Система обігріваного облицювання
Формула / Реферат
1. Система обігріваного облицювання для підлог, стель і стін, що містить
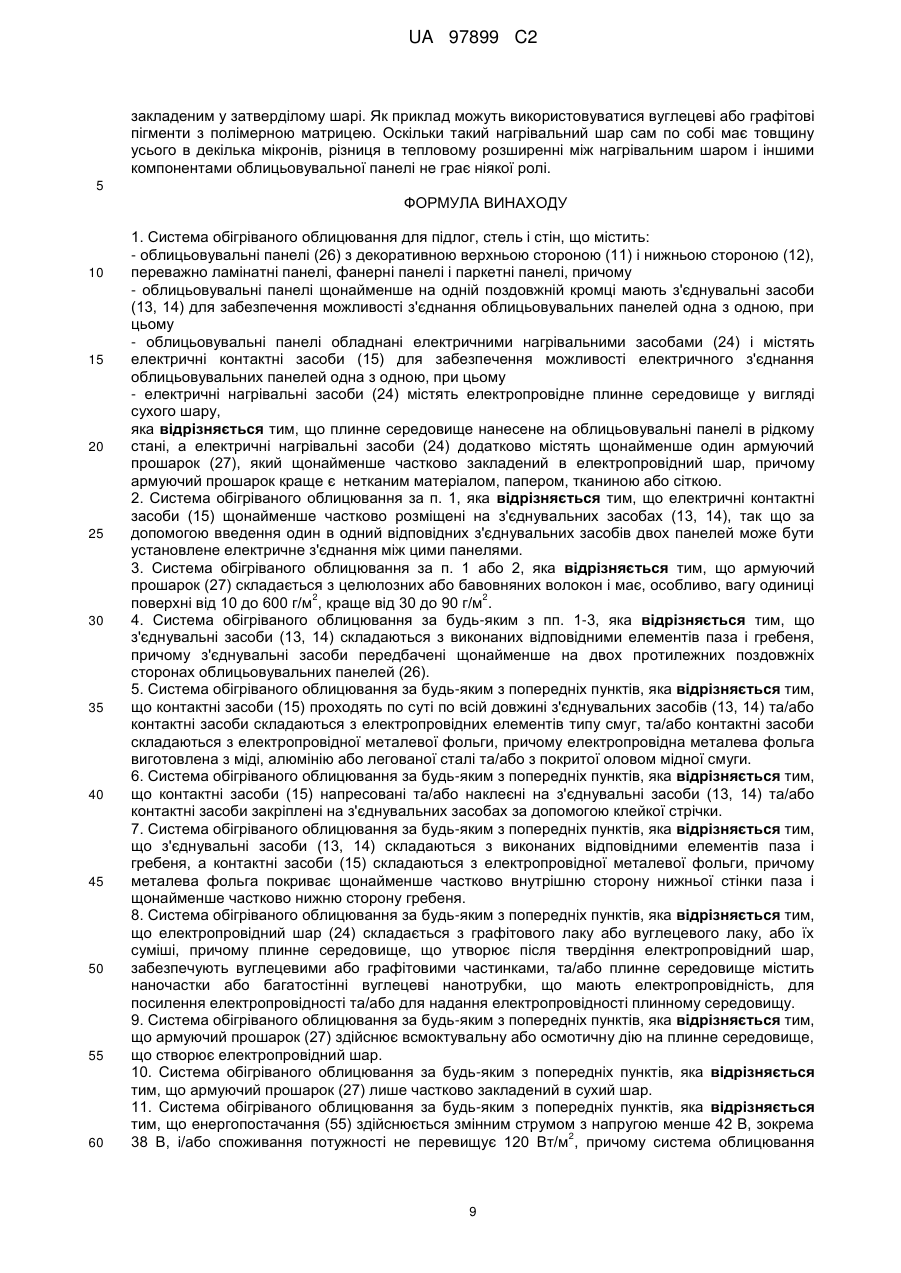
- облицьовувальні панелі (26) з декоративною верхньою стороною (11) і нижньою стороною (12), переважно ламінатні панелі, фанерні панелі і паркетні панелі, причому
- облицьовувальні панелі щонайменше на одній поздовжній кромці мають з'єднувальні засоби (13, 14) для забезпечення можливості з'єднання облицьовувальних панелей одна з одною, при цьому
- облицьовувальні панелі обладнані електричними нагрівальними засобами (24) і містять електричні контактні засоби (15) для забезпечення можливості електричного з'єднання облицьовувальних панелей одна з одною, при цьому
- електричні нагрівальні засоби (24) містять електропровідне плинне середовище у вигляді сухого шару,
яка відрізняється тим, що плинне середовище нанесене на облицьовувальні панелі в рідкому стані, а електричні нагрівальні засоби (24) додатково містять щонайменше один армуючий прошарок (27), який щонайменше частково закладений в електропровідний шар, причому армуючий прошарок краще є нетканим матеріалом, папером, тканиною або сіткою.
2. Система обігріваного облицювання за п. 1, яка відрізняється тим, що електричні контактні засоби (15) щонайменше частково розміщені на з'єднувальних засобах (13, 14), так що за допомогою введення один в одний відповідних з'єднувальних засобів двох панелей може бути установлене електричне з'єднання між цими панелями.
3. Система обігріваного облицювання за п. 1 або 2, яка відрізняється тим, що армуючий прошарок (27) складається з целюлозних або бавовняних волокон і має, особливо, вагу одиниці поверхні від 10 до 600 г/м2, краще від 30 до 90 г/м2.
4. Система обігріваного облицювання за будь-яким з пп. 1-3, яка відрізняється тим, що з'єднувальні засоби (13, 14) складаються з виконаних відповідними елементів паза і гребеня, причому з'єднувальні засоби передбачені щонайменше на двох протилежних поздовжніх сторонах облицьовувальних панелей (26).
5. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що контактні засоби (15) проходять по суті по всій довжині з'єднувальних засобів (13, 14) та/або контактні засоби складаються з електропровідних елементів типу смуг, та/або контактні засоби складаються з електропровідної металевої фольги, причому електропровідна металева фольга виготовлена з міді, алюмінію або легованої сталі та/або з покритої оловом мідної смуги.
6. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що контактні засоби (15) напресовані та/або наклеєні на з'єднувальні засоби (13, 14) та/або контактні засоби закріплені на з'єднувальних засобах за допомогою клейкої стрічки.
7. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що з'єднувальні засоби (13, 14) складаються з виконаних відповідними елементів паза і гребеня, а контактні засоби (15) складаються з електропровідної металевої фольги, причому металева фольга покриває щонайменше частково внутрішню сторону нижньої стінки паза і щонайменше частково нижню сторону гребеня.
8. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що електропровідний шар (24) складається з графітового лаку або вуглецевого лаку, або їх суміші, причому плинне середовище, що утворює після твердіння електропровідний шар, забезпечують вуглецевими або графітовими частинками, та/або плинне середовище містить наночастки або багатостінні вуглецеві нанотрубки, що мають електропровідність, для посилення електропровідності та/або для надання електропровідності плинному середовищу.
9. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що армуючий прошарок (27) здійснює всмоктувальну або осмотичну дію на плинне середовище, що створює електропровідний шар.
10. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що армуючий прошарок (27) лише частково закладений в сухий шар.
11. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що енергопостачання (55) здійснюється змінним струмом з напругою менше 42 В, зокрема 38 В, і/або споживання потужності не перевищує 120 Вт/м2, причому система облицювання містить систему автоматичного регулювання температури, яка підтримує температуру зовнішньої поверхні облицьовувальних панелей в діапазоні від 18 до 32 °С, при цьому плоский електричний нагрівальний пристрій має поверхневий опір від 100 до 500 Ом/м2, краще від 250 до 300 Ом/м2.
12. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що нижня сторона облицьовувальної панелі має звукопоглинальний шар, причому звукопоглинальний шар розташований між нижньою стороною облицьовувальної панелі і електричним нагрівальним засобом та/або, виходячи від нижньої сторони облицьовувальної панелі, є наступна шарувата система:
- звукопоглинальний шар,
- електричний нагрівальний засіб, що містить щонайменше частково закладений армуючий прошарок,
- теплоізоляційний шар.
13. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що плинне середовище наносять на облицьовувальні панелі в рідкому стані і армуючий прошарок (27) наносять на ще вологе плинне середовище для щонайменше часткового закладання армуючого прошарку в сухий шар.
14. Спосіб виготовлення системи обігріваного облицювання для підлог, стель і стін, який містить етапи:
- готують облицьовувальну панель з декоративною верхньою стороною і нижньою стороною, зокрема ламінатну панель, фанерну панель або паркетну панель;
- готують електропровідне плинне середовище, особливо, забезпечене вуглецевими або графітовими частинками та/або таке, що містить наночастки або багатостінні вуглецеві нанотрубки, що мають електропровідність;
- наносять плинне середовище на облицьовувальну панель, зокрема, способом лиття, напиленням, нанесенням валиком, раклею, трафаретним друком або струминним друком або комбінацією цих способів, причому плинне середовище наносять на облицьовувальну панель з витратою від 10 до 350 г/м2, особливо, від 120 до 250 г/м2;
- наносять армуючий прошарок, зокрема нетканий матеріал, папір, тканину або сітку, на ще не затверділе плинне середовище, причому армуючий прошарок краще накочують, зокрема, необоротним чином склеюють з плинним середовищем, при цьому нанесення армуючого прошарку краще проводять при температурі від 15 до 85 °С і наносять армуючий прошарок зі швидкістю від 10 до 250 м/хв, краще від 60 до 90 м/хв;
- сушать облицювальну панель, краще при температурі до 130 °С.
15. Система обігріваного облицювання для підлог, стель і стін, виготовлена способом за п. 14.
Текст
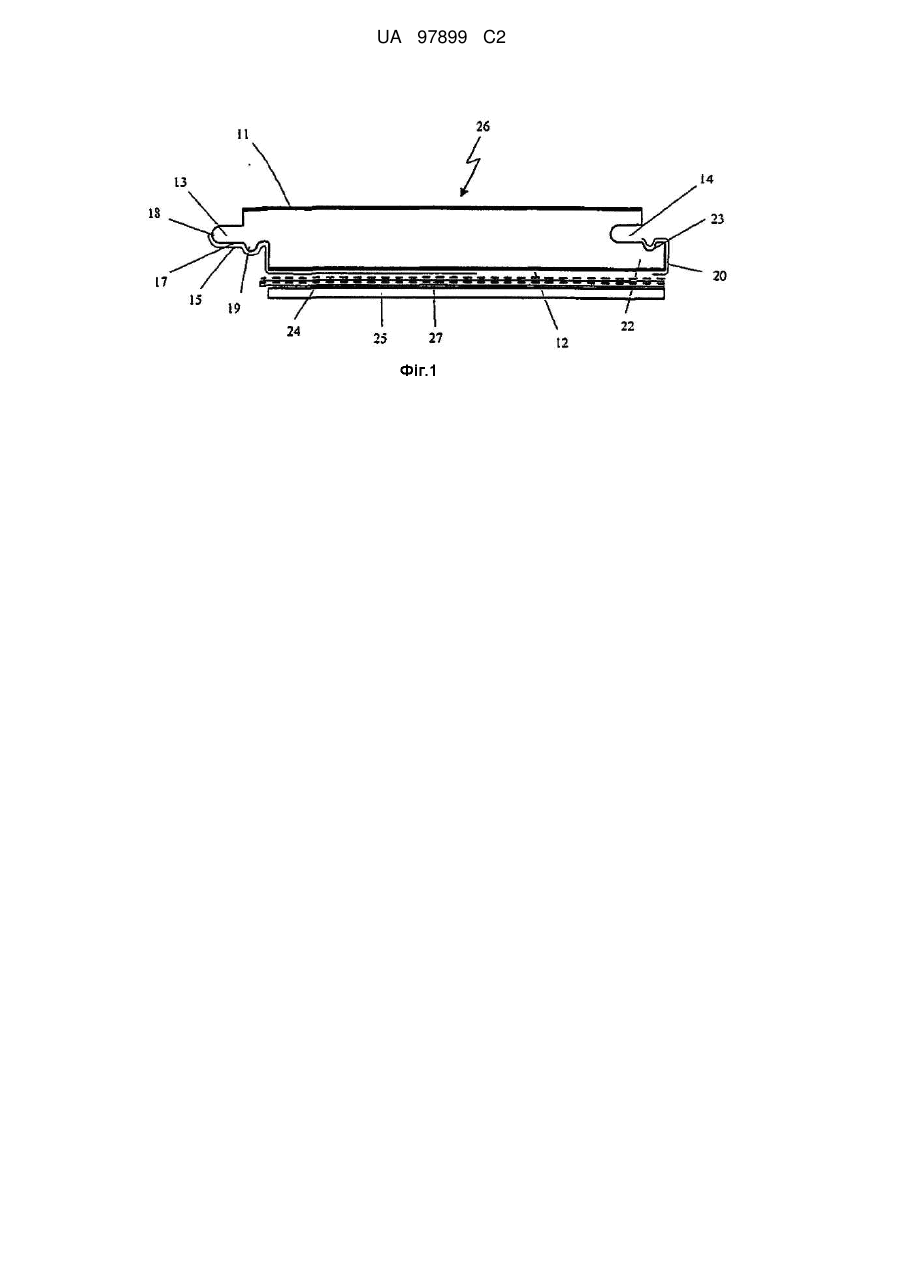
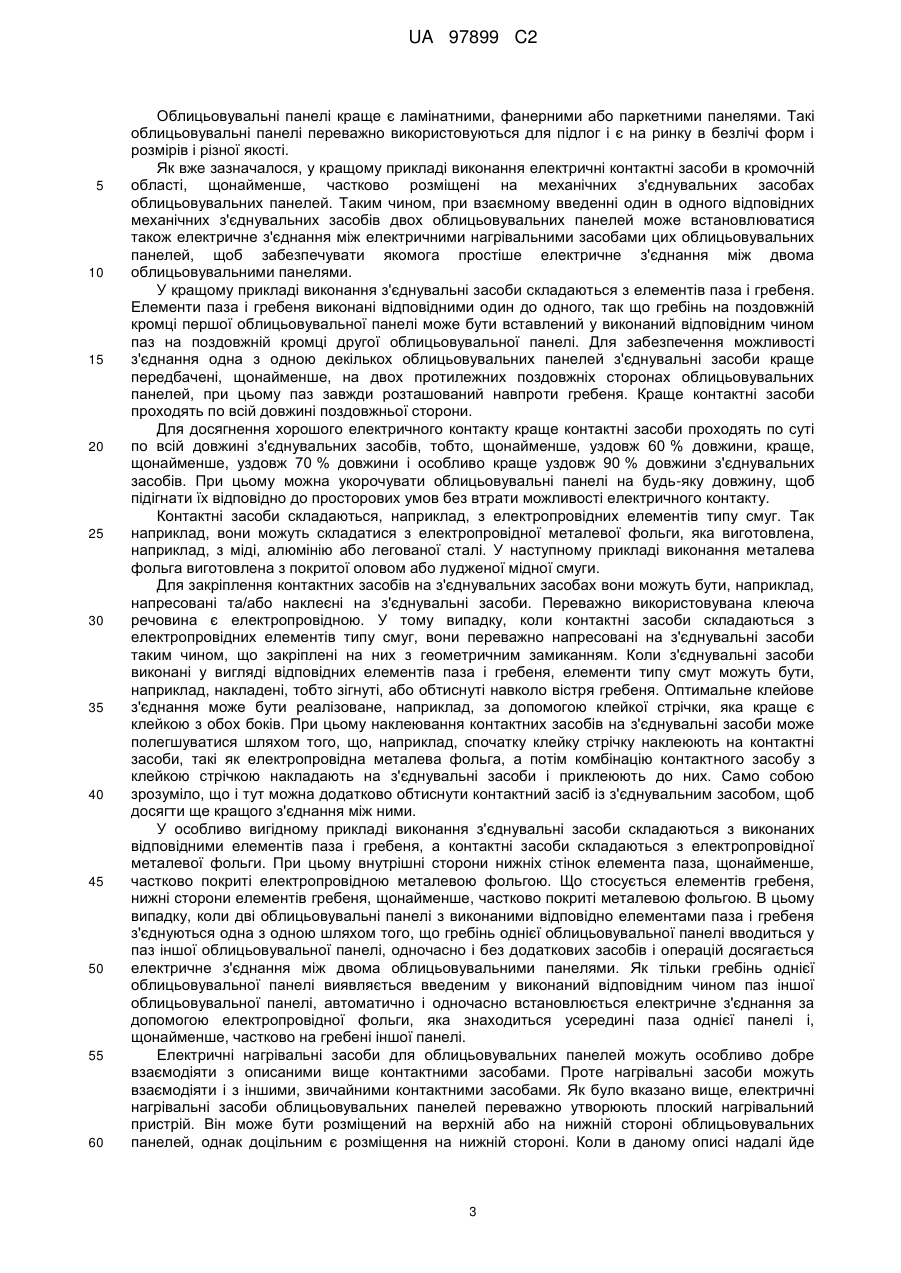
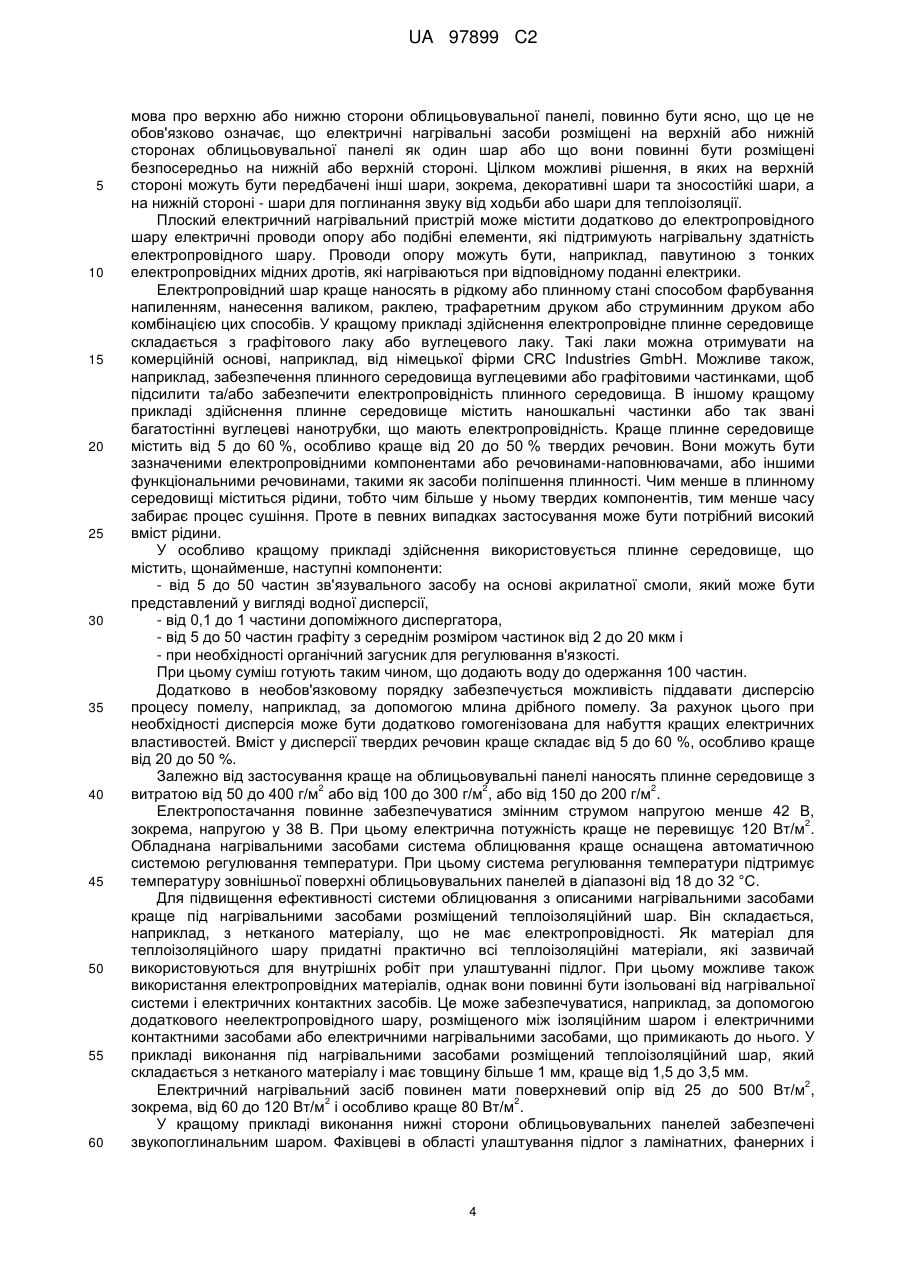
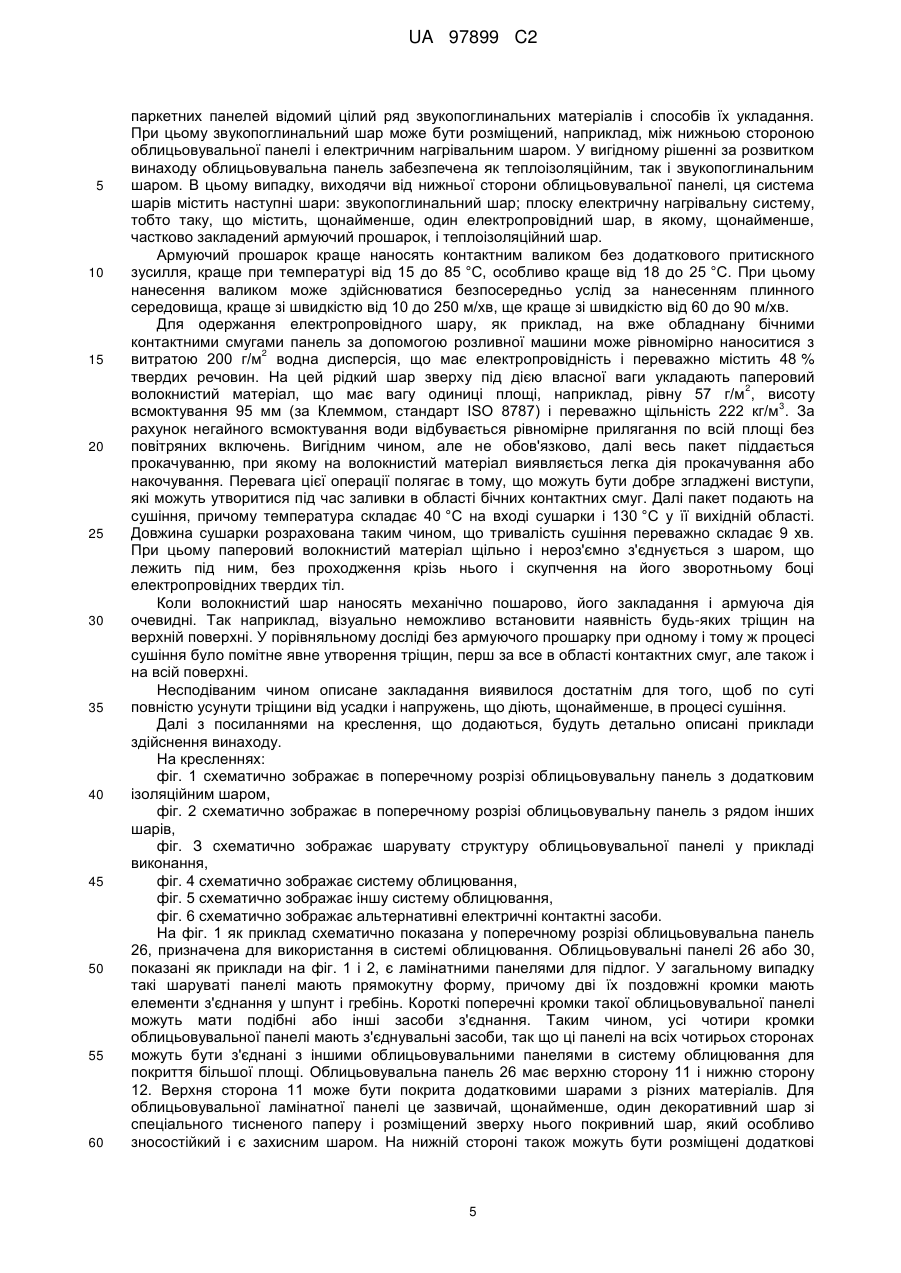
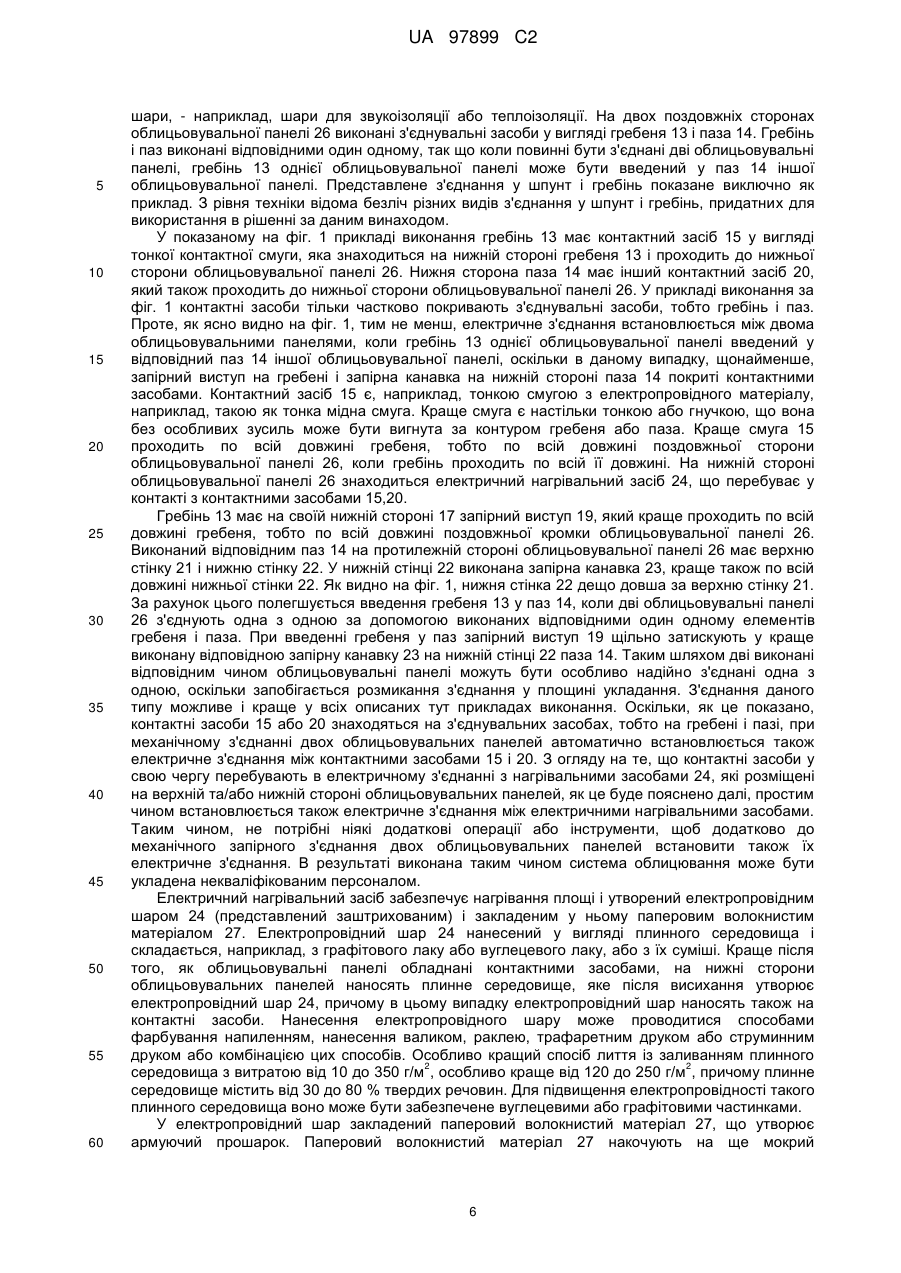
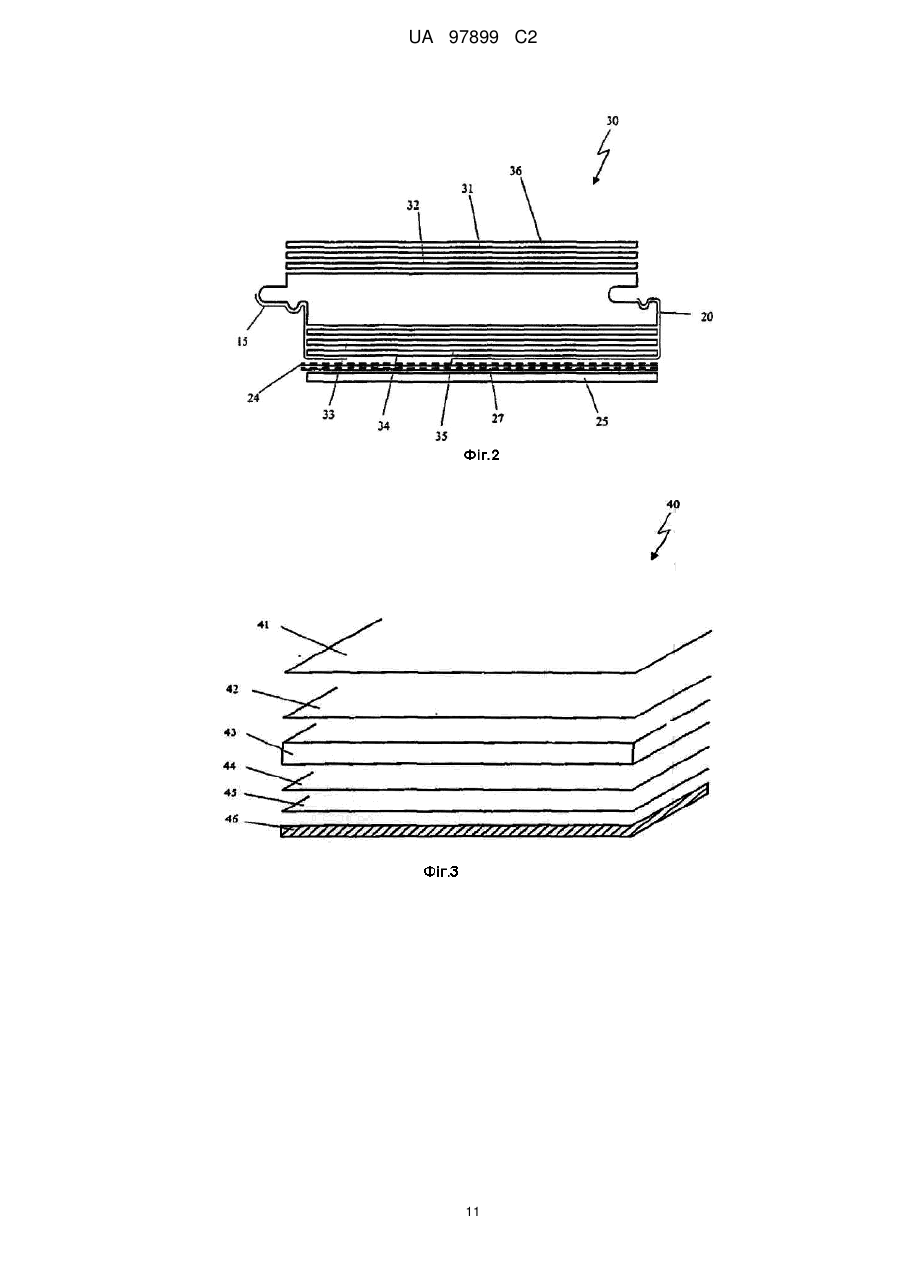
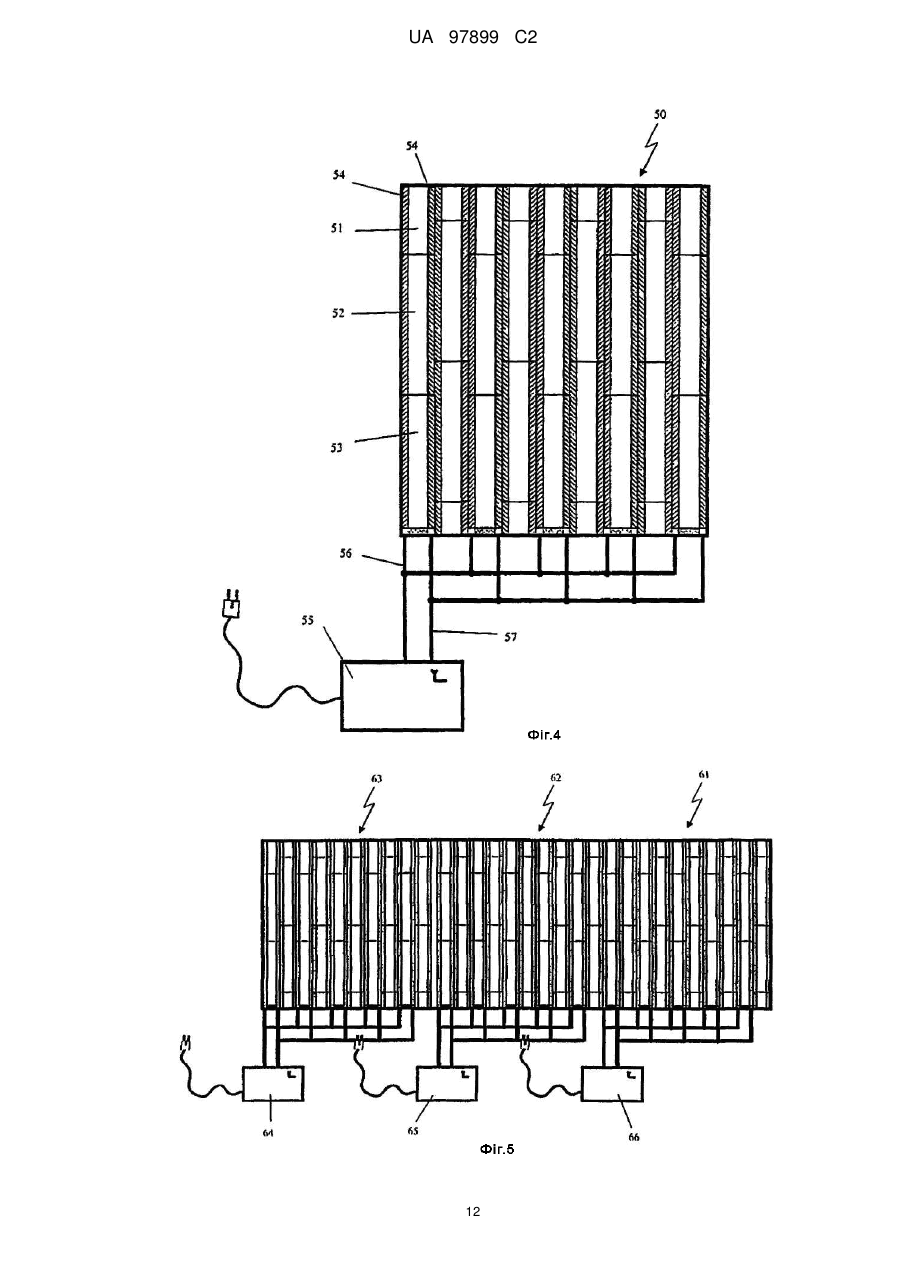
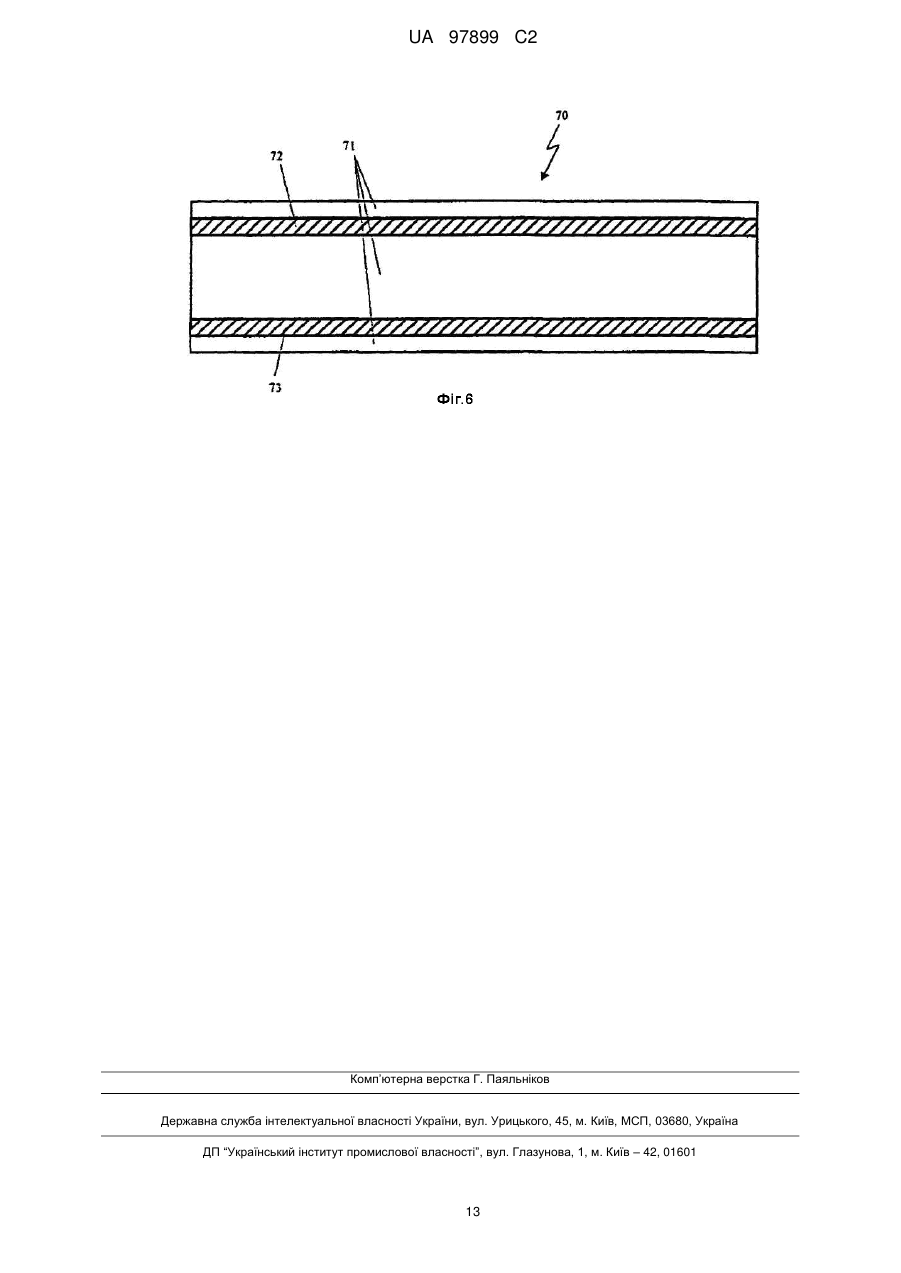
Реферат: Винахід належить до системи обігріваного облицювання для підлог, стель і стін і до способу її виготовлення. Система облицювання містить облицьовувальні панелі, які щонайменше на одній своїй поздовжній кромці мають з'єднувальні засоби для забезпечення можливості з'єднання облицьовувальних панелей одна з одною, причому облицьовувальні панелі забезпечені нагрівальними засобами, які утворені щонайменше одним електропровідним шаром і закладеним у ньому армуючим прошарком, і електричними контактними засобами. UA 97899 C2 (12) UA 97899 C2 UA 97899 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до системи обігріваного облицювання для підлог, стель і стін і до способу виготовлення такої системи облицювання. Для нагрівання підлогових поверхонь з рівня техніки відомі різні способи. Широко поширена система нагрівання підлог складається з множини ліній або труб, які прокладені під підлогою звивистим чином і по яких тече нагрівальна рідина, - як правило, гаряча вода. На ці нагрівальні трубки або шланги укладене підлогове облицювання, таке як паркет або плитка, яке нагрівається гарячими лініями. Нагрівальні пристрої для підлог є плоскими нагрівальними пристроями, які забезпечують рівномірний приємний розподіл тепла. Проте звичайні системи нагрівання підлог, такі як описані вище, потребують дуже великих витрат матеріалу і складні в укладанні, так що вони, як правило можуть виконуватися тільки спеціально навченим кваліфікованим персоналом. З європейського патенту ЕР 1055087 В1 відома система обігріваного облицювання для підлог, що складається з множини металевих панелей, в яких виконані канали. Металеві панелі укладають на підлогу таким чином, що канали сполучаються між собою. Потім у ці канали звивистим чином закладають нагрівальний провід. Нагрівальний провід виконаний таким, що автоматично регулюється і забезпечений температурним захистом, щоб усунути небезпеку надмірного нагрівання. Далі на металеві панелі і нагрівальний провід, що проходить у каналах усередині панелей, може бути укладене звичайне підлогове покриття або облицювання, таке як керамічні плитки. З патенту US 6737611 В2 відома електропровідна термопластична мата, яка нагрівається при поданні на неї напруги. Мата складається з напівкристалічного полімеру та електропровідного матеріалу наповнювача і завдяки своїй малій товщині може бути укладена під підлоговим покриттям. Мата з нагріванням гнучка і продається у згорнутому в рулон вигляді. При укладанні нагріваної мати її потрібно тільки розгорнути на підлозі, закріпити і під'єднати до електромережі. Даний винахід є удосконаленням предмету винаходу за міжнародною патентною заявкою РСТ/ЕР2006/010822. З вказаної заявки відома система обігріваного облицювання для підлог, стель і стін, що містить облицьовувальні панелі, на яких передбачені електричні нагрівальні засоби. Електричним нагрівальним засобом є електропровідний шар, який наноситься на облицьовувальні панелі у вигляді плинного середовища і висушується на них після нанесення. Практика показала, що електропровідний шар має тенденцію до утворення тріщин. Це не тільки завдає шкоди зовнішньому вигляду облицьовувальної панелі, а отже і її сприйняттю клієнтами, але також може знижувати надійність електричного нагрівального засобу, оскільки при інтенсивному утворенні тріщин може порушуватися електропровідність і потужність нагріву. Крім того виявилося, що електропровідний шар, що має товщину меншу за певну величину, особливо схильний до утворення тріщин. Завданням винаходу є створення удосконаленої системи обігріваного облицювання для підлог, стель і стін, у якій облицьовувальні панелі обладнані нагрівальними засобами, що містять електропровідне плинне середовище, створююче при висиханні або твердінні електропровідний шар на облицьовувальних панелях. Зокрема, в системі облицювання за винаходом повинне усуватися або, щонайменше, зменшуватися утворення тріщин. Крім того завданням винаходу є створення способу виготовлення системи облицювання за винаходом. Відповідно до винаходу рішення цих та інших завдань винаходу, які будуть вказані в подальшому описі винаходу або які зрозуміє фахівець в даній області, досягається в системі обігріваного облицювання за пунктом 1 формули винаходу і у способі виготовлення системи обігріваного облицювання за пунктом 14 формули винаходу. У прикладі здійснення винаходу система обігріваного облицювання для підлог, стель і стін містить облицьовувальні панелі з декоративною верхньою стороною і нижньою стороною, такі як ламінатні панелі для підлог. Облицьовувальні панелі, щонайменше, на одній поздовжній кромці обладнані з'єднувальними засобами для забезпечення можливості з'єднання облицьовувальних панелей одна з одною. Краще з'єднувальні засоби виконані таким чином, що забезпечують можливість фіксації, яка перешкоджає від'єднанню в напрямі, паралельному площині укладання. Облицьовувальні панелі обладнані нагрівальними засобами, причому електричні нагрівальні засоби краще є плоскими нагрівальними засобами. Облицьовувальні панелі обладнані електричними контактними засобами, виконаними відповідним чином, щоб забезпечувати можливість електричного з'єднання між електричними нагрівальними засобами двох і більше облицьовувальних панелей. Краще електричні нагрівальні засоби розміщені на нижній стороні облицьовувальних панелей, тобто в просторі між облицьовувальними панелями і підлогою або стіною, які повинні бути покриті панелями. 1 UA 97899 C2 5 10 15 20 25 30 35 40 45 50 55 60 Згідно з винаходом електричні нагрівальні засоби містять, щонайменше, один електропровідний шар з висушеного або затверділого плинного середовища і армуючий прошарок, який, щонайменше, частково закладений в електропровідний шар. Для цього краще спочатку на облицьовувальні панелі накладають або наносять плинне середовище, а потім армуючий прошарок наносять на ще вологе плинне середовище, так що плинне середовище, щонайменше, частково проникає в армуючий прошарок, так що при висиханні утворюється з'єднання між армуючим прошарком і електропровідним шаром. Краще армуючий прошарок утворений з нетканого матеріалу, паперу, тканини, сітки або їх комбінації. При цьому істотно, що армуючий прошарок надає певну всмоктувальну або осмотичну дію на створююче електропровідний шар плинне середовище. За рахунок цього може здійснюватися, щонайменше, часткове заглиблення армуючого прошарку в електропровідний шар, коли його наносять, наприклад, на ще вологий електропровідний шар. Несподіваним чином було встановлено, що при закладенні армуючого прошарку в електропровідний шар не відбувається істотного порушення електропровідності цього електропровідного шару. Це явище може пояснюватися тим, що за рахунок всмоктувального або осмотичного ефекту армуючий прошарок переважно сприймає воду, а не тверді тіла в плинному середовищі, що забезпечують його електропровідність. Завдяки тому, що армуючий прошарок при нанесенні переважно сприймає вологу (осмос, капілярний ефект), в облицьовувальній панелі створюється більш висока щільність (градієнт розподілу) твердих електропровідних складових частинок плинного середовища, які залишаються на облицьовувальній панелі, точніше між облицьовувальною панеллю і армуючим прошарком, і не проникають в армуючий прошарок. При такому процесі можна сказати, що армуючий прошарок тільки частково закладений в електропровідний шар. Далі, виявилося несподіваним, що за рахунок пропонованого закладання армуючого прошарку може бути одержаний матеріал, що має особливо рівномірний розподіл електропровідності по всій площі. Для рівномірної потужності нагрівання по всій площі особливо важливо, щоб електропровідний шар був нанесений, висох і затвердів дуже рівномірно і наскільки можливо без перешкод. Вказаний несподіваний ефект рівномірності може пояснюватися тим, що за рахунок запропонованого закладання армуючого прошарку спочатку рідкий шар зберігає або одержує в своєму положенні хорошу площину. У альтернативному варіанті нагрівальний засіб може бути одержаний таким чином, що армуючий прошарок просочують відповідним плинним середовищем і укладають на облицьовувальну панель. Однак цей процес не забезпечує вказаних вище особливих переваг. Для подальшого посилення вказаного ефекту для армуючого прошарку можуть використовуватися, наприклад, матеріали з порами малих розмірів, в які переважно проникає вода. У створююче електропровідний шар плинне середовище також можуть бути, наприклад, введені речовини, з якими особливо добре "зчіплюються" електропровідні речовини, причому ці речовини, з якими зчіплюються електропровідні речовини, вибирають за розміром такими, що вони не можуть проникати в армуючий прошарок. Далі, сам армуючий прошарок перед його нанесенням на електропровідний шар може бути просочений плинним середовищем, наприклад, для того, щоб керувати його закладанням або впливати на нього. Коли сам армуючий прошарок попередньо просочений плинним середовищем, його всмоктувальний або осмотичний ефект нижчий. Тому в даному випадку можуть використовуватися, наприклад, більш товсті армуючі прошарки, які при попередньому просоченні справляли б занадто велику всмоктувальну або осмотичну дію. При цьому сам армуючий прошарок може бути виконаний електропровідним або він може бути просочений плинним середовищем, що твердне, яке має електропровідні компоненти або щось подібне. У цьому випадку створюється паралельне електричне приєднання армуючого прошарку і електропровідного шару. За рахунок того, що закладений армуючий прошарок з'єднується з електропровідним шаром, він сприймає тягові зусилля, що виникають в електропровідному шарі, і перешкоджає або, щонайменше, зменшує утворення тріщин в електропровідному шарі. Крім того, завдяки армуючому прошарку досягається загальна перевага у тому, що він дозволяє використовувати особливо товсті електропровідні шари. У особливо кращому прикладі виконання армуючий прошарок закладений в електропровідний шар по всій його протяжності, особливо в області країв облицьовувальних панелей, де кращим чином розміщені контактні засоби, за рахунок чого може запобігатися утворення тріщин в особливо схильній до цієї небезпеки області переходу до контактних засобів. Тому в загальному випадку вигідно, коли армуючий прошарок перекриває перехідну область до контактних засобів. 2 UA 97899 C2 5 10 15 20 25 30 35 40 45 50 55 60 Облицьовувальні панелі краще є ламінатними, фанерними або паркетними панелями. Такі облицьовувальні панелі переважно використовуються для підлог і є на ринку в безлічі форм і розмірів і різної якості. Як вже зазначалося, у кращому прикладі виконання електричні контактні засоби в кромочній області, щонайменше, частково розміщені на механічних з'єднувальних засобах облицьовувальних панелей. Таким чином, при взаємному введенні один в одного відповідних механічних з'єднувальних засобів двох облицьовувальних панелей може встановлюватися також електричне з'єднання між електричними нагрівальними засобами цих облицьовувальних панелей, щоб забезпечувати якомога простіше електричне з'єднання між двома облицьовувальними панелями. У кращому прикладі виконання з'єднувальні засоби складаються з елементів паза і гребеня. Елементи паза і гребеня виконані відповідними один до одного, так що гребінь на поздовжній кромці першої облицьовувальної панелі може бути вставлений у виконаний відповідним чином паз на поздовжній кромці другої облицьовувальної панелі. Для забезпечення можливості з'єднання одна з одною декількох облицьовувальних панелей з'єднувальні засоби краще передбачені, щонайменше, на двох протилежних поздовжніх сторонах облицьовувальних панелей, при цьому паз завжди розташований навпроти гребеня. Краще контактні засоби проходять по всій довжині поздовжньої сторони. Для досягнення хорошого електричного контакту краще контактні засоби проходять по суті по всій довжині з'єднувальних засобів, тобто, щонайменше, уздовж 60 % довжини, краще, щонайменше, уздовж 70 % довжини і особливо краще уздовж 90 % довжини з'єднувальних засобів. При цьому можна укорочувати облицьовувальні панелі на будь-яку довжину, щоб підігнати їх відповідно до просторових умов без втрати можливості електричного контакту. Контактні засоби складаються, наприклад, з електропровідних елементів типу смуг. Так наприклад, вони можуть складатися з електропровідної металевої фольги, яка виготовлена, наприклад, з міді, алюмінію або легованої сталі. У наступному прикладі виконання металева фольга виготовлена з покритої оловом або лудженої мідної смуги. Для закріплення контактних засобів на з'єднувальних засобах вони можуть бути, наприклад, напресовані та/або наклеєні на з'єднувальні засоби. Переважно використовувана клеюча речовина є електропровідною. У тому випадку, коли контактні засоби складаються з електропровідних елементів типу смуг, вони переважно напресовані на з'єднувальні засоби таким чином, що закріплені на них з геометричним замиканням. Коли з'єднувальні засоби виконані у вигляді відповідних елементів паза і гребеня, елементи типу смут можуть бути, наприклад, накладені, тобто зігнуті, або обтиснуті навколо вістря гребеня. Оптимальне клейове з'єднання може бути реалізоване, наприклад, за допомогою клейкої стрічки, яка краще є клейкою з обох боків. При цьому наклеювання контактних засобів на з'єднувальні засоби може полегшуватися шляхом того, що, наприклад, спочатку клейку стрічку наклеюють на контактні засоби, такі як електропровідна металева фольга, а потім комбінацію контактного засобу з клейкою стрічкою накладають на з'єднувальні засоби і приклеюють до них. Само собою зрозуміло, що і тут можна додатково обтиснути контактний засіб із з'єднувальним засобом, щоб досягти ще кращого з'єднання між ними. У особливо вигідному прикладі виконання з'єднувальні засоби складаються з виконаних відповідними елементів паза і гребеня, а контактні засоби складаються з електропровідної металевої фольги. При цьому внутрішні сторони нижніх стінок елемента паза, щонайменше, частково покриті електропровідною металевою фольгою. Що стосується елементів гребеня, нижні сторони елементів гребеня, щонайменше, частково покриті металевою фольгою. В цьому випадку, коли дві облицьовувальні панелі з виконаними відповідно елементами паза і гребеня з'єднуються одна з одною шляхом того, що гребінь однієї облицьовувальної панелі вводиться у паз іншої облицьовувальної панелі, одночасно і без додаткових засобів і операцій досягається електричне з'єднання між двома облицьовувальними панелями. Як тільки гребінь однієї облицьовувальної панелі виявляється введеним у виконаний відповідним чином паз іншої облицьовувальної панелі, автоматично і одночасно встановлюється електричне з'єднання за допомогою електропровідної фольги, яка знаходиться усередині паза однієї панелі і, щонайменше, частково на гребені іншої панелі. Електричні нагрівальні засоби для облицьовувальних панелей можуть особливо добре взаємодіяти з описаними вище контактними засобами. Проте нагрівальні засоби можуть взаємодіяти і з іншими, звичайними контактними засобами. Як було вказано вище, електричні нагрівальні засоби облицьовувальних панелей переважно утворюють плоский нагрівальний пристрій. Він може бути розміщений на верхній або на нижній стороні облицьовувальних панелей, однак доцільним є розміщення на нижній стороні. Коли в даному описі надалі йде 3 UA 97899 C2 5 10 15 20 25 30 35 40 45 50 55 60 мова про верхню або нижню сторони облицьовувальної панелі, повинно бути ясно, що це не обов'язково означає, що електричні нагрівальні засоби розміщені на верхній або нижній сторонах облицьовувальної панелі як один шар або що вони повинні бути розміщені безпосередньо на нижній або верхній стороні. Цілком можливі рішення, в яких на верхній стороні можуть бути передбачені інші шари, зокрема, декоративні шари та зносостійкі шари, а на нижній стороні - шари для поглинання звуку від ходьби або шари для теплоізоляції. Плоский електричний нагрівальний пристрій може містити додатково до електропровідного шару електричні проводи опору або подібні елементи, які підтримують нагрівальну здатність електропровідного шару. Проводи опору можуть бути, наприклад, павутиною з тонких електропровідних мідних дротів, які нагріваються при відповідному поданні електрики. Електропровідний шар краще наносять в рідкому або плинному стані способом фарбування напиленням, нанесення валиком, раклею, трафаретним друком або струминним друком або комбінацією цих способів. У кращому прикладі здійснення електропровідне плинне середовище складається з графітового лаку або вуглецевого лаку. Такі лаки можна отримувати на комерційній основі, наприклад, від німецької фірми CRC Industries GmbH. Можливе також, наприклад, забезпечення плинного середовища вуглецевими або графітовими частинками, щоб підсилити та/або забезпечити електропровідність плинного середовища. В іншому кращому прикладі здійснення плинне середовище містить наношкальні частинки або так звані багатостінні вуглецеві нанотрубки, що мають електропровідність. Краще плинне середовище містить від 5 до 60 %, особливо краще від 20 до 50 % твердих речовин. Вони можуть бути зазначеними електропровідними компонентами або речовинами-наповнювачами, або іншими функціональними речовинами, такими як засоби поліпшення плинності. Чим менше в плинному середовищі міститься рідини, тобто чим більше у ньому твердих компонентів, тим менше часу забирає процес сушіння. Проте в певних випадках застосування може бути потрібний високий вміст рідини. У особливо кращому прикладі здійснення використовується плинне середовище, що містить, щонайменше, наступні компоненти: - від 5 до 50 частин зв'язувального засобу на основі акрилатної смоли, який може бути представлений у вигляді водної дисперсії, - від 0,1 до 1 частини допоміжного диспергатора, - від 5 до 50 частин графіту з середнім розміром частинок від 2 до 20 мкм і - при необхідності органічний загусник для регулювання в'язкості. При цьому суміш готують таким чином, що додають воду до одержання 100 частин. Додатково в необов'язковому порядку забезпечується можливість піддавати дисперсію процесу помелу, наприклад, за допомогою млина дрібного помелу. За рахунок цього при необхідності дисперсія може бути додатково гомогенізована для набуття кращих електричних властивостей. Вміст у дисперсії твердих речовин краще складає від 5 до 60 %, особливо краще від 20 до 50 %. Залежно від застосування краще на облицьовувальні панелі наносять плинне середовище з 2 2 2 витратою від 50 до 400 г/м або від 100 до 300 г/м , або від 150 до 200 г/м . Електропостачання повинне забезпечуватися змінним струмом напругою менше 42 В, 2 зокрема, напругою у 38 В. При цьому електрична потужність краще не перевищує 120 Вт/м . Обладнана нагрівальними засобами система облицювання краще оснащена автоматичною системою регулювання температури. При цьому система регулювання температури підтримує температуру зовнішньої поверхні облицьовувальних панелей в діапазоні від 18 до 32 °C. Для підвищення ефективності системи облицювання з описаними нагрівальними засобами краще під нагрівальними засобами розміщений теплоізоляційний шар. Він складається, наприклад, з нетканого матеріалу, що не має електропровідності. Як матеріал для теплоізоляційного шару придатні практично всі теплоізоляційні матеріали, які зазвичай використовуються для внутрішніх робіт при улаштуванні підлог. При цьому можливе також використання електропровідних матеріалів, однак вони повинні бути ізольовані від нагрівальної системи і електричних контактних засобів. Це може забезпечуватися, наприклад, за допомогою додаткового неелектропровідного шару, розміщеного між ізоляційним шаром і електричними контактними засобами або електричними нагрівальними засобами, що примикають до нього. У прикладі виконання під нагрівальними засобами розміщений теплоізоляційний шар, який складається з нетканого матеріалу і має товщину більше 1 мм, краще від 1,5 до 3,5 мм. 2 Електричний нагрівальний засіб повинен мати поверхневий опір від 25 до 500 Вт/м , 2 2 зокрема, від 60 до 120 Вт/м і особливо краще 80 Вт/м . У кращому прикладі виконання нижні сторони облицьовувальних панелей забезпечені звукопоглинальним шаром. Фахівцеві в області улаштування підлог з ламінатних, фанерних і 4 UA 97899 C2 5 10 15 20 25 30 35 40 45 50 55 60 паркетних панелей відомий цілий ряд звукопоглинальних матеріалів і способів їх укладання. При цьому звукопоглинальний шар може бути розміщений, наприклад, між нижньою стороною облицьовувальної панелі і електричним нагрівальним шаром. У вигідному рішенні за розвитком винаходу облицьовувальна панель забезпечена як теплоізоляційним, так і звукопоглинальним шаром. В цьому випадку, виходячи від нижньої сторони облицьовувальної панелі, ця система шарів містить наступні шари: звукопоглинальний шар; плоску електричну нагрівальну систему, тобто таку, що містить, щонайменше, один електропровідний шар, в якому, щонайменше, частково закладений армуючий прошарок, і теплоізоляційний шар. Армуючий прошарок краще наносять контактним валиком без додаткового притискного зусилля, краще при температурі від 15 до 85 °C, особливо краще від 18 до 25 °C. При цьому нанесення валиком може здійснюватися безпосередньо услід за нанесенням плинного середовища, краще зі швидкістю від 10 до 250 м/хв, ще краще зі швидкістю від 60 до 90 м/хв. Для одержання електропровідного шару, як приклад, на вже обладнану бічними контактними смугами панель за допомогою розливної машини може рівномірно наноситися з 2 витратою 200 г/м водна дисперсія, що має електропровідність і переважно містить 48 % твердих речовин. На цей рідкий шар зверху під дією власної ваги укладають паперовий 2 волокнистий матеріал, що має вагу одиниці площі, наприклад, рівну 57 г/м , висоту 3 всмоктування 95 мм (за Клеммом, стандарт ISO 8787) і переважно щільність 222 кг/м . За рахунок негайного всмоктування води відбувається рівномірне прилягання по всій площі без повітряних включень. Вигідним чином, але не обов'язково, далі весь пакет піддається прокачуванню, при якому на волокнистий матеріал виявляється легка дія прокачування або накочування. Перевага цієї операції полягає в тому, що можуть бути добре згладжені виступи, які можуть утворитися під час заливки в області бічних контактних смуг. Далі пакет подають на сушіння, причому температура складає 40 °C на вході сушарки і 130 °C у її вихідній області. Довжина сушарки розрахована таким чином, що тривалість сушіння переважно складає 9 хв. При цьому паперовий волокнистий матеріал щільно і нероз'ємно з'єднується з шаром, що лежить під ним, без проходження крізь нього і скупчення на його зворотньому боці електропровідних твердих тіл. Коли волокнистий шар наносять механічно пошарово, його закладання і армуюча дія очевидні. Так наприклад, візуально неможливо встановити наявність будь-яких тріщин на верхній поверхні. У порівняльному досліді без армуючого прошарку при одному і тому ж процесі сушіння було помітне явне утворення тріщин, перш за все в області контактних смуг, але також і на всій поверхні. Несподіваним чином описане закладання виявилося достатнім для того, щоб по суті повністю усунути тріщини від усадки і напружень, що діють, щонайменше, в процесі сушіння. Далі з посиланнями на креслення, що додаються, будуть детально описані приклади здійснення винаходу. На кресленнях: фіг. 1 схематично зображає в поперечному розрізі облицьовувальну панель з додатковим ізоляційним шаром, фіг. 2 схематично зображає в поперечному розрізі облицьовувальну панель з рядом інших шарів, фіг. З схематично зображає шарувату структуру облицьовувальної панелі у прикладі виконання, фіг. 4 схематично зображає систему облицювання, фіг. 5 схематично зображає іншу систему облицювання, фіг. 6 схематично зображає альтернативні електричні контактні засоби. На фіг. 1 як приклад схематично показана у поперечному розрізі облицьовувальна панель 26, призначена для використання в системі облицювання. Облицьовувальні панелі 26 або 30, показані як приклади на фіг. 1 і 2, є ламінатними панелями для підлог. У загальному випадку такі шаруваті панелі мають прямокутну форму, причому дві їх поздовжні кромки мають елементи з'єднання у шпунт і гребінь. Короткі поперечні кромки такої облицьовувальної панелі можуть мати подібні або інші засоби з'єднання. Таким чином, усі чотири кромки облицьовувальної панелі мають з'єднувальні засоби, так що ці панелі на всіх чотирьох сторонах можуть бути з'єднані з іншими облицьовувальними панелями в систему облицювання для покриття більшої площі. Облицьовувальна панель 26 має верхню сторону 11 і нижню сторону 12. Верхня сторона 11 може бути покрита додатковими шарами з різних матеріалів. Для облицьовувальної ламінатної панелі це зазвичай, щонайменше, один декоративний шар зі спеціального тисненого паперу і розміщений зверху нього покривний шар, який особливо зносостійкий і є захисним шаром. На нижній стороні також можуть бути розміщені додаткові 5 UA 97899 C2 5 10 15 20 25 30 35 40 45 50 55 60 шари, - наприклад, шари для звукоізоляції або теплоізоляції. На двох поздовжніх сторонах облицьовувальної панелі 26 виконані з'єднувальні засоби у вигляді гребеня 13 і паза 14. Гребінь і паз виконані відповідними один одному, так що коли повинні бути з'єднані дві облицьовувальні панелі, гребінь 13 однієї облицьовувальної панелі може бути введений у паз 14 іншої облицьовувальної панелі. Представлене з'єднання у шпунт і гребінь показане виключно як приклад. З рівня техніки відома безліч різних видів з'єднання у шпунт і гребінь, придатних для використання в рішенні за даним винаходом. У показаному на фіг. 1 прикладі виконання гребінь 13 має контактний засіб 15 у вигляді тонкої контактної смуги, яка знаходиться на нижній стороні гребеня 13 і проходить до нижньої сторони облицьовувальної панелі 26. Нижня сторона паза 14 має інший контактний засіб 20, який також проходить до нижньої сторони облицьовувальної панелі 26. У прикладі виконання за фіг. 1 контактні засоби тільки частково покривають з'єднувальні засоби, тобто гребінь і паз. Проте, як ясно видно на фіг. 1, тим не менш, електричне з'єднання встановлюється між двома облицьовувальними панелями, коли гребінь 13 однієї облицьовувальної панелі введений у відповідний паз 14 іншої облицьовувальної панелі, оскільки в даному випадку, щонайменше, запірний виступ на гребені і запірна канавка на нижній стороні паза 14 покриті контактними засобами. Контактний засіб 15 є, наприклад, тонкою смугою з електропровідного матеріалу, наприклад, такою як тонка мідна смуга. Краще смуга є настільки тонкою або гнучкою, що вона без особливих зусиль може бути вигнута за контуром гребеня або паза. Краще смуга 15 проходить по всій довжині гребеня, тобто по всій довжині поздовжньої сторони облицьовувальної панелі 26, коли гребінь проходить по всій її довжині. На нижній стороні облицьовувальної панелі 26 знаходиться електричний нагрівальний засіб 24, що перебуває у контакті з контактними засобами 15,20. Гребінь 13 має на своїй нижній стороні 17 запірний виступ 19, який краще проходить по всій довжині гребеня, тобто по всій довжині поздовжньої кромки облицьовувальної панелі 26. Виконаний відповідним паз 14 на протилежній стороні облицьовувальної панелі 26 має верхню стінку 21 і нижню стінку 22. У нижній стінці 22 виконана запірна канавка 23, краще також по всій довжині нижньої стінки 22. Як видно на фіг. 1, нижня стінка 22 дещо довша за верхню стінку 21. За рахунок цього полегшується введення гребеня 13 у паз 14, коли дві облицьовувальні панелі 26 з'єднують одна з одною за допомогою виконаних відповідними один одному елементів гребеня і паза. При введенні гребеня у паз запірний виступ 19 щільно затискують у краще виконану відповідною запірну канавку 23 на нижній стінці 22 паза 14. Таким шляхом дві виконані відповідним чином облицьовувальні панелі можуть бути особливо надійно з'єднані одна з одною, оскільки запобігається розмикання з'єднання у площині укладання. З'єднання даного типу можливе і краще у всіх описаних тут прикладах виконання. Оскільки, як це показано, контактні засоби 15 або 20 знаходяться на з'єднувальних засобах, тобто на гребені і пазі, при механічному з'єднанні двох облицьовувальних панелей автоматично встановлюється також електричне з'єднання між контактними засобами 15 і 20. З огляду на те, що контактні засоби у свою чергу перебувають в електричному з'єднанні з нагрівальними засобами 24, які розміщені на верхній та/або нижній стороні облицьовувальних панелей, як це буде пояснено далі, простим чином встановлюється також електричне з'єднання між електричними нагрівальними засобами. Таким чином, не потрібні ніякі додаткові операції або інструменти, щоб додатково до механічного запірного з'єднання двох облицьовувальних панелей встановити також їх електричне з'єднання. В результаті виконана таким чином система облицювання може бути укладена некваліфікованим персоналом. Електричний нагрівальний засіб забезпечує нагрівання площі і утворений електропровідним шаром 24 (представлений заштрихованим) і закладеним у ньому паперовим волокнистим матеріалом 27. Електропровідний шар 24 нанесений у вигляді плинного середовища і складається, наприклад, з графітового лаку або вуглецевого лаку, або з їх суміші. Краще після того, як облицьовувальні панелі обладнані контактними засобами, на нижні сторони облицьовувальних панелей наносять плинне середовище, яке після висихання утворює електропровідний шар 24, причому в цьому випадку електропровідний шар наносять також на контактні засоби. Нанесення електропровідного шару може проводитися способами фарбування напиленням, нанесення валиком, раклею, трафаретним друком або струминним друком або комбінацією цих способів. Особливо кращий спосіб лиття із заливанням плинного 2 2 середовища з витратою від 10 до 350 г/м , особливо краще від 120 до 250 г/м , причому плинне середовище містить від 30 до 80 % твердих речовин. Для підвищення електропровідності такого плинного середовища воно може бути забезпечене вуглецевими або графітовими частинками. У електропровідний шар закладений паперовий волокнистий матеріал 27, що утворює армуючий прошарок. Паперовий волокнистий матеріал 27 накочують на ще мокрий 6 UA 97899 C2 5 10 15 20 25 30 35 40 45 50 55 60 електропровідний шар, тобто на плинне середовище. При цьому паперовий волокнистий матеріал 27 приймає рідину від плинного середовища і висихає разом з ним, утворюючи композитний матеріал. Краще паперовий волокнистий матеріал 27 наносять або накочують також на електричні контактні засоби. Сушіння краще виконують у декілька етапів, починаючи з низької температури приблизно від 60 до 100 °C і закінчуючи температурою приблизно від 120 до 130 °C. Під електричними нагрівальними засобами знаходиться додаткове не обов'язкове покриття або теплоізоляційний шар 25, який може складатися, наприклад, з неелектропровідного нетканого або волокнистого полотнища. Для забезпечення хорошого з'єднання шарів цей теплоізоляційний шар може бути наклеєний на нагрівальний засіб або проклеєний і оброблений каландруванням. Само собою зрозуміло, що описана конструкція нагрівального засобу може бути забезпечена струмом за допомогою інших або відомих контактних засобів, проте описані тут контактні засоби є кращими. На фіг. 2 на вигляді в поперечному розрізі показана облицьовувальна панель 30 в іншому прикладі виконання. На верхній стороні облицьовувальної панелі 30 схематично позначені три шари. Самий верхній шар є покривним шаром 36, наприклад, з паперу, який забезпечений фенольною смолою та зносостійкими частинками, такими як корундові частинки, і служить захисним шаром. Середній шар є декоративним прошарком 31, таким який зазвичай використовується в ламінатних панелях для надання панелі вигляду справжнього паркету. Під ним знаходиться верхній серединний прошарок 32. На нижній стороні облицьовувальної панелі 30 також є шарувата система. Перший шар на нижній стороні облицьовувальної панелі 30 є нижнім серединним шаром 33. Під ним знаходиться паперовий шар 34 протидії жолобленню, який повинен перешкоджати жолобленню шаруватої панелі, тобто облицьовувальної панелі 30. Під ним знаходиться звукопоглинальний шар 35, зазвичай завтовшки 0,3 мм. Електричні контактні засоби 15 і 20 проходять частково по нижній стороні облицьовувальної панелі 30 і частково накладені на звукопоглинальний шар 35. Під звукопоглинальним шаром 35 знову ж таки розташований електричний нагрівальний засіб у вигляді плоского нагрівального засобу. Тут плоский нагрівальний засіб також складається з електропровідного шару 24 і закладеного в ньому паперового волокнистого матеріалу 27. На фіг. 2 добре видно, яким чином кінці контактних засобів 15,20 перебувають у контакті з плоским нагрівальним засобом. Подібно до прикладу виконання за фіг. 1 під плоским нагрівальним засобом як необов'язковий розташований теплоізоляційний шар 25. Для фахівця в даній області само собою зрозуміло, що зазвичай усі шари жорстко зв'язані між собою для утворення облицьовувальної панелі товщиною в декілька міліметрів. На фіг. 3 схематично показана структура іншої шаруватої панелі 40. Позицією 43 позначена несуча панель, наприклад, з фіброліту високої або середньої щільності, яка утворює власне структурну серцевину шаруватої панелі 40. Самий верхній шар 41 утворений з покривного матеріалу або декоративного паперу. Під ним, тобто між панеллю з фіброліту високої щільності і покривним шаром 41 або декоративним папером, розташований нагрівальний засіб 42 -у вигляді описаного вище електричного плоского нагрівального засобу, який містить електропровідний шар і закладений у ньому паперовий волокнистий матеріал. Під несучою панеллю 43 знаходиться серединний шар 44 з крафт-паперу. Під ним знову ж таки знаходиться паперовий шар 45 протидії жолобленню і далі звукопоглинальний шар 46. Як це зрозуміло фахівцеві в даній області, електричні контактні засоби також можуть електрично з'єднувати такі шаруваті панелі, на яких електричні нагрівальні засоби 42 розташовані на верхній стороні панелі. Для цього контактні засоби повинні бути виконані таким чином, як це показано на фіг. 1, і проходять тільки до верхньої сторони облицьовувальної панелі, щоб перебувати у контакті з нагрівальним засобом. Проте в даному випадку немає необхідності у тому, щоб контактні засоби проходили до нижньої сторони облицьовувальної панелі. На фіг. 4 схематично представлена система 50 обігріваного облицювання. Система 50 облицювання складається з множини облицьовувальних панелей, наприклад, таких як облицьовувальні панелі 51, 52 і 53. Як видно на фіг. 4, облицьовувальні панелі мають на своїх краях електричні контактні засоби 54, які проходять по суті по всій довжині поздовжніх сторін облицьовувальних панелей. Добре видно, що деякі облицьовувальні панелі коротші за інші, щоб пристосувати форму системи облицювання до конкретних умов, наприклад, до приміщення, у якому повинна бути прокладена система облицювання. Оскільки електричний контактний засіб проходить по всій поздовжній стороні облицьовувальних панелей, вони можуть бути просто відрізані за розміром без перешкод електричному з'єднанню панелей. Крім того, закладений в електропровідний шар армуючий прошарок перешкоджає тому, щоб під час різання панелей електропровідний шар розшаровувався або видавлювався з них. Позицією 55 7 UA 97899 C2 5 10 15 20 25 30 35 40 45 50 55 60 позначений електричний модуль електропостачання системи 50 облицювання. Така система облицювання за винаходом крім інших переваг має ту перевагу, що завдяки можливості простого електричного з'єднання електричних нагрівальних засобів вона може бути змонтована некваліфікованим персоналом. На фіг. 5 показана система 60 облицювання, зібрана з трьох окремих систем 61,62 і 63 облицювання, кожна з яких оснащена власним джерелом 64, 65 або 66 електропостачання. Модульна конструкція системи 60 облицювання дозволяє використовувати кілька невеликих апаратів 64, 65, 66 електропостачання замість одного великого. При цьому можуть використовуватися трансформатори типової потужності в декілька сотень ватів, наприклад, у 700 Вт, які також можуть під'єднуватися або установлюватися персоналом без особливої кваліфікації. При типовій потужності плоского нагрівального засобу в декілька десятків ватів на 2 квадратний метр, приблизно до 100 Вт/м , за допомогою такого невеликого трансформатора 2 може забезпечуватися живлення, наприклад, поверхні площею 10 м . Крім того, апарати електропостачання можуть бути оснащені системою дистанційного керування та/або температурними датчиками, щоб полегшити експлуатацію і обслуговування системи обігріваного облицювання. На фіг. 6 схематично показаний електричний контактний засіб у альтернативному прикладі виконання. На кресленні схематично показана облицьовувальна панель 70 на вигляді знизу. Облицьовувальна панель 70 має плоский електричний нагрівальний пристрій 71, який виконаний відповідно до описаних вище електричних нагрівальних засобів, тобто утворений електропровідним шаром з електропровідного графітового або вуглецевого лаку, в якому закладений паперовий волокнистий матеріал, що створює армуючий прошарок. На плоскому нагрівальному пристрої 71 розміщені два електричні контактні засоби 72 і 73. Контактні засоби 72 і 73 складаються, наприклад, з тонких електропровідних металевих смуг, які жорстко з'єднані з плоским нагрівальним пристроєм 71, наприклад, приклеєні до нього. При цьому паперовий волокнистий матеріал може бути розміщений або поверх контактних засобів 72 і 73, так що контактні засоби також закладені в паперовий волокнистий матеріал, або він може бути передбачений між електропровідним шаром і контактними засобами 72 і 73, при цьому повинен бути забезпечений електричний контакт між електропровідним шаром і контактними засобами 72 і 73. У цьому альтернативному рішенні описані електричні нагрівальні засоби також можуть бути забезпечені електричним струмом. Проте фахівцеві в даній області зрозуміло, що можуть бути й інші альтернативні рішення для забезпечення взаємодії з електричними нагрівальними засобами. У ті періоди, коли нагрівання не здійснюється, система змінного струму може експлуатуватися з дуже низькою потужністю або з перервами, за рахунок чого може запобігатися ефект корозії через вологість або гальванічний ефект різниці потенціалів в електропровідних контактних засобах. Такий превентивний захист особливо відчутний при використанні постійного струму. Накладання електричних контактних засобів на з'єднувальні засоби може проводитися різними шляхами. Так наприклад, можуть використовуватися тонкі контактні смуги з міді або алюмінію, або легованої сталі, які мають клейке покриття, яке краще має електропровідність. При цьому спочатку може бути нанесений плоский нагрівальний шар, а потім електричні контактні засоби або навпаки. Як матеріал для електричних контактних засобів може використовуватися, наприклад, електропровідна мідна фольга, така як "Conductor Copper Fuel Tape" фірми D&M International, A-8451 Хаймшу. Придатні також інші матеріали, наприклад, матеріали типу 1183 фірми ЗМ Electrical Products Division, Остін, Техас, СІЛА. У альтернативних способах виготовлення, наприклад, на нижню сторону шаруватої панелі по краю в поздовжньому напрямі накладають тонку електропровідну фольгу, таку як мідна або алюмінієва фольга, або фольга з легованої сталі, яка може бути покрита відповідним зовнішнім шаром покриття. Потім тонку фольгу напресовують або щільно обтискують навколо з'єднувальних засобів. Краще пресування здійснюють так, щоб на переході між фольгою і верхньою поверхнею панелі не було виступів. На закінчення на нижню сторону панелі може бути нанесений плоский нагрівальний елемент, причому цей плоский нагрівальний елемент приводиться у контакт, щонайменше, з частиною фольги. Електричний контакт між фольгою і нагрівальним засобом може бути поліпшений шляхом додаткового пресування. Контактні смуги можуть бути додатково покриті оловом або нікельовані. Плинне середовище, що утворює електропровідний шар, може бути нанесене також у вигляді електропровідної пасти або фарби, або лаку, що мають відповідну в'язкість і властивості висихання. Вирішальним чинником тут є тільки те, що у це, створююче електропровідний шар плинне середовище, може бути введений армуючий прошарок таким чином, що він виявляється 8 UA 97899 C2 закладеним у затверділому шарі. Як приклад можуть використовуватися вуглецеві або графітові пігменти з полімерною матрицею. Оскільки такий нагрівальний шар сам по собі має товщину усього в декілька мікронів, різниця в тепловому розширенні між нагрівальним шаром і іншими компонентами облицьовувальної панелі не грає ніякої ролі. 5 ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 60 1. Система обігріваного облицювання для підлог, стель і стін, що містить: - облицьовувальні панелі (26) з декоративною верхньою стороною (11) і нижньою стороною (12), переважно ламінатні панелі, фанерні панелі і паркетні панелі, причому - облицьовувальні панелі щонайменше на одній поздовжній кромці мають з'єднувальні засоби (13, 14) для забезпечення можливості з'єднання облицьовувальних панелей одна з одною, при цьому - облицьовувальні панелі обладнані електричними нагрівальними засобами (24) і містять електричні контактні засоби (15) для забезпечення можливості електричного з'єднання облицьовувальних панелей одна з одною, при цьому - електричні нагрівальні засоби (24) містять електропровідне плинне середовище у вигляді сухого шару, яка відрізняється тим, що плинне середовище нанесене на облицьовувальні панелі в рідкому стані, а електричні нагрівальні засоби (24) додатково містять щонайменше один армуючий прошарок (27), який щонайменше частково закладений в електропровідний шар, причому армуючий прошарок краще є нетканим матеріалом, папером, тканиною або сіткою. 2. Система обігріваного облицювання за п. 1, яка відрізняється тим, що електричні контактні засоби (15) щонайменше частково розміщені на з'єднувальних засобах (13, 14), так що за допомогою введення один в одний відповідних з'єднувальних засобів двох панелей може бути установлене електричне з'єднання між цими панелями. 3. Система обігріваного облицювання за п. 1 або 2, яка відрізняється тим, що армуючий прошарок (27) складається з целюлозних або бавовняних волокон і має, особливо, вагу одиниці 2 2 поверхні від 10 до 600 г/м , краще від 30 до 90 г/м . 4. Система обігріваного облицювання за будь-яким з пп. 1-3, яка відрізняється тим, що з'єднувальні засоби (13, 14) складаються з виконаних відповідними елементів паза і гребеня, причому з'єднувальні засоби передбачені щонайменше на двох протилежних поздовжніх сторонах облицьовувальних панелей (26). 5. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що контактні засоби (15) проходять по суті по всій довжині з'єднувальних засобів (13, 14) та/або контактні засоби складаються з електропровідних елементів типу смуг, та/або контактні засоби складаються з електропровідної металевої фольги, причому електропровідна металева фольга виготовлена з міді, алюмінію або легованої сталі та/або з покритої оловом мідної смуги. 6. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що контактні засоби (15) напресовані та/або наклеєні на з'єднувальні засоби (13, 14) та/або контактні засоби закріплені на з'єднувальних засобах за допомогою клейкої стрічки. 7. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що з'єднувальні засоби (13, 14) складаються з виконаних відповідними елементів паза і гребеня, а контактні засоби (15) складаються з електропровідної металевої фольги, причому металева фольга покриває щонайменше частково внутрішню сторону нижньої стінки паза і щонайменше частково нижню сторону гребеня. 8. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що електропровідний шар (24) складається з графітового лаку або вуглецевого лаку, або їх суміші, причому плинне середовище, що утворює після твердіння електропровідний шар, забезпечують вуглецевими або графітовими частинками, та/або плинне середовище містить наночастки або багатостінні вуглецеві нанотрубки, що мають електропровідність, для посилення електропровідності та/або для надання електропровідності плинному середовищу. 9. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що армуючий прошарок (27) здійснює всмоктувальну або осмотичну дію на плинне середовище, що створює електропровідний шар. 10. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що армуючий прошарок (27) лише частково закладений в сухий шар. 11. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що енергопостачання (55) здійснюється змінним струмом з напругою менше 42 В, зокрема 2 38 В, і/або споживання потужності не перевищує 120 Вт/м , причому система облицювання 9 UA 97899 C2 5 10 15 20 25 30 35 містить систему автоматичного регулювання температури, яка підтримує температуру зовнішньої поверхні облицьовувальних панелей в діапазоні від 18 до 32 °С, при цьому плоский 2 електричний нагрівальний пристрій має поверхневий опір від 100 до 500 Ом/м , краще від 250 2 до 300 Ом/м . 12. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що нижня сторона облицьовувальної панелі має звукопоглинальний шар, причому звукопоглинальний шар розташований між нижньою стороною облицьовувальної панелі і електричним нагрівальним засобом та/або, виходячи від нижньої сторони облицьовувальної панелі, є наступна шарувата система: - звукопоглинальний шар, - електричний нагрівальний засіб, що містить щонайменше частково закладений армуючий прошарок, - теплоізоляційний шар. 13. Система обігріваного облицювання за будь-яким з попередніх пунктів, яка відрізняється тим, що плинне середовище наносять на облицьовувальні панелі в рідкому стані і армуючий прошарок (27) наносять на ще вологе плинне середовище для щонайменше часткового закладання армуючого прошарку в сухий шар. 14. Спосіб виготовлення системи обігріваного облицювання для підлог, стель і стін, який містить етапи: - готують облицьовувальну панель з декоративною верхньою стороною і нижньою стороною, зокрема ламінатну панель, фанерну панель або паркетну панель; - готують електропровідне плинне середовище, особливо, забезпечене вуглецевими або графітовими частинками та/або таке, що містить наночастки або багатостінні вуглецеві нанотрубки, що мають електропровідність; - наносять плинне середовище на облицьовувальну панель, зокрема, способом лиття, напиленням, нанесенням валиком, раклею, трафаретним друком або струминним друком або комбінацією цих способів, причому плинне середовище наносять на облицьовувальну панель з 2 2 витратою від 10 до 350 г/м , особливо, від 120 до 250 г/м ; - наносять армуючий прошарок, зокрема нетканий матеріал, папір, тканину або сітку, на ще не затверділе плинне середовище, причому армуючий прошарок краще накочують, зокрема, необоротним чином склеюють з плинним середовищем, при цьому нанесення армуючого прошарку краще проводять при температурі від 15 до 85 °С і наносять армуючий прошарок зі швидкістю від 10 до 250 м/хв, краще від 60 до 90 м/хв; - сушать облицювальну панель, краще при температурі до 130 °С. 15. Система обігріваного облицювання для підлог, стель і стін, виготовлена способом за п. 14. 10 UA 97899 C2 11 UA 97899 C2 12 UA 97899 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 13
ДивитисяДодаткова інформація
Назва патенту англійськоюHeated lining system
Автори англійськоюDohring, Dieter, Macher, David, Kremer, Gerhard
Назва патенту російськоюСистема обогреваемой облицовки
Автори російськоюДьоринг Дитер, Махер Давид, Кремер Герхард
МПК / Мітки
МПК: F24D 13/02, H05B 3/20, H05B 3/14
Мітки: облицювання, система, обігріваного
Код посилання
<a href="https://ua.patents.su/15-97899-sistema-obigrivanogo-oblicyuvannya.html" target="_blank" rel="follow" title="База патентів України">Система обігріваного облицювання</a>
Спосіб облицювання м’яких меблів та автомобільних крісел
Номер патенту: 40454
Опубліковано: 10.04.2009
Автор: Лордкіпанідзе Микола Борисович
МПК: A47C 27/00
Мітки: меблів, крісел, спосіб, автомобільних, облицювання, м'яких
Формула / Реферат:
1. Спосіб облицювання м'яких меблів, в тому числі автомобільних крісел, який відрізняється тим, що для облицювання використовують покриття натуральної та агломерованої кори пробкового дуба.2. Спосіб за п. 1, який відрізняється тим, що підготованими для облицювання частинами покриття кори пробкового дуба замінюють попередньо видалений покрив м'яких меблів.3. Спосіб за п. 1, який відрізняється тим, що для кріплення підготованих...
Панель уніфікована зовнішнього облицювання задньої частини даху кузовів автобусів
Номер патенту: 16381
Опубліковано: 15.08.2006
Автор: Войтків Станіслав Володимирович
МПК: B62D 31/00
Мітки: автобусів, панель, даху, облицювання, задньої, кузовів, частини, зовнішнього, уніфікована
Формула / Реферат:
Панель уніфікована зовнішнього облицювання задньої частини даху кузовів автобусів, що може виготовлятися на універсальному обладнанні методом електрогідравлічного штампування, яка відрізняється тим, що складається з двох симетричних половин, тригранні вершини яких виконані у формі сфери, а ребра - у формі радіусних поверхонь, кожна з половин містить по три зони відрізання зайвих частин для отримання необхідних розмірних параметрів панелі,...
Підсвічуюче і обігріваюче облицювання з соляних панелей
Номер патенту: 55356
Опубліковано: 10.12.2010
Автор: Рената Павлюкова
МПК: A61G 10/02
Мітки: панелей, соляних, облицювання, підсвічуюче, обігріваюче
Формула / Реферат:
1. Підсвічуюче і обігріваюче облицювання з соляних панелей для соляних приміщень, яке відрізняється тим, що воно містить принаймні один елемент освітлення (4), розміщений між несучою стіною (51) і принаймні однією соляною панеллю (1), яка має принаймні один монтажний отвір (13) з кріпильною втулкою (131) і виконана у вигляді з'єднувального шару (12), на якому зверху прикріплені кристали солі (11) у співвідношенні 0,1-99 % мас. % кам'яної...
Панель уніфікована зовнішнього облицювання передньої частини даху кузовів автобусів
Номер патенту: 15203
Опубліковано: 15.06.2006
Автор: Войтків Станіслав Володимирович
МПК: B62D 31/00, B62D 25/06
Мітки: кузовів, даху, автобусів, зовнішнього, облицювання, передньої, частини, уніфікована, панель
Формула / Реферат:
1. Панель уніфікована зовнішнього облицювання передньої частини даху кузовів автобусів, яка відрізняється тим, що виконана у формі суцільної заготовки, яка містить вісім зон відрізання зайвих частин для отримання необхідних розмірних параметрів панелі, призначеної для конкретної моделі автобуса з оригінальним зовнішнім виглядом, властивим лише одному із кількох модельних рядів автобусів.2. Панель за п. 1, яка відрізняється тим, що...
Пристрій для кріплення облицювання
Номер патенту: 45616
Опубліковано: 15.04.2002
Автор: Націєвський Сергій Юрійович
МПК: E04F 13/07
Мітки: облицювання, кріплення, пристрій
Формула / Реферат:
1. Пристрій для кріплення облицювання, який складається з дюбеля з шурупом, несучого елемента та підоблицювального профілю, який відрізняється тим, що несучий елемент виконаний у вигляді, щонайменше, однієї шайби з прорізом.2. Пристрій за п. 1, який відрізняється тим, що несучий елемент може бути виконаний у вигляді набору шайб різної товщини.
Попередній патент: Полімерний матеріал на основі молочної кислоти
Наступний патент: Спосіб визначення трофічного статусу водойм
Випадковий патент: Спосіб фізичного моделювання процесів пророблення структури в безперервнолитих злитках при пластичній деформації