Спосіб виготовлення панелі прямого друку
Формула / Реферат
1. Спосіб виготовлення панелі, зокрема настінної, стельової або підлогової панелі, який включає наступні стадії у зазначеному порядку:
(a) постачання несучої плити;
(b) нанесення часткового шару із рідкого, придатного до фотополімеризації аліфатичного акрилату, який після твердіння має твердість за Мартенсом Ms1 від 0,5 до 120 Н/мм2;
(c) принаймні часткове твердіння за допомогою опромінювання нанесеного на стадії (b) часткового шару із рідкого, придатного до фотополімеризації аліфатичного акрилату;
(d) необов'язкове повторення стадій (b) і (с) до одержання першого еластичного шару S1 завтовшки від 20 до 600 мкм;
(e) нанесення проміжного шару із рідкого, придатного до фотополімеризації акрилату на принаймні частково затверділий частковий шар;
(f) нанесення ще одного часткового шару S2 із рідкого, придатного до фотополімеризації акрилату за допомогою плівки на нанесений перед тим незатверділий проміжний шар, внаслідок чого відбувається часткове змішування часткових шарів, причому наступним шаром є акрилат, котрий після твердіння має твердість за Мартенсом Ms2, де Ms2>Ms1;
(g) спільне твердіння за допомогою опромінювання принаймні на стадіях (e) і (f) нанесених часткових шарів.
2. Спосіб за п. 1, який відрізняється тим, що перед стадією (b) наносять шар ґрунтовки і на ньому друкують декоративний шар.
3. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що твердість еластичного шару S1 є по суті постійною по всій його товщині.
4. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що після твердіння Ms1 має значення від 2 до 50 Н/мм2.
5. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що після твердіння Ms2 має значення від 5 до 300 Н/мм2.
6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що стадії (b) і (с) повторюють до одержання першого еластичного шару S1 завтовшки від 40 до 500 мкм.
7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що нанесення покриття на стадіях (b) і (e) здійснюють за допомогою валків.
8. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що плівка для нанесення подальшого часткового шару із рідкого, придатного до фотополімеризації акрилату є такою, що задає структуру.
9. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що нанесеним на стадії (e) проміжним шаром є акрилат, який після твердіння має твердість за Мартенсом Mz, причому Ms2 > Mz > Ms1.
10. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що несучою плитою (11) є MDF плита, HDF плита, PVC плита, волоконно-цементна плита, деревно-порошкова композитна плита (WPC: Wood Powder Composite), термопластична рециклова плита, деревна плита, шпонована плита або паркетна плита.
11. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що акрилатом є аліфатичний акрилат і, зокрема, аліфатичний уретанакрилат.
12. Панель (10), зокрема настінна, стельова або підлогова панель, яка містить несучу плиту (11), що має лицьову сторону і тильну сторону, де несуча плита (11) принаймні на лицьовій стороні має шарувату структуру, яка відрізняється тим, що зазначена шарувата структура має, починаючи від лицьової сторони:
перший еластичний шар S1 із аліфатичного полімеру, котрий має товщину від 20 до 600 мкм і твердість за Мартенсом Ms1 від 0,5 до 120 Н/мм2;
другий шар S2 із полімеру, котрий має товщину від 10 до 180 мкм і твердість за Мартенсом Ms2, причому Ms2>Ms1;
проміжну ділянку ZB між шарами S1 і S2, котра має твердість за Мартенсом Mzв, причому Ms2>Mzв³Ms1.
13. Панель за пунктом 12, яка відрізняється тим, що Ms1 лежить в інтервалі від 2 до 50 Н/мм2.
14. Панель за пунктом 12 або 13, яка відрізняється тим, що Ms2 лежить в інтервалі від 5 до 300 Н/мм2.
15. Панель за будь-яким із пунктів 12-14, яка відрізняється тим, що перший еластичний шар S1 має товщину від 40 до 500 мкм.
16. Панель за будь-яким із пунктів 12-15, яка відрізняється тим, що другий еластичний шар S2 має товщину від 10 до 180 мкм.
17. Панель за будь-яким із пунктів 12-16, яка відрізняється тим, що несуча плита (11) на її бічних сторонах має з'єднувальні засоби у формі пазового і шпунтового елементів, котрі дозволяють здійснювати з'єднання багатьох однакових панелей у паралельному лицьовій стороні і перпендикулярному лицьовій стороні напрямках за допомогою фасонного замка.
18. Панель за будь-яким із пунктів 12-17, яка відрізняється тим, що полімер шару S1 оснований на аліфатичному акрилаті.
19. Панель за будь-яким із пунктів 12-18, яка відрізняється тим, що між лицьовою стороною і шаром S1 передбачений декоративний шар (18), що містить друкарську фарбу.
20. Панель за п. 19, яка відрізняється тим, що між лицьовою стороною і декоративним шаром передбачений третій еластичний шар S3, котрий має таку твердість за Мартенсом Ms3, що Ms3£Ms1.
21. Панель за пунктом 20, яка відрізняється тим, що шар S3 має товщину від 10 до 300 мкм.
22. Панель за будь-яким із пунктів 19-21, яка відрізняється тим, що друкарська фарба є на основі здатного полімеризуватися акрилату і/або N-вінілкапролактаму.
23. Панель за будь-яким із пунктів 19-22, яка відрізняється тим, що друкарська фарба декоративного шару (18) і принаймні частина шару S1 є полімеризованими разом.
24. Панель за будь-яким із пунктів 19-23, яка відрізняється тим, що декоративний шар (18) є створеним за допомогою цифрового друку.
25. Панель за будь-яким із пунктів 12-24, яка відрізняється тим, що полімер шару S2 є на основі одного або більше із таких акрилатів: 1,6-гександіолдіакрилату, поліестеракрилату, складного ефіру поліуретанакрилової кислоти і дипропіленглікольдіакрилату.
26. Панель за будь-яким із пунктів 12-25, яка відрізняється тим, що несуча плита (11) має товщину від 3 до 20 мм.
27. Панель за будь-яким із пунктів 12-26, яка відрізняється тим, що несучою плитою (11) є MDF плита, HDF плита, PVC плита, волоконно-цементна плита, деревно-порошкова композитна плита (WPC: Wood Powder Composite), термопластична рециклова плита, деревна плита, шпонована плита або паркетна плита.
28. Панель за будь-яким із пунктів 12-27, яка відрізняється тим, що на лицьовій стороні панелі (10) не нанесено паперової або синтетичної плівки.
29. Панель за будь-яким із пунктів 12-28, яка відрізняється тим, що вихідними матеріалами для шарів S1, S2 і S3 є матеріали придатні до фотополімеризації.
30. Панель за будь-яким із пунктів 12-29, яка відрізняється тим, що панель (10) не містить абразивостійких часток, таких як частки оксиду алюмінію.
31. Панель за будь-яким із пунктів 12-30, яка відрізняється тим, що шарувата структура дає поглинальний ефект, поліпшений у порівнянні з несучою плитою без покриття принаймні на 5 дБ, виміряний відповідно до Європейського стандарту для ламінатних підлог EPLF.
32. Панель за будь-яким із пунктів 12-31, яка відрізняється тим, що твердість еластичного шару S1 по всій товщині є практично постійною і різниця величин твердості усередині шару є меншою 20 Н/мм2.
Текст
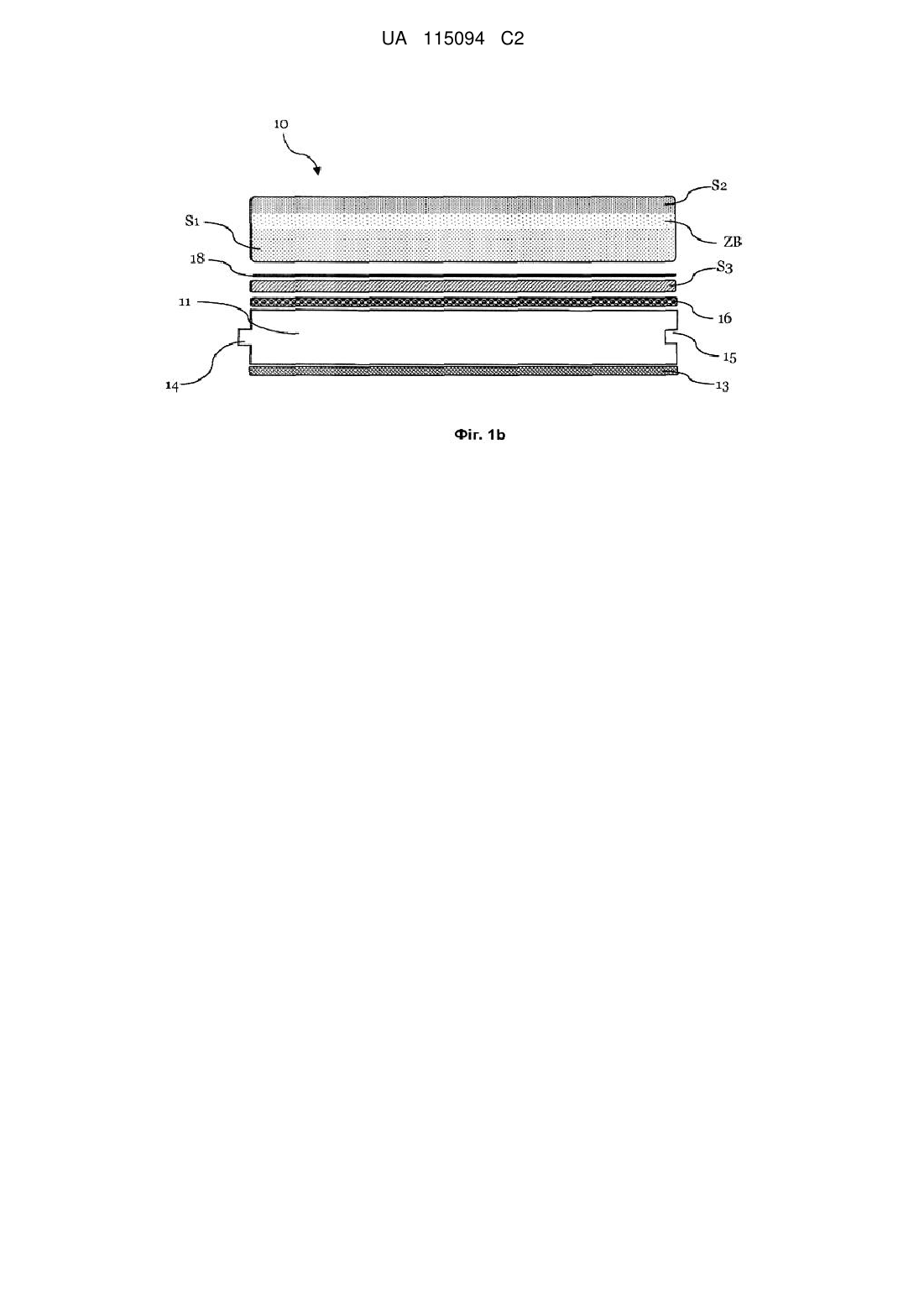
Реферат: Винахід стосується панелі, зокрема настінної, стельової або підлогової, а також способу виготовлення такої панелі. Відповідно до запропонованого способу, по-перше, на несучу плиту наносять частковий шар із рідкого, придатного до фотополімеризації акрилату з низькою твердістю за Мартенсом і, по друге, після його твердіння наносять проміжний шар, а на нього у стані мокрий-на-мокрий наносять другий шар, котрий після твердіння має твердість за Мартенсом, більшу твердості за Мартенсом шару, нанесеного спочатку. Завдяки нанесенню шарів у стані мокрий-на-мокрий виготовлена панель отримує проміжну ділянку з неоднорідним розподілом твердості по товщині, що надає їй особливо корисні властивості. UA 115094 C2 (12) UA 115094 C2 UA 115094 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Даний винахід стосується панелі, зокрема, настінної, стельової або підлогової панелі з поліпшеним покриттям поверхні, а також способу виготовлення такої панелі. Рівень техніки Із рівня техніки є відомими чимало різноманітних типів панелей для настінного, стельового або підлогового покриття. Так, наприклад, все більш широке застосування знаходять так звані ламінатні панелі для внутрішнього підлогового покриття. Ламінатні панелі є відносно дешевими і зручними в монтажу. Основою для них зазвичай служить несуча плита із деревноволокнистого матеріалу MDF (середньої густини) або HDF (високої густини), на поверхні якої укладений просочений меламіновою смолою декоративний папір. Шляхом пресування під нагрівом і тиском смолу приводять у затверділий стан, у результаті чого створюється поверхня плити чи панелі з високою зносостійкістю. Для ще більшого підвищення стійкості поверхні до абразивного зносу у неї додають, часто під тиском, абразивостійкі частки, зокрема корунду. Останнім часом як альтернативу ламінатним панелям розглядають високоякісні панелі на основі полівінілхлориду (PVC), котрі набули широкої відомості під скороченою назвою LVT (Luxury Vinyl Tiles, тобто високоякісна вінілова плитка). Так наприклад, у заявці DE 10 2006 058 655 А1 описана підлогова панель у формі багатошарового прямокутного ламінату на несучій плиті із м'якого полівінілхлориду (PVC). Вона являє собою PVC шар або плиту з наклеєним на ньому (або на ній) декоративним папером, що оздоблює лицьову сторону PVC. Замість декоративного паперу на несучу плиту може бути наклеєна синтетична плівка, котра також може служити оздоблювальним декором для такої панелі. У заявці DE 10 2006 029 963 А1 описаний підлоговий настил із полівінілхлориду, який має зносостійке лакове покриття, що збільшує довговічність цієї PVC підлоги. Головним компонентом цього лакового покриття є акрилова смола, що твердіє під опромінюванням. Центральна ідея цього технічного рішення полягає в додаванні електропровідної речовини у смолу для того, щоб виготовленому підлоговому настилу надати антистатичних і/або електропровідних властивостей. Останнім часом на ринок помітно просуваються LVT панелі, основою котрих є більш тверді PVC плити завтовшки 4-6 мм, а на поверхні котрих нанесений м'який PVC шар, що володіє описаними вище властивостями. У більш твердих несучих плитах цих панелей шляхом фрезерування виконані спеціальні профілі, котрі служать з'єднувальними засобами. Ці засоби дозволяють легко сполучати такі панелі між собою, утворюючи настил в єдиній площині. У процесі подальшого вдосконалення описаних вище ламінатних панелей були створені так звані панелі с прямим друком. У цих панелях, декоративне оздоблення яких здійснюється за допомогою методу прямого друку, як правило, вже не використовується папір або плівка і, зокрема, не використовується декоративний папір. Декоративний шар у них у більшості випадків створюється із дисперсійних фарб методом глибокого друку безпосередньо на поверхні несучої плити, котра зазвичай піддається відповідній попередній обробці. Зокрема, при цьому перед друком наносять шар ґрунту за допомогою валків. Після висушування декоративного шару на нього наносять численні смоляні шари, котрі піддають твердінню. Смоляні шари при цьому служать для захисту та утворюють собою зносостійку поверхню. Крім того, у ці шари нерідко додають зносостійкі частки, котрі підвищують стійкість поверхні щодо абразивного зносу. У патенті WO 2007/042258 описаний спосіб прямого нанесення на деревні плити, де на поверхню плити за один прохід наносять один товстий захисний шар із рідкого синтетичного матеріалу. Цим рідким синтетичним матеріалом є акрилатна суміш, що твердіє шляхом полімеризації. Вищезгадані панелі, відомі із стану техніки, мають як переваги, так і недоліки, що залежать від їхньої структури, використовуваного способу виготовлення і використовуваних матеріалів. Так, наприклад, ламінатні панелі, як правило, є легкими в монтажу, дозволяють створювати на них будь-який високоякісний бажаний декор і, крім того, характеризуються високою зносостійкістю. Проте типовим недоліком ламінатних панелей є їхні акустичні властивості, котрі проявляють себе особливо відчутно у підлогових настилах, створюючи подразливий, надокучливий шум. Причиною цього є твердість меламінового шару на поверхні ламінату. Крім того, меламінова поверхня є холодною і неприємною на дотик. Настили із полівінілхлориду мають відмінні акустичні властивості, є приємними, теплими і відносно м'якими на дотик, що в багатьох випадках практичного застосування є дуже бажаним. Проте для створення поверхні з високими оптичними властивостями PVC підлога такого типу потребує доволі коштовної обробки, і тому є значно дорожчою, ніж підлога із ламінатних панелей, у всякому разі, коли вона повинна мати високоякісний зовнішній вигляд. Недоліком PVC панелей є також те, що при експлуатації їх в умовах високої механічної дії, на їхніх м'яких поверхнях швидко з'являються 1 UA 115094 C2 5 10 15 20 25 30 35 40 45 50 55 60 глибокі подряпини, котрі погіршують їхній зовнішній вигляд. Крім того, недоліком PVC підлог є їхня шкідливість з погляду екології, оскільки вони містять у собі небезпечні для здоров'я пластифікатори, а їхній компонент хлор, як відомо, є дуже небезпечним у випадку пожежі (наприклад, утворення хлордіоксинів). Панелі прямого друку дозволяють позбавитися деяких недоліків ламінатних панелей і не потребують використання просоченого меламіновою смолою декоративного паперу, що надає можливість спростити процес їх виготовлення. Але в тому, що стосується акустичних властивостей, а також тактильного відчуття, вони залишаються з тими ж недоліками, що й ламінатні панелі. У світлі розглянутої вище ситуації, що склалася в галузі панелей або настилів, перед даним винаходом була поставлена задача створити панель, зокрема, для настінних, стельових або підлогових покриттів, яка б мала багато різноманітних переваг відомих панелей, але при цьому була б значною мірою позбавлена притаманних їм недоліків. Крім того, перед даним винаходом була поставлена задача створити дешевий і відносно простий спосіб виготовлення такої панелі. Ще однією задачею даного винаходу було створення таких панелей, які б мали високу довговічність і дозволяли одержувати на практиці високоякісні декоративні візерунки. Ці та інші задачі, які випливають із даного опису або можуть розкриватися фахівцем у даній галузі, вирішуються у способі виготовлення панелі згідно з п. 1 Формули винаходу та у відповідній панелі згідно з п. 12 Формули винаходу. Докладний опис винаходу Даним винаходом пропонується спосіб виготовлення панелі, зокрема настінної, стельової або підлогової панелі, згідно з котрим на першій стадії на несучу плиту, наприклад, на MDF плиту, наносять частковий шар із рідкого, придатного до фотополімеризації акрилату, який після 2 (повного) твердіння має твердість за Мартенсом Ms 1 в інтервалі від 0,5 до 120 Н/мм . На наступній стадії цей шар принаймні частково твердіє. У подальшому процесі ці стадії повторюють одна за одною стільки разів, скільки потрібно для досягнення бажаної товщини повного шару, причому часткові шари, із котрих він складається, наносять у спосіб мокрий-насухий. На наступній стадії процесу на останній затверділий частковий шар наносять проміжний шар із рідкого, придатного до фотополімеризації акрилату, а на нього - коли цей проміжний шар перебуває в незатверділому стані – за допомогою плівки наносять подальший частковий шар із рідкого, придатного до фотополімеризації акрилату. Інакше кажучи, цей подальший частковий або повний шар наносять у спосіб мокрий-на-мокрий. При цьому згідно з винаходом відбувається часткове змішування шарів між собою, а зазначений наступний частковий шар є із акрилату, котрий після полімеризації має твердість за Мартенсом Ms 2, причому Ms2 > Ms1. Після цього обидва нанесені у спосіб мокрий-на-мокрий часткові або повні шари разом і в кращому варіанті – повністю твердіють. При цьому окремі вищезгадані стадії не повинні обов'язково йти безпосередньо одна за одною, і між ними можуть бути передбачені проміжні стадії. Важливим є лише те, щоб остання пара вищезгаданих часткових або повних шарів, або ж проміжний шар і подальший частковий шар наносилися у спосіб мокрий-на-мокрий. Було встановлено, що такий спосіб дозволяє отримувати особливо стійкі шаруваті структури. Крім того, виготовлена в такий спосіб панель має ще одну технічну перевагу, котра буде докладно розглянута нижче. Перші часткові шари наносять у спосіб мокрий-на-сухий у кращому варіанті за допомогою валкової установки, у той час як для нанесення подальших часткових шарів у спосіб мокрий-намокрий на проміжний шар згідно з даним винаходом використовують плівку, наприклад, на плівковому каландрі. Процес накладання матеріалу шару на плівку, або на так звану покривну плівку, є фахівцям у даній галузі добре відомим і може здійснюватися, наприклад, за допомогою валків. Таким чином, плівку з накладеним на неї матеріалом покриття накладають на несучу основу або притискають до неї; у результаті матеріал покриття переноситься на цю основу. Потім плівку видаляють, і матеріал покриття цілком або майже цілком залишається на покритій ним основі. Установки, на котрих здійснюється цей процес, працюють по типу безперервного конвеєра. Більш докладно з принципом дії цих установок можна ознайомитись в публікаціях WO 2007/059805, WO 2007/059967 або WO 2008/061765 того ж автора, вміст котрих в усій повноті включений тут шляхом посилання. Даним винаходом, крім того, пропонується панель для застосування у настінних, стельових або підлогових покриттях, яка має несучу плиту з лицьовою стороною та тильною стороною і принаймні на лицьовій стороні має шарувату структуру, створену за допомогою способу згідно з даним винаходом. Лицьовою стороною панель, укладена, наприклад, у підлоговий настил, повернута убік користувача. Несучі плити, в разі потреби, можуть бути розділені на панелі. Панелі на бічних ребрах можуть мати засоби зчеплення, наприклад, у формі пазового і шпунтового елементів, якими зазвичай обладнуються панелі для підлогових настилів. 2 UA 115094 C2 5 10 15 20 25 30 35 40 45 50 55 З'єднувальні елементи типу паз-шпунт у кращому варіанті дозволяють сполучати між собою численні однотипні панелі в паралельному і перпендикулярному їхній лицьовій стороні напрямках, зчіплюючи їх у фасонних замках. Цілком зрозуміло, що ці панелі можуть використовуватися також поодинці, коли даний процес також є менш економічним. Шарувата структура згідно з винаходом включає у себе, починаючи від лицьової сторони, перший еластичний шар, який складається із полімеру і в подальшому позначається як шар S 1. Цей перший полімерний шар має згідно з винаходом товщину 20-600 мкм, а його твердість за 2 2 Мартенсом Ms1 лежить в інтервалі 0,5-120 Н/мм , краще – в інтервалі від 2 до 50 Н/мм , а 2 найкраще – в інтервалі від 2 до 40 Н/мм , тобто він є м'яким та еластичним. На цьому першому еластичному шарі лежить другий шар S2, товщина котрого складає лише 10-200 мкм, а твердість за Мартенсом Ms2 є більшою, ніж твердість за Мартенсом першого еластичного шару, тобто Ms2 > Ms1. Твердість за Мартенсом Ms2, визначена на поверхні панелі, лежить в інтервалі 2 2 5-300 Н/мм , у кращому варіанті – в інтервалі 5-80 Н/мм , а в ще кращому варіанті – в інтервалі 2 від 10 до 60 Н/мм . Між цими двома шарами S1 і S2 передбачена проміжна (перехідна) ділянка з твердістю за Мартенсом Mzb, причому Ms2 > Мzb > Ms1. Ця проміжна ділянка у кращому варіанті створюється за допомогою способу згідно з даним винаходом в автоматичному процесі, а саме шляхом часткового змішування проміжного шару, нанесеного у стані мокрий-на-мокрий на граничну поверхню, з наступним частковим шаром. Проміжна ділянка, що створюється шляхом часткового змішування проміжного шару з накладеним на нього частковим шаром, має в результаті неоднорідну твердість, що змінюється до шару S2. Інакше кажучи, твердість за Мартенсом Мzb проміжної ділянки не є постійною і змінюється, починаючи від шару S 1 до шару S2. Проміжна ділянка поліпшує по-перше механічну стійкість шаруватої структури, а по-друге – акустичні властивості панелі. Шарувата структура згідно з даним винаходом або шарувата структура, виконана згідно з даним винаходом, має чітко виражене поліпшення ефекту акустичного демпфування принаймні на 5 дБ, який залежить від товщини та м'якості першого шару S1, і навіть більше 9 dB у порівнянні з відповідним ламінатом, що має меламіновий шар покриття на несучій плиті завтовшки 8 мм. Будова шаруватої структури покриття панелі згідно з винаходом є такою, що поверхня її, незалежно від матеріалу несучої плити, є відносно м'якою на дотик, і людина, торкаючись його, відчуває приємне тепло. Товстий еластичний шар S1 цієї структури надає їй особливо чудові акустичні властивості. У порівнянні зі стандартним ламінатним підлоговим настилом шарувата структура згідно з даним винаходом дає значне приглушення шуму при ходьбі. Так, гучність при ходьбі, виміряна відповідно до IHD-W 431 для підлогового настилу із стандартного ламінату, складала 26 сон. У порівнянні з цим підлоговий настил, що мав еластичний шар S1, шар S2 і розташовану між ними проміжну ділянку, давав гучність шуму, меншу ніж ця на 10-70 %. Підлога із PVC (LVT) давала рівень шуму, на 40 % менший, ніж цей еталон. Описаний тут спосіб нанесення шарів мокрий-на-мокрий має у порівнянні зі звичайним способом послідовного нанесення і зчеплення (тобто часткового твердіння) окремих, придатних до УФ твердіння акрилатних шарів низку серйозних переваг. Застосування плівки дозволяє наносити і полімеризувати структурні елементи звичайного декору, такі як синхронна структура дуба. При цьому за допомогою відповідного дизайну плівки можна отримувати бажаний ступінь глянцю. Шляхом нанесення шарів великими кількостями рідкого матеріалу способом мокрий-на-мокрий можна створювати також дуже глибокі структури завтовшки, наприклад, 150 мкм. Класичний спосіб створення покриття з послідовним виконанням операцій нанесення і зчеплення один за одним окремих шарів є дуже умовним і дозволяє реалізовувати лише зовсім плоскі структури, а регулювання при цьому різних ступенів глянцю є, як відомо, доволі витратною справою. Підлога з такою будовою повинна мати верхній шар S2 з дуже високою зносостійкістю, інакше її експлуатаційні характеристики будуть лише середнього рівня. Перевагу від структурування теоретично можна отримати, якщо товстий мокрий шар S2 накладати на сухий шар S1 за допомогою плівки, що задає структуру. Для фахівця зрозуміло, що це обмежить діапазон підходящих для застосування акрилатних компонентів. Якщо твердість шару S 2 зробити занадто високою, то це призведе до втрати бажаного ефекту демпфування, і може статися так, що за певний час напруження в покритті викличуть появу на поверхні термоусадочних тріщин. Якщо ж твердість шару S 2 буде низькою, то від цього буде потерпати зносостійкість поверхні покриття. При нанесенні описаним способом мокрий-на-мокрий всі ці недоліки будуть зменшені або повністю усунені. Принциповим є те, щоб шар S 1 після твердіння був м'яким та еластичним. Потрібну зносостійкість дозволяє забезпечити шар S 2 (наприклад, стійкість щодо дряпання і мікродряпання, стирання). Проміжна ділянка, яка має відповідний 3 UA 115094 C2 5 10 15 20 25 30 35 40 45 50 55 60 градієнт твердості, дозволяє уникнути напружень в матеріалі і отже зв'язаного з ними розтріскування. Несучі плити у панелях згідно з даним винаходом можуть виконуватися із найрізноманітніших матеріалів, оскільки фізичні властивості цих панелей по суті визначаються створеною на них шаруватою структурою. У загальному випадку в панелях згідно з винаходом як несучі можуть використовуватися, наприклад, MDF плити, HDF плити, PVC плити, волоконноцементні плити, WPC плити (деревно-порошкові композитні), термопластичні рециклові плити, деревні плити, шпоновані плити або ж готові паркетні плити. Як зазначалося вище, несуча плита у кращому варіанті має на своїх ребрах з'єднувальні елементи у формі шпунту і пазу, завдяки чому панелі згідно з винаходом можуть у простий спосіб укладатися одна з одною у підлогових настилах. Матеріали для шарів S1 і S2, а також для проміжного шару (і шару S3 в разі його наявності) у загальному випадку вибирають акрилатної системи або на основі акрилатів. Використовуваний тут термін "акрилатна система" означає здатну полімеризуватися суміш із одно-, дво- і багатофункціональних сполук на основі акрилової кислоти, що містять подвійні зв'язки. Типовими представниками таких сполук є, наприклад, доступні у продажу дипропіленглікольдіакрилат, 1,6-гександіолдіакрилат, поліуретановий естер акрилової кислоти, поліестер-естер акрилової кислоти, що випускаються фірмою BASF під торговою маркою LaromerTM. Матеріалом шару S1 у кращому варіанті є полімер на основі придатного до радикальної полімеризації олігомеру і/або суміші олігомерів. У кращому варіанті він базується на придатних до фотополімеризації акрилатних олігомерах. Олігомери при цьому вибирають таким чином, щоб створений із них шар володів якомога кращими демпферними властивостями, тобто щоб 2 його твердість за Мартенсом у кращому варіанті лежала в інтервалі 0,5-120 Н/мм , а в особливо 2 кращому – в інтервалі 2-50 Н/мм . Така олігомерна система складається, наприклад, із одного чи більше ненасичених акрилатів, які містять поліестерну, поліетерну і/або поліуретанову структуру, з функціональністю 1-4, у кращому варіанті Mz > Ms1. Від цієї величини слід відрізняти твердість за Мартенсом Мzb остаточно утвореної проміжної ділянки, котра саме й утворюється шляхом часткового змішування матеріалів проміжного шару і повного або часткового шару S2 і тому буде мати твердість, що лежить десь між величинами твердості шару S2 і твердості проміжного шару. Заявлене даним винаходом часткове змішування проміжного шару з наступним частковим шаром, котрий утворює шар S2, дає особливо добрі властивості твердості шаруватої структури, що розглядається. Для фахівця в даній галузі цілком ясно, що також коли зазначені вище кращі інтервали твердості шарів Ms 1 і Ms2 частково перетинаються, твердість шару Ms2 повинна бути все одно вищою, ніж шару Ms1. Методика визначення твердості за Мартенсом є фахівцям добре відомою. У процесі створення даного винаходу її вимірювали за допомогою приладу Taber Abraser Prüfgerät 5151 для випробувань на абразивну стійкість від фірми Taber Industries. Після кожних 200 обертів проходження по зразках наждачним папером S-41 виміряли їхню твердість і глибину треків. Твердість за Мартенсом (зареєстровані випробування на твердість під випробувальним навантаженням) визначали відповідно до стандарту DIN EN ISO 14577. Як випробувальний прилад при цьому використовували "Fischerscope H 100" виробництва фірми Helmut Fischer GmbH. Випробування проводили в таких параметрах: максимальна сила: 50/30 мН протягом 20 секунд. Глибину треків визначали за допомогою механічного контактного глибиноміру. Як дефектоскоп використовували пертометр (вимірювач шорсткості) S3P фірми Perthen. Дослідження зразків показали, що імовірно внаслідок м'якості використовуваних у них матеріалів вимірювання їхньої твердості давали більш-менш великі коливання результатів при певній товщині шару. У зв'язку з цим для одержання значущих, репрезентативних даних потрібно вимірювання виконувати в багатьох місцях і шляхом усереднення підвищувати їхню достовірність. Таким чином, описані вище вимірювання твердості та глибини треків після 200 обертів наждачного паперу проводили в чотирьох місцях зразка. Отримані результати засвідчили, що у більшості випадків для досягнення достатньо високої точності вимірювання слід проводити в чотирьох місцях. Цілком зрозуміло, що вимірювання в більшій кількості місць, наприклад, у восьми місцях, дадуть ще більш точні результати. У загальному випадку товщина еластичного шару S1 лежить в інтервалі 20-600 мкм, у кращому варіанті – в інтервалі 80-450 мкм, а в найкращому варіанті – в інтервалі 120-240 мкм. Другий шар S2 незалежно від товщини першого шару у загальному випадку має товщину 10-180 мкм, у кращому варіанті – 20-100 мкм, а в найкращому варіанті – 30-80 мкм. Немає сумніву в 5 UA 115094 C2 5 10 15 20 25 30 35 40 45 50 55 60 тому, що чим більшою є товщина першого еластичного шару S1, тим більш еластичною буде поверхня панелі, покритої цим шаром. Шар S1 зазвичай накладається частковими стадіями шляхом накатування валком один на один шарів, що його складають, зі зчепленням попереднього шару з наступним. Зчеплення при цьому здійснюється шляхом ініціації радикальної полімеризації попереднього шару опромінюванням його, наприклад, ультрафіолетом і, таким чином, забезпечення його швидкої полімеризації і тим самим міцної адгезії з наступним шаром. Проте шар S1 може наноситися також в одну стадію, особливо коли він повинен бути порівняно тонким. Зазвичай між лицьовою поверхнею і шаром S1 передбачається наявність декоративного шару, який містить друкарську фарбу (чорнила), або складається цілком із друкарської фарби. У системах цифрового чотириколірного друку використовуються чотири основні кольори – блакитний, пурпурний, жовтий і чорний, із котрих друковане зображення створюється шляхом змішування впорскуваних крапельок різних кольорів. При непрямому глибокому друку декоративний візерунок, як відомо, створюється обертовим друкарським циліндром. При цьому друкарськими циліндрами наносяться специфічні для даного візерунку суміші фарб. Принциповим аспектом даного винаходу є те, що шари по суті прозорими щоб служити захистом для декоративного шару, що лежить під ними. Із рівня техніки відомо про широке використання дисперсійних друкарських фарб особливо на акриловій основі. Ці дисперсійні фарби застосовуються зазвичай у широко використовуваному способі глибокого друку. Дисперсійна друкарська фарба складається, як правило, із трьох головних компонентів: a) розчинника (котрим зазвичай є вода); b) сполучного у формі синтетичних полімерів, котрі при випарюванні розчинника сполучаються між собою та утворюють твердий шар; а також c) барвників для створення покриття бажаного кольору та відтинку. Отже твердіння дисперсійних фарб відбувається шляхом не полімеризації, а випаровування розчинника, оскільки сполучні в них вже є у формі полімерів. Полімери, які перебувають у стані дисперсії, об'єднуються між собою при випаровуванні сполучного чисто фізичним шляхом та утворюють твердий, щільний шар. У процесі створення даного винаходу було помічено, що поліпшення адгезійних властивостей шаруватої структури згідно з винаходом можна отримати, якщо в даному випадку замість звичайних дисперсійних фарб використовувати друкарські фарби, здатні полімеризуватися. Одержуваний при цьому позитивний ефект є особливо відчутним, коли друкарська фарба декоративного шару і принаймні частина першого еластичного шару S1 твердіють або полімеризуються разом (коли декоративний шар друкується безпосередньо, як це відбувається при цифровому друку, він, можна сказати, складається із друкарської фарби). Під твердінням або частковим твердінням (зчепленням) полімерного шару або здатної полімеризуватися друкарської фарби мається на увазі хімічна реакція, яка відбувається при полімеризації. Від цього процесу абсолютно відрізняється процес висушування таких шарів, при котрому відбувається лише випаровування або інше фізичне зменшення розчинника, тобто води, що міститься в дисперсійній фарбі. При спільному (частковому) твердінні здатної полімеризуватися друкарської фарби і матеріалів першого еластичного шару імовірно відбувається хімічне зшивання на поверхні поділу між цими шарами, котре власне можна вважати відповідальнім за поліпшення зчеплення між собою цих шарів. Звичайні дисперсійні фарби не містять здатних полімеризуватися акрилатних систем, і отже не дозволяють здійснювати хімічне зшивання такого типу між друкарською фарбою, тобто декоративним шаром, та еластичним шаром. Таким чином, даним винаходом у кращому варіанті його здійснення передбачається використання здатних полімеризуватися друкарських фарб і зокрема здатних полімеризуватися акрилатних систем. Здатні полімеризуватися друкарські фарби містять такі головні компоненти: сполучні засоби, котрими є хімічно активні смоли з подвійними зв'язками; мономери або олігомери, такі як акрилатні мономери та акрилатні олігомери; у разі потреби – фотоактиватори для придатних до фототвердіння друкарських фарб; добавки, такі як піногасник, добавки для поліпшення розтікання, тощо; барвники; а також наповнювачі для надання потрібних технікофізичних властивостей. У кращому варіанті для цілей даного винаходу використовуються друкарські фарби, придатні до фототвердіння під ультрафіолетовим опромінюванням. Особливо підходящою є друкарська фарба на основі придатного полімеризуватися акрилату і/або N-вінілкапролактаму. В одному з варіантів здійснення панелі згідно з даним винаходом на її лицьовій стороні під декоративним шаром передбачений третій еластичний шар S3, який має твердість за Мартенсом Ms3, причому твердість цього третього еластичного шару у кращому варіанті не є більшою твердості першого еластичного шару S1, тобто Ms3 ≤ Ms1. Таким чином, даний винахід 6 UA 115094 C2 5 10 15 20 25 30 35 40 45 50 55 60 дозволяє створювати шаруваті структури, що мають особливо велику товщину та відповідні, добрі еластичні властивості. При цьому шар S3 у кращому варіанті повинен мати товщину в інтервалі 10-300 мкм, у ще кращому варіанті – в інтервалі 30-150 мкм, а в найкращому варіанті – в інтервалі 60-120 мкм. У шарі S3 використовується придатна до радикальної полімеризації акрилатна суміш, така, як була описана вище у застосуванні до шару S 1. До такої олігомерної суміші перед її нанесенням бажано добавити барвників, щоб надати цьому шару S3 певного кольору та зробити його непрозорим, створивши таким чином суцільний фон для одержання бажаної якості друку. Далі на шар S3 наносять декоративний шар, включаючи первинний (у разі його потреби) і вторинний шари ґрунту. Позитивний ефект від третього шару S3 полягає в тому, що вся шарувата структура може бути зроблена дуже товстою без погіршення зорового сприйняття наявного декоративного шару, оскільки між оком спостерігача і декоративним шаром при цьому буде перебувати лише перший еластичний шар S1 і другий шар S2. Шарувата структура згідно з даним винаходом має також ту перевагу, що вона не потребує використання жодних паперових або синтетичних плівок на лицьовій стороні панелі або несучої плити, як це має місце у багатьох випадках практичного застосування технічних рішень, відомих зі стану техніки. Завдяки цьому панелі можуть покриватися такою структурою при проходженні лише крізь одну технологічну установку і не потребують приведення їх у контакт з виготовленими заздалегідь паперовими або синтетичними плівками та їх наклеювання. Приклад 1 У першу стадію процесу на несучу HDF плиту завтовшки 8 мм на установці з нанесення покриття за допомогою валків наносять первинний шар ґрунту на основі звичайного продажного 2 водного акрилатного дисперсного розчину з витратою 10 г/м . На наступній стадії поверхню несучої плити вирівнюють на установці з нанесення покриття за допомогою валків, використовуючи для цього шпаклівку на основі високонаповненої водної акрилатної дисперсії з 2 витратою 25 г/м . Після цього наносять друкарський ґрунт на основі змішаної з наповнювачами та барвниками водної акрилатної дисперсії за допомогою методу лиття (тобто методу 2 нанесення покриття із завіси) з витратою 70 г/м . Після кожної такої операції з нанесення покриття здійснюють проміжну сушку при температурі в інтервалі від 80 до 200 °C. Оброблені таким чином плити передають далі на друкарський станок, що складається по суті із рифленого валка та гумового валка для нанесення візерунку на плиті рифленим циліндром. Декоративний візерунок створюється послідовно на трьох наступних друкарських станках, кожним із котрих наноситься відповідна дисперсійна друкарська фарба, що складається із барвників і водної акрилатної дисперсії. У випадку імітації натуральної горіхової деревини з темним відтінком 2 друкарська фарба наноситься з витратою, наприклад, 5 г/м . У подальшому процесі на цю друкарську фарбу наносять звичайний продажний УФ ґрунт на установці з нанесення покриття за допомогою валків. На наступній установці з нанесення покриття валками наносять придатну 2 до радикальної полімеризації акрилатну олігомерну суміш (1) з витратою 80 г/м . Олігомерна суміш (1) включає у себе 70 частин матеріалу Laromer PE 9032 і 25 частин матеріалу Laromer TBCH виробництва фірми BASF, а також 5 частин інших добавок (включаючи бензилдиметилкеталовий фотоактиватор, аліфатичний уретанакрилат з функціональністю 3). Під УФ опромінюванням здійснюють зчеплення (часткову полімеризацію) цього шару. На наступній установці з нанесення покриття валками наносять знову таку саму (або подібну їй) 2 олігомерну суміш (1) у кількості 80 г/м і піддають її принаймні частковій полімеризації. Цей проміжний шар накладається в мокрому стані плівковим каландром, тобто без зчеплення. Далі у стані мокрий-на-мокрий на плівці, що задає структуру, наносять наступний частковий шар із ще одного придатного до фотополімеризації олігомера, що містить подвійні зв'язки, з витратою 50 2 г/м і полімеризують під УФ опромінюванням разом з нанесеним перед ним проміжним шаром. Використовувана для цих цілей плівка, що задає структуру, є прозорою для УФ опромінювання, що дозволяє здійснювати опромінювання крізь неї. Олігомер (2) являє собою суміш із 75 частин матеріалу Laromer PE 9074, 20 частин матеріалу Laromer HDDA виробництва фірми BASF і 5 % інших добавок (включаючи фенілгліоксалатовий фотоактиватор). Після УФ опромінювання плівку видаляють, отримуючи в результаті готову декоровану плиту з покриттям, котру в подальшому процесі можна розділяти на окремі панелі, котрі обладнують у відповідні, добре відомі з'єднувальні елементи. У результаті часткового змішування проміжного шару з наступним частковим шаром покриття утворюється готовий продукт, котрий на межі поділу двох часткових шарів має проміжну ділянку з неоднорідною твердістю. Приклад 2. Панелі, на котрих друкований візерунок створюється друкарськими фарбами, придатними до фотополімеризації. У цьому випадку також використовуються несучі HDF плити завтовшки 8 мм, на котрих так само, як у Прикладі 1, наносять водний первинний ґрунт, шпаклівку і ґрунт для друку. На 7 UA 115094 C2 5 10 15 20 25 30 35 40 45 50 55 підготованих таким чином плитах шляхом цифрового друку створюють такий самий декоративний візерунок, як у Прикладі 1. Але при цьому використовують не водно-дисперсійні фарби, а фарби для цифрового друку, що піддаються полімеризації під УФ опромінюванням. 2 Для створення декоративного візерунку при цьому потребується приблизно 2 г/м фарби. Фарбу 2 спочатку фіксують з дозою опромінювання 150 мДж/см (ртуть). Після цього наносять звичайний 2 продажний УФ ґрунт у кількості 2 г/м . На цей неопромінений шар так само, як у Прикладі 1, наносять разом з фотоактиваторами олігомер (1), який має подвійні зв'язки і цей шар разом з друкарською фарбою піддають фотополімеризації, тобто УФ опромінюванню. Після цього наносять подальші часткові шари, як у Прикладі 1. Створений у результаті полімерний шар складається із шару друкарської фарби та всіх інших нанесених на неї шарів. Створені таким чином панелі також піддають лабораторним випробуванням. Приклад 3 Процес обробки несучої HDF плити до самого виходу з друкарського станка є таким самим, як у Прикладі 1. На висушену друкарську фарбу наносять звичайний продажний водний ґрунт, що полімеризується під УФ опромінюванням. Плита у попередній частині процесу нагрівається до температури її поверхні в інтервалі 50-60 °C, внаслідок чого вода із первинного ґрунту швидко випаровується з поверхні, і на цій поверхні фіксується первинний ґрунт. Після цього на 2 ґрунт за допомогою валка наносять олігомерну суміш (1) у кількості 50 г/м , як описано у Прикладі 1, і зчіплюють її під УФ опромінюванням. Далі, так само валком, наносять другий шар у 2 кількості 50 г/м із такої самої (або подібної їй) олігомерної суміші (1) з наступним зчепленням і 2 на завершення наносять третій шар (1) з витратою 50 г/м і піддають його зчепленню. Після цього на установці з нанесення покриття за допомогою валків на цей частково затверділий шар, 2 що відповідає шару S1, знову наносять таку саму олігомерну суміш (1) у кількості 80 г/м і на неї у стані мокрий-на-мокрий за допомогою плівкового каландра наносять наступний шар у питомій 2 кількості 30 г/м і піддають полімеризації під УФ опромінюванням. Подальший процес обробки плит для підлогових панелей відбувається так, як описано у Прикладі 1. Приклад 4 На першій стадії процесу на несучій HDF плиті завтовшки 8 мм за допомогою установки з нанесення покриття за допомогою валків створюють шар первинного ґрунту із звичайної, 2 наявної у продажу водної акрилатної дисперсії з витратою 10 г/м . На наступній стадії поверхню плити вирівнюють на установці з нанесення покриття за допомогою валків, використовуючи для цього шпаклівку на основі високонаповненої водної акрилатної дисперсії з питомою витратою 25 2 г/м . Після цього за допомогою валкової установки наносять придатну до фотополімеризації 2 масу в кількості 40 г/м . Ця придатна до фотополімеризації маса складається на 65 частин із олігомерної суміші (1) із Прикладу 1 і на 35 % із тонкодиспергованого двоокису титану. Після цього нанесений шар піддають зчепленню під УФ опромінюванням. На наступній установці з 2 нанесення покриття за допомогою валків створюють другий шар з витратою 40 г/м цієї маси з наступною частковою полімеризацією для зчеплення. Створений таким чином шар відповідає описаному вище шару S1. Далі в разі потреби наносять звичайний, наявний у продажу 2 первинний УФ ґрунт у питомій кількості 3 г/м на установці з нанесення покриття за допомогою валків. Подальший процес нанесення покриття, а також виготовлення панелей із вихідних плит здійснюють так, як описано у Прикладі 1. Приклад 5 Здійснюють усі стадії процесу, описані у Прикладі 4, включаючи цифровий друк і наступне за цим нанесення первинного ґрунту, що піддається УФ полімеризації. Подальші шари наносять так, як описано у Прикладі 3. Із отриманих в результаті вихідних плит виготовляють панелі. Нижче описані деякі властивості підлогових матеріалів, виготовлених у Прикладах 1-5. Визначення шумової емісії згідно з IHD-W 431 (Редакція від 14.05.2012) Показники шумової емісії визначали без урахування спектра з максимальною та мінімальною гучністю (з корекцією на викиди відповідно до IHD-W 431). Результати випробувань представлені у формі різниці між виміряними загальними рівнями A звукового тиску і гучності для стандартної підлоги і дослідженого варіанта підлоги. Зміну лінійного показника гучності (N) відносно стандарту визначали за формулою: Зміна у відсотках: ((Nref-Nf) * 100 %)/Nref Визначений показник дає уяву про збільшення (від'ємне значення) або зменшення (позитивне значення) відчуття гучності. Стандартом служила звичайна, покрита меламіновою смолою ламінатна підлога з товщиною плит 8 мм. 60 8 UA 115094 C2 Таблиця 1 A – виміряний загальний рівень звукового тиску Варіант Стандарт (середня частина спектра) [дБA(A)] Зразок (середня частина спектра) [дБA(A)] Ступінь поліпшення [дБA(A)] Приклад 1 75,3 64,1 11,2 Приклад 2 75,3 65,8 10,5 Приклад 3 75,3 65,9 9,4 Приклад 4 75,3 63,9 11,4 Приклад 5 75,3 64,5 10,8 LVT (PVC) підлога (товщина 5 мм) 75,3 64,9 10,4 Таблиця 2 Гучність Варіант 15,1 41,9 26,0 15,2 41,5 26,0 16,8 35,4 Приклад 4 26,0 14,9 42,7 Приклад 5 26,0 16,1 38,1 LVT (PVC) підлога (товщина 5 мм) 20 26,0 Приклад 3 15 Ступінь поліпшення [%] Приклад 2 10 Зразок (середня частина спектра) [Сон] Приклад 1 5 Стандарт (середня частина спектра) [Сон] 26,0 10,4 40,0 Наведені приклади свідчать про те, що шарувата структура покриття панелі згідно з даним винаходом дозволяє досягати значного зниження рівня шуму при ходьбі. Виміряне зниження шуму на 10 дБ сприймається вухом людини як двократне зниження гучності. З метою забезпечення прямого порівняння у Прикладах 1-5 як несучі використовували лише HDF плити. З іншими несучими плитами може бути досягнуто більш значне зниження шуму. Опис кращих варіантів здійснення винаходу Нижче даний винахід ілюстровано на деяких кращих варіантах його практичного втілення з поясненнями на доданих фігурах креслення, де показані: Фіг. 1a і b – схематичне зображення типових шаруватих структур згідно з даним винаходом; Фіг. 2 – блок-схема типової установки для виготовлення панелі згідно з даним винаходом. На Фіг. 1 схематично зображена шарувата структура покриття на панелі 10 згідно з даним винаходом. Масштабні співвідношення на цьому схематичному зображенні не дотримуються. Так, зокрема, товщина несучої плити 11 є значно більшою, ніж у інших шарів 12-18, товщина яких становить порядку декількох сотень мікронів. Крім того, показані на кресленні для ясності відділеними один від одного окремі шари структури в дійсності щільно прилягають або є накладеними безпосередньо один на один. В ілюстрованому Прикладі несуча плита 11 має товщину близько 8 мм і виконана із HDF матеріалу. На тильній стороні несучої плити 11 передбачений захист 13 від вологи у формі 9 UA 115094 C2 5 10 15 20 25 30 35 40 45 50 55 60 наклеєної відповідної синтетичної плівки. Цей захист не є обов'язковим і використовується в залежності від матеріалу несучої плити 11, а також від її цільового призначення. Крім того, несуча плита 11 має з'єднувальні засоби у формі пазу 15 і шпунта 14, котрі на кресленнях Фіг. 1a (і b) показані лише у схематичному вигляді. Реальна форма відповідних з'єднувальних засобів типу паз-шпунт, які служать для з'єднання між собою численних однакових панелей у паралельному і перпендикулярному лицьовій стороні напрямках у фасонних замках, є фахівцям у даній галузі добре відомою. Зазвичай для цього передбачаються з'єднувальні засоби на чотирьох сторонах прямокутної або квадратної несучої плити, які мають комплементарні, протилежні одна одній форми. Більш детально зі з'єднувальними засобами або замковими профілями такого типу можна ознайомитися в описах з технології ламінатних підлог, представлених, наприклад, у WO 018S306 і WO 014S332 того ж заявника, включених тут в усій їхній повноті шляхом посилання. У зображеній на кресленнях шаруватій структурі панелі 10 передбачений шар 16 ґрунту завтовшки, наприклад, 50-200 мкм, котрий створюється на основі водної акрилатної суміші. Під цим шаром ґрунту може бути нанесений також шар первинного ґрунту або шар шпаклівки, що є добре відомими фахівцям у даній галузі, знайомими з технологією панелей прямого друку. На шар 16 ґрунту нанесений декоративний шар або декор 18. Декор або декоративний шар 18 створюється, наприклад, за допомогою цифрового чотириколірного друку зі здатних полімеризуватися друкарських фарб. На декоративному шарі 18 лежить перший еластичний 2 шар S1 завтовшки приблизно 200 мкм і твердістю за Мартенсом Ms 1=15 Н/мм . На перший еластичний шар S1 нанесений другий шар S2, котрий має товщину 80 мкм і твердість за 2 Мартенсом приблизно 25 Н/мм . Між шарами S1 і S2 є проміжна ділянка ZB, створена тим, що проміжний шар і шар S2 були нанесені у стані мокрий-на-мокрий, у результаті чого на межі поділу між ними відбулося змішування рідких вихідних матеріалів цих шарів. На кресленні це показано схематично різною густиною точкової штриховки. Різниця між шаруватими структурами, представленими на Фіг. 1a і Фіг. 1b, полягає в тому, що в останній між шаром 16 ґрунту і декоративним шаром 18 передбачений еластичний шар S 3. Шар S3 у кращому варіанті має твердість за Мартенсом Ms 3, нижчу або таку, що дорівнює твердості за Мартенсом шару S1, тобто Ms3 ≤ Ms1. У Прикладі, ілюстрованому на Фіг. 1b, перший шар S1 є трохи тоншим ніж у структурі, зображеній на Фіг. 1a, що на даних кресленнях відображено різною товщиною цих шарів. Нижче з поясненнями на доданій Фіг. 2 розглядається як приклад процес виготовлення панелі згідно з винаходом. На Фіг. 2 показана схема установки для нанесення покриття на несучі плити 100. Ці несучі плити після нанесення на них покриття подаються на обробку в окрему лінію профілювання (не показана), де вони розрізаються за заданими розмірами і їм надається відповідний профіль. Так, несучі плити 100 мають, наприклад, товщину від 3 до 20 мм, довжину (у напрямку транспортування на установці, показаній на Фіг. 2) 150-200 см і ширину 125-210 см. Можуть використовуватися також несучі плити будь-яких інших розмірів, які наприкінці процесу розрізаються з наданням їм потрібних форм і розмірів. Показані на Фіг. 2 ділянки виробничої установки не є обов'язковими, а служать лише прикладом, що ілюструє процес згідно з винаходом. Таким чином, позаду показаних ділянок і між ними можуть використовуватися інші виробничі ділянки, такі як сушильні ділянки, ділянки нанесення первинного ґрунту, ділянки нанесення шпаклівки, пристрої контролю та моніторингу тощо. Транспортування несучих плит 100 уздовж виробничої лінії для нанесення покриття може здійснюватися, наприклад, за допомогою роликових конвеєрів 20. На першій ділянці 30 на лицьову (робочу) сторону несучої плити 100 накладається ґрунтувальне покриття із рідкої завіси 31 матеріалу покриття. Рідка завіса 31 простягається по всій ширині плити, котра пропускається на конвеєрі крізь цю завісу і покривається матеріалом, що з неї надходить. Під пристроєм 30 для відведення матеріалу завіси розташований резервуар 32, у котрий матеріал завіси падає, коли під завісою немає плити, наприклад, у проміжку між двома плитами, що транспортуються одна за одною. Матеріалом покриття для шару ґрунтовки у загальному випадку використовується водно-акрилатна дисперсія. На наступній ділянці 40 сушки нанесений шар ґрунту висушується під потоком гарячого повітря, тобто на цій ділянці із водно-акрилатної дисперсії видаляється вода. Після сушки ґрунту на цей шар наноситься декоративний шар на установці 45 цифрового друку. Цей декоративний шар може, наприклад, імітувати структуру натуральної деревини, проте сьогодні у продажу є широкодоступними установки цифрового друку, здатні створювати на несучих плитах практично будь-який бажаний візерунок. У кращому варіанті у друкарській установці 45 використовується друкарська фарба, здатна полімеризуватися, тобто така, що базується на здатних полімеризуватися акрилатах і/або N-вінілкапролактамі. Слід зауважити, що показана на цьому кресленні схематично 10 UA 115094 C2 5 10 15 20 25 30 35 друкарська установка 45 в дійсності, як відомо, складається з багатьох ділянок. Після друкування бажаного декору, на нього у першій установці 50 з нанесення покриття накладається перший частковий шар із рідкого, придатного до фототвердіння аліфатичного акрилату. Матеріал цього шару вибирають таким чином, щоб після твердіння його твердість за 2 Мартенсом Ms1 складала 0,5-120 Н/мм . Установка 50 для нанесення покриття є валкового типу і є здатною за один робочий прохід створювати шар завтовшки 40-100 мкм. На наступній ділянці 60 відбувається принаймні часткове твердіння цього часткового шару, нанесеного із рідкого, придатного до фототвердіння аліфатичного акрилату під дією УФ опромінювання. Після цього на другій установці 50' з нанесення покриття накладається другий частковий шар із того ж рідкого, придатного до фототвердіння акрилату, що і перший частковий шар. Тут також установка 50' з нанесення покриття за допомогою валків зазвичай є здатною створювати шари завтовшки 30-100 мкм. На установці 60' зазначений другий частковий шар піддається принаймні частковому твердінню під УФ опромінюванням. Ці два полімеризовані часткові шари утворюють шар S1. Далі на третій установці 70 з нанесення покриття створюють проміжний шар із такого самого рідкого, придатного до фотополімеризації акрилату, що на установках 50 і 60. Проте цей проміжний шар не полімеризують, а в мокрому стані подають на плівковий каландр 80. Для фахівця в даній галузі зрозуміло, що плівковий каландр 80 показаний на Фіг. 2 лише схематично для ілюстрації окремих стадій процесу. У плівковому каландрі 80 плівка 82, що задає структуру, проходить по колу циліндра 81. Несучі плити 100 проходять під плівкою 82 таким чином, що плівка 82 входить у контакт з поверхнею плит 100. У разі потреби плівка 82 може також додатково притискатися до поверхні плит 100 прикочуючим валком. Установка 83 з нанесення покриття подає на плівку 82 матеріал 84 покриття, котрий повинен наноситися на поверхню плит 100, або мокрий на ще мокрий чи вологий проміжний шар, нанесений на установці 70, у результаті чого на межі поділу відбувається часткове змішування цих двох часткових шарів. Внаслідок цього змішування продукт, що виробляється, отримує проміжну ділянку, твердість Мzb якої по товщині є не постійною, а збільшується від шару S 1 до шару S2. На установці 90 обидва зазначені шари за допомогою УФ опромінювання якомога повніше полімеризуються. Для цього плівка 82 є прозорою для УФ випромінювання, завдяки чому, як схематично показано на Фіг. 2, саме і відбувається полімеризація цих шарів, котрі при цьому перебувають під плівкою. Оскільки дана плівка у кращому варіанті має тримірну структуру, негативне зображення цієї структури фіксується в часткових затверділих шарах або в затверділому шарі S2. Це дозволяє, наприклад, оздоблювати готові панелі тримірними візерунками натуральної деревини і здійснювати імітацію поверхні натуральної деревини, максимально наближену до реального виду. На виході із плівкового каландра 80 плівка 82 видаляється з поверхні плит, і матеріал 84 покриття залишається на них у формі затверділого шару S 2. ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Спосіб виготовлення панелі, зокрема настінної, стельової або підлогової панелі, який включає наступні стадії у зазначеному порядку: (a) постачання несучої плити; (b) нанесення часткового шару із рідкого, придатного до фотополімеризації аліфатичного 2 акрилату, який після твердіння має твердість за Мартенсом Ms1 від 0,5 до 120 Н/мм ; (c) принаймні часткове твердіння за допомогою опромінювання нанесеного на стадії (b) часткового шару із рідкого, придатного до фотополімеризації аліфатичного акрилату; (d) необов'язкове повторення стадій (b) і (с) до одержання першого еластичного шару S1 завтовшки від 20 до 600 мкм; (e) нанесення проміжного шару із рідкого, придатного до фотополімеризації акрилату на принаймні частково затверділий частковий шар; (f) нанесення ще одного часткового шару S2 із рідкого, придатного до фотополімеризації акрилату за допомогою плівки на нанесений перед тим незатверділий проміжний шар, внаслідок чого відбувається часткове змішування часткових шарів, причому наступним шаром є акрилат, котрий після твердіння має твердість за Мартенсом Ms2, де Ms2>Ms1; (g) спільне твердіння за допомогою опромінювання принаймні на стадіях (e) і (f) нанесених часткових шарів. 2. Спосіб за п. 1, який відрізняється тим, що перед стадією (b) наносять шар ґрунтовки і на ньому друкують декоративний шар. 3. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що твердість еластичного шару S1 є по суті постійною по всій його товщині. 11 UA 115094 C2 5 10 15 20 25 30 35 40 45 50 55 60 4. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що після твердіння Ms1 2 має значення від 2 до 50 Н/мм . 5. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що після твердіння Ms2 2 має значення від 5 до 300 Н/мм . 6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що стадії (b) і (с) повторюють до одержання першого еластичного шару S1 завтовшки від 40 до 500 мкм. 7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що нанесення покриття на стадіях (b) і (e) здійснюють за допомогою валків. 8. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що плівка для нанесення подальшого часткового шару із рідкого, придатного до фотополімеризації акрилату є такою, що задає структуру. 9. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що нанесеним на стадії (e) проміжним шаром є акрилат, який після твердіння має твердість за Мартенсом Mz, причому Ms2>Mz>Ms1. 10. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що несучою плитою (11) є MDF плита, HDF плита, PVC плита, волоконно-цементна плита, деревно-порошкова композитна плита (WPC: Wood Powder Composite), термопластична рециклова плита, деревна плита, шпонована плита або паркетна плита. 11. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що акрилатом є аліфатичний акрилат і, зокрема, аліфатичний уретанакрилат. 12. Панель (10), зокрема настінна, стельова або підлогова панель, яка містить несучу плиту (11), що має лицьову сторону і тильну сторону, де несуча плита (11) принаймні на лицьовій стороні має шарувату структуру, яка відрізняється тим, що зазначена шарувата структура має, починаючи від лицьової сторони: перший еластичний шар S1 із аліфатичного полімеру, котрий має товщину від 20 до 600 мкм і 2 твердість за Мартенсом Ms1 від 0,5 до 120 Н/мм ; другий шар S2 із полімеру, котрий має товщину від 10 до 180 мкм і твердість за Мартенсом Ms2, причому Ms2>Ms1; проміжну ділянку ZB між шарами S1 і S2, котра має твердість за Мартенсом Mzв, причому Ms2>MzвMs1. 2 13. Панель за пунктом 12, яка відрізняється тим, що Ms1 лежить в інтервалі від 2 до 50 Н/мм . 14. Панель за пунктом 12 або 13, яка відрізняється тим, що Ms2 лежить в інтервалі від 5 до 300 2 Н/мм . 15. Панель за будь-яким із пунктів 12-14, яка відрізняється тим, що перший еластичний шар S1 має товщину від 40 до 500 мкм. 16. Панель за будь-яким із пунктів 12-15, яка відрізняється тим, що другий еластичний шар S2 має товщину від 10 до 180 мкм. 17. Панель за будь-яким із пунктів 12-16, яка відрізняється тим, що несуча плита (11) на її бічних сторонах має з'єднувальні засоби у формі пазового і шпунтового елементів, котрі дозволяють здійснювати з'єднання багатьох однакових панелей у паралельному лицьовій стороні і перпендикулярному лицьовій стороні напрямках за допомогою фасонного замка. 18. Панель за будь-яким із пунктів 12-17, яка відрізняється тим, що полімер шару S1 оснований на аліфатичному акрилаті. 19. Панель за будь-яким із пунктів 12-18, яка відрізняється тим, що між лицьовою стороною і шаром S1 передбачений декоративний шар (18), що містить друкарську фарбу. 20. Панель за п. 19, яка відрізняється тим, що між лицьовою стороною і декоративним шаром передбачений третій еластичний шар S3, котрий має таку твердість за Мартенсом Ms3, що Ms3Ms1. 21. Панель за пунктом 20, яка відрізняється тим, що шар S3 має товщину від 10 до 300 мкм. 22. Панель за будь-яким із пунктів 19-21, яка відрізняється тим, що друкарська фарба є на основі здатного полімеризуватися акрилату і/або N-вінілкапролактаму. 23. Панель за будь-яким із пунктів 19-22, яка відрізняється тим, що друкарська фарба декоративного шару (18) і принаймні частина шару S1 є полімеризованими разом. 24. Панель за будь-яким із пунктів 19-23, яка відрізняється тим, що декоративний шар (18) є створеним за допомогою цифрового друку. 25. Панель за будь-яким із пунктів 12-24, яка відрізняється тим, що полімер шару S2 є на основі одного або більше із таких акрилатів: 1,6-гександіолдіакрилату, поліестеракрилату, складного ефіру поліуретанакрилової кислоти і дипропіленглікольдіакрилату. 26. Панель за будь-яким із пунктів 12-25, яка відрізняється тим, що несуча плита (11) має товщину від 3 до 20 мм. 12 UA 115094 C2 5 10 15 27. Панель за будь-яким із пунктів 12-26, яка відрізняється тим, що несучою плитою (11) є MDF плита, HDF плита, PVC плита, волоконно-цементна плита, деревно-порошкова композитна плита (WPC: Wood Powder Composite), термопластична рециклова плита, деревна плита, шпонована плита або паркетна плита. 28. Панель за будь-яким із пунктів 12-27, яка відрізняється тим, що на лицьовій стороні панелі (10) не нанесено паперової або синтетичної плівки. 29. Панель за будь-яким із пунктів 12-28, яка відрізняється тим, що вихідними матеріалами для шарів S1, S2 і S3 є матеріали придатні до фотополімеризації. 30. Панель за будь-яким із пунктів 12-29, яка відрізняється тим, що панель (10) не містить абразивостійких часток, таких як частки оксиду алюмінію. 31. Панель за будь-яким із пунктів 12-30, яка відрізняється тим, що шарувата структура дає поглинальний ефект, поліпшений у порівнянні з несучою плитою без покриття принаймні на 5 дБ, виміряний відповідно до Європейського стандарту для ламінатних підлог EPLF. 32. Панель за будь-яким із пунктів 12-31, яка відрізняється тим, що твердість еластичного шару S1 по всій товщині є практично постійною і різниця величин твердості усередині шару є 2 меншою 20 Н/мм . 13 UA 115094 C2 Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a directly printed panel
Автори англійськоюDohring, Dr. Dieter
Автори російськоюДйоринг Др. Дитер
МПК / Мітки
МПК: B32B 21/08, B05D 7/08, B05D 1/38, B32B 21/02, B05D 3/06, B05D 5/06, B32B 7/02, B05D 1/36, B32B 7/04
Мітки: спосіб, панелі, друку, прямого, виготовлення
Код посилання
<a href="https://ua.patents.su/16-115094-sposib-vigotovlennya-paneli-pryamogo-druku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення панелі прямого друку</a>
Спосіб виготовлення основи для друку і декоративна панель, отримана методом прямого друку
Номер патенту: 112263
Опубліковано: 10.08.2016
Автор: Ханніг Ханс-Юрген
МПК: B32B 38/00, B32B 38/14
Мітки: декоративна, спосіб, методом, прямого, друку, основі, панель, виготовлення, отримана
Формула / Реферат:
1. Спосіб виготовлення основи для друку для здійснення прямого друку на декоративній панелі, що включає такі етапи:а) підготовка носія у формі пластини;б) нанесення смоляного шару на носій у формі пластини;в) нанесення шару паперу або нетканого матеріалу на носій у формі пластини; іг) каландрування отриманої шаруватої структури при температурі від ³40 C до £250 C,який відрізняється тим,...
Пристрій і спосіб удосконаленого прямого друку на декоративних панелях
Номер патенту: 110285
Опубліковано: 10.12.2015
Автор: Ханніг Ганс-Юрген
МПК: B41J 11/00, B41J 3/407
Мітки: панелях, декоративних, друку, пристрій, спосіб, прямого, удосконаленого
Формула / Реферат:
1. Пристрій (100) для друку панелі, який включає подавальний засіб (110) для несучого елемента (600), що має бути підданий друку, і друкувальний механізм (120) струменевого типу, який характеризується тим, що пристрій (100) для друку панелі містить щонайменше один розрядний засіб (130) для відведення електростатичних зарядів від несучого елемента (600) і щонайменше один зарядний засіб (170) для подачі електростатичного заряду на несучий...
Спосіб виготовлення панелі
Номер патенту: 33311
Опубліковано: 17.03.2003
Автор: Хохлов Володимир Олександрович
Мітки: панелі, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення панелі шляхом формування двох шарів з ізоляційним проміжком між ними, який відрізняється тим, що спочатку в горизонтальній площині формують перший шар, водночас зверху в його тіло вводять кінці з'єднувальних елементів, за які застосовують стержні, і розташовують їх під кутом один відносно одного, а далі формують другий шар, одночасно на нього зверху накладають раніш сформований перший шар таким чином, щоб вільні кінці...
Панель з покриттям, нанесеним методом прямого друку
Номер патенту: 111997
Опубліковано: 11.07.2016
Автор: Дйорінг Дітер
МПК: B44C 5/04
Мітки: нанесеним, покриттям, панель, друку, методом, прямого
Формула / Реферат:
1. Панель, зокрема, стінова, стельова або підлогова панель, яка містить несучий шар (71) з лицьовою і задньою сторонами, де несучий шар (71) містить щонайменше на лицьовій стороні, як видно з лицьової сторони, такі шари:- шар ґрунтовки (72);- декоративний шар (73), який складається з друкувальної фарби, здатної до полімеризації; і- полімерний шар (74), який містить градієнт твердості, при цьому твердість полімерного шару...
Спосіб виготовлення сендвіч-панелі з перлітовим наповнювачем
Номер патенту: 23257
Опубліковано: 10.05.2007
Автор: Щербіна Олександр Анатолійович
МПК: E04B 2/00
Мітки: спосіб, перлітовим, виготовлення, сендвіч-панелі, наповнювачем
Формула / Реферат:
1. Спосіб виготовлення теплоізоляційної сендвіч-панелі, де застосовуються два профільовані металеві листи і теплоізоляційний наповнювач, який відрізняється тим, що як наповнювач, в проміжок між профільованими листами, заливають теплоізолюючу суміш, основною діючою речовиною якої є спучений перліт, замішаний з в'яжучою речовиною - портландцементом, гіпсом, вапном, глиною, смолою, або рідким склом.2. Спосіб за п. 1, який...
Попередній патент: Спосіб одержання флуоксастробіну
Наступний патент: Панель прямого друку з двошаровою структурою
Випадковий патент: Спосіб екологічного захисту територій від забруднення нафтопродуктами