Пристрій для обробляння пластичних матеріалів



Формула / Реферат
1. Пристрій для попереднього обробляння та подальшого транспортування, пластифікації або агломерації пластичних матеріалів, зокрема, термопластичних відходів з метою повторного використання, що містить бункер (1) для матеріалу, що обробляється, в якому знаходиться принаймні один змішувальний та/або подрібнювальний засіб (3), виконаний з можливістю обертання навколо осі (10) обертання у визначеному напрямку і призначений для перемішування та/або можливо, подрібнення пластичного матеріалу,
у якому отвір (8), для видалення попередньо обробленого пластичного матеріалу зсередини бункера (1), виконаний у бічній стінці (9) бункера (1) на рівні змішувального та/або подрібнювального засобу (3) або найнижчого з них, найближчого до днища,
у якому передбачений принаймні один конвеєр (5), зокрема, один екструдер (5), для приймання попередньо обробленого матеріалу, який має принаймні один шнек (6), виконаний з можливістю обертатися у корпусі (16) і чинити, зокрема, пластифікуючу або агломеруючу дію, причому корпус (16) має на своєму кінці (7) або у стінці оболонки приймальний отвір (80) для приймання матеріалу шнеком (6), а приймальний отвір (80) та отвір (8) з'єднані між собою,
який відрізняється тим, що для кожної окремої точки у всій зоні отвору (8) скалярний добуток вектора (19) напрямку, який є паралельним дотичній до окружності, описаної крайньою у радіальному напрямку точкою змішувального та/або подрібнювального засобу (3), і який спрямований у напрямку (12) руху змішувального та/або подрібнювального засобу (3), під час його обертання повз вказані окремі точки отвору (8) та перед ними, на вектор (17) напрямку подання екструдера дорівнює нулю або є негативним,
а діаметр ![]() бункера (1) пов'язаний з діаметром d шнека (6) наступним співвідношенням:
бункера (1) пов'язаний з діаметром d шнека (6) наступним співвідношенням:
![]() ,
,
де
![]() - внутрішній діаметр у мм циліндричного бункера (1) колового перерізу або внутрішній діаметр у мм уявного циліндричного бункера колового перерізу, який має таку саму висоту й розрахований на такий само обсяг,
- внутрішній діаметр у мм циліндричного бункера (1) колового перерізу або внутрішній діаметр у мм уявного циліндричного бункера колового перерізу, який має таку саму висоту й розрахований на такий само обсяг,
![]() - середній діаметр шнека (6) у мм або діаметр шнека (6), найближчого до приймального отвору (80),
- середній діаметр шнека (6) у мм або діаметр шнека (6), найближчого до приймального отвору (80),
![]() - константа в межах від 60 до 180.
- константа в межах від 60 до 180.
2. Пристрій за п. 1, який відрізняється тим, що константа ![]() має значення від 90 до 170.
має значення від 90 до 170.
3. Пристрій за пп. 1 або 2, який відрізняється тим, що відстань (А) крайньої радіальної точки найнижчого змішувального та/або подрібнювального засобу (3), або відстань (А) окружності, описаної цією точкою, від внутрішньої поверхні бічної стінки (9) бункера (1) більше або дорівнює 20 мм, зокрема, від ³20 мм до 60 мм.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що кут (b) між вектором (19) напрямку руху під час обертання, та вектором (17) напрямку подання конвеєра (5), виміряний у точці перетину двох векторів напрямку (17, 19) у середині отвору (8), становить від 170° до 180°.
5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що відстань (18) зсуву між подовжньою віссю (15) конвеєра (5) або шнека (6), найближчого до приймального отвору (80), та радіусом (11), паралельним подовжній осі (15), більше або дорівнює половині внутрішнього діаметра корпусу (16) конвеєра (5) або шнека (6), та/або більше або дорівнює 7 %, а краще більше або дорівнює 20 % радіуса бункера (1), або тим, що відстань (18) більше або дорівнює радіусу бункера (1).
6. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що уявне продовження подовжньої осі (15) конвеєра (5) у напрямку, протилежному напрямку подання, являє собою січну відносно перерізу бункера (1) і принаймні частково проходить крізь простір усередині бункера (1).
7. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що конвеєр (5) приєднаний тангенціально до бункера (1) або проходить тангенціально відносно перерізу бункера (1), або подовжня вісь (15) конвеєра (5) або шнека (6) або подовжня вісь шнека (6), найближчого до приймального отвору (80), проходить тангенціально відносно внутрішнього боку бічної стінки (9) бункера (1), або тангенціально проходить внутрішня стінка корпусу (16), або оболонка шнека (6), причому до кінця (7) шнека (6) краще приєднаний привод, а шнек на своєму протилежному кінці здійснює подання до вихідного отвору, який, зокрема, являє собою екструзійну голівку й виконаний на кінці корпусу (16).
8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що отвір (8) безпосередньо сполученні з приймальним отвором (80), без ділянки передання або шнека конвеєра.
9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що змішувальний та/або подрібнювальний засіб (3) має засоби та/або лопатки (14), які у напрямку (12) обертання або руху чинять подрібнювальну, різальну або нагрівальну дію на пластичний матеріал, причому засоби та/або лопатки (14) краще встановлені або сформовані на обертовому носії (13) засобів, зокрема, несучому диску (13), встановленому, зокрема, паралельно поверхні днища (2).
10. Пристрій за будь-яким з пп. 1-9, який відрізняється тим, що передні зони або передні кромки (22) змішувальних та/або подрібнювальних засобів (3) або лопаток (14), які діють на матеріал та спрямовані у напрямку (12) обертання або руху, відрізняються за способом утворення, конструкцією, кривизною та/або розташуванням від зон, які знаходяться ззаду відносно напрямку (12).
11. Пристрій за будь-яким з пп. 1-10, який відрізняється тим, що бункер (1) є по суті циліндричним, має круглий поперечний переріз, плоску поверхню днища (2) та орієнтовану вертикально відносно неї бічну стінку (9) у вигляді оболонки циліндра, та/або вісь (10) обертання змішувальних та/або подрібнювальних засобів (3) співпадає з центральною віссю бункера (1), та/або вісь обертання (10) або центральна вісь бункера орієнтована вертикально та/або перпендикулярно до поверхні днища (2).
12. Пристрій за будь-яким з пп. 1-11, який відрізняється тим, що найнижчий носій (13) засобів або найнижчий змішувальний та/або подрібнювальний засіб (3), та/або отвір (8) встановлені близько до днища на невеликій відстані від поверхні днища (2), зокрема, у межах нижньої чверті висоти бункера (1), краще на відстані від 10 до 400 мм від поверхні днища (2).
13. Пристрій за будь-яким з пп. 1-12, який відрізняється тим, що конвеєр (5) являє собою одношнековий екструдер (6) з одним компресійним шнеком (6) або дво- чи багатошнековий екструдер, у якому діаметри d окремих шнеків (6) є однаковими.
Текст
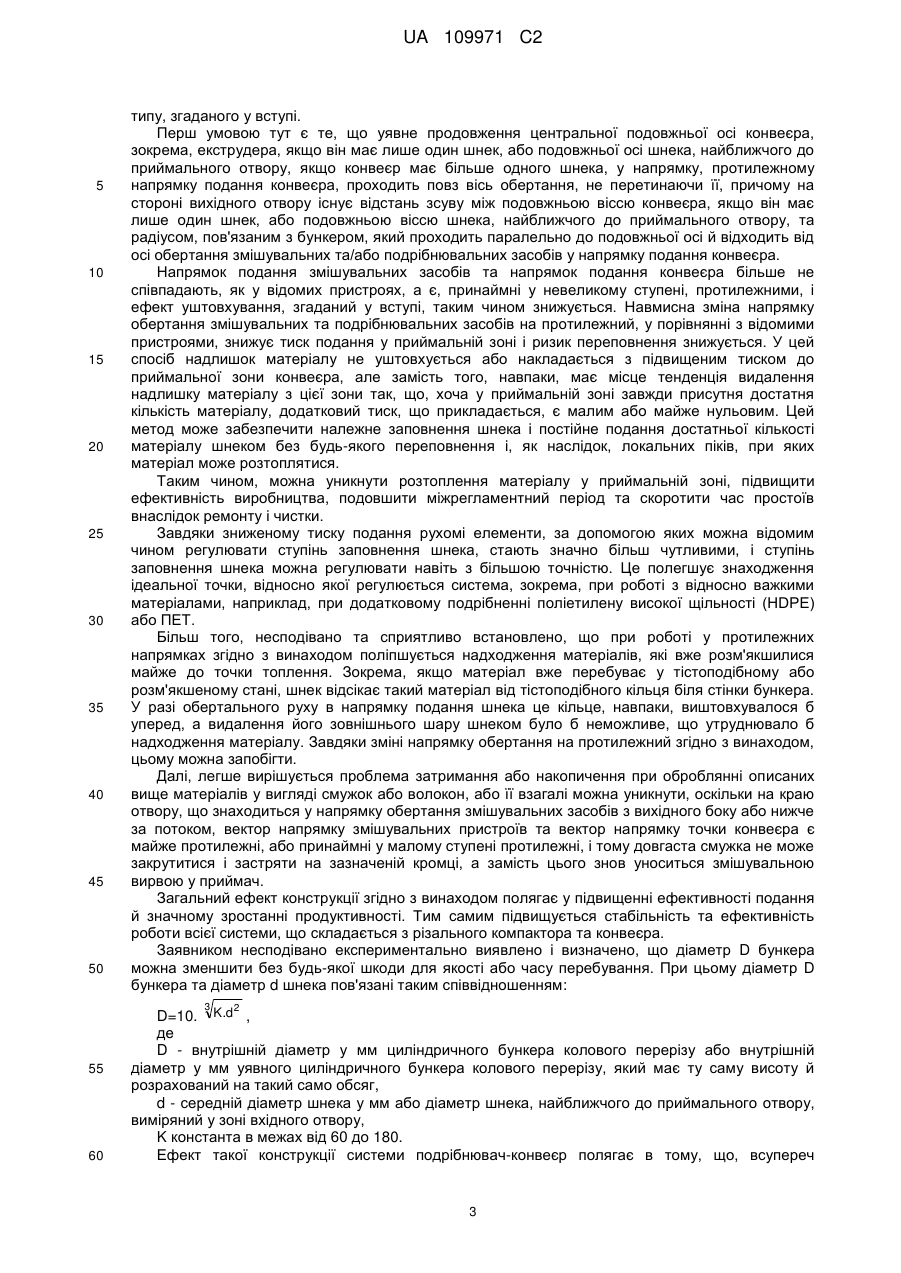
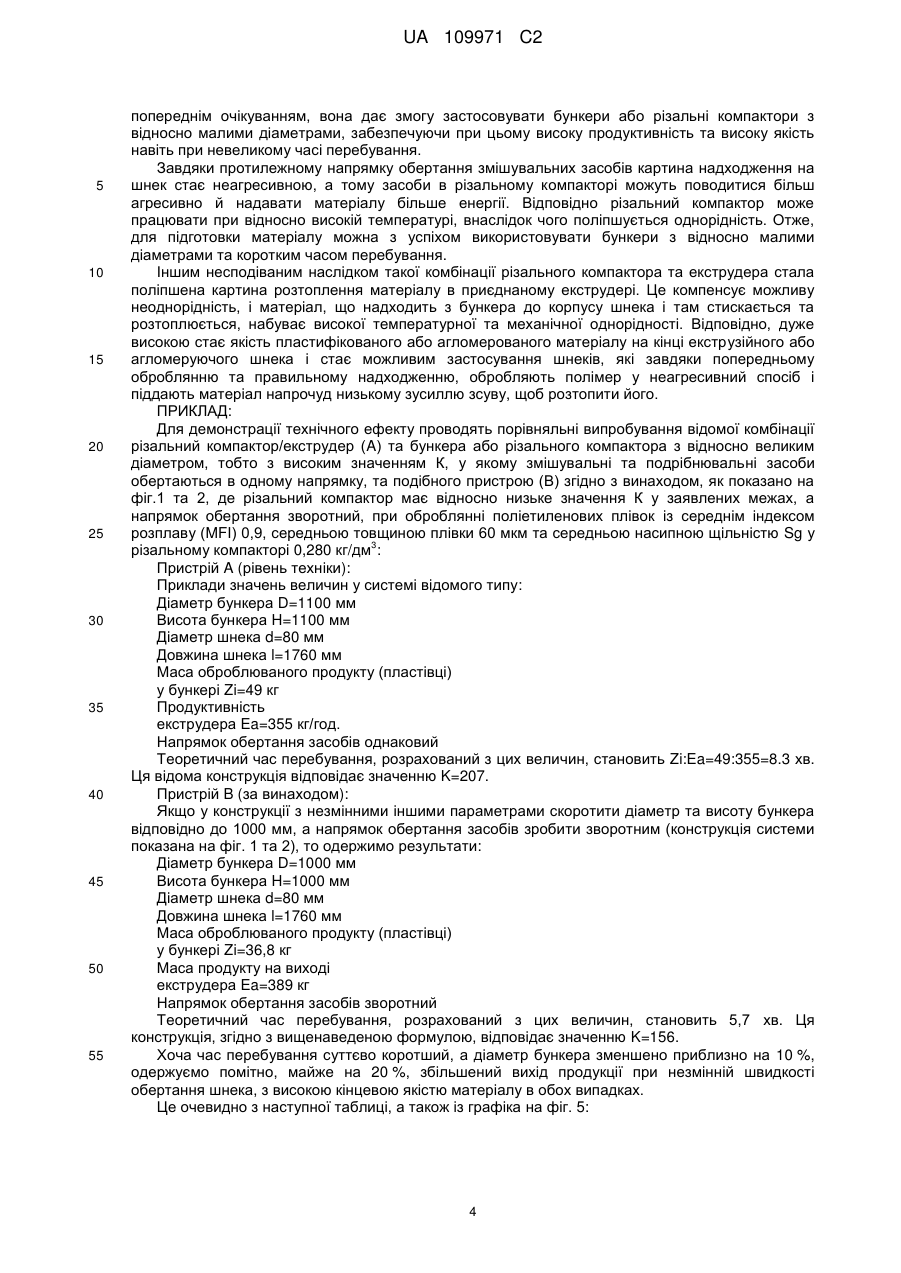
Реферат: Винахід стосується пристрою для попереднього обробляння та подальшого транспортування або пластифікації пластичних матеріалів, який містить бункер (1) зі змішувальним та/або подрібнювальним засобом (3), що обертається навколо осі (10) обертання, у якому у бічній стінці (9) виконаний отвір (8), крізь який може виводитися пластичний матеріал, а конвеєр (5) має принаймні шнек (6), що обертається у корпусі (16). Винахід відрізняється тим, що уявне продовження подовжньої осі (15) конвеєра (5) у напрямку, протилежному напрямку (17) подання конвеєра, проходить повз вісь (10) обертання, а на відпливному боці існує відстань (18) зсуву між подовжньою віссю (15) та радіусом (11), паралельним подовжній осі (15), і що діаметр D бункера (1) пов'язаний з діаметром d шнека (6) наступним співвідношенням: 3 D 10 K d2 , де D - внутрішній діаметр у мм бункера (1), D - діаметр у мм шнека (6), UA 109971 C2 (12) UA 109971 C2 K - константа в межах від 60 до 180. UA 109971 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей винахід стосується пристрою згідно з обмежувальною частиною п. 1 формули. Відомі численні подібні пристрої різних конструкцій, які містять приймач або різальний компактор для подрібнення, нагрівання, розм'якшення та обробляння пластичного матеріалу, що перероблюється, а також приєднаний до нього конвеєр або екструдер для розтоплення підготовленого таким чином матеріалу. Мета полягає в одержанні кінцевого продукту якомога високої якості, здебільшого у вигляді гранул. Наприклад, в EP 123 771 або EP 303 929 описані пристрої з приймачем та приєднаним до нього екструдером, де завантажений до приймача пластичний матеріал подрібнюється шляхом обертання подрібнювальних та змішувальних засобів та робиться текучим і одночасно розігрівається за рахунок енергії, що прикладається. У такий спосіб утворюється суміш, досить однорідна за термічними характеристиками. Ця суміш після належного часу перебування виводиться з приймача у шнековий екструдер і транспортується і у цьому процесі пластифікується або розтопляється. У такій схемі шнековий екструдер розташований приблизно на одному рівні з подрібнювальними засобами. Розм'якшені пластичні частки активно вводяться або набиваються у екструдер змішувальними засобами. Багато таких конструкцій, відомих протягом великого часу, на жаль, не забезпечують одержання на виході шнека належної якості оброблених пластичних матеріалів та/або достатньої продуктивності шнека. Дослідження показали, що вимоги до шнека, встановленого за бункером, у першу чергу пластифікуючого шнека, змінюються у процесі експлуатації, що час перебування у змішувальному бункері для одних партій продукту має бути довшим, ніж для інших, і що деякі партії на шнеку поводяться інакше. Середній час перебування матеріалу в бункері розраховується діленням маси шихти в бункері на масу, вивантажену із шнека, за одиницю часу. Однак цей середній час перебування, як зазначалося, є непридатний для великих порцій оброблюваного матеріалу, а навпаки, відзначаються значні відхилення від цієї середньої величини у більший та менший бік. Ці відхилення можна пояснити різною природою партій продукту, які послідовно надходять до бункера або до шнека, наприклад, різною товщиною пластичного матеріалу, як от обривки плівки тощо, або іншими неконтрольованими факторами. Для термічно та механічно однорідного матеріалу якість продукту, одержаного на вихідному кінці шнека, звичайно поліпшується, коли глибина витків у дозувальній зоні шнека дуже велика, а швидкість обертання шнека підтримується дуже низькою. Однак бажано також збільшити продуктивність шнека або підвищити ефективність, наприклад, всієї системи подрібнювачекструдер, а для цього треба збільшити швидкість обертання шнека, а відтак і зусилля зсуву. Втім, внаслідок того шнек піддає оброблюваний матеріал збільшеній механічній та термічній напрузі, що погрожує пошкодженням молекулярних ланцюгів пластичного матеріалу. Це також спричинює прискорене спрацьовування шнека та його корпусу, зокрема, при оброблянні вторинного матеріалу, за рахунок присутніх у ньому забруднень – абразивних часток, часток металу тощо, які призводять до сильного спрацювання металевих частин шнека або його підшипників, які ковзають одна по одній. Втім, як у шнеках з повільним ходом та глибоким вирізом (великою глибиною витка), так і у швидкохідних шнеках, як зазначалося, мають місце відмінності у якості матеріалу, що надходить до шнека, наприклад, відмінності у розмірі пластівців та/або температурі пластичного матеріалу, які негативно впливають на однорідність пластичного матеріалу, що отримується на виході шнека. Щоб компенсувати цю неоднорідність, на практиці доводиться збільшувати температурний профіль екструдера, що означає надання додаткової енергії пластичному матеріалу, піддаючи таким чином пластичний матеріал термічному пошкодженню, та означає збільшення енерговитрат. Також при цьому знижується в'язкість пластичного матеріалу, одержуваного на виході екструдера, матеріал стає більш текучим і гірше піддається подальшому оброблянню. Як бачимо, технологічні параметри, необхідні для одержання на виході шнека матеріалу високої якості, є взаємно суперечливі. Спочатку намагалися вирішити цю проблему збільшенням діаметра різального компактора відносно діаметра шнека. Збільшення розмірів бункера проти звичайних поліпшує механічну та теплову однорідність пластичного матеріалу, що проходить попереднє обробляння в бункері. Це спричинено тим, що частка маси безперервно обновлюваного "холодного" матеріалу в загальній масі матеріалу, присутнього у бункері і вже у деякому ступені обробленого, менша, ніж у звичайних умовах, а середній час перебування пластичного матеріалу в бункері суттєво подовжується. Це скорочення масового співвідношення сприятливо впливає на теплову та механічну однорідність матеріалу, що надходить до корпусу шнека з бункера, а це поліпшує якість пластифікованого або агломерованого матеріалу на кінці шнека екструдера або шнека 1 UA 109971 C2 5 10 15 20 25 30 35 40 45 50 55 60 агломератора, оскільки продукт, що потрапляє до входу шнека, має хоча б приблизно однакову механічну та теплову однорідність, а тому немає потреби забезпечувати цю однорідність на шнеку. Теоретично час перебування оброблюваного пластичного матеріалу в бункері приблизно однаковий. Більш того, система такого типу із збільшеним бункером менш чутлива до точності завантажуваних партій, ніж відомі системи. Отже, системи такого типу в принципі працездатні та ефективні. Однак, хоча системи, у яких бункери або різальні компактори мають великі діаметри, наприклад, 1500 мм або більше, з відносно довгим часом перебування, функціонують добре й забезпечують високу якість обробленого матеріалу, вони не є ідеальні, бо займають багато місця, не досить ефективні й виділяють велику кількість тепла. Також cпільною ознакою відомих систем є те, що напрямок подання або обертання змішувальних та подрібнювальних засобів, а відтак напрямок, у якому частки матеріалу циркулюють у бункері, і напрямок подання конвеєра або екструдера є по суті однакові. Таке вирішення прийнято навмисне, щоб подавати на шнек максимальну кількість матеріалу, або примусово завантажувати шнек. Така концепція подавання часток у шнек конвеєра або шнек екструдера у напрямку ходу шнека також цілком очевидна й перекликається з відомою думкою фахівців, бо це означає, що частки не повинні змінювати напрямок руху й тому немає потреби додавати зусиль для зміни їх напрямку. У цих та пізніших розробках метою було максимізувати заповнення шнека та підсилити цей ефект заповнювання. Наприклад, робилися спроби подовжити вхідну зону екструдера у вигляді конуса або надати подрібнювальним засобам форму серпа, щоб вони на зразок кельми накладали розм'якшений матеріал на шнек. Зсув екструдера на приймальному боці з радіального у тангенціальне положення відносно контейнера ще підсилив уштовхувальну дію та збільшив зусилля, з яким пластичний матеріал від обертального засобу подавався або набивався у екструдер. Системи такого типу в принципі працездатні і працюють задовільно, хоча і з проблемами. Наприклад, з матеріалами з низькою енергомісткістю, як ПЕТ волокна або ПЕТ плівки, або матеріалами, які при низьких температурах стають липкими або розм'якшуються, як полімолочна кислота (PLA), багаторазово спостерігалося, що коли їх примусово уштовхують під тиском до приймальної зони екструдера або конвеєра, це спричинює передчасне розтоплення наступних порцій матеріалу у самій приймальній зоні екструдера або конвеєра або одразу після неї. Це, по-перше, знижує пропускну спроможність екструдера а по-друге, зазначений розтоплений матеріал може затікати назад, до різального компактора або приймача, внаслідок чого до нього будуть прилипати ще не розтоплені пластівці, а сам розтоплений матеріал, у свою чергу, буде охолоджуватися и певної мірою твердіти, утворюючи брили або конгломерати із застиглого у тому чи іншому ступені розплаву та твердих часток пластичного матеріалу. Це спричинить забивання приймальної зони та застигання змішувальних та подрібнювальних засобів. Також знизиться пропускна спроможність або продуктивність екструдера, бо він не буде заповнюватися належним чином. Можливе також припинення руху змішувальних та подрібнювальних засобів. У таких випадках система повинна бути вимкнена та ретельно вичищена. Ще можуть виникати проблеми з полімерними матеріалами, які у різальному компакторі нагрілися майже до точки топлення. У разі переповнення приймальної зони такі матеріали розтопляться, що заважатиме надходженню до конвеєра. Також мають місце проблеми з волокнистими матеріалами, які є здебільшого орієнтовані й лінійні і мають певну кількість подовжніх видовжень й малу товщину або жорсткість, наприклад, пластикова плівка, порізана на смужки. Головна причина полягає в тому, що довгастий матеріал застряє на виході приймального отвору шнека, коли один його кінець лишається у бункері, а другий заходить до приймальної зони. Оскільки змішувальні засоби та шнек рухаються в одному напрямку, або в одному напрямку діють складова напрямку транспортування і складова напрямку тиску на матеріал, обидва кінці смужки піддаються розтягуванню та стисканню в одному напрямку, через що смужка не може вивільнитися. Це призводить до накопичення матеріалу в цій зоні, звуження просвіту вхідного отвору та зменшення ефективності завантаження, а відтак падінню продуктивності. Підвищений тиск подання у цій зоні може, більш того, спричинити розтоплення з наслідками, описаними вище. Отже, в основу винаходу покладене завдання подолати описані недоліки та вдосконалити пристрій описаного у вступі типу таким чином, вхідна зона шнеків працювала безперешкодно, навіть з чутливими або смугастими матеріалами, й забезпечити обробляння цих матеріалів з високою якістю, високою продуктивністю, зберігаючи час та енергію і зводячи до мінімуму потрібний простір. Вирішення цього завдання досягається ознаками відмітної частини п. 1 формули у пристрої 2 UA 109971 C2 5 10 15 20 25 30 35 40 45 50 типу, згаданого у вступі. Перш умовою тут є те, що уявне продовження центральної подовжньої осі конвеєра, зокрема, екструдера, якщо він має лише один шнек, або подовжньої осі шнека, найближчого до приймального отвору, якщо конвеєр має більше одного шнека, у напрямку, протилежному напрямку подання конвеєра, проходить повз вісь обертання, не перетинаючи її, причому на стороні вихідного отвору існує відстань зсуву між подовжньою віссю конвеєра, якщо він має лише один шнек, або подовжньою віссю шнека, найближчого до приймального отвору, та радіусом, пов'язаним з бункером, який проходить паралельно до подовжньої осі й відходить від осі обертання змішувальних та/або подрібнювальних засобів у напрямку подання конвеєра. Напрямок подання змішувальних засобів та напрямок подання конвеєра більше не співпадають, як у відомих пристроях, а є, принаймні у невеликому ступені, протилежними, і ефект уштовхування, згаданий у вступі, таким чином знижується. Навмисна зміна напрямку обертання змішувальних та подрібнювальних засобів на протилежний, у порівнянні з відомими пристроями, знижує тиск подання у приймальній зоні і ризик переповнення знижується. У цей спосіб надлишок матеріалу не уштовхується або накладається з підвищеним тиском до приймальної зони конвеєра, але замість того, навпаки, має місце тенденція видалення надлишку матеріалу з цієї зони так, що, хоча у приймальній зоні завжди присутня достатня кількість матеріалу, додатковий тиск, що прикладається, є малим або майже нульовим. Цей метод може забезпечити належне заповнення шнека і постійне подання достатньої кількості матеріалу шнеком без будь-якого переповнення і, як наслідок, локальних піків, при яких матеріал може розтоплятися. Таким чином, можна уникнути розтоплення матеріалу у приймальній зоні, підвищити ефективність виробництва, подовшити міжрегламентний період та скоротити час простоїв внаслідок ремонту і чистки. Завдяки зниженому тиску подання рухомі елементи, за допомогою яких можна відомим чином регулювати ступінь заповнення шнека, стають значно більш чутливими, і ступінь заповнення шнека можна регулювати навіть з більшою точністю. Це полегшує знаходження ідеальної точки, відносно якої регулюється система, зокрема, при роботі з відносно важкими матеріалами, наприклад, при додатковому подрібненні поліетилену високої щільності (HDPE) або ПЕТ. Більш того, несподівано та сприятливо встановлено, що при роботі у протилежних напрямках згідно з винаходом поліпшується надходження матеріалів, які вже розм'якшилися майже до точки топлення. Зокрема, якщо матеріал вже перебуває у тістоподібному або розм'якшеному стані, шнек відсікає такий матеріал від тістоподібного кільця біля стінки бункера. У разі обертального руху в напрямку подання шнека це кільце, навпаки, виштовхувалося б уперед, а видалення його зовнішнього шару шнеком було б неможливе, що утруднювало б надходження матеріалу. Завдяки зміні напрямку обертання на протилежний згідно з винаходом, цьому можна запобігти. Далі, легше вирішується проблема затримання або накопичення при оброблянні описаних вище матеріалів у вигляді смужок або волокон, або її взагалі можна уникнути, оскільки на краю отвору, що знаходиться у напрямку обертання змішувальних засобів з вихідного боку або нижче за потоком, вектор напрямку змішувальних пристроїв та вектор напрямку точки конвеєра є майже протилежні, або принаймні у малому ступені протилежні, і тому довгаста смужка не може закрутитися і застряти на зазначеній кромці, а замість цього знов уноситься змішувальною вирвою у приймач. Загальний ефект конструкції згідно з винаходом полягає у підвищенні ефективності подання й значному зростанні продуктивності. Тим самим підвищується стабільність та ефективність роботи всієї системи, що складається з різального компактора та конвеєра. Заявником несподівано експериментально виявлено і визначено, що діаметр D бункера можна зменшити без будь-якої шкоди для якості або часу перебування. При цьому діаметр D бункера та діаметр d шнека пов'язані таким співвідношенням: 3 55 60 2 D=10. K.d , де D - внутрішній діаметр у мм циліндричного бункера колового перерізу або внутрішній діаметр у мм уявного циліндричного бункера колового перерізу, який має ту саму висоту й розрахований на такий само обсяг, d - середній діаметр шнека у мм або діаметр шнека, найближчого до приймального отвору, виміряний у зоні вхідного отвору, K константа в межах від 60 до 180. Ефект такої конструкції системи подрібнювач-конвеєр полягає в тому, що, всупереч 3 UA 109971 C2 5 10 15 20 25 30 35 40 45 50 55 попереднім очікуванням, вона дає змогу застосовувати бункери або різальні компактори з відносно малими діаметрами, забезпечуючи при цьому високу продуктивність та високу якість навіть при невеликому часі перебування. Завдяки протилежному напрямку обертання змішувальних засобів картина надходження на шнек стає неагресивною, а тому засоби в різальному компакторі можуть поводитися більш агресивно й надавати матеріалу більше енергії. Відповідно різальний компактор може працювати при відносно високій температурі, внаслідок чого поліпшується однорідність. Отже, для підготовки матеріалу можна з успіхом використовувати бункери з відносно малими діаметрами та коротким часом перебування. Іншим несподіваним наслідком такої комбінації різального компактора та екструдера стала поліпшена картина розтоплення матеріалу в приєднаному екструдері. Це компенсує можливу неоднорідність, і матеріал, що надходить з бункера до корпусу шнека і там стискається та розтоплюється, набуває високої температурної та механічної однорідності. Відповідно, дуже високою стає якість пластифікованого або агломерованого матеріалу на кінці екструзійного або агломеруючого шнека і стає можливим застосування шнеків, які завдяки попередньому оброблянню та правильному надходженню, обробляють полімер у неагресивний спосіб і піддають матеріал напрочуд низькому зусиллю зсуву, щоб розтопити його. ПРИКЛАД: Для демонстрації технічного ефекту проводять порівняльні випробування відомої комбінації різальний компактор/екструдер (A) та бункера або різального компактора з відносно великим діаметром, тобто з високим значенням К, у якому змішувальні та подрібнювальні засоби обертаються в одному напрямку, та подібного пристрою (В) згідно з винаходом, як показано на фіг.1 та 2, де різальний компактор має відносно низьке значення К у заявлених межах, а напрямок обертання зворотний, при оброблянні поліетиленових плівок із середнім індексом розплаву (MFI) 0,9, середньою товщиною плівки 60 мкм та середньою насипною щільністю Sg у 3 різальному компакторі 0,280 кг/дм : Пристрій A (рівень техніки): Приклади значень величин у системі відомого типу: Діаметр бункера D=1100 мм Висота бункера H=1100 мм Діаметр шнека d=80 мм Довжина шнека l=1760 мм Маса оброблюваного продукту (пластівці) у бункері Zi=49 кг Продуктивність екструдера Ea=355 кг/год. Напрямок обертання засобів однаковий Теоретичний час перебування, розрахований з цих величин, становить Zi:Ea=49:355=8.3 хв. Ця відома конструкція відповідає значенню K=207. Пристрій B (за винаходом): Якщо у конструкції з незмінними іншими параметрами скоротити діаметр та висоту бункера відповідно до 1000 мм, а напрямок обертання засобів зробити зворотним (конструкція системи показана на фіг. 1 та 2), то одержимо результати: Діаметр бункера D=1000 мм Висота бункера H=1000 мм Діаметр шнека d=80 мм Довжина шнека l=1760 мм Маса оброблюваного продукту (пластівці) у бункері Zi=36,8 кг Маса продукту на виході екструдера Ea=389 кг Напрямок обертання засобів зворотний Теоретичний час перебування, розрахований з цих величин, становить 5,7 хв. Ця конструкція, згідно з вищенаведеною формулою, відповідає значенню K=156. Хоча час перебування суттєво коротший, а діаметр бункера зменшено приблизно на 10 %, одержуємо помітно, майже на 20 %, збільшений вихід продукції при незмінній швидкості обертання шнека, з високою кінцевою якістю матеріалу в обох випадках. Це очевидно з наступної таблиці, а також із графіка на фіг. 5: 4 UA 109971 C2 Стандартизоване ущільнення Стандартизована пропускна Пристрій A спроможність Стандартизована пропускна Пристрій В спроможність 5 10 0,71 0,79 0,83 0,88 0,92 0,95 1,00 1,03 1,05 0,30 0,38 0,50 0,68 0,79 0,89 1,00 0,90 0,68 0,68 0,76 0,88 0,98 1,11 1,16 1,21 1,23 1,23 Нижня крива описує стандартизовану пропускну спроможність для відомого пристрою А, яка залежить від температури і, відповідно, від ущільнення, приведеного на підставі відомого пристрою. При ущільненні 0,71, у даному разі при температурі біля 75 °C у різальному компакторі, пристрій досягає приблизно 30 % своєї максимальної пропускної спроможності, а при ущільненні 1, у цьому випадку біля 105 °C, тобто в ідеальному інтервалі використання, максимальна пропускна спроможність задіяна майже на 100 %. Після того крива різко обривається вниз. З пристроєм В згідно з винаходом ситуація зовсім інша. Тут пропускна спроможність при тих самих температурах завжди вища, і при ущільненні 1, біля 105 °C, досягнуті значення, які вище приблизно на 20 %. Отже, пристрій згідно з винаходом працює швидше та ефективніше й займає менше місця… Для значення К 156 у пристрої В вищенаведена формула дає наступні величини діаметра бункера D (у мм) для заданих звичайних значень діаметра шнека d (у мм): 15 Діаметр шнека d (мм) 50 85 105 120 145 20 25 30 35 40 45 Діаметр бункера D (мм) 731 1040 1198 1310 1486 Якщо потрібно додатково збільшити продуктивність або підвищити ефективність роботи зазначеної комбінації подрібнювач-екструдер, то є можливість при незмінному розмірі екструдера, тобто при незмінному діаметрі шнека, збільшити глибину витків шнека та число його обертів, не піддаючи оброблюваний у шнеку матеріал відносно великому зсуву. Цей ефект ще підсилюється завдяки неагресивному надходженню внаслідок зворотного напрямку руху змішувальних та подрібнювальних засобів. Завдяки цьому знижується температура розтоплення пластифікованого матеріалу і зменшується сумарна витрата енергії при оброблянні. Це має особливе значення при оброблянні термічно нестабільних термопластів. Хоча збільшення висоти бункера (при незмінному діаметрі) розширює обсяг бункера, воно практично ніяк не впливає на поліпшення якості оброблюваного матеріалу. Це пояснюється тим, що обертальні засоби у бункері формують з оброблюваного продукту утворення (змішувальну вирву), яке не перевищує певну висоту (ефективну висоту), тобто якщо вже пластичний матеріал, що циркулює уздовж стінки бункера, досяг цієї максимальної висоти, він падає назад вниз, у середню зону бункера. Саме тому висоту бункера звичайно обирають рівною його діаметру. Інші кращі варіанти здійснення винаходу описуються через наступні ознаки: Пристрій працює особливо ефективно при значенні константи К у межах від 90 до 170. При цих значеннях К, або розмірах бункерах та пов'язаних з ним значеннях часу перебування, засоби особливо ефективно подають матеріал на конвеєр і досягається особливо вдалий баланс між іншими параметрами, які є деякою мірою суперечливими між собою: розміром бункера, часом перебування, картиною надходження або пропускною спроможністю та кінцевою якістю продукту. Згідно з одним кращим варіантом здійснення винаходу, конвеєр з'єднується з бункером таким чином, що скалярний добуток вектора напрямку (пов'язаного з вектором обертання), який є тангенціальним до окружності, описаної крайньою у радіальному напрямку точкою змішувального та/або подрібнювального засобу, або до пластичного матеріалу, транспортованого крізь отвір, і який є нормальним до радіуса приймача і спрямованим у напрямку обертання або напрямку руху змішувального та/або подрібнювального засобу, на вектор напрямку, пов'язаний з напрямком подання конвеєра, у кожній окремій точці зони отвору або в кожній окремій точці всієї зони безпосередньо, у радіальному напрямку, перед отвором 5 UA 109971 C2 5 10 15 20 25 30 35 40 45 50 55 60 дорівнює нулю або є негативним. "Зона безпосередньо, у радіальному напрямку, перед отвором" визначається як зона, яка знаходиться перед самим отвором і у якій матеріал знаходиться безпосередньо перед проходженням крізь отвір, але ще не пройшов отвір. Таким чином досягаються переваги, зазначені у вступі, і завдяки цьому надійно виключається будь-яка агломерація у зоні приймального отвору, спричинена ефектом уштовхування. Зокрема, тут не існує залежності між взаємним просторовим розташуванням змішувальних засобів та шнека, наприклад, орієнтація осі обертання не мусить бути перпендикулярною до базової поверхні або подовжньої осі конвеєра або шнека. Вектор напрямку, пов'язаний з напрямком обертання, та вектор напрямку, пов'язаний з вектором подання, лежать в одній, краще горизонтальній, площині або у площині, орієнтованій перпендикулярно до осі обертання. В іншому кращому варіанті кут між вектором напрямку, пов'язаним з вектором обертання змішувального та/або подрібнювального засобу, та вектором напрямку, пов'язаним з напрямком подання конвеєра, більше або дорівнює 90° і менше або дорівнює 180°, причому цей кут вимірюється у точці перетину двох векторів напрямку на кромці отвору, розташованій найвище за потоком у напрямку обертання або руху, зокрема, у точці, розташованій на зазначеній кромці або на отворі якомога вище за потоком. Так визначається інтервал кутів, під якими конвеєр має бути приєднаний до бункера для досягнення сприятливого ефекту. В усій зоні отвору або у кожній окремій точці отвору, таким чином, сили, що діють на матеріал, орієнтовані принаймні у малому ступені у протилежному напрямку, а у крайньому випадку орієнтація буде перпендикулярною й нейтральною у сенсі тиску. У жодній точці отвору скалярний добуток векторів напрямку змішувальних пристроїв та шнека не буде позитивним, і навіть не дуже близько від отвору не матиме місця надмірне уштовхування. У ще одному корисному варіанті здійснення винаходу забезпечується, що кут між вектором напрямку, пов'язаним з вектором обертання або руху та вектором напрямку, пов'язаним з напрямком подання конвеєра, виміряний у точці перетину двох векторів напрямку у середині отвору, становить від 170° до 180°. Таке розташування наведене як приклад для випадку, коли конвеєр встановлений тангенціально до різального компактора. З метою недопущення надмірного уштовхування відстань, або зсув між подовжньою віссю та радіусом може, у кращому випадку, дорівнювати половині внутрішнього діаметра корпусу конвеєра або шнека або бути більше неї. Далі, з цією метою бажано, щоб відстань, або зсув, між подовжньою віссю та радіусом була більше або дорівнювала 5 або 7 %, а ще краще, щоб вона була більше або дорівнювала 20 % радіуса приймача. У випадку конвеєрів з витягнутою приймальною зоною, або у вигляді вкладиша з пазом, або з витягнутим приймальним отвором бажано, щоб ця відстань, або зсув була більше або дорівнювала радіусу приймача. Це особливо справедливе для випадків, коли конвеєр приєднаний до приймача тангенціально або проходить тангенціально до перерізу бункера. Бажано, щоб крайні витки шнека не заходили досередини бункера. В особливо вигідному варіанті подовжня вісь конвеєра або шнека або подовжня вісь шнека, найближчого до приймального отвору, проходить тангенціально відносно внутрішньої сторони бічної стінки бункера, або так проходить внутрішня стінка корпусу, або оболонка шнека, причому краще, щоб був встановлений привод, приєднаний до кінця шнека, а шнек здійснював подання на своєму протилежному кінці до вихідного отвору, який, зокрема, являє собою екструзійну голівку і виконаний на кінці корпусу. У разі конвеєрів, які мають радіальний зсув, але не встановлені тангенціально, бажано щоб уявне продовження подовжньої осі конвеєра у напрямку, протилежному напрямку подання, принаймні частково, проходило у вигляді січної крізь простір усередині приймача. Доцільно забезпечити безпосереднє і пряме сполучення між отвором та приймальним отвором, без суттєвої відстані між ними або проміжної ділянки, наприклад, подавального шнека. Це забезпечує ефективне і неагресивне проходження матеріалу. Зміна напрямку обертання змішувальних та подрібнювальних засобів, які обертаються у бункері, звичайно, не може бути наслідком довільних дій або недбальства, і неможливо ані у відомих пристроях, ані у пристроях за винаходом просто дати змішувальним засобам обертатися у протилежному напрямку, зокрема, через те, що змішувальні та подрібнювальні засоби розташовані певним чином асиметрично або орієнтовані у певному напрямку, і тому здатні діяти лише в одному напрямку. Якщо такий пристрій почне навмисно обертатися у неналежному напрямку, не буде утворюватися правильна змішувальна вирва, і матеріал не буде підданий належному подрібненню та нагріванню. Для цього кожний різальний компактор має безальтернативно заданий напрямок обертання змішувальних та подрібнювальних засобів. У цьому зв'язку дуже доцільно забезпечити, щоб спосіб утворення, конструкція, кривизна 6 UA 109971 C2 5 10 15 20 25 30 35 40 45 50 55 60 та/або розташування передніх зон або передніх кромок, пов'язаних зі змішувальними та/або подрібнювальними засобами, які діють на пластичний матеріал та спрямовані у напрямку обертання або руху, відрізнялися від зон, які у напрямку обертання або руху знаходяться ззаду або за ними. У цьому випадку змішувальні та/або подрібнювальні засоби мають засоби та/або лопатки, які у напрямку обертання або руху чинять нагрівальну, подрібнювальну та/або різальну дію на пластичний матеріал. Засоби та/або лопатки можуть кріпитися безпосередньо до валу або, що краще, встановлюватися на обертовому носії засобів або, відповідно, несучому диску, встановленому, зокрема, паралельно поверхні днища, або сформовані на ньому, або виконані на ньому шляхом лиття, можливо, заодно з ним. У принципі, описані ефекти стосуються не лише компресійних екструдерів або агломераторів, а й конвеєрних шнеків, які не чинять або мають невелику компресійну дію. Тут також виключається локальне перевантаження. В іншому особливо доцільному варіанті здійснення винаходу приймач є по суті циліндричним з плоскою поверхнею днища та орієнтованою вертикально відносно нього бічною стінкою у вигляді оболонки циліндра. В іншій простій конструкції вісь обертання збігається з центральною віссю приймача. Ще в одній версії вісь обертання або центральна вісь бункера орієнтована вертикально та/або перпендикулярно до поверхні днища. Такі геометричні побудування оптимізують роботу приймальної зони, що забезпечує стабільність і просту конструкцію. У цьому зв'язку буде також особливо доцільно, щоб змішувальний та/або подрібнювальний засіб або, якщо існує кілька встановлених один над одним змішувальних та/або подрібнювальних засобів, найнижчий та найближчий до днища змішувальний та/або подрібнювальний засіб був встановлений на невеликій відстані від поверхні днища, зокрема, у межах нижньої чверті висоти приймача, і щоб подібним чином був розміщений отвір. Відстань тут визначається й вимірюється від нижньої кромки отвору або приймального отвору до днища бункера у зоні краю бункера. Край здебільшого буває округлений на краю, і через те відстань вимірюється від нижньої кромки отвору уздовж уявного продовження бокової стінки униз до уявного продовження назовні днища бункера. Припустимими є відстані у межах від 10 до 400 мм. Ще доцільніше буде для процесу обробляння, якщо крайні радіальні кромки змішувальних та/або подрібнювальних засобів майже торкаються бічної стінки. У цьому зв'язку буде набагато краще, якщо відстань А крайньої радіальної точки найнижчого змішувального та/або подрібнювального засобу, або відстань А кола, описаного цією точкою, від внутрішньої поверхні бічної стінки бункера була більше або дорівнювала 20 мм, зокрема, 20 мм до 60 мм. Це забезпечує особливо ефективну та неагресивну картину надходження. Бункер не обов'язково має циліндричну форму з круговим поперечним перерізом, хоча така форма є доцільною з практичних міркувань і технологічна у виготовленні. Якщо форма бункера відрізняється від циліндричної з круговим перерізом, наприклад, являє собою зрізаний конус або еліптичний чи овальний у плані циліндр, потрібен розрахунок для перетворення на циліндричний бункер з круговим перерізом та однаковою місткістю, виходячи з припущення, що висота цього уявного циліндра дорівнює його діаметру. Висоти бункера, які значно більші висоти змішувальної вирви, що одержується (з урахуванням запасу безпеки), ігноруються, бо цей надлишок висоти не використовується й ніяк не впливає на обробляння матеріалу. Термін "конвеєр" стосується здебільшого систем із шнеками, які чинять некомпресійну або декомпресійну дію, тобто шнеками, які здійснюють виключно транспортування, але також і систем ізшнеками, які чинять компресійну дію, тобто екструзійні шнеки з агломерувальною або пластифікуючою дією. Терміни "екструдер" та "екструзійний шнек" у цьому винаході означають екструдери або шнеки, які здійснюють повне або часткове розтоплення матеріалу, а також екструдери, що використовуються для агломерації, без розтоплення, розм'якшеного матеріалу. Шнеки агломерувальної дії піддають матеріал міцному стисканню та зсуву протягом лише короткого часу, але не пластифікують його. До вихідного кінця агломерувального шнека, отже, надходить не повністю розтоплений матеріал, а такий, що складається з часток, розтоплених лише на поверхні й злиплих, як при спіканні. Однак в обох випадках шнек чинить тиск на матеріал та ущільнює його. Усі приклади, показані далі на кресленнях, стосуються конвеєрів з одним шнеком, наприклад, одношнекових екструдерів. Однак можливе також застосування конвеєрів з більше ніж одним шнеком, наприклад, дво- або багатошнекових конвеєрів чи дво- або багатошнекових екструдерів, зокрема, з кількома однаковими шнеками, які принаймні мають однаковий діаметр 7 UA 109971 C2 d. 5 10 15 20 25 30 35 40 45 50 55 60 Подальші ознаки та переваги винаходу стануть видні з подальшого опису прикладів здійснення винаходу, які не слід розглядати як обмежувальні, та креслень, які є схематичними і не витримані за масштабом: Фіг. 1 зображує вертикальний переріз пристрою згідно з винаходом, де екструдер встановлений приблизно тангенціально. Фіг. 2 зображує горизонтальний переріз варіанту за фіг. 1. Фіг. 3 показує інший варіант з мінімальним зсувом. Фіг. 4 показує ще один варіант з відносно великим зсувом. Фіг. 5 представляє порівняння результатів. Ані бункери, ані шнеки, ані змішувальні засоби на кресленнях не показані у справжньому масштабі, ні самі, ні відносно один одного. Наприклад, бункери насправді більші, а шнеки довші, ніж зображені тут. Краща комбінація різального компактора та екструдера, представлена на фіг. 1 та фіг. 2 для обробляння або повторного переробляння пластичних матеріалів, включає циліндричний контейнер, або різальний компактор, або шредер 1 з круговим перерізом, плоским горизонтальним днищем 2 та орієнтованою перпендикулярно до нього вертикальною бічною стінкою 9 у вигляді циліндричної оболонки. На невеликій відстані від днища 2, не більше, ніж приблизно 10-20 %, краще менше, висоти бічної стінки 9, виміряної від днища 2 до верхнього краю бічної стінки 9, встановлений носій 13 засобів або плоский несучий диск, розташований паралельно поверхні днища 2, причому носій, або диск виконаний з можливістю обертання у напрямку 12 обертання або руху, показаному стрілкою 12, навколо центральної осі 10 обертання, яка одночасно є центральною віссю бункера 1. Двигун 21, встановлений під бункером 1, приводить несучий диск 13 у дію. На верхній стороні несучого диска 13 встановлені лопатки, наприклад, різальні лопатки 14, які разом з несучим диском 13 утворюють змішувальний та/або подрібнювальний засіб 3. Як видно на схемі, лопатки 14 розташовані на несучому диску 13 не симетрично, а замість цього мають на передніх кромках 22 у напрямку 12 обертання або руху своєрідне утворення, встановлення або розташування, такі що чинять певну механічну дію на пластичний матеріал. Крайні у радіальному напрямку кромки змішувальних та/або подрібнювальних засобів 3 досягають точки, досить близької до внутрішньої поверхні бічної стінки 9, а саме розташованої на відстані біля 5 % довжини радіуса 11 бункера 1. Бункер 1 має у своєї верхній частині завантажувальний отвір, крізь який завантажується оброблюваний матеріал, наприклад, шматки пластикової плівки, за допомогою, наприклад, транспортера у напрямку, показаному стрілкою. Як варіант, бункер 1 може бути закритим, і з нього може бути викачане повітря принаймні до рівня промислового вакууму, а матеріал подається через систему клапанів. Зазначений продукт потрапляє до обертальних змішувальних та/або подрібнювальних засобів 3 та підноситься, утворюючи змішувальну вирву 30, у якій продукт здіймається уздовж вертикальної бічної стінки 9 та приблизно у зоні ефективної висоти Н бункера знов падає у напрямку центра бункера всередину і вниз під дією сили тяжіння. Ефективна висота Н бункера приблизно дорівнює його внутрішньому діаметру D. Таким чином, у бункері 1 утворюється змішувальна вирва, у якій матеріал циркулює як зверху вниз, так і у напрямку 12 обертання. За рахунок такого розташування змішувальних та/або подрібнювальних засобів 3 або лопаток 14 пристрій такого типу здатний працювати лише у заданому напрямку 12 обертання або руху, і змінити напрямок 12 обертання одразу або без додаткових заходів неможливо. Обертові змішувальні та подрібнювальні засоби 3 подрібнюють та перемішують пластичний матеріал, що надходить, і при цьому нагрівають та розм'якшують його за рахунок привнесеної механічної енергії тертя, але не доводять до розтоплення. Після певного часу перебування у бункері 1 гомогенізований, розм'якшений, тістоподібний, але ще не розтоплений матеріал, як буде детально описано далі, виводиться з бункера 1 крізь отвір 8, проходить до приймальної зони екструдера 5 та потрапляє на шнек 6, де й відбувається розтоплення. Зазначений отвір 8 виконаний у бічній стінці 9 бункера 1 на рівні, у даному разі одного, змішувального та подрібнювального засобу 3, і таким чином підготовлений пластичний матеріал видаляється зсередини бункера 1 крізь цей отвір. Матеріал проходить до одношнекового екструдера 5, приєднаного тангенціально до бункера 1, причому в оболонці корпусу 16 екструдера 5 виконаний приймальний отвір 80 для матеріалу, що подається на шнек 6. Перевагою такої компоновки є те, що шнек 6 може приводитися у дію від нижнього кінця приводом, зображеним схематично у нижній частині креслення, таким чином, що верхній кінець шнека на кресленні може бути вільний від приводу. Через те вивантажувальний отвір для 8 UA 109971 C2 5 10 15 20 25 30 35 40 45 50 55 60 пластифікованого або агломерованого пластичного матеріалу, який подається шнеком 6, може бути влаштований на зазначеному верхньому кінці, наприклад, у вигляді екструзійної голівки (не показана). Отже, пластичний матеріал можна транспортувати без відхилень шнеком 6 до вивантажувального отвору; але це буде неможливим у варіантах, зображених на фіг. 3-4. Існує з'єднання для транспортування або передання матеріалу між приймальним отвором 80 та отвором 8, і в даному разі це з'єднання з отвором 8 є прямим та безпосереднім і не містить ніяких подовжених проміжних ділянок або роздільників. Завдяки цьому зона передання виходить дуже короткою. У корпусі 16 знаходиться шнек 6 компресійної дії, встановлений з можливістю обертання навколо своєї подовжньої осі 15. Подовжні осі 15 шнека 6 та екструдера 5 співпадають. Екструдер 5 транспортує матеріал у напрямку стрілки 17. Екструдер 5 – це звичайний екструдер відомого типу, у якому розм'якшений пластичний матеріал стискається і при цьому розтоплюється, а розплав далі вивантажується на протилежному кінці до екструзійної голівки. Змішувальні та/або подрібнювальні засоби 3 або лопатки 14 знаходяться приблизно на одному рівні з центральною подовжньою віссю 15 екструдера 5. Найвіддаленіші краї лопаток 14 знаходяться на достатньому віддаленні від витків шнека 6. У варіанті, зображеному на фіг. 1 та 2, екструдер 5, як зазначалося, приєднаний тангенціально до бункера 1 або проходить тангенціально відносно його перерізу. На кресленні уявне продовження середньої подовжньої осі 15 екструдера 5 або шнека 6 у напрямку назад, протилежному напрямку 17 подання екструдера 5, проходить поблизу осі 10 обертання, не перетинаючи її. На вихідній стороні у напрямку 12 обертання існує відстань зсуву 18 між подовжньою віссю 15 екструдера 5 або шнека 6 та радіусом 11, пов'язаним з бункером 1 і паралельним подовжній осі 15, який відходить назовні від осі 10 обертання змішувальних та/або подрібнювальних засобів 3 у напрямку подання 17 конвеєра 5. У даному випадку уявне продовження середньої подовжньої осі 15 екструдера 5 у задній бік не проходить крізь простір усередині бункера 1, а минає його на малій відстані. Відстань 18 трохи більша за радіус бункера 1. Тому екструдер 5 трохи зсунутий назовні, або приймальна зона виходить трохи глибшою. Визначення "протилежний", "контр-» та "у протилежний бік" тут означають будь-яку орієнтацію векторів відносно один одного, які не розташовані під гострим кутом, як детально пояснюється далі. Інакше кажучи, скалярний добуток вектора 19 напрямку, пов'язаного з напрямком 12 обертання й орієнтованого тангенціально до окружності, описаної крайньою точкою змішувального та/або подрібнювального засобу 3, або тангенціально до пластичного матеріалу, що проходить крізь отвір 8, і який спрямований у напрямку 12 обертання або руху змішувальних та/або подрібнювальних засобів 3, на вектор 17 напрямку, пов'язаний з напрямком подання екструдера 5, який проходить у напрямку подання паралельно до центральної подовжньої осі 15, завжди дорівнює нулю або є негативним у кожній точці отвору 8 або у зоні, розташованій безпосередньо, у радіальному напрямку, перед отвором 8, і ніде не є позитивним. У разі приймального отвору за фіг. 1 та 2 скалярний добуток вектора 19 напрямку для напрямку 12 обертання та вектора напрямку 17 для напрямку подання є негативним у кожній точці отвору 8. Кут α між вектором напрямку 17 для напрямку подання та вектором напрямку 19 для напрямку обертання, виміряний у точці 20, пов'язаній з отвором 8, яка знаходиться найвище за потоком відносно напрямку 12 обертання, або на кромці, пов'язаній з отвором 8 найвище за потоком, становить максимально приблизно 170°. При просуванні далі уздовж отвору 8 на фіг. 2, тобто у напрямку 12 обертання, кут між двома векторами напрямку продовжує збільшуватися. У центрі отвору 8 кут між векторами напрямку становить близько 180°, і скалярний добуток є максимально негативним, а ще далі кут стає > 180°, і скалярний добуток, у свою чергу, зменшується, але залишається негативним. Втім, ці кути більше не вважаються кутами α, бо не виміряні у точці 20. Кут β, не показаний на схемі фіг. 2, виміряний у центрі отвору 8 між вектором 19 напрямку для напрямку обертання та вектором 17 напрямку для напрямку подання, становить приблизно 178° - 180°. Пристрій за фіг. 2 представляє перший обмежувальний випадок або екстремум. Такий тип компонування може забезпечити ефект дуже неагресивного уштовхування або особливо ефективне подання, і пристрій такого типу має безліч переваг при роботі з чутливими матеріалами, які піддаються оброблянню на межі свого інтервалу топлення, або для продуктів у вигляді довгих смужок. На фіг. 3 зображений альтернативний варіант, у якому екструдер 5 прикріплений до бункера 9 UA 109971 C2 5 10 15 20 25 30 35 1 не тангенціально, а своїм кінцем 7. Шнек 6 та корпус 16 екструдера 5 пристосовані у зоні отвору 8 до конфігурації внутрішньої стінки бункера 1 і зсунуті назад так, щоб бути врівень з нею. Жодна частина екструдера 5 не простягається крізь отвір 8 усередину бункера 1. Тут відстань 18 відповідає приблизно 5-10 % довжини радіуса 11 бункера 1 та приблизно половині внутрішнього діаметра D корпусу 16. Отже, цей варіант являє собою другий обмежувальний випадок або екстремум з найменшим можливим зсувом або відстанню 18, коли напрямок 12 обертання або руху змішувальних та/або подрібнювальних засобів 3 є принаймні деякою мірою протилежним напрямку 17 подання екструдера 5, зокрема, у всій зоні отвору 8. Скалярний добуток на фіг. 3 у пороговій точці 20, яка знаходиться якнайвище за потоком, точно дорівнює нулю, бо ця точка розташована на кромці, пов'язаній з отвором 8, і знаходиться якнайвище за потоком. Кут α між вектором 17 напрямку для напрямку подання конвеєра та вектором 19 напрямку для напрямку обертання, виміряний у точці 20 на фіг. 3, становить точно 90°. Якщо рухатися далі уздовж отвору 8, тобто у напрямку 12 обертання, кут між векторами напрямку стає ще більшим і перетворюється на тупий кут > 90°, а скалярний добуток водночас стає негативним. Однак у жодній точці отвору 8 та поблизу нього скалярний добуток не буває позитивним, а кут не буває менше 90°. Отже, локальне перевантаження не може трапитися навіть у безпосередній близькості до отвору 8, і ніде у зоні отвору 8 не відбувається несприятливе уштовхування. У цьому полягає суттєва відміна від чисто радіальної компоновки, оскільки при повністю радіальному розташуванні екструдера 5 з'являється кут α < 90° у точці 20 або на кромці 20', а ті зони отвору 8, які на кресленні показані над радіусом 11 або вище за потоком, або на стороні вхідного отвору, характеризуються позитивним скалярним добутком. Через те локально розтоплені купки пластичного матеріалу можуть накопичуватися у тих зонах. На фіг. 4 показаний інший варіант, у якому екструдер 5 зсунутий трохи далі, ніж на фіг. 3, на стороні вихідного отвору, але ще не розташований тангенціально, як на фіг. 1 та 2. У цьому випадку, як і на фіг. 3, уявне продовження подовжньої осі 15 екструдера 5 назад проходить крізь простір усередині бункера 1 як січна. Внаслідок того отвір 8, виміряний у круговому напрямку бункера 1, є ширшим, ніж у варіанті за фіг. 3. Відповідно й відстань 18 є більшою, ніж на фіг. 3, але трохи менше радіуса 11. Кут α, виміряний у точці 20, становить біля 150°, і тому ефект уштовхування зменшується у порівнянні з варіантом за фіг. 3, що є корисним для певних чутливих полімерів. Внутрішня стінка корпусу 16 або правобічна внутрішня кромка, якщо дивитися від бункера 1, є тангенціальною відносно бункера 1, а відтак, на відміну від фіг. 3, тут немає похилої перехідної кромки. У цій найвищій за потоком точці отвору 8, з лівого краю фіг. 4, кут становить близько 180°. Щоб досягти в усіх цих комбінаціях бункер-екструдер ідеальних умов щодо часу перебування пластичного матеріалу в бункері 1 з метою попереднього подрібнення, підсушування та підігрівання, діаметр D бункера 1 пов'язаний із зовнішнім діаметром d шнека 6 3 40 45 2 таким співвідношенням: D=10. K.d , де D – внутрішній діаметр у міліметрах бункера 1, d – діаметр у міліметрах шнека 6, а К – константа у межах від 60 до 180. Як зазначено у вступі, таке співвідношення між внутрішнім діаметром D бункера 1 та діаметром d шнека 6 забезпечує при відносно короткому середньому часі перебування матеріалу постійне надходження до приймального отвору 80 корпусу 16 продукту з досить стабільними механічними та тепловими властивостями, навіть якщо йдеться про матеріали, які важко піддаються подібному оброблянню, наприклад, обривки плівки різної природи (товщини, розмірів тощо). Змішувальні або подрібнювальні засоби 3 забезпечують завдяки своєму напрямку обертання, протилежному до напрямку подання шнека 6, неагресивне надходження матеріалу до екструдера 5 і достатню однорідність розплаву при високій продуктивності. ФОРМУЛА ВИНАХОДУ 50 55 1. Пристрій для попереднього обробляння та подальшого транспортування, пластифікації або агломерації пластичних матеріалів, зокрема, термопластичних відходів з метою повторного використання, що містить бункер (1) для матеріалу, що обробляється, в якому знаходиться принаймні один змішувальний та/або подрібнювальний засіб (3), виконаний з можливістю обертання навколо осі (10) обертання у визначеному напрямку і призначений для перемішування та/або можливо, подрібнення пластичного матеріалу, у якому отвір (8), для видалення попередньо обробленого пластичного матеріалу зсередини бункера (1), виконаний у бічній стінці (9) бункера (1) на рівні змішувального та/або подрібнювального засобу (3) або найнижчого з них, найближчого до днища, 10 UA 109971 C2 5 10 у якому передбачений принаймні один конвеєр (5), зокрема, один екструдер (5), для приймання попередньо обробленого матеріалу, який має принаймні один шнек (6), виконаний з можливістю обертатися у корпусі (16) і чинити, зокрема, пластифікуючу або агломеруючу дію, причому корпус (16) має на своєму кінці (7) або у стінці оболонки приймальний отвір (80) для приймання матеріалу шнеком (6), а приймальний отвір (80) та отвір (8) з'єднані між собою, який відрізняється тим, що для кожної окремої точки у всій зоні отвору (8) скалярний добуток вектора (19) напрямку, який є паралельним дотичній до окружності, описаної крайньою у радіальному напрямку точкою змішувального та/або подрібнювального засобу (3), і який спрямований у напрямку (12) руху змішувального та/або подрібнювального засобу (3), під час його обертання повз вказані окремі точки отвору (8) та перед ними, на вектор (17) напрямку подання екструдера дорівнює нулю або є негативним, а діаметр D бункера (1) пов'язаний з діаметром d шнека (6) наступним співвідношенням: 3 D 10 K d2 , де 15 20 25 30 35 40 45 50 55 60 D - внутрішній діаметр у мм циліндричного бункера (1) колового перерізу або внутрішній діаметр у мм уявного циліндричного бункера колового перерізу, який має таку саму висоту й розрахований на такий само обсяг, d - середній діаметр шнека (6) у мм або діаметр шнека (6), найближчого до приймального отвору (80), K - константа в межах від 60 до 180. 2. Пристрій за п. 1, який відрізняється тим, що константа K має значення від 90 до 170. 3. Пристрій за п. 1 або 2, який відрізняється тим, що відстань (А) крайньої радіальної точки найнижчого змішувального та/або подрібнювального засобу (3), або відстань (А) окружності, описаної цією точкою, від внутрішньої поверхні бічної стінки (9) бункера (1) більше або дорівнює 20 мм, зокрема, від 20 мм до 60 мм. 4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що кут () між вектором (19) напрямку руху під час обертання, та вектором (17) напрямку подання конвеєра (5), виміряний у точці перетину двох векторів напрямку (17, 19) у середині отвору (8), становить від 170° до 180°. 5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що відстань (18) зсуву між подовжньою віссю (15) конвеєра (5) або шнека (6), найближчого до приймального отвору (80), та радіусом (11), паралельним подовжній осі (15), більше або дорівнює половині внутрішнього діаметра корпусу (16) конвеєра (5) або шнека (6), та/або більше або дорівнює 7 %, а краще більше або дорівнює 20 % радіуса бункера (1), або тим, що відстань (18) більше або дорівнює радіусу бункера (1). 6. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що уявне продовження подовжньої осі (15) конвеєра (5) у напрямку, протилежному напрямку подання, являє собою січну відносно перерізу бункера (1) і принаймні частково проходить крізь простір усередині бункера (1). 7. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що конвеєр (5) приєднаний тангенціально до бункера (1) або проходить тангенціально відносно перерізу бункера (1), або подовжня вісь (15) конвеєра (5) або шнека (6) або подовжня вісь шнека (6), найближчого до приймального отвору (80), проходить тангенціально відносно внутрішнього боку бічної стінки (9) бункера (1), або тангенціально проходить внутрішня стінка корпусу (16), або оболонка шнека (6), причому до кінця (7) шнека (6) краще приєднаний привод, а шнек на своєму протилежному кінці здійснює подання до вихідного отвору, який, зокрема, являє собою екструзійну голівку й виконаний на кінці корпусу (16). 8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що отвір (8) безпосередньо сполученні з приймальним отвором (80), без ділянки передання або шнека конвеєра. 9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що змішувальний та/або подрібнювальний засіб (3) має засоби та/або лопатки (14), які у напрямку (12) обертання або руху чинять подрібнювальну, різальну або нагрівальну дію на пластичний матеріал, причому засоби та/або лопатки (14) краще встановлені або сформовані на обертовому носії (13) засобів, зокрема, несучому диску (13), встановленому, зокрема, паралельно поверхні днища (2). 10. Пристрій за будь-яким з пп. 1-9, який відрізняється тим, що передні зони або передні кромки (22) змішувальних та/або подрібнювальних засобів (3) або лопаток (14), які діють на матеріал та спрямовані у напрямку (12) обертання або руху, відрізняються за способом утворення, конструкцією, кривизною та/або розташуванням від зон, які знаходяться ззаду відносно напрямку (12). 11. Пристрій за будь-яким з пп. 1-10, який відрізняється тим, що бункер (1) є по суті циліндричним, має круглий поперечний переріз, плоску поверхню днища (2) та орієнтовану вертикально відносно неї бічну стінку (9) у вигляді оболонки циліндра, та/або вісь (10) 11 UA 109971 C2 5 10 обертання змішувальних та/або подрібнювальних засобів (3) співпадає з центральною віссю бункера (1), та/або вісь обертання (10) або центральна вісь бункера орієнтована вертикально та/або перпендикулярно до поверхні днища (2). 12. Пристрій за будь-яким з пп. 1-11, який відрізняється тим, що найнижчий носій (13) засобів або найнижчий змішувальний та/або подрібнювальний засіб (3), та/або отвір (8) встановлені близько до днища на невеликій відстані від поверхні днища (2), зокрема, у межах нижньої чверті висоти бункера (1), краще на відстані від 10 до 400 мм від поверхні днища (2). 13. Пристрій за будь-яким з пп. 1-12, який відрізняється тим, що конвеєр (5) являє собою одношнековий екструдер (6) з одним компресійним шнеком (6) або дво- чи багатошнековий екструдер, у якому діаметри d окремих шнеків (6) є однаковими. 12 UA 109971 C2 13 UA 109971 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for processing plastics
Автори англійськоюFeichtinger, Klaus, Hackl, Manfred
Назва патенту російськоюУстройство для обработки пластичных материалов
Автори російськоюФайхтнгер Клаус, Хакль Манфрэд
МПК / Мітки
МПК: B02C 18/08, B29C 47/10, B01F 15/02, B29B 13/10, B29B 17/04, B29C 47/58
Мітки: пристрій, пластичних, обробляння, матеріалів
Код посилання
<a href="https://ua.patents.su/16-109971-pristrijj-dlya-obroblyannya-plastichnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробляння пластичних матеріалів</a>
Пристрій для обробляння пластичних матеріалів
Номер патенту: 109970
Опубліковано: 26.10.2015
Автори: Файхтінгер Клаус, Хакль Манфред
МПК: B02C 18/08, B29B 9/02, B29B 17/04, B01F 15/02, B29B 13/10, B29C 47/60
Мітки: пластичних, обробляння, пристрій, матеріалів
Формула / Реферат:
1. Пристрій для попереднього обробляння та подальшої пластифікації або агломерації пластичних матеріалів, зокрема, термопластичних відходів з метою повторного використання, що містить бункер (1) для матеріалу, що обробляється, в якому знаходиться принаймні один змішувальний та/або подрібнювальний засіб (3), виконаний з можливістю обертання навколо осі (10) обертання у визначеному напрямку і призначений для перемішування, нагрівання та/або...
Пристрій для обробляння пластичних матеріалів
Номер патенту: 109964
Опубліковано: 26.10.2015
Автори: Файхтінгер Клаус, Хакль Манфред
МПК: B29B 13/10, B01F 15/02, B29C 47/58, B29C 47/10, B02C 18/08, B29B 17/04
Мітки: пристрій, пластичних, обробляння, матеріалів
Формула / Реферат:
1. Пристрій для попереднього обробляння пластичних матеріалів, зокрема, термопластичних відходів з метою повторного використання, що містить бункер (1) для матеріалу, що обробляється, в якому знаходиться принаймні один змішувальний та/або подрібнювальний засіб (3), виконаний з можливістю обертання навколо осі (10) обертання у визначеному напрямку і призначений для перемішування, нагрівання та/або подрібнення пластичного матеріалу,у...
Пристрій для обробляння пластичних матеріалів
Номер патенту: 109960
Опубліковано: 26.10.2015
Автори: Файхтінгер Клаус, Хакль Манфред
МПК: B29B 17/04, B02C 18/08, B29B 13/10, B01F 15/02, B29C 47/10, B29C 47/58
Мітки: пластичних, обробляння, пристрій, матеріалів
Формула / Реферат:
1. Пристрій для попереднього обробляння та подальшого транспортування, пластифікації або агломерації пластичних матеріалів, зокрема термопластичних відходів, з можливістю повторного обробляння, що містить бункер (1) для матеріалу, що обробляється, в якому знаходяться принаймні один змішувальний та/або подрібнювальний засіб (3), виконаний з можливістю обертання навколо осі (10) обертання у визначеному напрямку і призначений для перемішування,...
Пристрій для обробляння пластичних матеріалів
Номер патенту: 109968
Опубліковано: 26.10.2015
Автори: Файхтінгер Клаус, Хакль Манфред
МПК: B29B 17/04, B29B 13/10, B02C 18/08, B01F 15/02, B29C 47/10, B29B 9/02
Мітки: обробляння, пристрій, пластичних, матеріалів
Формула / Реферат:
1. Пристрій для попереднього обробляння та подальшого транспортування, пластифікації або агломерації пластичних матеріалів, зокрема, термопластичних відходів з метою повторного використання, що містить бункер (1) для матеріалу, що обробляється, в якому знаходяться принаймні один змішувальний та/або подрібнювальний засіб (3), який виконаний з можливістю обертання навколо осі (10) обертання у визначеному напрямку і призначений для...
Пристрій для обробляння пластичних матеріалів
Номер патенту: 109835
Опубліковано: 12.10.2015
Автори: Файхтінгер Клаус, Хакль Манфред
МПК: B29C 47/10, B29B 13/10, B01F 15/02, B29B 17/04, B02C 18/08
Мітки: пластичних, пристрій, матеріалів, обробляння
Формула / Реферат:
1. Пристрій для попереднього обробляння та подальшого транспортування, пластифікації або агломерації пластичних матеріалів, зокрема термопластичних відходів, з метою повторного використання, що містить бункер (1) для матеріалу, що обробляється, в якому знаходиться принаймні один змішувальний та/або подрібнювальний засіб (3), виконаний з можливістю обертання навколо осі (10) обертання у визначеному напрямку і перемішування, нагрівання та/або...
Попередній патент: Пристрій для обробляння пластичних матеріалів
Наступний патент: Сільськогосподарська система для переміщення продукту в проміжний контейнер
Випадковий патент: Багатоконтурне автомобільне колесо