Холоднокатаний сталевий лист з покриттям з цинку або цинкового сплаву, спосіб його виробництва, спосіб виготовлення деталі зварюванням принаймні одного холоднокатанного сталевого листа з покриттям з цинку або
Формула / Реферат
1. Холоднокатаний сталевий лист з покриттям з цинку або цинкового сплаву, композиція якого включає, мас. %:
0,17 %£С£0,25 %,
1,5 %£Mn£2,0 %,
0,50 %£Si£1,0 %,
0,50 %£Al£1,2 %,
В£0,001 %,
Р£0,030 %,
S£0,01 %,
Nb£0,030 %,
Ті£0,020 %,
V£0,015 %,
Сu£0,1 %,
Сr£0,150 %,
Ni£0,1 %,
Мо£0,150 %,
при цьому Si+Аl³1,30 %,
решта залізо й неминучі домішки, що з'являються в результаті обробок,
і мікроструктура якого у відсотках площі складається з:
від 65 % до 85 % фериту та
від 15 % до 35 % острівців мартенситу й залишкового аустеніту,
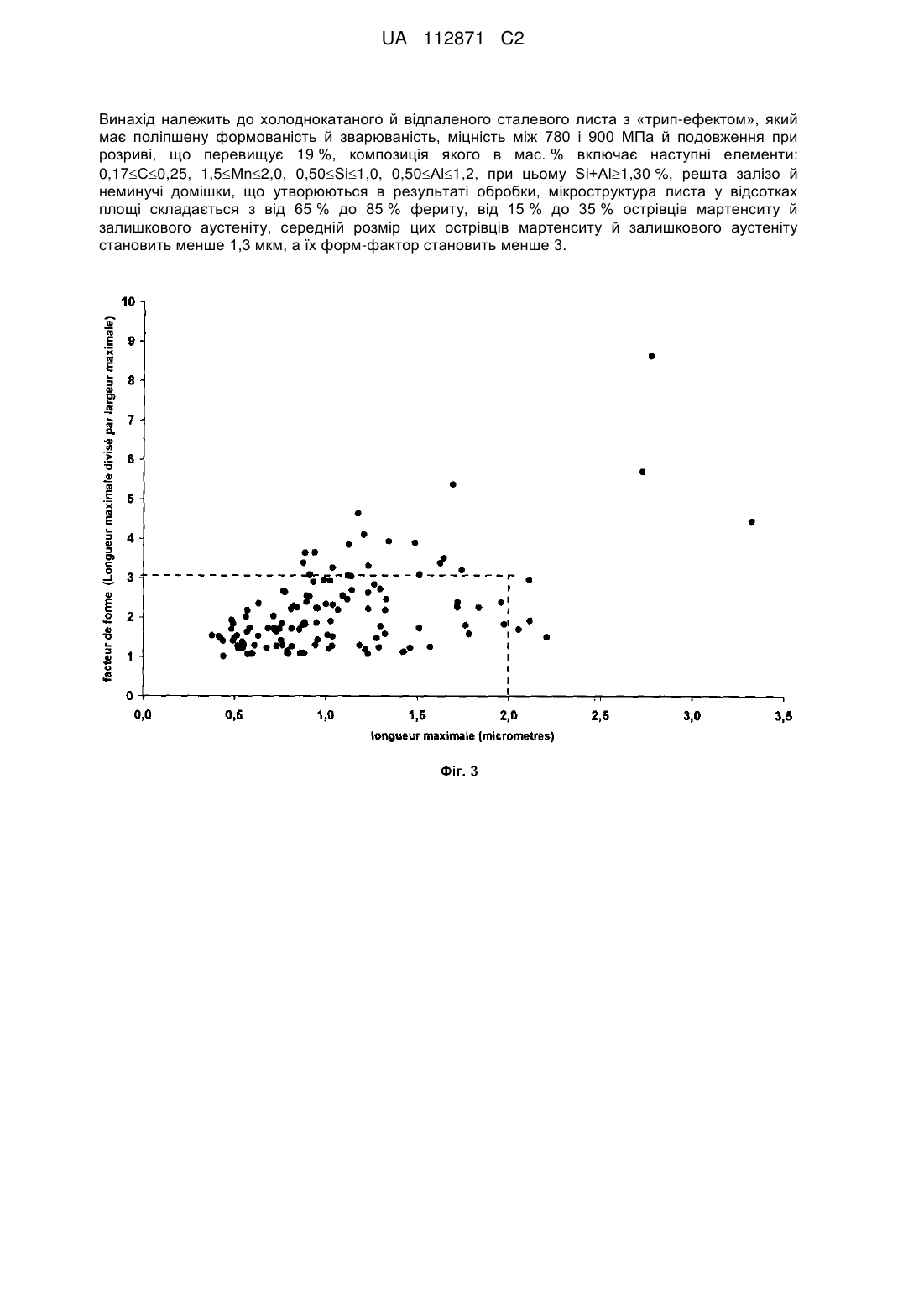
при цьому зазначений ферит містить менше 5 % нерекристалізованого фериту, загальний вміст залишкового аустеніту становить між 10 % і 25 %, а загальний вміст мартенситу менше або дорівнює 10 %, середній розмір зазначених острівців мартенситу й залишкового аустеніту становить менше 1,3 мкм, а їх середній форм-фактор становить менше 3,
міцність Rm листа на розрив становить між 780 і 900 МПа включно, а подовження при розриві А % більше або дорівнює 19 %.
2. Сталевий лист за п. 1, який відрізняється тим, що композиція якого включає, мас. %:
0,19 %£С£0,23 %.
3. Сталевий лист за п. 1 або 2, який відрізняється тим, що композиція якого включає, мас. %:
1,6 %£Мn£1,8 %.
4. Сталевий лист за будь-яким з пп. 1-3, який відрізняється тим, що композиція якого включає, мас. %:
0,7 %£Si£0,9 %.
5. Сталевий лист за будь-яким з пп. 1-4, який відрізняється тим, що композиція якого включає, мас. %:
0,6 %£Аl£0,8 %.
6. Сталевий лист за будь-яким з пп. 1-5, який відрізняється тим, що композиція якого включає, мас. %:
В£0,0005 %.
7. Сталевий лист за будь-яким з пп. 1-6, який відрізняється тим, що в ньому більше 90 % за площею зазначених острівців мартенситу і залишкового аустеніту мають розмір, менший або рівний двом мікрометрам.
8. Спосіб виготовлення сталевого листа, холоднокатаного і покритого цинком або цинковим сплавом, що складається з наступних стадій:
- створюють сталь, що має композицію за будь-яким з пп. 1-7, потім
- виливають цю сталь у формі заготовки, після чого
- нагрівають цю заготовку до температури між 1150 і 1250 °C, потім
- піддають цю заготовку гарячій прокатці з закінченням прокатки при кінцевій температурі прокатки TFL, яка більше або дорівнює Аr3, для отримання листа, після чого
- намотують цей гарячекатаний лист в рулон при температурі Тbob між 500 і 600 °C, далі
- охолоджують цей гарячекатаний лист до температури навколишнього середовища, після чого
- піддають цей лист холодній прокатці, потім
- повторно нагрівають цей холоднокатаний лист зі швидкістю Vc між 1 і 30 °C/с до температури Тr відпалу протягом часу tr, який більший або дорівнює 15 секундам, при цьому зазначені величини температури відпалу і часу вибирають так, щоб отримати процентну частку площі аустеніту між 35 % і 70 %, після чого
- охолоджують цей холоднокатаний лист до температури Teg зняття напруження між 475 і 440 °C зі швидкістю Vref, яка є достатньо високою, щоб запобігти утворенню перліту, далі
- витримують холоднокатаний лист при температурі Тeg зняття напруження протягом часу teg між 20 і 120 секундами, після чого
- наносять на холоднокатаний лист покриття безперервним зануренням у ванну з гарячим розплавом цинку або цинкового сплаву, далі
- охолоджують гарячекатаний лист до температури навколишнього середовища.
9. Спосіб виготовлення листа за п. 8, який відрізняється тим, що температура TFL перевищує 900 °C.
10. Спосіб виготовлення листа за п. 8, який відрізняється тим, що температура ТFL, перевищує 920 °C.
11. Спосіб виготовлення листа за будь-яким з пп. 8-10, який відрізняється тим, що точка роси в ході відпалу протягом часу tr при температурі Тr становить між -20 °C і -15 °C.
12. Спосіб виготовлення листа за будь-яким з пп. 8-11, який відрізняється тим, що зазначена температура Тr становить між Ас1 +50 °C і Ас3 -50 °C.
13. Спосіб виготовлення листа за будь-яким з пп. 8-11, який відрізняється тим, що зазначена температура Тr становить між Ас1 +50 °C і Ас1 +170 °C.
14. Спосіб виготовлення листа за будь-яким з пп. 8-13, який відрізняється тим, що зазначений час teg становить між 30 і 80 секундами.
15. Спосіб виготовлення листа за будь-яким з пп. 8-13, який відрізняється тим, що зазначений час teg становить між 30 і 60 секундами.
16. Спосіб виготовлення листа за будь-яким з пп. 8-15, який відрізняється тим, що перед холодною прокаткою гарячекатаний лист піддають травленню.
17. Спосіб виготовлення деталі зварюванням принаймні одного листа, холоднокатаного і покритого за будь-яким з пп. 1-7 або отриманого способом за будь-яким з пп. 8-15, в якому зазначений лист зварюють контактним точковим зварюванням.
18. Застосування сталевого листа, холоднокатаного і покритого цинком або цинковим сплавом за будь-яким з пп. 1-7 або отриманого способом за будь-яким з пп. 8-17, як засобу для виготовлення конструкційних елементів або елементів безпеки для наземних автотранспортних засобів.
Текст
Реферат: UA 112871 C2 (12) UA 112871 C2 Винахід належить до холоднокатаного й відпаленого сталевого листа з «трип-ефектом», який має поліпшену формованість й зварюваність, міцність між 780 і 900 МПа й подовження при розриві, що перевищує 19 %, композиція якого в мас. % включає наступні елементи: 0,17С0,25, 1,5Мn2,0, 0,50Si1,0, 0,50Аl1,2, при цьому Si+Al1,30 %, решта залізо й неминучі домішки, що утворюються в результаті обробки, мікроструктура листа у відсотках площі складається з від 65 % до 85 % фериту, від 15 % до 35 % острівців мартенситу й залишкового аустеніту, середній розмір цих острівців мартенситу й залишкового аустеніту становить менше 1,3 мкм, а їх форм-фактор становить менше 3. UA 112871 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до виготовлення холоднокатаних листів з покриттям, що демонструють "тріп-ефект" (пластичність, наведена перетворенням) при формуванні деталей і призначених, зокрема, для застосування в автомобільній промисловості. Скорочення викидів в атмосферу парникових газів є в цей час важливим завданням при конструюванні автомобілів, і це завдання вирішується за допомогою зниження маси транспортних засобів і, у свою чергу, зниження споживання ними палива. Коли це завдання поєднується з вимогами безпеки до транспортних засобів нового покоління, автомобілебудівники опиняються перед необхідністю застосування в кузовах автомобілів сталей зі збільшеною механічною міцністю для зменшення товщини комплектуючих і, таким чином, зниження маси транспортного засобу. Однак деталі для автомобілів нового покоління мають складні форми й сталеві листи, з яких вони виготовляються, повинні мати достатню пластичність. У цих обставинах ТРIП-сталі переживають переважаюче поширення, оскільки вони поєднують високу міцність із високою формованістю. Цей гарний компроміс між механічною міцністю й формованістю є наслідком складної структури ТРIП-сталі, що включає ферит, який є в’язким компонентом, більше тверді компоненти, такі як острівці мартенситу й аустеніту (MA), більшість яких складається із залишкового аустеніту, і, нарешті, бейнітно-феритну матрицю, яка має механічну міцність і пластичність, проміжну між феритом і острівцями MA. ТРIП-сталі мають дуже високу здатність до ущільнення, яка уможливлює гарний розподіл деформацій у випадку зіткнень або навіть під час формування автомобільних деталей. У зв'язку із цим виявляється можливим виготовлення деталей настільки ж складних, як і одержувані зі звичайних сталей, але з поліпшеними механічними властивостями, що, у свою чергу, дозволяє знизити товщину деталей при задоволенні ідентичних вимог відносно механічної міцності. Тому ці сталі є ефективним засобом, що задовольняють вимогам по зниженню маси й збільшенню безпеки транспортних засобів. Серед гарячекатаних або холоднокатаних сталевих листів цей тип сталі серед іншого знаходить застосування в деталях конструкції й елементах безпеки автомобіля. Сучасні вимоги до зменшення маси транспортних засобів і споживання енергії призвели до попиту на деякі ТРIП-сталі, механічна міцність Rm яких на досліджуваному згідно ISO (Міжнародна організації по стандартизації) зразку становить між 780 і 900 МПа при загальному подовженні, що перевищує 19%. На додаток до такого рівня міцності й пластичності ці сталі повинні мати гарну зварюваність і високий ступінь придатності для безперервного гарячого цинкування зануренням. Ці сталі також повинні демонструвати високий ступінь здатності вигинатись. У цьому зв'язку документ JP2001254138 описує сталі, які мають наступну хімічну композицію: 0,05-0,3% C, 0,3-2,5% Si, 0,5-3,0% Mn і 0,001-2,0 % Al, решта - залізо й неминучі домішки. Структура містить залишковий аустеніт, у якому масова концентрація вуглецю рівна або перевищує 1%, а його об'ємна частка становить між 3 і 50%, а також ферит, форм-фактор якого перебуває між 0,5 і 3 і обсяг якого становить між 50 і 97%. Цей документ відомого рівня техніки належить до сталі без покриття, і в рамках цього патенту даний винахід для одержання сталі механічної міцності, що вимагає особливої, асоційованої з високою пластичністю, для одержання складних, що мають покриття конструкційних елементів автотранспортних засобів, застосовуватися не може. Документ відомого рівня техніки WO2002101112 також описує сталі, які мають наступну хімічну композицію: C: 0,0001 - 0,3%, Si: від 0,001 до 2,5%, Mn: 0,001 - 3%, Al: 0,0001 - 4%, P: 0,0001 - 0,3%, S: 0,0001 - 0,1% і необов'язково один або трохи з наступних елементів: Nb, Ti, V, Zr, Hf і Ta у загальній кількості між 0,001 і 1%, B: від 0,0001 до 0,1%, Мо: від 0,001 до 5%, Cr: від 0,001 до 25%, Ni: від 0,001 до 10%, Cu: від 0,001 до 5%, Co: від 0,001 до 5%, W: від 0,001 до 5% і Y, РЗМ (рідкісноземельні метали), Ca, Mg і Ce у загальній кількості між 0,0001 і 1%, решта залізо й неминучі домішки. Заявлена мікроструктура складається з від 50% до 97% фериту або фази ферит+бейніт, об'єднаних у якості основної структури, і аустеніту як другої фази із загальним об'ємним вмістом між 3 і 50%. Розкриття, зроблене в цьому документі, не дозволяє виготовити лист, від якого необхідна особлива механічна міцність, асоційована з високим ступенем пластичності, що необхідно для одержання складної деталі з покриттям, призначеної для застосування в конструкції автомобіля. Мета даного винаходу полягає в одержанні сталевого листа з покриттям з Zn або цинкового сплаву, що володіє комбінацією критеріїв поліпшеної формованості, придатності до нанесення покриттів і зварюваності. Низька чутливість до скришування рідким цинком при проникненні цинку під час зварювання поліпшує поведінку звареної деталі, що має покриття, при експлуатації. Це скришування пояснюється плавленням нижнього шару цинку або цинкового 1 UA 112871 C2 5 10 15 20 25 30 35 40 45 50 55 60 сплаву через високі температури, дії яких він зазнає під час зварювання. При цих температурах рідкий Zn проникає в границі аустенітних зерен сталі й викликає скришування, яке призводить до передчасної появи тріщин у зонах, що піддаються дії більших зовнішніх напруг, наприклад, при виконанні крапкового зварювання. У цьому вмісті мета винаходу полягає в тому, щоб створити сталеві листи з "трiп-ефектом", які мають механічну міцність між 780 і 900 МПа поряд з подовженням при руйнуванні, що перевищують 19%. Цей лист повинен бути придатним для нанесення покриття з Zn або цинкового сплаву й повинен бути відносно несприйнятливим до проникнення Zn у границі аустенітних зерен. Додаткова мета винаходу полягає в створенні економічного способу виготовлення, що виключає необхідність у додаванні дорогих легуючих елементів. Такий лист може бути виготовлений за допомогою будь-якого підходящого способу виробництва. Однак краще застосування способу виготовлення, при якому невеликі коливання параметрів не призводять до значних змін мікроструктури або механічних властивостей. Одна особливо краща мета винаходу полягає в створенні сталевого листа, який легко піддається холодній прокатці, тобто такого, твердість якого після стадії гарячої прокатки обмежується таким чином, щоб зусилля, необхідні під час стадії холодної прокатки залишалися помірними. Таким чином, метою винаходу є холоднокатаний, відпалений сталевий лист, покритий цинком або цинковим сплавом, що має наступну композицію, у мас. % : 0,17≤C≤0,25, 1,5≤Mn≤2,0, 0,50≤Si≤1 0,50≤Al≤1,2, B≤0,001, P≤0,030, S≤0,01, Nb≤0,030, Ti≤0,020, V≤0,015, Cu≤0,1, Cr≤0,150, Ni≤0,1, 0≤Mo≤0,150, за умови, що Si+Al≥1,30 решта залізо й неминучі домішки, що з'являються внаслідок обробки, мікроструктуру, що полягає в % за площею, з від 65% до 85% фериту, від 15% до 35% острівців мартенситу й залишкового аустеніту, при цьому зазначений ферит містить менше 5% нерекристалізованого фериту й при цьому слід розуміти, що загальний вміст залишкового аустеніту становить між 10% і 25%, загальний вміст мартенситу дорівнює або менше 10%, середній розмір зазначених острівців мартенситу й залишкового аустеніту становить менше 1,3 мкм, їхній середній формфактор становить менше 3, механічна міцність Rm становить між 780 і 900 МПа, а подовження при розриві A% дорівнює або перевищує 19%. Заявлений відповідно до даного винаходу лист може також демонструвати перераховані нижче характеристики, які розглядаються індивідуально або в комбінації: - композиція включає в мас. %: 0,19≤C≤0,23, - композиція включає в мас. %: 1,6≤Mn≤1,8, - композиція включає в мас. %: 0,7≤Si≤0,9, - композиція включає в мас. %: 0,6≤Al≤0,8, - композиція включає в мас. %: 0920 >920 910 915 922 Ar3 (°C) 713 716 702 726 726 715 721 7 Tbob(°C) 580 550 550 535 550 540 560 UA 112871 C2 Таблиця 2 Умови виготовлення гарячекатаних виробів Сталь R4 R5 R6 5 10 15 20 TFL(°C) >920 >920 >920 Ar3 (°C) 774 690 687 Tbob(°C) 540 540 540 Усі гарячекатані вироби після цього зазнали травлення й далі холодної прокатки з коефіцієнтом обтиснення між 30 і 80 %. Ряд сталей, що мають той самий склад, був підданий впливу різних умов обробки. Таблиця 3 відображає умови обробки відпаленого листа після холодної прокатки: - Швидкість нагрівання Vc; - Вихідний вміст аустеніту наприкінці витримки (міжкритичного) γinit; - Температура нагрівання при відпаленні Tr; - Час витримки при відпаленні tr; - Швидкість охолодження після відпалення Vref; - Швидкість охолодження після цинкування V'ref; - Температура зняття напруги Teg; - Тривалість стадії зняття напруги teg; Також у таблиці 3 представлені температури фазових перетворень Ac1 і Ac3. Крім цього, була визначена мікроструктура ТРIП-сталей з кількісною оцінкою вмісту залишкового аустеніту. Було виконано кількісне визначення процентної частки площі острівців MA після травлення метабісульфітним реактивом для травлення Klemm або Lepera, супроводжуваного аналізом зображення за допомогою програмного забезпечення Apheliontm. Листі були порожниною покриті Zn. У ряді випадках були оцінені температури закінчення прокатки, незважаючи на те, що вони залишаються між 900 і 1000 °C, було відзначено, що вони перевищують 920 °C. Оцінка "n.e." означає "не оцінювалося". Таблиця 3 Умови виготовлення холоднокатаних і відпалених листів Зразок 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 КомпоVc зиція Ac1-Ac3 (°C) Tr (°C) (°C/s) сталі IX1 4 729-920 815 IX1 4 729-920 850 IX1 5 729-920 770 IX1 4,4 729-920 840 IX2 4,4 727-1059 800 IX2 4,4 727-1059 830 IX3 4,4 729-1090 800 IX3 4,4 729-1090 830 IX4 4,4 727-1154 780 IX4 4,4 727-1154 820 IX4 4,4 727-1154 850 IX4 3 727-1154 800 R1 6 729-1115 850 R1 6 729-1115 770 R2 4 752-875 830 R2 3 752-875 830 R3 5,5 726-1050 830 R3 4,4 726-1050 830 R4 5,5 729-1149 780 R4 5,5 729-1149 850 R5 5,5 717-1138 780 tr (с) γinit (%) Vref (°C/с) Teg (°C) teg (с) V'ref (°C/с) 45 45 45 55 67 67 67 67 67 67 67 128 39 39 46 118 37 37 36 36 36 37 62 25 60 30 35 35 40 30 35 40 32 40 24 50 до 65 50 до 65 40 до 55 40 до 55 20 25 20 35 35 35 55,5 34 34 34 34 34 34 34 21 47 44 32 37 40 56 43 43 43 460 460 460 430 460 460 460 460 460 460 460 460 460 460 460 400 460 420 460 460 460 45 45 45 180 43 43 43 43 43 43 43 314 33 33 45 270 36 180 34 34 34 5 5 5 8,7 5 5 5 5 5 5 5 6 7 6 4,4 87 6 6 5,5 5,5 5,5 8 UA 112871 C2 Таблиця 3 Умови виготовлення холоднокатаних і відпалених листів Зразок 22 23 24 КомпоVc зиція Ac1-Ac3 (°C) Tr (°C) (°C/s) сталі R5 5,5 717-1138 850 R6 5,5 714-1147 780 R6 5,5 714-1147 850 tr (с) γinit (%) Vref (°C/с) Teg (°C) teg (с) V'ref (°C/с) 36 36 36 25 20 25 43 43 43 460 460 460 34 34 34 5,5 5,5 5,5 Підкреслені величини - не відповідно до винаходу 5 У наступній далі таблиці 5 представлені отримані механічні властивості при розтяганні (межа пружності Re, міцність Rm, подовження при розриві A). Ці величини були отримані з використанням зразка для випробувань відповідно до ISO 20 × 80, що має представлені в таблиці 4 розміри й проілюстрованого на Фіг. 1. Для одержання даних по цих механічних властивостях використовувалися одноосьові розтяжні зусилля за умови, що сила прикладалася в напрямку, перпендикулярному відносно напрямку холодної прокатки. Таблиця 4 Розміри зразків для випробувань на розтягання, одиниці вимірів - міліметри (Фіг. 1 ілюструє зазначені довжини). Тип ISO 20 × 80 10 15 20 B 20 Lo 80 Lc 100 R 20 T 30 Lt 260 Чистові розміри 260 × 32 Придатність до нанесення покриття кількісно визначалася в такий спосіб: лист звивався на 180° навколо клина й потім зовні на вигнуту поверхню наносилася клейка стрічка; покриття є зчепленим, якщо при видаленні клейкої стрічки воно не відривається разом зі стрічкою. Якщо покриття не зчеплене, то воно відривається зі стрічкою. Аналогічно, у ході випробування на зварюваність на покритої Zn деталі оцінюється чутливість до скришування при проникненні рідкого Zn. Випробування складається з розгляду під мікроскопом тріщин і їх глибини для кожного застосовуваного матеріалу й способу, після чого виконується їхнє відносне класифікування. Шкали в обох цих випробуваннях градуюються від 1 бала (недостатня придатність до нанесення покриттів / чутливість до рідкого Zn) до 5 (дуже гарна придатність до нанесення покриттів / нечутливість до рідкого Zn). Результати в 1-2 бала розглядаються як незадовільні. Таблиця 5 Результати, отримані на холоднокатаному й відпаленому листі Сталевий лист 1 2 3 4 5 6 7 8 9 10 Частка Re острівців MA (МПа) (MA %) 19 22 ≤15 ≤15 15
ДивитисяДодаткова інформація
Автори російськоюMbacke, Papa Amadou Mactar, Moulin, Antoine
МПК / Мітки
МПК: C21D 8/02, C21D 9/46, C22C 38/02, C22C 38/04, C21D 1/20, C22C 38/12, C22C 38/06
Мітки: виробництва, покриттям, принаймні, листа, холоднокатаний, сталевий, лист, деталі, зварюванням, цинкового, одного, холоднокатанного, сталевого, виготовлення, сплаву, цинку, спосіб
Код посилання
<a href="https://ua.patents.su/16-112871-kholodnokatanijj-stalevijj-list-z-pokrittyam-z-cinku-abo-cinkovogo-splavu-sposib-jjogo-virobnictva-sposib-vigotovlennya-detali-zvaryuvannyam-prinajjmni-odnogo-kholodnokatannogo-sta.html" target="_blank" rel="follow" title="База патентів України">Холоднокатаний сталевий лист з покриттям з цинку або цинкового сплаву, спосіб його виробництва, спосіб виготовлення деталі зварюванням принаймні одного холоднокатанного сталевого листа з покриттям з цинку або</a>
Сталевий лист, сталевий лист з покриттям, спосіб виробництва сталевого листа, спосіб виробництва сталевого листа з покриттям, спосіб виробництва гарячекатаного та холоднокатаного сталевого листа, та застосуванн

Номер патенту: 95642
Опубліковано: 25.08.2011
Автори: Кюгі Філіп, АЛЛЕЛІ Крістіан, Скотт Колін
МПК: C22C 38/04, C23C 30/00, C21D 8/02, C22C 38/06
Мітки: спосіб, сталевого, гарячекатаного, лист, холоднокатаного, сталевий, листа, покриттям, виробництва, застосуванн
Формула / Реферат:
1. Сталевий лист з аустенітної сталі, склад якої містить, мас. %:0,35 ≤ С ≤ 1,0515 ≤ Мn ≤ 26 Si ≤ 3 А1 ≤ 0,050 S ≤ 0,030 Р ≤ 0,080 N ≤ 0,1,принаймні один елемент – метал X, вибраний з-поміж ванадію, титану, ніобію, молібдену та хрому в кількості, мас. %:0,050 ≤ V ≤ 0,500,040 ≤ Ті ≤ 0,50...
Сталевий лист з покриттям для катодного протекторного захисту, спосіб виготовлення деталі з використанням такого листа і одержана цим способом деталь
Номер патенту: 112688
Опубліковано: 10.10.2016
Автори: АЛЛЕЛІ Крістіан, Шассань Жюлі, Корлю Беріль
МПК: C23C 2/28, C21D 8/02, C23C 2/12, C21D 1/673, C23C 2/04
Мітки: виготовлення, деталі, катодного, захисту, лист, покриттям, деталь, способом, одержана, такого, сталевий, протекторного, листа, цим, спосіб, використанням
Формула / Реферат:
1. Сталевий лист з покриттям для катодного протекторного захисту, що містить від 5 до 50 мас. % цинку, від 0,1 до 15 мас. % кремнію та захисний елемент, вибираний з олова в кількості від 0,1 до 5 мас. %, індію в кількості від 0,01 до 0,5 мас. % та їх комбінацій, залізо в кількості від 2 до 5 мас. % та решта - алюміній і неминучі домішки. 2. Сталевий лист з покриттям для катодного протекторного захисту за п. 1, який...
Гарячекатаний сталевий лист або деталь, спосіб їх виготовлення та застосування, зварене з’єднання із сталевого листа або деталі
Номер патенту: 98798
Опубліковано: 25.06.2012
Автори: Дрійє Паскаль, Ормстон Дам'єн
МПК: C22C 38/00, C21D 9/46, C22C 38/04
Мітки: спосіб, з'єднання, сталевий, зварене, лист, гарячекатаний, виготовлення, деталь, листа, деталі, сталевого, застосування
Формула / Реферат:
1. Гарячекатаний сталевий лист або деталь з міцністю, яка перевищує 800 МПа, з видовженням при розриві, яке перевищує 10 %, із сталі, яка має наступний склад, мас. %:0,050 ≤ С ≤ 0,090 1 ≤ Мn ≤ 2 0,015 ≤ Аl ≤ 0,050 0,1 ≤ S ≤ 0,3 0,10 ≤ Mo ≤ 0,40 S ≤ 0,010 Р ≤ 0,025 0,003 ≤ N ≤ 0,009 0,12 ≤ V...
Холоднокатаний і відпалений сталевий лист, спосіб його виготовлення (варіанти) і застосування
Номер патенту: 99289
Опубліковано: 10.08.2012
Автори: Мулен Антуан, Хіль Отін Хав'єр
МПК: C21D 8/02, C22C 38/04, C21D 9/46, C22C 38/06, C22C 38/12, C22C 38/02
Мітки: застосування, сталевий, відпалений, виготовлення, спосіб, холоднокатаний, варіанти, лист
Формула / Реферат:
1. Холоднокатаний і відпалений сталевий лист з межею міцності при розтягненні більше 1200 МПа, до складу якого входять, в мас. %:0,10 £ С £ 0,25, 1 £ Мn £ 3, Аl ³ 0,01, 1,2 ≤ Si £ 1,8, S £ 0,015, Р £ 0,1, N £ 0,008, при цьому 1,2 £ Si+Al £ 3,0, у разі потреби, склад містить:0,05 £ V £...
Сталевий лист для виробництва легких конструкцій, спосіб виготовлення цього листа та його застосування
Номер патенту: 95490
Опубліковано: 10.08.2011
Автори: Буазиз Оливье, Бонне Фредерик, Шевалло Жан-Клод
МПК: C22C 38/32, C22C 38/00, C21C 7/00, C22C 38/14, B21B 1/00, C22C 38/58
Мітки: спосіб, сталевий, листа, цього, конструкцій, виготовлення, легких, лист, застосування, виробництва
Формула / Реферат:
1. Лист зі сталі, хімічний склад якої включає, мас. %:0,010 ≤ C ≤ 0,200,06 ≤ Мn ≤ 3,0Si ≤ 1,50,005 ≤ А1 ≤ 1,5S ≤ 0,030Р ≤ 0,040титан і бор в таких кількостях, що:2,5 ≤ Ті ≤ 7,2(0,45×Ті) - 0,35 ≤ В ≤ (0,45×Ті) + 0,70, таза необхідності один або більше елементів, вибраних з...
Попередній патент: 4-арил-n-феніл-1,3,5-триазин-2-аміни, що містять сульфоксімінну групу
Наступний патент: Рідке поживне середовище
Випадковий патент: Спосіб вирощування сільськогосподарських культур