Спосіб виготовлення основи для друку і декоративна панель, отримана методом прямого друку
Формула / Реферат
1. Спосіб виготовлення основи для друку для здійснення прямого друку на декоративній панелі, що включає такі етапи:
а) підготовка носія у формі пластини;
б) нанесення смоляного шару на носій у формі пластини;
в) нанесення шару паперу або нетканого матеріалу на носій у формі пластини; і
г) каландрування отриманої шаруватої структури при температурі від ³40 C до £250 C,
який відрізняється тим, що після каландрування наносять смоляну композицію, яка включає від ³0,5 мас.-% до £85 мас.-%, переважно від ³1,0 мас.-% до £80 мас.-% твердої речовини з середнім діаметром частинок d50 від ³0,1 мкм до £120 мкм.
2. Спосіб за п. 1, при якому після каландрування наносять смоляну композицію, яка як тверду речовину включає принаймні одну сполуку, вибрану з групи, що складається з діоксиду титану, сульфату барію, оксиду барію, хромату барію, цирконію (IV) оксиду, діоксиду кремнію, гідроксиду алюмінію, оксиду алюмінію, оксиду заліза, заліза (III) гексаціаноферату, оксиду хрому, оксиду кадмію, сульфіду кадмію, селеніту кадмію, оксиду кобальту, фосфату кобальту, алюмінату кобальту, оксиду ванадію, вісмуту ванадію оксиду, оксиду олова, оксиду міді, сульфату міді, карбонату міді, свинцю антімонату, хромату свинцю, оксиду свинцю, карбонату свинцю, карбонату кальцію, сульфату кальцію, кальцію алюмінату сульфату, оксиду цинку, сульфіду цинку, сульфіду миш'яку, сульфіду ртуті, сажі, графіту, целюлозних волокон, або їх суміші.
3. Спосіб за будь-яким з попередніх пунктів, при якому після каландрування наносять смоляну композицію, яка включає як смоляний компонент принаймні одну сполуку, вибрану з групи, до складу якої входять меламінова смола, формальдегідна смола, сечовинна смола, фенольна смола, епоксидна смола, ненасичена поліефірна смола, діалілфталат, або їх суміші.
4. Спосіб за будь-яким з попередніх пунктів, при якому після каландрування наносять смоляну композицію, яка має вміст смоли від ³15 мас.-% до £95 мас.-%, переважно від ³20 мас.-% до £90 мас.-%.
5. Спосіб за будь-яким з попередніх пунктів, при якому після каландрування наносять смоляну композицію, яка включає в себе отверджувач, при цьому отверджувач міститься в смоляній композиції в концентрації від ³0,05 мас.-% до £2,0 мас.-%, переважно від ³0,15 мас.-% до £1,0 мас.-%.
6. Спосіб за будь-яким з попередніх пунктів, при якому після каландрування наносять смоляну композицію у кількості від ³5 г/м2 до £ 50 г/м2, переважно від ³10 г/м2 до £ 40 г/м2.
7. Спосіб за будь-яким з попередніх пунктів, при якому перед нанесенням на носій у формі пластини смоляного шару на етапі б) наносять отверджувач на носій у формі пластини.
8. Спосіб за п. 7, при якому поверхню носія у формі пластини, покриту отверджувачем, нагрівають переважно до температури від ³35°C до £90°C.
9. Спосіб за будь-яким з попередніх пунктів, при якому на етапі в) на носій у формі пластини наносять папір або нетканий матеріал вагою від ³30 г/м2 до £80 г/м2, переважно від ³40 г/м2 до £70 г/м2.
10. Спосіб за будь-яким з попередніх пунктів, який додатково включає етапи: д) нанесення декоративного шару на основу для друку шляхом прямого друку; і e) нанесення захисного шару зносу на декоративний шар.
11. Спосіб за п. 10, при якому декоративний шар на етапі д) наносять шляхом флексографічного друку, офсетного друку, трафаретного друку, струменевого або лазерного друку.
12. Спосіб за п. 10 або 11, при якому для нанесення декоративного шару наносять радіаційно-отверджувану фарбу та/або чорнила на шар паперу або нетканого матеріалу.
13. Спосіб за будь-яким з попередніх пунктів, при якому як верхній шар та/або шар зносу наносять принаймні частково радіаційно-отверджувану композицію.
14. Декоративна панель, що виготовлена методом прямого друку, яка включає носій у формі пластини, нанесений на носій у формі пластини смоляний шар, непросочений і незадрукований шар паперу або нетканого матеріалу, основу для друку, нанесену на шар паперу або нетканого матеріалу, шар фарби, нанесений на основу для друку, і верхній шар та/або захисний шар, нанесений принаймні на шар фарби, яка відрізняється тим, що основа для друку утворена зі смоляної композиції, яка включає від ³0,5 мас.-% до £85 мас.-%, переважно від ³1,0 мас.-% до £80 мас.-% твердої речовини з середнім діаметром частинок d50 від ³0,1 мкм до £120 мкм, причому смоляна композиція включає як компонент смоли принаймні одну сполуку, вибрану з групи, до складу якої входять меламінова смола, формальдегідна смола, сечовинна смола, фенольна смола, епоксидна смола, ненасичена поліефірна смола, діалілфталат, або їх суміші з концентрацією від ³15 мас. % до £95 мас. %, переважно від ³20 мас.-% до £90 мас.-%, і отверджувач у концентрації від ³0,05 мас.-% до £2,0 мас.-%, переважно від ³0,15 мас.-% до £1,0 мас.-%.
15. Декоративна панель, що отримана шляхом прямого друку, за п. 14, в якій відсутній захисний шар на стороні носія у формі пластини, протилежній задрукованій стороні.
16. Декоративна панель за п. 14 або п. 15, яка включає профілювання принаймні в крайовій зоні носія у формі пластини.
Текст
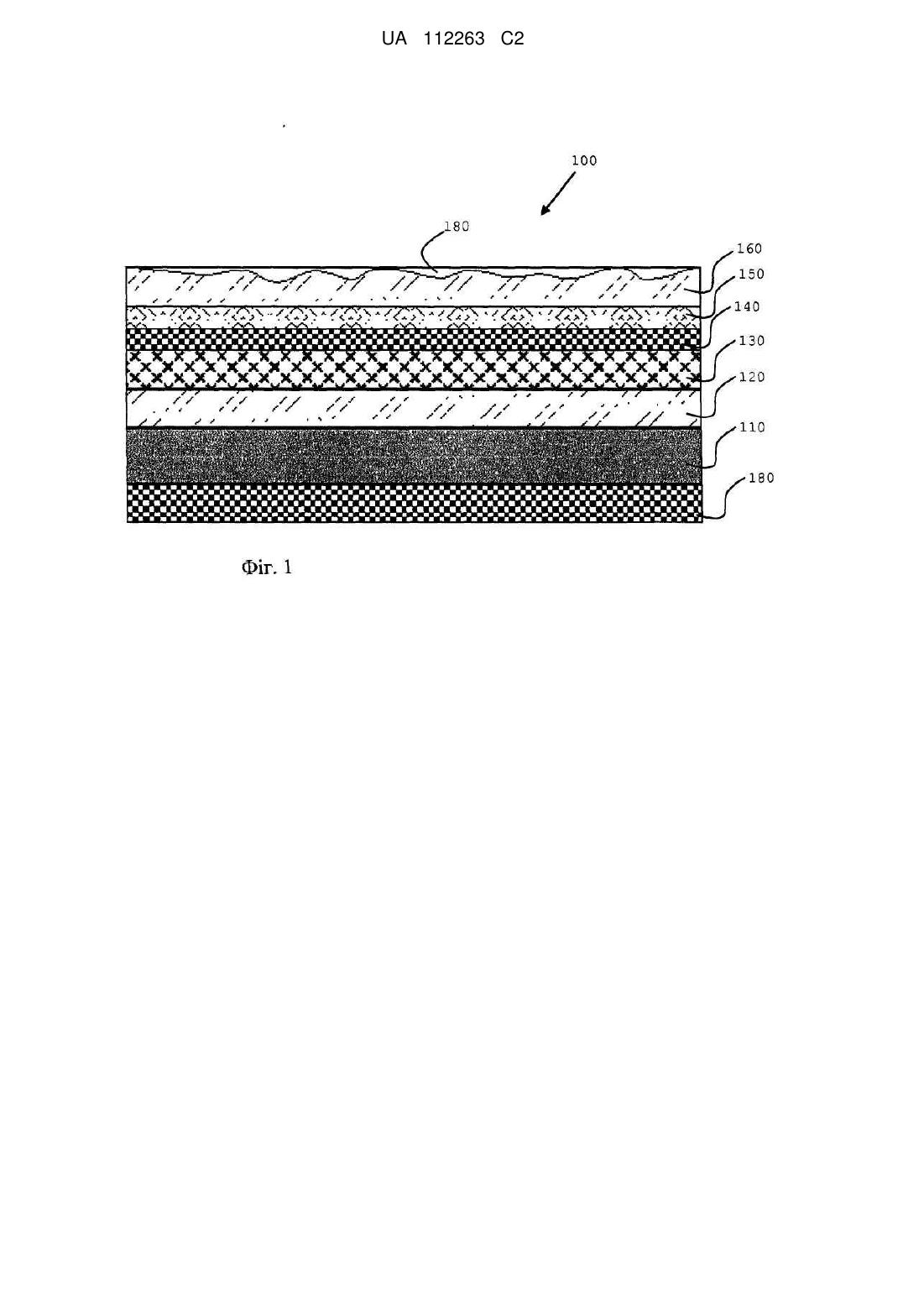
Реферат: Винахід стосується способу виготовлення основи для друку для нанесення прямого друку на декоративну панель (100), зокрема отриманої шляхом прямого друку декоративної панелі без захисного шару. Крім того, цей винахід належить до декоративної панелі (100), що містить основу для друку, отриману способом згідно з цим винаходом. Згідно зі способом пропонується після етапу каландрування, на якому на носій (110) у формі пластини наноситься шар паперу або нетканого матеріалу (130), наносити смоляну композицію, яка включає від 0,5 мас.-% до 85 мас.-% твердої речовини, що має середній діаметр частинок d50 від 0,1 мкм до 120 мкм (фіг. 2). UA 112263 C2 (12) UA 112263 C2 UA 112263 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу виготовлення основи для друку для нанесення прямого друку на декоративну панель. Крім того, цей винахід відноситься до декоративної панелі, що містить основу, отриману способом згідно з цим винаходом. Цей винахід відноситься, зокрема, до способу виготовлення декоративної панелі, отриманої методом прямого друку, без захисного шару, і до декоративної панелі без захисного шару, отриманої у відповідності до способу за цим винаходом. Термін "декоративна панель" в контексті цього винаходу означає панель для стін, стель або підлоги, що має декор, нанесений на несучу пластину. Декоративні панелі застосовуються у різний спосіб в галузі, яка стосується дизайну інтер'єру приміщень, а також для декоративного облицювання конструкцій, наприклад, при виготовленні виставкових стендів. Однією з найпоширеніших областей застосування декоративних панелей є їх застосування як покриття для підлог. У цьому випадку декоративні панелі часто мають декор, який повинен імітувати натуральний матеріал. Прикладами імітації таких природних матеріалів є деревні породи, такі як клен, дуб, береза, деревина вишневого дерева, ясеня, горіха, каштана, венге і навіть екзотичних порід дерев, таких як панга-панга, червоного дерева, бамбука і бубінга. Крім того, часто імітують поверхні натуральних матеріалів, таких як камінь або кераміка. До останнього часу такі декоративні панелі часто виготовлялися як ламінат, в якому підданий попередньому друку декоративний папір з заданим декором наноситься на несучу пластину, а так званий оверлей, в свою чергу, наноситься на декоративний папір. Для того щоб уникнути деформації декоративних панелей, так званого викривлення у формі чаші, в результаті усадки накладеного декоративного паперу, на сторону несучої пластини, протилежну стороні з декоративним папером, наносять захисний папір і шари отриманої шаруватої структури міцно з'єднують один з одним за допомогою відповідного тиску та/або активованих нагріванням адгезивів. При цьому сили, що діють на несучу пластину, за допомогою захисного паперу повинні протидіяти розтягувальним силам, що спричинюють викривлення у формі чаші. В даному випадку застосування захисного шару потребує введення додаткової операції, а отже, пов'язано зі збільшенням витрат на виробництво. У залежності від області застосування декоративних панелей вони можуть виготовлятися з різних матеріалів. При цьому, зокрема, матеріал несучого елемента може бути вибраний відповідно до області застосування. Так, несучий елемент, наприклад, може складатися з матеріалу на основі деревини, за умови що декоративна панель не зазнає впливу надмірної вологи або погодних умов. Якщо панель, наприклад, має бути застосована у вологих приміщеннях або на відкритому майданчику, несучий елемент, може, наприклад, складатися з пластичного матеріалу. Деревними матеріалами в контексті даного винаходу, на додаток до суцільних деревних матеріалів, є такі матеріали як масивні клеєні стінові панелі з дерева, клеєний брус, меблева фанерна плита, облицьована фанера, брус з клеєного шпону, паралельно клеєні пиломатеріали, тонка дерев'яна пластинка для обклеювання поверхні столярних виробів. Крім того, поняття матеріалів на основі деревини в контексті даного винаходу включає деревностружкові плити (ДСП), такі як товстий картон, екструдовані плити, структурно орієнтовані дошки (ОСД) і ламінований волокнистий шпон, виготовлений з довгих ниток, що надходять з швидкозростаючих осики або тополі, а також такі деревно-волокнисті матеріали, як ізоляційні деревно-волокнисті плити (ДВП), тверді і середньої твердості ДВП і особливо деревоволокнисті плити середньої щільності і деревоволокнисті плити високої щільності. Крім того, цей винахід поширюється на сучасні матеріали на основі деревини, такіяк дерево-полімерні матеріали (дерево-пластиковий композит, ДПК), сандвіч-панелі, виготовлені з серцевиною з легковагового матеріалу, такого як піна, тверда піна або папір у вигляді паперових сот, і нанесеного на серцевину деревного шару, а також ДСП з мінеральним підсиленням, наприклад, цементом. Крім того, пробка також являє собою деревний матеріал, який підпадає під дію цього винаходу. Пластмасовими матеріалами, які можуть бути застосовані у виробництві відповідних панелей, є, наприклад, термопластичні матеріали, такі як полівінілхлорид, поліолефіни (наприклад, поліетилен (ПЕ), поліпропілен (ПП)), поліаміди (ПА), поліуретани (ПУ), полістирол (ЦС), акрилонітрил бутадієн стирол (АБС), поліметилметакрилат (ПММА), полікарбонат (ПК), поліетилентерефталат (ПЕТ), поліефірефіркетон (ПЕЕК) або їх суміші та їх співполімеризати. Пластичні матеріали можуть включати звичайні наповнювачі, такі як карбонат кальцію (крейда), оксид алюмінію, силікагель, кварцовий порошок, деревну муку, гіпс. Крім того, вони можуть бути пофарбовані будь-яким відомим способом. У контексті даного винаходу термін "прямий друк" означає нанесення декору безпосередньо на несучий елемент панелі або на ненадрукований шар волокнистого матеріалу, нанесений на 1 UA 112263 C2 5 10 15 20 25 30 35 40 45 50 55 60 несучий елемент. На відміну від традиційних способів, при яких декоративний шар з попередньо надрукованим заданим декором наносять на несучий елемент, при прямому друку декор наносять безпосередньо в процесі виробництва панелей. При цьому можуть бути застосовані різні способи друку, наприклад, флексографічний друк, офсетний друк або трафаретний друк. При цьому, зокрема, можуть бути застосовані цифрові способи друку, наприклад, способи струменевого або лазерного друку. В контексті даного винаходу термін волокнисті матеріали означає такі матеріали, як папір і неткані матеріали на основі волокон рослинного, тваринного походження, мінеральних або навіть синтетичних волокон, а також картону. Прикладами волокнистих матеріалів на основі рослинних волокон, на додаток до паперу і нетканих матеріалів, виготовлених з волокон целюлози, є плити, виготовлені з біомаси, наприклад, соломи, зокрема кукурудзяної соломи, бамбуку, листя, екстрактів водоростей, конопель, бавовни або волокон масличної пальми. Прикладами волокон тваринного походження є матеріали на основі кератину, такі як шерсть або кінський волос. Прикладами матеріалів з мінеральних волокон є мінеральна вата або скловата. Зазвичай для захисту нанесеного декоративного шару поверх декоративного шару наносять верхні шари або шари, що захищають від зносу. Шар зносу та/або верхній шар в контексті цього винаходу являє собою шар, нанесений як зовнішній останній шар, який, зокрема, захищає декоративний шар від зносу або пошкодження через забруднення, вплив вологи і механічну дію, наприклад, стирання. Часто передбачається, що до такого шару зносу або верхнього шару додається поверхнева структура, що відповідає декору. Термін "поверхнева структура, що відповідає декору" означає, що поверхня декоративної панелі має структуру, яка тактильно сприймається як така, що за своєю формою і узором відповідає нанесеному декору для досягнення відображення природного матеріалу якомога ближче до оригіналу, наскільки це можливо навіть по відношенню до його тактильності, тобто навіть на дотик. Проблемою, яка може виникнути під час нанесення прямого друку на декоративні панелі, є те, що поверхня декоративної панелі, яка має бути задрукованою, не є оптимальною основою для нанесення друку, на яку може бути нанесений відповідний декор. Проблема полягає в тому, що шар з паперу або нетканого матеріалу, застосовуваний як основа для друку на несучій пластині декоративної панелі, просочується смолою, яка використовується для нанесення, у такий спосіб, що, будучи застосованою для фіксації, вона проходить наскрізь з боку призначеного для друку паперу або нетканого матеріалу і може викликати проблеми, що стосуються адгезії друкарської фарби. Щоб подолати цю проблему, папір або нетканий матеріал може бути забезпечений бар'єрним шаром, який запобігає проникненню смоли через папір або нетканий матеріал. Однак такий бар'єрний шар часто призводить до того, що друкарська фарба, застосовувана в процесі друку, або зовсім не проникає у папір чи нетканий матеріал, або недостатньо проникає в них, залишаючись на поверхні, що негативно впливає на якість друку. Крім того, може статися, що папір або нетканий матеріал забезпечується шаром для нанесення друкарської фарби з того боку, з якого має відбуватися друк, ще до нанесення на несучу пластину, а потім методом друку наноситься шар, призначений для нанесення друкарської фарби. Отриманий таким способом декоративний папір далі наноситься на несучу пластину. Тим не менш, в ході подальшого застосування верхнього шару або шару зносу можуть виникати проблеми, пов'язані з адгезією. Отже, кінцевий композитний ламінат не буде мати достатньої стійкості і це може призвести, наприклад, до розщеплення ламінату в декоративному паперовому шарі. Таким чином, технічною задачею даного винаходу є створення способу виготовлення основи для нанесення друку для здійснення прямого друку на декоративній панелі, який здатний подолати проблему, відому з рівня техніки в даній галузі. Крім того, технічною задачею цього винаходу є створення декоративної панелі з відповідною основою для друку. Зокрема, технічною задачею цього винаходу є створення способу виготовлення декоративної панелі, отриманої методом прямого друку, без захисного шару, і відповідної декоративної панелі без захисного шару. Зазначені технічні задачі вирішуються за допомогою способу за п. 1 та декоративної панелі за п. 14. Приклади конкретного здійснення винаходу представлені в залежних пунктах формули і в подальшому описі винаходу. Таким чином, відповідно до даного винаходу запропоновано спосіб виготовлення основи для друку для здійснення прямого друку на декоративній панелі, що включає такі етапи: а) підготовка осія у формі пластини; б) нанесення смоляного шару на носій у формі пластини; 2 UA 112263 C2 5 10 15 20 25 30 35 40 45 50 55 в) нанесення незадрукованого шару паперу або шару нетканого матеріалу на носій у формі пластини; і г) каландрування отриманої шаруватої структури при температурі від 40 °C до 250 °C, який відрізняється тим, що після каландрування наносять смоляну композицію, яка включає від 0,5 мас.-% до 85 мас.-%, переважно від 1,0 мас.-% до 80 мас.-% твердої речовини, яка має середній діаметр частинок d50 від 0,1 мкм до 120 мкм, переважно від 1 мкм до 100 мкм. Несподівано було виявлено, що шляхом нанесення основи для друку з відповідним вмістом твердої речовини після каландрувания незадрукованого шару паперу або нетканого матеріалу може бути забезпечена поверхня, яка найкращим чином придатна для виконання прямого друку, і яка, крім того, має також дуже високу здатність до зчеплення з нанесеним верхнім шаром або шаром зносу, завдяки чому ламінат, виготовлений із застосуванням способу за цим винаходом, має високу стійкість. При цьому вміст вказаної вище твердої речовини у смоляній композиції стосується рідкої смоляної композиції. Згідно з винаходом, зокрема, це може відбуватися за умови, якщо смоляна композиція, нанесена після каландрування, проникає в нанесений шар паперу або нетканого матеріалу, принаймні частково в тій мірі, за якої смоляна композиція проникає аж до носія у формі пластини або до нанесеного на неї смоляного шару. Крім того, несподівано було виявлено, що завдяки такому способу виготовлення можна обійтися без захисного шару, який застосовується для уникнення викривлення декоративної панелі. Це забезпечує значні економічні вигоди, оскільки, з одного боку, відпадає потреба у застосуванні відповідної операції при здійсненні способу, а з іншого боку, може бути досягнута економія відповідного матеріалу. При цьому основа для друку, виготовлена згідно з цим винаходом, може бути застосована для флексографічного друку, офсетного друку або трафаретного друку, а також для цифрових методів друку, таких як струменеві процеси або лазерний друк. Згідно з одним з прикладів здійснення способу, смоляну композицію наносять після каландрування шару паперу або нетканого матеріалу на носій у формі пластини, при цьому як тверду речовину композиція включає принаймні одну сполуку, вибрану з групи, що складається з діоксиду титану, сульфату барію, оксиду барію, хромату барію, цирконію (IV) оксиду, діоксиду кремнію, гідроксиду алюмінію, оксиду алюмінію, оксиду заліза, заліза (III) гексаціаноферату, оксиду хрому, оксиду кадмію, сульфіду кадмію, селеніту кадмію, оксиду кобальту, фосфату кобальту, алюмінату кобальту, оксиду ванадію, вісмуту ванадію оксиду, оксиду олова, оксиду міді, сульфату міді, карбонату міді, свинцю антімонату, хромату свинцю, оксиду свинцю, карбонату свинцю, карбонату кальцію, сульфату кальцію, кальцію алюмінату сульфату, оксиду цинку, сульфіду цинку, сульфіду миш'яку, сульфіду ртуті, сажі, графіту, целюлозних волокон або їх суміші. Застосовуючи такі тверді речовини, можна, зокрема, забезпечити кольорову основу для друку, забарвлення якої додає декоративному друку додаткових властивостей. Наприклад, в декоративному дизайні, який має представляти темні породи дерева, слід застосовувати основу для друку з коричневим або коричневатим базовим тоном, в той час як в декоративному дизайні, який має представляти світлі породи дерева або світлий камінь, слід застосовувати основу для друку з жовтим або білим базовим тоном. Застосування целюлозних волокон в смоляній композиції, нанесеній на носій у формі пластини, має, зокрема, ще один позитивний ефект, який полягає в тому, що волокна не пропускають можливі дефекти на поверхні несучої пластини, на яку наноситься смоляна композиція, на поверхню, яка задруковується пізніше, що приводить до суттєвого поліпшення якості друкованого зображення. До таких дефектів можуть належати, наприклад, так звані шліфувальні канавки, утворені в результаті шліфування несучих пластин, або западини, спричинені транспортними засобами, такими як конвеєрні стрічки і т.д. При застосуванні целюлозного волокна вони переважно мають розмір частинок в діапазоні від 10 мкм до 100 мкм, зокрема від 25 мкм до 90 мкм. Частка целюлозного волокна в твердій речовині, яку містить смоляна композиція, може, наприклад, перебувати в діапазоні від 0 мас. % до 100 мас. -%, переважно від 40 мас.-% до 100 мас.-%, зокрема від 60 мас.-% до 100 мас.-%. При цьому переважна частка твердої речовини в смоляній композиції при використанні целюлозних волокон знаходиться в нижній зоні діапазону вимірявання в мас.-%, переважно від 0,5 мас.-% до 3,5 мас.-%, зокрема від 1,0 мас.-% до 2,5 мас.-%, тоді як переважна частка твердої речовини в смоляній композиції при використанні інших твердих речовин, визнаних прийнятними, становить переважно від 5 мас -% до 85 мас.-%, переважно, від 10 мас.-% до 80 мас.-%, більш переважно від 35 мас.-% до 75 мас.-%. Це, зокрема, пояснюється низькою питомою масою целюлозного волокна, яке додається як тверда речовина, в порівнянні з питомою масою інших наведених твердих речовин. 3 UA 112263 C2 5 10 15 20 25 30 35 40 45 50 55 Зокрема, згідно з цим винаходом передбачається, що після каландрування наносять смоляну композицію, яка включає в себе принаймні один органічний або неорганічний пігмент, вибраний з групи, до складу якої входять пруський синій, блискучий жовтий, кадмій жовтий, кадмій червоний, оксид хрому зелений, синій кобальт, кобальт синій світлий, кобальт фіолетовий, irgazine червоний, оксид заліза чорний, марганець фіолетовий, фталоціаніновий синій, сієна, титанові білила, ультрамарин синій, ультрамарин червоний, умбра, каолін, силікату цирконію пігменти, моноазо жовтий і моноазо помаранчевий, тіоіндиго, бета-нафтолу пігменти, нафтолу AS пігменти, піразолону пігменти, N-ацетоацетаніліду пігменти, АЗО (AZO) металічні складні пігменти, діарилові жовті пігменти, хінакридонові пігменти, дикетопіроло-піролові пігменти (DPP), діоксазинові пігменти, періленові пігменти, ізоіндолінонові пігменти, пігменти фталоціаніну міді, та їх суміші. Відповідно до іншого варіанту здійснення способу передбачається, що після каландрування наносять смоляну композицію, яка як смоляний компонент містить принаймні одну сполуку, вибрану з групи, до складу якої входять меламінова смола, формальдегідна смола, сечовинна смола, фенольна смола, епоксидна смола, ненасичені поліефірні смоли, діаллілфталат або їх суміші. Несподівано було виявлено, що при використанні відповідного смоляного компонента в комбінації з твердою речовиною, включеною у склад смоляної композиції, може бути отримана основа для друку, яка дозволяє значно поліпшти прилипання верхнього шару та/або шару зносу, який наносять на завершальному етапі, результатом чого є підвищена стійкість ламінату. При цьому вміст смоли у смоляній композиції може, наприклад, становити від 15 мас.-% до 95 мас.-%, переважно, від 20 мас.-% до 90 мас.-%, більш переважно, від 25 мас.-% до 65 мас.-%. Крім того, в одному з варіантів здійснення способу передбачається, що після каландрування наносять смоляну композицію, яка включає в себе отверджувальну речовину, при цьому отверджувальна речовина може бути включена в смоляну композицію, наприклад, при концентрації від 0,05 мас.-% до 3,0 маси.-%, переважно від 0,15 мас.-% до 2,0 мас.-%, більш переважно від 0,5 мас.-% до 2,0 мас.-%. Наявність стверджувальної речовини в смоляній композиції дозволяє оптимізувати процес зв'язування або ствердження смоляної композиції в залежності від паперу, нанесеного на носій у формі пластини. Згідно з одним з варіантів здійснення способу отверджувальна речовина може, наприклад, являти собою розчин органічних солей. Отверджувальна речовина має переважно кислотне значення рН, переважно від рН 0,5 до 0,5 до рН 6. В особливо переважному варіанті здійснення винаходу як отверджувальна речовина використовується так званий латентний отверджувач. Латентні отверджувачі характеризуються тим, що після їх додавання до смоли, з одного боку, забезпечується достатньо часу для обробки при кімнатній температурі, а з іншого боку, досягається найкоротший період часу для отвердіння при подальших температурах обробки. Ефект латентних отверджувачів базується на тому, що вони не діють при нормальних температурах і лише при підвищених температурах або в результаті хімічної реакції вивільняють кислоту, яка прискорює процес отвердіння. Прикладами латентних отверджувачів є алкілові або алканоламінові солі сірчистої кислоти, сульфамінова кислота, 3-хлор-1,2-пропандюл, р-толуолсульфонова кислота, морфолін, сульфат амонію, хлорид амонію, сульфіт амонію, нітрат амонію, етаноламіну гідрохлорид, диметилетаноламонію сульфіт, діетаноламонію сульфамат або малеїнова кислота. Зокрема, отверджувач може бути водним, переважно, неіонним, розчином. Прикладом отверджувача, придатного для застосування в контексті цього винаходу, є МН-180 В (Melatec AG, Швейцарія). Після каландрування смоляна композиція може, наприклад, наноситися у кількості від 5 2 2 2 2 г/м до 50 тій , переважно від 10 г/м до 40 тім . Відповідно до іншого варіанту здійснення смоляна композиція може також наноситися принаймні в два етапи. Згідно з переважним варіантом здійснення способу після каландрування наноситься смоляна композиція, яка має в'язкість, що відповідає часу витікання від 7 с до 60 с зі стандартної віскозиметричної воронки. В'язкість визначають відповідно до DIN 53211 із застосуванням віскозиметричної воронки з соплом шириною 4 мм. Після нанесення смоляної композиції після каландрування переважно здійснюється етап сушки, на якому поверхню, що в подальшому має бути задрукована, принаймні частково висушують. Для цього на поверхні, на яку була нанесена смоляна композиція, генерують поверхневу температуру від 75 °C до 125 °C, переважно від 80 °C до 110°С, зокрема від 90 °C до 100 °C. Для отримання відповідної температури поверхні можуть бути застосовані, наприклад, IR-випромінювачі, NIR-випромінювачі, реактивні сушарки або аналогічні пристрої. 4 UA 112263 C2 5 10 15 20 25 30 35 40 45 50 55 60 При цьому зазначена температура поверхні переважно встановлюється на період від 1 с до 600 с, переважно від 5 с до 400 с, більш переважно від 10 с до 300 с. Смоляна композиція, що наноситься після каландрування, на додаток до згаданих вище компонентів може ще включати в себе такі компоненти або добавки, як реологічні речовини для регулювання в'язкості, воду, реагенти для зниження гідравлічних втрат, консерванти, поверхнево-активні речовини, піногасники та інші. У способі згідно з винаходом після каландрування смоляна композиція може наноситись як на носій у формі пластини, так і на нанесений на носій папір або нетканий матеріал, за допомогою роликів, розпилювального пристрою, методом нанесення покривного шару лезом, ножовим пристроєм, аерографами, лінією пристроїв для виготовлення неплинної литої плівки, методом екструзії плівки через щілинну головку, методом поливу, тобто за допомогою пристроїв, які створюють безперервну завісу рідини, що падає на основу, або інших придатних пристроїв. Згідно з ще одним варіантом здійснення способу перед нанесенням смоляного шару на етапі б) на носій у формі пластини наносять отверджувач. При цьому на носій у формі пластини переважно наноситься кислотний отверджувач, наприклад, такий, що має значення водневого показника рН від рН 0,5 до рН 0,5 до рН 6. Отверджувач є реакційноздатним і впливає на реакцію отвердження смоляної композиції, яка в подальшому має бути нанесена і за допомогою якої шар паперу або нетканого матеріалу має бути прикріплений до носія у формі пластини. Крім того, може бути передбачено, що після нанесення отверджувача на носій у формі пластини проводять термообробку, за допомогою якої температуру поверхні носія у формі пластини підвищують переважно до температури від 35 °C до 90 °C. Така теплова обробка може, наприклад, бути реалізована за допомогою IR випромінювачів або NIR-випромінювачів. При нанесенні смоляного шару на етапі б) переважно передбачається, що наносять смоляну композицію, яка як компонент смоли містить принаймні одну сполуку, вибрану з групи, до складу якої входять меламінова смола, формальдегідна смола, сечовинна смола, фенольна смола, епоксидна смола, ненасичена поліефірна смола, діаллілфталат або їх суміші. Смоляна 2 композиція може, наприклад, наноситися в кількості від 5 г/м до 50 г/м, переважно від 10 г 2 2 / м до 40 г/м . Особливо переважно, коли поверхнева щільність смоляної композиції вибрана таким чином, що папір або нетканий матеріал, нанесений на наступному етапі в), не повністю просочений смоляною композицією. З метою досягнення такого стану, наприклад, може бути також передбачено, що смоляну композицію на етапі б) наносять при кінематичній в'язкості, яка відповідає часу витікання від 10 с до 40 с із стандартної віскозиметричної воронки (виміряної згідно з DIN 53211). Відповідно до іншого варіанту здійснення способу на етапі в) на носій у формі пластини 2 2 наносять папір або нетканий матеріал в кількості від 30 г/м до 80 г/м , переважно від 40 2 2 г/м до 70 г/м . Згідно з одним з варіантів здійснення способу, з боку, протилежного декоративній поверхні, наноситься захисний шар. При цьому особливо переважно, коли захисний шар наноситься на спільному етапі каландрування з папером або нетканим матеріалом на стороні декоративної поверхні. Ще в одному з варіантів здійснення винаходу передбачено, що захисний шар наноситься на сторону носія у формі пластини, протилежну декоративному шару лише після нанесення декоративного зображення. При цьому, зокрема, може бути передбачено, що захисний шар наноситься як верхній шар та/або шар зносу на спільному етапі разом з нанесенням оверлею. Однак в контексті даного винаходу особливо переважним є те, що без нанесення захисного шару можна обійтися. Несподівано було продемонстровано, що за допомогою такого способу виготовлення можна обійтися без нанесення захисного шару і в той же час уникнути викривлення декоративної пластини. Це забезпечує значні економічні переваги, оскільки, з одного боку, можна відмовитись від відповідної технологічної операції, а з іншого боку, отримати відповідну економію матеріалу. Після нанесення основи для друку на декоративну сторону може бути нанесений декор за допомогою відповідних методів друку, серед яких придатними є такі технологічні методи як флексографічний друк, офсетний або трафаретний друк і, зокрема, методи цифрового друку, такі як струменевий або лазерний друк. Для нанесення декоративного шару за допомогою методів прямого друку переважно застосовується радіаційно-отверджувана фарба. Ознака "радіаційно-отверджувана" в контексті даного винаходу означає, що фарбу та/або чорнила стверджують за допомогою електромагнітного випромінювання, наприклад УФ-випромінювання або електронного 5 UA 112263 C2 5 10 15 20 25 30 35 40 45 50 55 випромінюванням. При цьому, зокрема, може бути забезпечено, що фарба та/або чорнила включають відповідні складові, які полімеризуються під дією випромінювання та світла. Прикладами таких складових є акрилати, епоксиди або циклічні аміни, такі як етилен іміну. Для захисту нанесеного декоративного шару на наступному етапі поверх декоративного шару можна наносити шар зносу або верхній шар. причому вказаний вище шар. зокрема, захищає декоративний шар від зносу або пошкодження, спричиненого брудом, вологою і механічним впливом, наприклад стиранням. При цьому може бути передбачено, що з метою підвищення зносостійкості шар зносу включає в себе такі тверді матеріали, як нітрид титану, карбід титану, нітрид кремнію, карбід кремнію, карбід бору, карбід вольфраму, карбід танталу, оксид алюмінію (корунд), оксид цирконію або їх суміші. При цьому може бути передбачено, що твердий матеріал входить в композицію шару зносу в кількості від 5 мас.-% до 40 мас.-%, переважно, від 15 мас.-% до 25 мас.-%. Твердий матеріал переважно має середній діаметр частинок в діапазоні від 10 мкм до 250 мкм, більш переважно від 10 мкм до 100 мкм. Таким чином, у переважний спосіб забезпечується стабільна дисперсія композиції шару зносу при уникненні розкладання або осадження твердого матеріалу в композиції шару зносу. З метою формування відповідного шару зносу в одному з варіантів здійснення винаходу передбачено, що радіаційно-отверджувана композиція, яка 2 2 включає в себе твердий матеріал, наноситься при концентрації від 10 г/м до 300 г/м , 2 2 переважно від 50 г/м до 250 г/м . При цьому операція нанесення може бути реалізована, наприклад, за допомогою валиків, зокрема, гумових валиків, або за допомогою наливних пристроїв. В іншому варіанті здійснення винаходу може бути передбачено, що твердий матеріал не є складовою частиною композиції шару зносу на момент нанесення композиції шару зносу, а розсіюється у формі частинок на нанесену композицію шару зносу, а після цього шар зносу стверджується. Крім того, може бути забезпечено додання до шару зносу або до верхнього шару поверхневої структури, яка узгоджена з декором. При цьому може бути передбачено, що несуча пластина вже має певну структуру і вирівнювання друкувального засобу для нанесення декору по відношенню до несучої пластини реалізується в залежності від структури несучої пластини, яка визначається із застосуванням оптичних методів. Причому з метою вирівнювання друкувального засобу і несучої пластини одне відносно одного може бути передбачено, що відносний рух між друкувальним засобом і несучою пластиною, необхідний для здійснення процесу вирівнювання, відбувається завдяки зсуву несучої пластини або завдяки зсуву друкувального засобу. Відповідно до іншого прикладу здійснення винаходу передбачено, що структурування декоративних панелей здійснюється після нанесення верхнього шару та/або шару зносу. Для цього переважно передбачено, що як верхній шар та/або шар зносу наноситься стверджувана композиція і процес ствердження здійснюється лише в тій мірі, аби досягти тільки часткового отвердження верхнього шару та/або шару зносу. За допомогою відповідних засобів, наприклад, валика з жорсткою металевою текстурою або штампу, у такому частково отвердженому шарі методом тиснення забезпечують задану структуру поверхні. При цьому процес тиснення здійснюють у відповідності до нанесеного декору. Щоб забезпечити достатню узгодженість виготовленої структури з декором, може бути передбачено, що несуча пластина та засіб для тиснення були вирівняні відносно один одного за допомогою відповідних відносних рухів. Після забезпечення заданої структури в частково отвердженому верхньому шарі та/або шарі зносу виконують додаткову операцію отвердження по відношенню до вже існуючого структурованого верхнього шару та/або шару зносу. Крім того, може бути передбачено, щоб шар зносу та/або верхній шар були виконані з радіаційно-отверджуваного складу або принаймні частково з радіаційно-отверджуваного складу, наприклад складу на основі акрилового лаку, епоксидного лаку або уретанового акрилату. При цьому особливо переважним є те, що склад після нанесення на декоративний шар лише частково піддається радіаційному отвердженню, і в частково отверджений шар описаним вище способом вводиться поверхнева структура, що відповідає декору. Відповідно до іншого варіанту здійснення винаходу верхній шар та/або шар зносу може включати в себе засіб для зниження статичного (електростатичного) заряду готового шаруватого матеріалу (ламінату). З цією метою, наприклад, може бути передбачено включення в верхній шар та/або шар зносу таких сполук, як хлорид холіну. При цьому антистатичний засіб може, наприклад, бути включений в композицію для формування верхнього шару та/або шару зносу при концентрації від 0,1 мас.-% до 40,0 мас.-%, переважно від 1,0 мас.-% до 30,0 мас.-%. 6 UA 112263 C2 5 10 15 20 25 30 35 40 45 50 55 60 Ще в одному варіанті здійснення способу за винаходом може бути передбачено формування структури в ході процесу друку. Для цього може передбачатися багаторазове нанесення фарби таким чином, що на основі для друку виникають виступаючі зони, які забезпечують виготовлення заданої тривимірної структури. На отриману таким методом структуру може бути нанесений шар зносу та або верхній шар. Крім того, згідно цим винаходом пропонується декоративна панель, виготовлена методом прямого друку, яка включає в себе носій у формі пластини, смоляний шар, нанесений на носій у формі пластини, шар з непросоченого і незадрукованого паперу або нетканого матеріалу, основу для друку, нанесену на шар паперу або нетканого матеріалу, шар фарби, нанесений на основу для друку, і верхній шар та/або шар зносу, нанесений принаймні на один шар фарби, яка характеризується тим, що основа для друку сформована з смоляної композиції, яка включає від 0,5 мас.-% до 85 мас.-%, переважно від 1,0 мас.-% до 80 мас.-% твердого матеріалу, що має середній діаметр частинок d50 від 0,1 мкм до 120 мкм, при цьому смоляна композиція як компонент смоли містить принаймні одну сполуку, вибрану з групи, до складу якої входять меламінова смола, формальдегідна смола, сечовинна смола, фенольна смола, епоксидна смола,ненасичені поліефірні смоли, діаллілфталат або їх суміші з концентрацією від 15 мас.% до 95 мас.-%, переважно, від 20 мас.-% до 90 мас.-%, і стверджуючу речовину з концентрацією від 0,05 мас.-% до 2,0 мас.-%, переважно, від 0,15 мас.-% до 1,0 мас.-%. У переважному варіанті здійснення декоративної панелі за цим винаходом названа панель не містить захисного шару з боку носія у формі пластини на стороні, протилежній стороні з нанесеним друком. Виготовлення такої панелі без захисного шару є економічно вигіднішим за рахунок економії матеріалу і зменшення кількості технологічних операцій, забезпечуючи таким чином економічні вигоди на додаток до екологічних переваг ресурсозбереження. Відповідно до іншого прикладу здійснення даного винаходу, носій у формі пластини може включати профілювання, принаймні в крайовій області. При цьому може бути передбачено, що декор наноситься і в області профілювання, у зв'язку з чим профілювання здійснюється перед нанесенням декоративного шару на носій у формі пластини. Як альтернатива або додатковий варіант процес профілювання може бути виконуватися і після нанесення декоративного шару. При профілюванні в контексті даного винаходу передбачається, що за допомогою відповідного інструменту для механічної обробки принаймні в крайовій зоні декоративної панелі забезпечується декоративний та/або функціональний профіль. При цьому під функціональним профілем слід розуміти, наприклад, виконання канавки та/або гребеня в крайовій зоні для з'єднання між собою декоративних панелей за допомогою виконаного профілювання. Декоративний профіль в контексті даного винаходу означає, наприклад, фаску, виконану в крайовій області декоративної панелі, зокрема для імітації шва між двома з'єднаними між собою панелями, такого як, наприклад, між підлоговими дошками. При частковому профілюванні декоративної панелі виконуються не всі профілі, передбачені в готовій панелі, а лише частина з них, тоді як решта профілів виготовляється на наступному етапі. Таким чином, може бути передбачено, що передбачуваний в панелі декоративний профіль, наприклад фаска, виконується на одному етапі, тоді як функціональний профіль, наприклад, канавка/гребінь виконується на наступному етапі. Завдяки нанесенню декору після принаймні часткового профілювання носія, зокрема, за допомогою описаних вище методів, наприклад методом прямого друку, в ході профілювання можна успішно уникати стирання або пошкодження декору. Завдяки цьому декор і на профільованих ділянках у всіх деталях відповідає бажаній імітації, наприклад, натурального матеріалу. На фіг. 1 схематично показано структуру варіанту декоративної панелі за винаходом; і на фіг. 2 схематично показано структуру варіанту декоративної панелі без захисного шару, отриманої відповідно до винаходу. На фіг. 1 схематично показано структуру варіанта декоративної панелі 100 відповідно до винаходу, що заявляється. На верхній частині носія 110 у вигляді пластини, на який спочатку було нанесено отверджувальну речовину (не показано), знаходиться смоляний шар 120, за допомогою якого шар 130 паперу або нетканого матеріалу прикріплюється до носія 110 у вигляді пластини. На шар 130 паперу або нетканого матеріалу наноситься основа для друку 140. При цьому основа для друку 140 утворена з смоляної композиції, що містить від 0,5 мас.% до 85 мас.-%, переважно від 1,5 мас.-% до 80 мас.-% твердої речовини, що має середній діаметр частинок d50 від 0,1 мкм до 120 мкм. При цьому як тверда речовина в смоляну композицію може бути включена принаймні одна сполука, вибрана з групи, до складу якої входять: діоксид титану, сульфат барію, оксид барію, хромат барію, цирконію (IV) оксид, діоксид кремнію, гідроксид алюмінію, оксид алюмінію, оксид заліза, заліза (III) гексаціаноферат, 7 UA 112263 C2 5 10 15 20 25 30 35 40 45 50 55 оксид хрому, оксид кадмію, сульфід кадмію, кадмію селеніт, оксид кобальту, фосфат кобальту, алюмінат кобальту, оксид ванадію, вісмуту-ванадію оксид, оксид олова, оксид міді, сульфат міді, карбонат міді, свинцю антімонат, хромат свинцю, оксид свинцю, свинцю карбонат, карбонат кальцію, сульфат кальцію, кальцію алюмінат сульфат, оксид цинку, сульфід цинку, сульфід миш'яку, сульфід ртуті, сажа, графіт, целюлозні волокна або їх суміші. Особливо переважно, якщо смоляна композиція містить принаймні діоксид титану або целюлозні волокна у вигляді твердої речовини. Основа для друку 140 наноситься на декоративну панель 100 згідно з винаходом тільки після каландрування, при якій шар 130 паперу або нетканого матеріалу притискається під дією тиску та/або тепла до смоляного шару 120, нанесеного на носій ПО. При цьому смоляна композиція смоляного шару 120 проникає в шар 130 паперу або нетканого матеріалу переважно не повністю, а лише частково. На виготовлену таким чином основу для друку наноситься шар 150 фарби, який утворює декор. На шар 150 фарби наноситься верхній шар та/або шар 160 зносу. При цьому верхній шар та/або шар зносу може містити структури 170, які сприймаються тактильно і які переважно узгоджуються з декором, утвореним шаром 150 фарби таким чином, що створюється враження матеріалу, подібного до природного. З протилежного боку цього варіанту панелі наноситься захисний шар 180. На фіг. 2 схематично показано структуру варіанта декоративної панелі 100 відповідно до винаходу, що заявляється, без захисного шару. На носії 110, виконаному у вигляді пластини, на який спочатку було нанесено отверджувальну речовину (не показано), знаходиться смоляний шар 120, за допомогою якого шар 130 паперу або нетканого матеріалу прикріплюється до носія 110, виконаного у вигляді пластини. Поверх шару 130 паперу або нетканого матеріалу наноситься основа 140 для друку. Основа для друку 140 утворена з смоляного складу, що містить від 1 мас.-% до 85 мас.-%, переважно від 2,5 мас.-% до 80 мас.-% твердої речовини, що має середній діаметр частинок d50 від 0,1 мкм до 120 мкм. При цьому як тверда речовина в смоляну композицію може бути включена принаймні одна сполука, вибрана з групи, до складу якої входять: діоксид титану, сульфат барію, оксид барію, хромат барію, цирконію (IV) оксид, діоксид кремнію, гідроксид алюмінію, оксид алюмінію, оксид заліза, заліза (III) гексаціаноферат, оксид хрому, оксид кадмію, сульфід кадмію, кадмію селеніт, оксид кобальту, фосфат кобальту, алюмінат кобальту, оксид ванадію, вісмуту-ванадію оксид, оксид олова, оксид міді, сульфат міді, карбонат міді, свинцю антімонат, хромат свинцю, оксид свинцю, свинцю карбонат, карбонат кальцію, сульфат кальцію, кальцію алюмінат сульфат, оксид цинку, сульфід цинку, сульфід миш'яку, сульфід ртуті, сажа, графіт, целюлозні волокна або їх суміші. Особливо переважно, якщо смоляна композиція містить принаймні целюлозні волокна у вигляді твердої речовини. Основа для друку 140 наноситься на декоративну панель 100 згідно з винаходом лише після каландрування, при якій шар 130 паперу або нетканого матеріалу під дією тиску та/або тепла притискається до смоляного шару 120, нанесеного на носій 110 у формі пластини. Смоляна композиція смоляного шару 120 проникає в шар 130 паперу або нетканого матеріалу переважно не повністю, а тільки частково. На виготовлену таким чином основу для друку наноситься шар 150 фарби, який утворює декор. На шар 150 фарби наноситься верхній шар та/або шар 160 зносу. У цьому випадку верхній шар та/або шар зносу може містити структури 170, які сприймаються тактильно і переважно узгоджуються з декором, утвореним шаром 150 фарби таким чином, що створюється враження матеріалу, подібного до природного. З протилежного боку наноситься захисний шар 180, що застосовується у представленому прикладі здійснення винаходу. У декоративній панелі з такою структурою без нанесення захисного шару явно можна обійтися, оскільки було виявлено, що основа для друку 140 за цим винаходом дозволяє виготовляти декоративну панель, яка навіть без наявності захисного шару не схильна до викривлення, тобто не має тенденції до поверхневої деформації, що призводить до увігнутого рельєфу поверхні. Позиції на кресленнях: 100 - декоративна панель 110 - носій у формі пластини 120 - смоляний шар 130 - шар паперу/нетканого матеріалу 140 - основа для друку 150-шар фарби 160 - верхній шар/шар зносу 170 - структура 180 - захисний шар. 60 8 UA 112263 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Спосіб виготовлення основи для друку для здійснення прямого друку на декоративній панелі, що включає такі етапи: а) підготовка носія у формі пластини; б) нанесення смоляного шару на носій у формі пластини; в) нанесення шару паперу або нетканого матеріалу на носій у формі пластини; і г) каландрування отриманої шаруватої структури при температурі від 40 ºC до 250 ºC, який відрізняється тим, що після каландрування наносять смоляну композицію, яка включає від 0,5 мас. % до 85 мас. %, переважно від 1,0 мас. % до 80 мас. % твердої речовини з середнім діаметром частинок d50 від 0,1 мкм до 120 мкм. 2. Спосіб за п. 1, при якому після каландрування наносять смоляну композицію, яка як тверду речовину включає принаймні одну сполуку, вибрану з групи, що складається з діоксиду титану, сульфату барію, оксиду барію, хромату барію, цирконію (IV) оксиду, діоксиду кремнію, гідроксиду алюмінію, оксиду алюмінію, оксиду заліза, заліза (III) гексаціаноферату, оксиду хрому, оксиду кадмію, сульфіду кадмію, селеніту кадмію, оксиду кобальту, фосфату кобальту, алюмінату кобальту, оксиду ванадію, вісмуту ванадію оксиду, оксиду олова, оксиду міді, сульфату міді, карбонату міді, свинцю антімонату, хромату свинцю, оксиду свинцю, карбонату свинцю, карбонату кальцію, сульфату кальцію, кальцію алюмінату сульфату, оксиду цинку, сульфіду цинку, сульфіду миш'яку, сульфіду ртуті, сажі, графіту, целюлозних волокон, або їх суміші. 3. Спосіб за будь-яким з попередніх пунктів, при якому після каландрування наносять смоляну композицію, яка включає як смоляний компонент принаймні одну сполуку, вибрану з групи, до складу якої входять меламінова смола, формальдегідна смола, сечовинна смола, фенольна смола, епоксидна смола, ненасичена поліефірна смола, діалілфталат, або їх суміші. 4. Спосіб за будь-яким з попередніх пунктів, при якому після каландрування наносять смоляну композицію, яка має вміст смоли від 15 мас. % до 95 мас. %, переважно від 20 мас. % до 90 мас. %. 5. Спосіб за будь-яким з попередніх пунктів, при якому після каландрування наносять смоляну композицію, яка включає в себе отверджувач, при цьому отверджувач міститься в смоляній композиції в концентрації від 0,05 мас. % до 2,0 мас. %, переважно від 0,15 мас. % до 1,0 мас. %. 6. Спосіб за будь-яким з попередніх пунктів, при якому після каландрування наносять смоляну 2 2 2 2 композицію у кількості від 5 г/м до 50 г/м , переважно від 10 г/м до 40 г/м . 7. Спосіб за будь-яким з попередніх пунктів, при якому перед нанесенням на носій у формі пластини смоляного шару на етапі б) наносять отверджувач на носій у формі пластини. 8. Спосіб за п. 7, при якому поверхню носія у формі пластини, покриту отверджувачем, нагрівають переважно до температури від 35 °C до 90 °C. 9. Спосіб за будь-яким з попередніх пунктів, при якому на етапі в) на носій у формі пластини 2 2 2 наносять папір або нетканий матеріал вагою від 30 г/м до 80 г/м , переважно від 40 г/м до 2 70 г/м . 10. Спосіб за будь-яким з попередніх пунктів, який додатково включає етапи: д) нанесення декоративного шару на основу для друку шляхом прямого друку; і e) нанесення захисного шару зносу на декоративний шар. 11. Спосіб за п. 10, при якому декоративний шар на етапі д) наносять шляхом флексографічного друку, офсетного друку, трафаретного друку, струменевого або лазерного друку. 12. Спосіб за п. 10 або 11, при якому для нанесення декоративного шару наносять радіаційноотверджувану фарбу та/або чорнила на шар паперу або нетканого матеріалу. 13. Спосіб за будь-яким з попередніх пунктів, при якому як верхній шар та/або шар зносу наносять принаймні частково радіаційно-отверджувану композицію. 14. Декоративна панель, що виготовлена методом прямого друку, яка включає носій у формі пластини, нанесений на носій у формі пластини смоляний шар, непросочений і незадрукований шар паперу або нетканого матеріалу, основу для друку, нанесену на шар паперу або нетканого матеріалу, шар фарби, нанесений на основу для друку, і верхній шар та/або захисний шар, нанесений принаймні на шар фарби, яка відрізняється тим, що основа для друку утворена зі смоляної композиції, яка включає від 0,5 мас. % до 85 мас. %, переважно від 1,0 мас. % до 80 мас. % твердої речовини з середнім діаметром частинок d50 від 0,1 мкм до 120 мкм, причому смоляна композиція включає як компонент смоли принаймні одну сполуку, вибрану з групи, до складу якої входять меламінова смола, формальдегідна смола, сечовинна смола, фенольна смола, епоксидна смола, ненасичена поліефірна смола, діалілфталат, або їх суміші з 9 UA 112263 C2 5 концентрацією від 15 мас. % до 95 мас. %, переважно від 20 мас. % до 90 мас. %, і отверджувач у концентрації від 0,05 мас. % до 2,0 мас. %, переважно від 0,15 мас. % до 1,0 мас. %. 15. Декоративна панель, що отримана шляхом прямого друку, за п. 14, в якій відсутній захисний шар на стороні носія у формі пластини, протилежній задрукованій стороні. 16. Декоративна панель за п. 14 або п. 15, яка включає профілювання принаймні в крайовій зоні носія у формі пластини. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a printing material and a directly printed decorative panel
Автори англійськоюHanning, Hans-Jurgen
Автори російськоюХанниг Ханс-Юрген
МПК / Мітки
МПК: B32B 38/14, B32B 38/00
Мітки: декоративна, друку, отримана, прямого, спосіб, виготовлення, методом, панель, основі
Код посилання
<a href="https://ua.patents.su/12-112263-sposib-vigotovlennya-osnovi-dlya-druku-i-dekorativna-panel-otrimana-metodom-pryamogo-druku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення основи для друку і декоративна панель, отримана методом прямого друку</a>
Панель з покриттям, нанесеним методом прямого друку
Номер патенту: 111997
Опубліковано: 11.07.2016
Автор: Дйорінг Дітер
МПК: B44C 5/04
Мітки: нанесеним, панель, покриттям, методом, друку, прямого
Формула / Реферат:
1. Панель, зокрема, стінова, стельова або підлогова панель, яка містить несучий шар (71) з лицьовою і задньою сторонами, де несучий шар (71) містить щонайменше на лицьовій стороні, як видно з лицьової сторони, такі шари:- шар ґрунтовки (72);- декоративний шар (73), який складається з друкувальної фарби, здатної до полімеризації; і- полімерний шар (74), який містить градієнт твердості, при цьому твердість полімерного шару...
Спосіб виготовлення матеріалу основи для трафаретного друку і матеріал основи цього типу (варіанти)
Номер патенту: 84459
Опубліковано: 27.10.2008
Автор: Бланкенборг Стефанус Герардус Йоханнес
МПК: G03F 7/00, B41F 15/34
Мітки: цього, трафаретного, спосіб, матеріал, основі, типу, виготовлення, друку, варіанти, матеріалу
Формула / Реферат:
1. Спосіб виготовлення матеріалу (25) основи для трафаретного друку, який містить: трафаретну сітку (5), шар (13) резисту, що містить світлочутливий матеріал і захисну плівку (10), згідно з яким: наносять перший шар (15) резисту на одну сторону захисної плівки (10); висушують перший (15) шар резисту; наносять додатковий шар (17) резисту на перший шар (15) резисту; і потім наносять трафаретну сітку (5) на додатковий шар (17) резисту; при цьому...
Спосіб і пристрій виготовлення матеріалу основи для трафаретного друку і матеріал основи цього типу
Номер патенту: 93360
Опубліковано: 10.02.2011
Автори: Купман Уілфрід Францискус Марія, Костер Йоханнес Францискус Герардус, Бланкенборг Стефанус Герардус Йоханнес, Поєлман Якоб Якобус
МПК: B41C 1/00
Мітки: виготовлення, цього, матеріалу, друку, матеріал, пристрій, трафаретного, спосіб, типу, основі
Формула / Реферат:
1. Спосіб виготовлення матеріалу основи (10) для трафаретного друку, компоненти якого містять трафаретну сітку, резистивний шар резистивного матеріалу і захисну плівку, причому спосіб включає збирання матеріалу основи з компонентів, і спосіб щонайменше включає етапи:a) нанесення першого резистивного шару (30) за допомогою попереднього покриття тільки на одну сторону трафаретної сітки (12) до рівня заповнення щонайменше 50 %;...
Декоративна облицювальна панель
Номер патенту: 54604
Опубліковано: 10.11.2010
Автор: Мхітарян Артур Нверович
МПК: E04F 13/14
Мітки: декоративна, панель, облицювальна
Формула / Реферат:
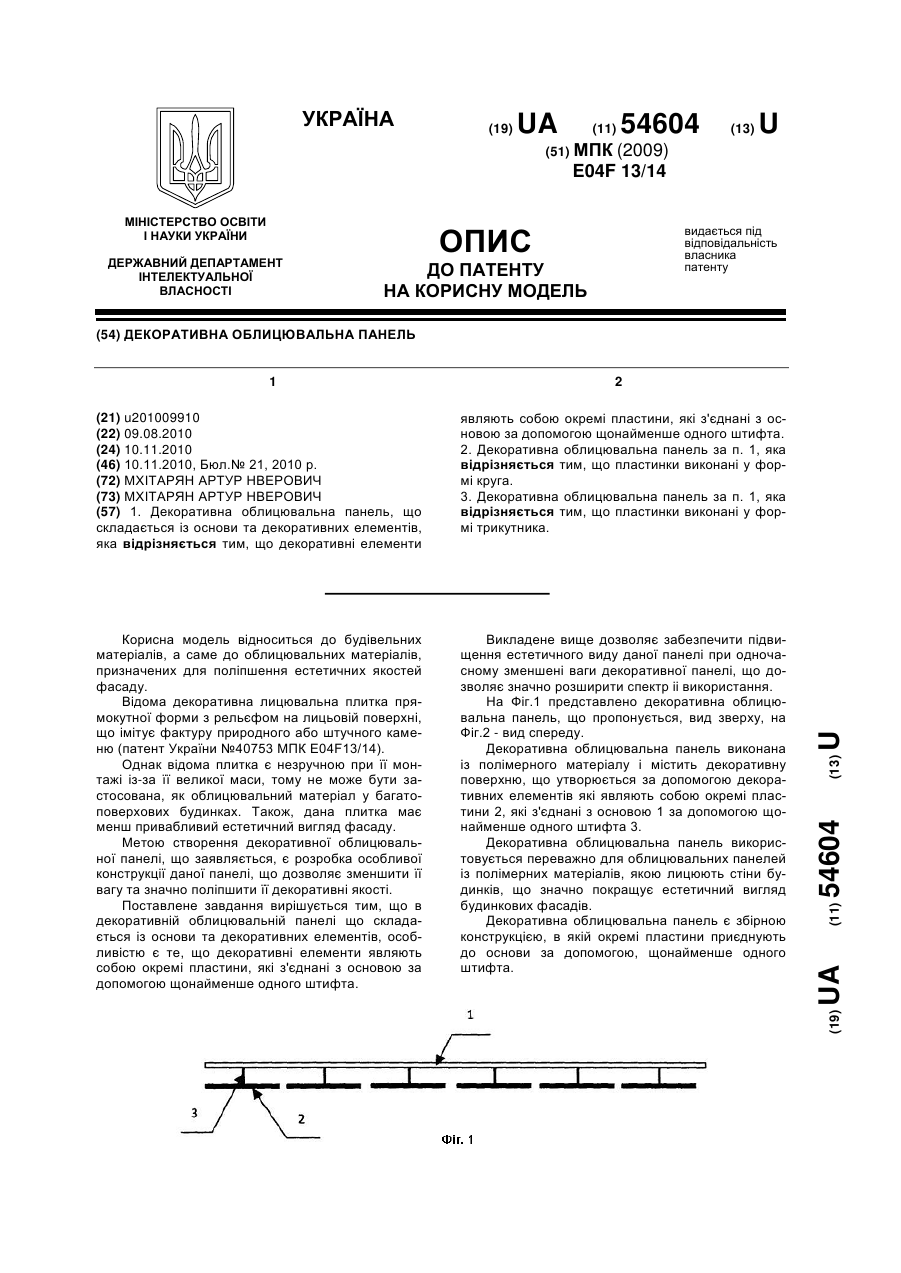
1. Декоративна облицювальна панель, що складається із основи та декоративних елементів, яка відрізняється тим, що декоративні елементи являють собою окремі пластини, які з'єднані з основою за допомогою щонайменше одного штифта.2. Декоративна облицювальна панель за п. 1, яка відрізняється тим, що пластинки виконані у формі круга.3. Декоративна облицювальна панель за п. 1, яка відрізняється тим, що пластинки виконані у формі...
Пристрій і спосіб удосконаленого прямого друку на декоративних панелях
Номер патенту: 110285
Опубліковано: 10.12.2015
Автор: Ханніг Ганс-Юрген
МПК: B41J 11/00, B41J 3/407
Мітки: прямого, декоративних, удосконаленого, спосіб, панелях, друку, пристрій
Формула / Реферат:
1. Пристрій (100) для друку панелі, який включає подавальний засіб (110) для несучого елемента (600), що має бути підданий друку, і друкувальний механізм (120) струменевого типу, який характеризується тим, що пристрій (100) для друку панелі містить щонайменше один розрядний засіб (130) для відведення електростатичних зарядів від несучого елемента (600) і щонайменше один зарядний засіб (170) для подачі електростатичного заряду на несучий...
Попередній патент: Футерувальний відбійний запобіжний стакан
Наступний патент: Жаростійкий сплав
Випадковий патент: Спосіб корекції активності ензимів крові за фасціольозу сенсибілізованих атиповими мікобактеріями корів