 показаний профіль розшивки 4, із сформованими пресуванням ділянками 20, 20' кромок за даним винаходом. На фіг. 8 показана дошка настилу з ділянками 20 на протилежних кромках, які викривлені і де зовнішні прилеглі частини поверхонь 50 кромок по суті паралельні горизонтальній площині HP. На фіг. 9 показана дошка настилу, де поверхня ділянки 20 кромки на довгих кромках 4а, 4b містить матеріал, який відрізняється від матеріалу поверхні кромки ділянки 20' одної з коротких кромок 5а. Довгі кромки можуть бути переважно сформовані способом, показаним на фіг. 5а. У цьому варіанті одна з коротких кромок 5а має ділянку 20' у вигляді декоративної канавки, по суті паралельної горизонтальній площині HP, як показано на фіг. 3а. Поверхня кромки на довгих кромках є ламінатом, виконаним з просоченого меламіном паперу і на одній короткій кромці поверхня є волокнами ДВПВШ, які можна фарбувати. Для поліпшення зовнішнього вигляду і зниження витрат виробництва можна використовувати різні комбінації, на 91212 16 приклад, ламінат/плівка, ламінат/друк, плівка/друк, ламінат/просочений ламінат/плівка тощо. Зрозуміло, довгі і короткі кромки можна формувати за першим аспектом даного винаходу. Даний винахід особливо підходить для виробництва настилів з ламінату, які виглядають як суцільні підлогові дошки шириною 5-10 см і де пресовані ділянки кромок формують тільки на довгих сторонах. Такі дошки настилу легко можна випускати з довільною довжиною, тому що можна виробляти довгі панелі настилу, сформовані пресуванням, які після цього піддають машинній обробці і ріжуть на дошки різної довжини. Зрозуміло, можна також формувати оброблену ділянку на одній короткій кромці. Видимі волокна деревини можна фарбувати. Даний винахід також дуже підходить для виробництва панелей ламінату шириною 1012 см або 12-15 см, де важко використовувати традиційні способи. Настил, що складається з таких вузьких дошок, буде мати багато криволінійних ділянок 20 кромок і для одержання конкурентноздатних витрат на виробництво і настилів, які дешевше настилів і суцільної деревини, треба використовувати тільки економічно дуже ефективні методи, такі як формування пресуванням. Формування пресуванням дуже ефективно і цілком відповідає вимогам до швидкості сучасних виробничих ліній. Спосіб пресування серцевини з поверхневим шаром ламінованого елемента настилу, панелі настилу або дошки настилу або подібного будівельного елемента у вигляді панелі за даним винаходом можна використовувати для формування тиснених ділянок на інших частинах, а не тільки на кромках. 17 91212 18 19 91212 20 21 91212 22 23 91212 24 25 91212 26 27 91212 28 29 Комп’ютерна верстка М. Мацело 91212 Підписне 30 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBuilding panel with compressed edges
Автори англійськоюPervan Darko
Назва патенту російськоюСтроительная панель с прессованными кромками
Автори російськоюПерван Дарко
МПК / Мітки
МПК: E04F 15/04, E04F 15/02
Мітки: будівельна, панель, кромками, пресованими
Код посилання
<a href="https://ua.patents.su/15-91212-budivelna-panel-z-presovanimi-kromkami.html" target="_blank" rel="follow" title="База патентів України">Будівельна панель з пресованими кромками</a>
Універсальна будівельна панель
Номер патенту: 16750
Опубліковано: 15.08.2006
Автор: Ткачук Леонід Леонідович
МПК: E04C 2/26, E04B 1/80, E04C 2/32
Мітки: універсальна, панель, будівельна
Формула / Реферат:
Універсальна будівельна панель, що містить металевий профільований лист, шар утеплювача, фіксуючі елементи у вигляді випуску з торців будівельної панелі частини шару утеплювача і металевого листа, і елементи кріплення, яка відрізняється тим, що металевий профільований лист замонолічений в шар утеплювача, виконаний з пінополістиролбетону.
Будівельна панель і будівельна споруда
Номер патенту: 87001
Опубліковано: 10.06.2009
Автор: Морелло Фредерік
МПК: E04B 1/32
Мітки: будівельна, споруда, панель
Формула / Реферат:
1. Будівельна панель, сформована з листа гнучкого будівельного матеріалу, що містить:центральну секцію, яка містить множину сегментів, при цьому кожний сегмент розташований в поперечному перерізі на відстані від площини листа гнучкого будівельного матеріалу, причому прилеглі сегменти проходять в протилежних напрямах від згаданої площини;пару бічних стінових частин, що проходять від протилежних кінців викривленої центральної...
Будівельна панель

Номер патенту: 30122
Опубліковано: 15.11.2000
Автори: Коломієць Володимир Михайлович, Корнієнко Вадим Петрович
Мітки: панель, будівельна
Формула / Реферат:
1. Будівельна панель, що містить зовнішній шар, утеплювач, елементи кріплення і структурний каркас, який відрізняється тим, що виконаний складеним, кожна секція якого становить пару зигзагоподібних арматурних профілів, їх впадини з'єднані прямолінійним стержнем, а вершини П-подібним гнучким сполученням, між собою секції об'єднані різами, а скіс панелі розташований під кутом 55°, при цьому розміри їх елементів пов'язані...
Будівельна панель і машина, що гофрує панель
Номер патенту: 78712
Опубліковано: 25.04.2007
Автори: Ягодіч Метью Дж., Морелло Фредерік
МПК: E04B 1/32
Мітки: будівельна, панель, машина, гофрує
Формула / Реферат:
1. Будівельна панель, яка містить:вигнуту центральну частину,пару бічних стінних частин, що проходять від протилежних кінців вигнутої центральної частини, іпару флангових частин, що доповнюють одна одну, які проходять від зазначених бічних стінних частин.2. Будівельна панель за п. 1, у якій вигнута центральна частина має увігнуту форму при спостереженні з точки між бічними стінними частинами.3. Будівельна...
Панель будівельна багатопустотна для стінових перегородок
Номер патенту: 7648
Опубліковано: 15.07.2005
Автори: Нестеренко Євгеній Миколайович, Нестеренко Микола Іванович, Гончаренко Роман Олександрович
МПК: E04C 2/00
Мітки: багатопустотна, перегородок, стінових, будівельна, панель
Формула / Реферат:
Панель будівельна багатопустотна для стінових перегородок, виготовлена із суміші на основі гіпсового в’яжучого, що має гладкі бічні поверхні, яка відрізняється тим, що має складну геометричну форму, подібну до паралелепіпеда, на торцевих поверхнях є гребені або пази, всередині панелі є пустоти, панель виконана довжиною, що відповідає відстані від підлоги до стелі.
Попередній патент: Спосіб та піч для плавлення матеріалів, здатних до склування
Наступний патент: Спосіб переробки рослинних продуктів, агрегат для його здійснення та застосування агрегату
Випадковий патент: Муфта