Спосіб та пристрій для виготовлення клем свинцево-кислотного акумулятора та клема, виготовлена цим способом

Формула / Реферат
1. Спосіб виготовлення свинцевої клеми для акумулятора шляхом пластичного деформування за допомогою установки для холодної обробки, що має позицію формування та щонайменше одну позицію деформування, який включає операції:
a) формування на позиції формування заготовки, яка є видовженою вздовж своєї поздовжньої осі для уможливлення утворення цокольної та контактної частин клеми, а також має розмір, що відповідає розмірові готової клеми, що має бути виготовлена;
b) пересування заготовки на згадану щонайменше одну позицію деформування;
c) здійснення першого деформування заготовки для внутрішнього і зовнішнього формування її цокольної частини; та
d) здійснення другого деформування заготовки для принаймні одного подальшого внутрішнього і зовнішнього формування її цокольної частини;
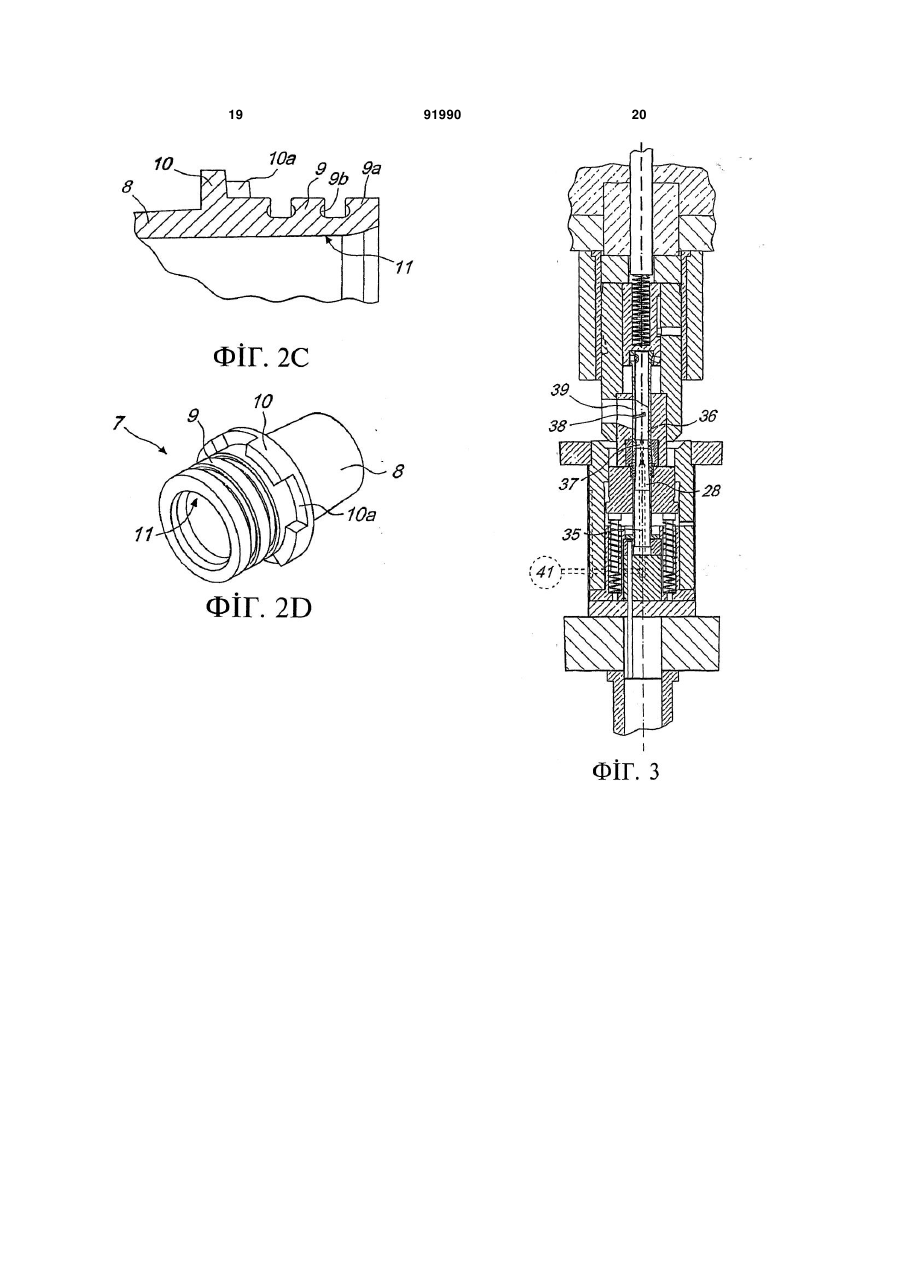
причому операції с) та d) виконують послідовно у різні та послідовні проміжки часу як операції поступового деформування, причому операція с) включає формування на певній ділянці зовнішньої поверхні цокольної частини заготовки лабіринтної конфігурації, утвореної гребенями, що виступають зі згаданої зовнішньої поверхні цокольної частини, а також утворення порожнини, яка простягається всередині згаданої цокольної частини вздовж згаданої поздовжньої осі заготовки, причому згадані гребені утворені з певною ділянкою у вигляді зубців корони, яка має загострення, які виступають радіально з боків згаданої ділянки у вигляді зубців корони та на які потім натискають для їх згладжування так, щоб шляхом пересування матеріалу зі згаданих загострень утворити гребені із кореневими частинами із заглибленнями.
2. Спосіб за п. 1, який відрізняється тим, що додатково включає операцію e) для здійснення третього деформування заготовки для внутрішнього і зовнішнього формування контактної частини, а також для подальшого внутрішнього формування її цокольної частини.
3. Спосіб за п. 1, який відрізняється тим, що друге деформування заготовки, яке здійснюють на операції d), додатково включає зовнішнє формування заготовки для формування контактної частини клеми.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що операція d) включає утворення зовнішньої ділянки заготовки,яка розташована між згаданими цокольною та контактною частинами, у вигляді вінця, що утворений виступним буртиком, який має край із множиною вирізів, а також включає збільшення протяжності згаданої порожнини вздовж згаданої поздовжньої осі заготовки.
5. Спосіб за п. 4, який відрізняється тим, що операція e) включає формування зовнішньої поверхні контактної частини для отримання конфігурації у вигляді зрізаного конуса, що має більшу основу, яка прилягає до згаданої цокольної частини, а також включає збільшення протяжності згаданої порожнини вздовж згаданої поздовжньої осі заготовки від згаданої цокольної частини всередину згаданої контактної частини на практично всю її поздовжню протяжність, крім нижньої торцевої частини.
6. Спосіб за п. 2, який відрізняється тим, що також включає додаткову операцію f), яка полягає у відрізанні згаданої нижньої торцевої частини згаданої порожнини для утворення наскрізного отвору усередині згаданої заготовки.
7. Спосіб за п. 6, який відрізняється тим, що згадані операції деформування виконують на окремих позиціях деформування, і тим, що між кожними двома послідовними операціями деформування передбачені відповідні додаткові операції пересування.
8. Спосіб за п. 6, який відрізняється тим, що додаткова операція f) включає вибивання відрізаної нижньої торцевої частини заготовки.
9. Спосіб за п. 7, який відрізняється тим, що згадані операції деформування виконують на згаданих позиціях деформування одночасно, причому різні операції деформування виконують на відповідних позиціях деформування з різними заготовками, які перебувають на різних фазах поступового деформування, що йдуть за попередніми операціями деформування, а операції пересування скоординовані із цими операціями поступового деформування.
10. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що згадана операція а) формування включає калібрування частини дроту, яка утворює заготовку, діаметр та загальна форма якої придатні для подальшого формування.
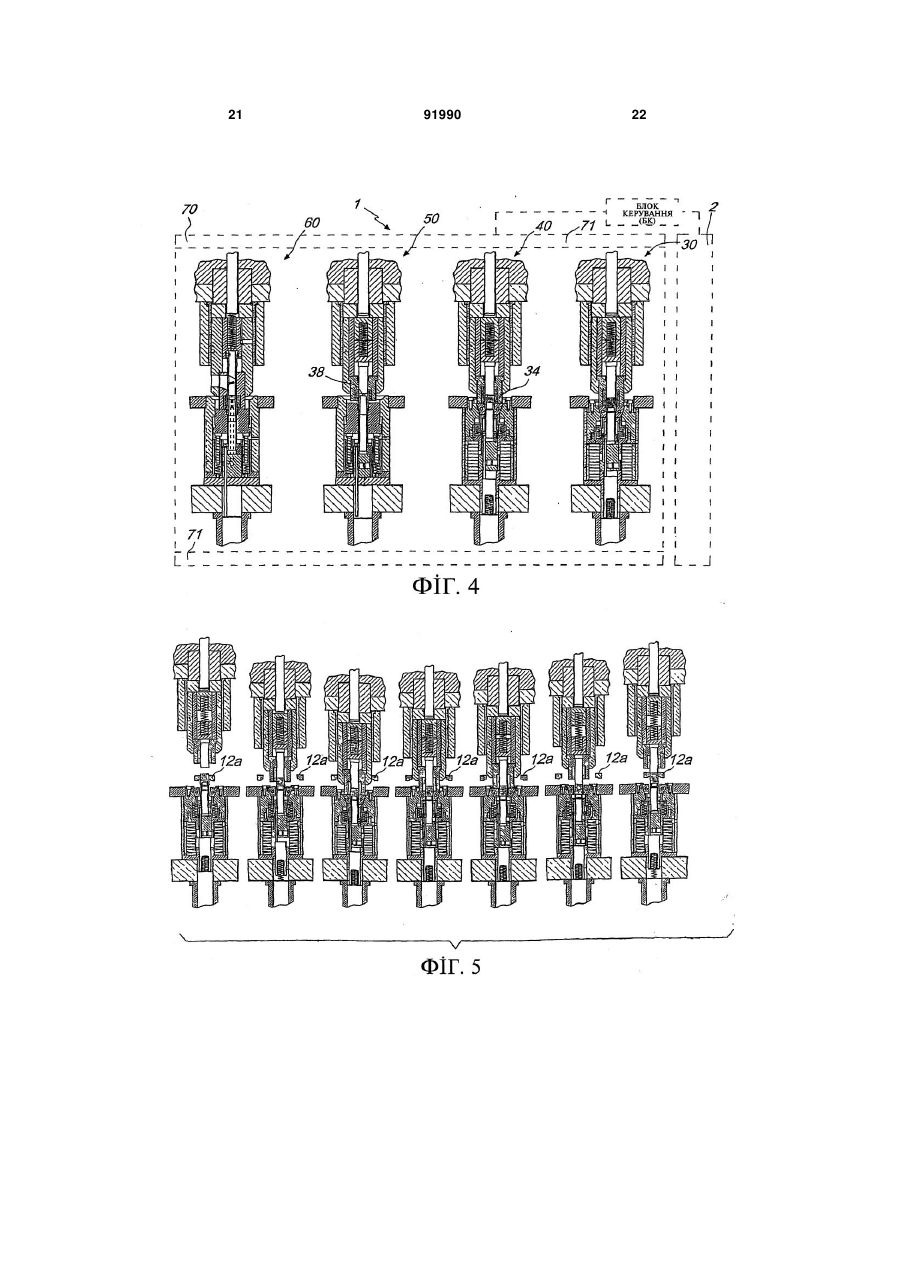
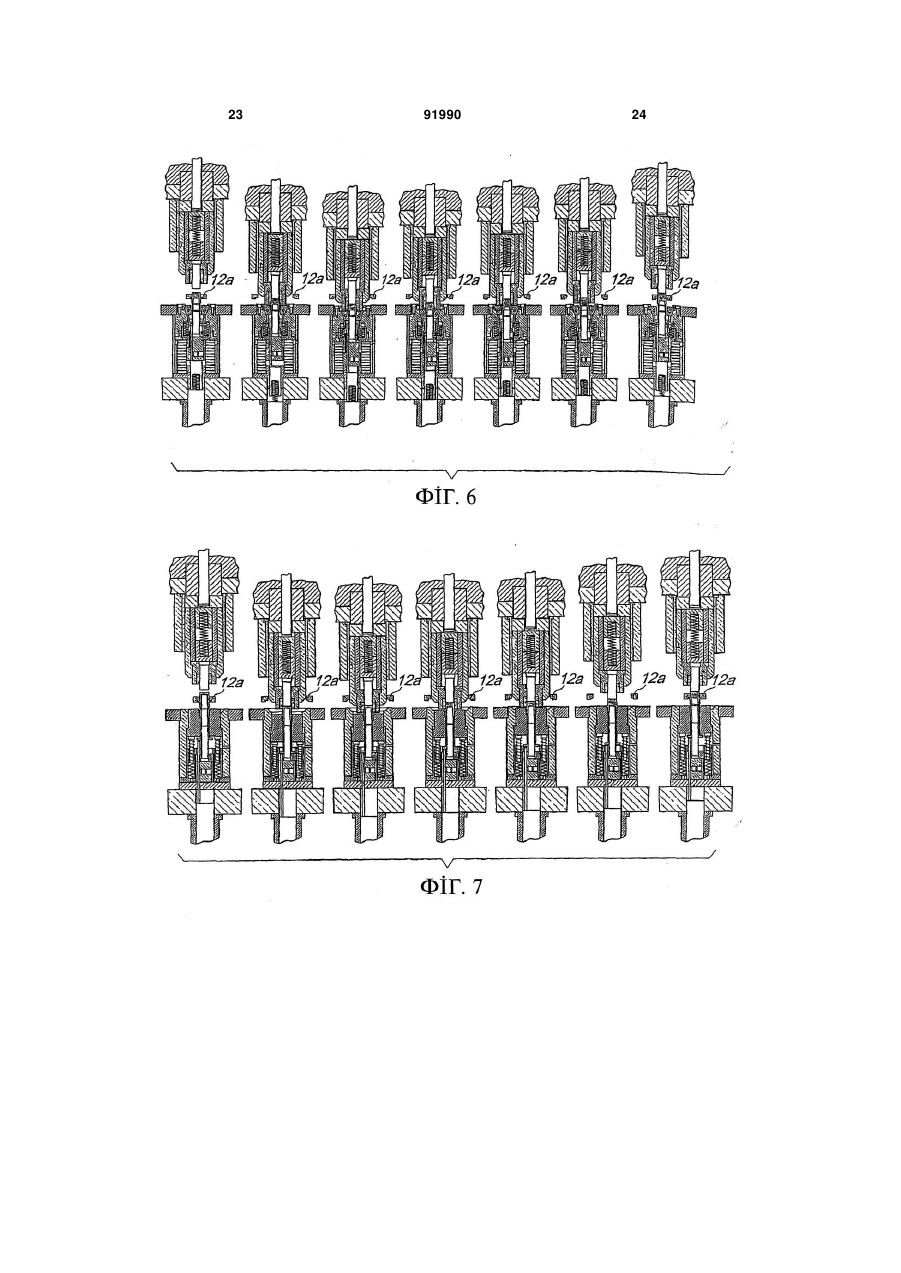
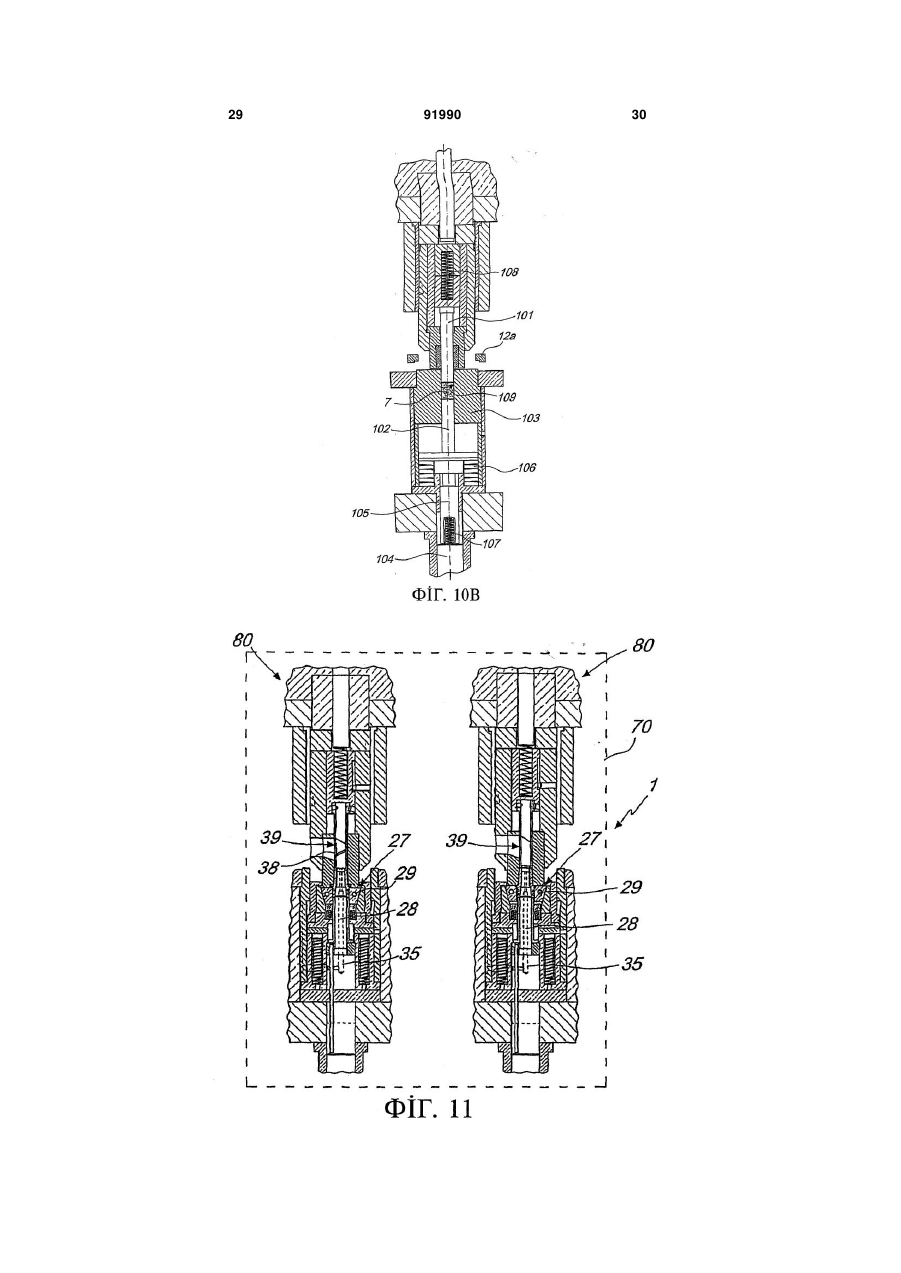
11. Установка для виготовлення свинцевої клеми для акумулятора шляхом холодного пластичного деформування, яка відрізняється тим, що включає в себе: позицію (2) формування для формування заготовки (7), яка є видовженою вздовж своєї поздовжньої осі для уможливлення утворення цокольної частини (9) клеми та контактної частини (8) клеми, а також має розмір, що відповідає розмірові готової клеми, що має бути виготовлена; щонайменше одну позицію (30, 40, 50, 60, 80) деформування, призначену для здійснення поступового та послідовного деформування заготовки шляхом внутрішнього та зовнішнього формування контактної частини (8) клеми і цокольної частини (9) клеми; а також засоби (12) пересування для пересування заготовки, що підлягає обробці, між згаданими позиціями (2, 30, 40, 50, 60, 80), причому згадана щонайменше одна позиція (30, 40, 50, 60, 80) деформування є придатною для формування на певній ділянці зовнішньої поверхні цокольної частини (9) заготовки (7) лабіринтної конфігурації, утвореної гребенями (9а), що виступають зі згаданої зовнішньої поверхні цокольної частини (9) та мають певну ділянку у вигляді зубців корони із загостреннями (9с), які виступають радіально з боків згаданої ділянки у вигляді зубців корони; причому згадана щонайменше одна позиція (30, 40, 50, 60, 80) деформування включає в себе нерухому частину (20) та рухому частину (21), орієнтовані вздовж робочої осі (Y), причому згадана рухома частина є рухомою вздовж згаданої робочої осі; та згадана нерухома частина (20) включає в себе: тримач (26) форми; сегментну форму (27), встановлену з можливістю ковзання у згаданому тримачі (26) форми; а також пуансон (28) форми, рухомо встановлений у згаданому тримачі (26) форми так, щоб пересуватися всередині згаданої сегментної форми (27) і відносно неї, причому згаданий тримач (26) форми, сегментна форма (27) та пуансон (28) форми встановлені співвісно вздовж згаданої робочої осі (Y), причому сегментна форма (27) виконана у вигляді втулки, що складається з множини сегментів (29), які є придатними для натискання на загострення (9с) гребенів (9а) для того, щоб згладити загострення (9с) та шляхом пересування матеріалу зі згаданих загострень (9с) утворити у гребенях (9а) кореневі частини (9b) із заглибленнями.
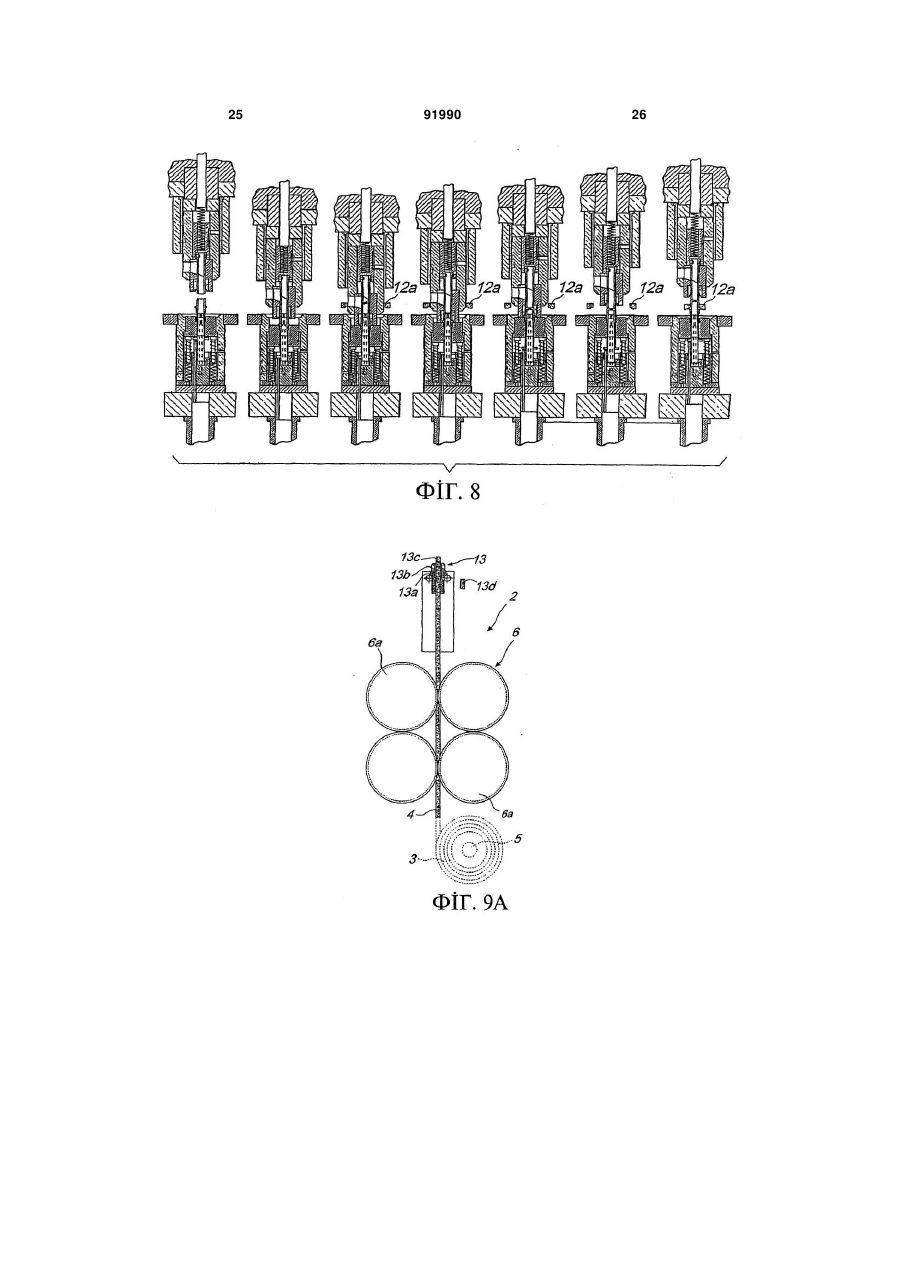
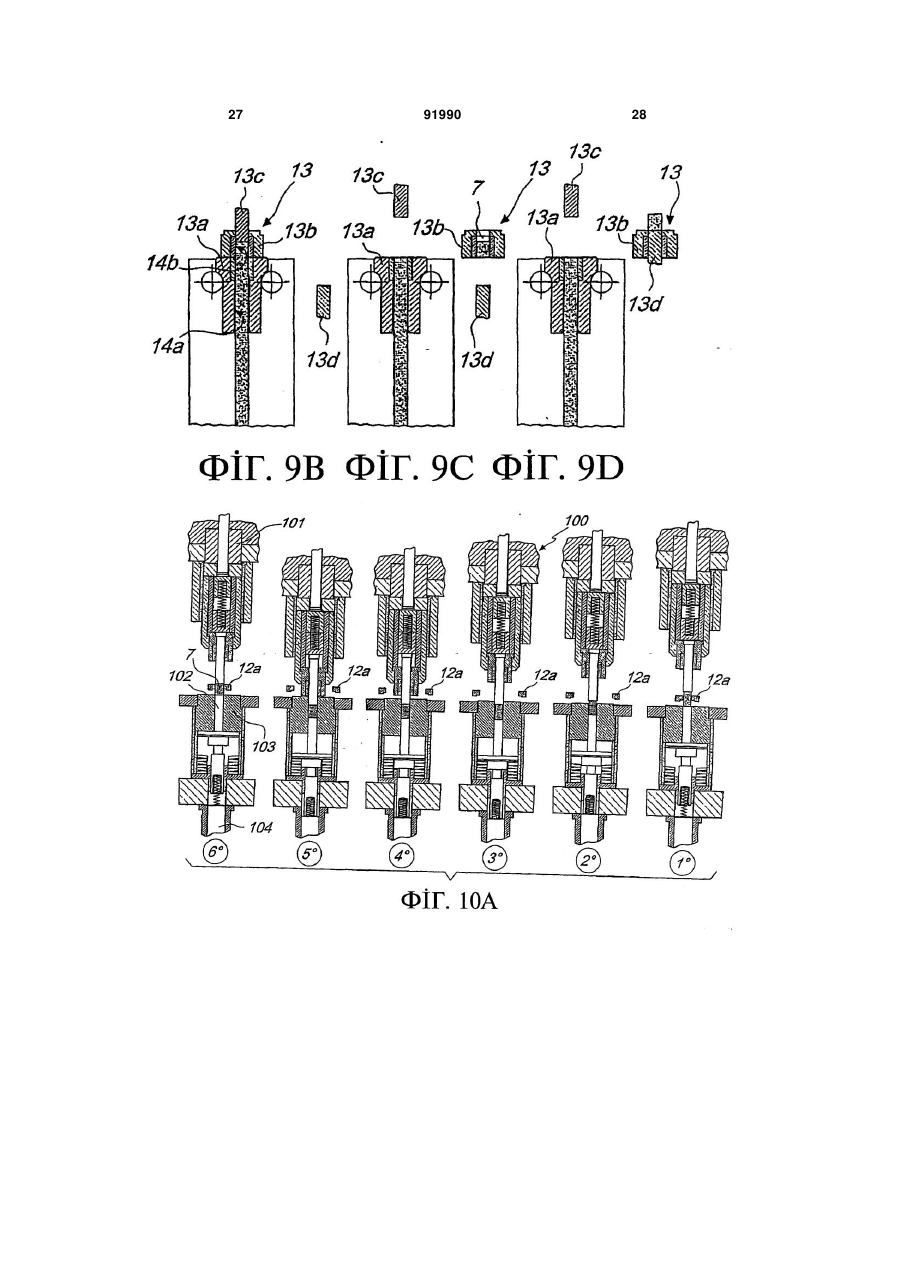
12. Установка за п. 11, яка відрізняється тим, що згадана позиція (2) формування включає в себе розмотувальний засіб (3) для розмотування свинцевого дроту (4) з котушки (5) дроту, засоби (6) витягання та випрямлення дроту, призначені для витягання та випрямлення дроту, а також різальний засіб (13) для різаннядроту на секції потрібної довжини.
13. Установка за п. 12, яка відрізняється тим, що згаданий різальний засіб (13) включає в себе: нерухому оправку (13а) для уможливлення подавання дроту крізь неї; рухому оправку (13b) для прийняття заздалегідь визначеної секції дроту (4), поданої крізь згадану нерухому оправку (13а), причому згадана рухома оправка (13b) може пересуватися відносно згаданої нерухомої оправки (13а) так, щоб забезпечити відрізання заготовки (7) довжиною, яка відповідає згаданій заздалегідь визначеній довжині дроту (4); упор (13с), призначений для зупинки пересування дроту (4) у згаданій рухомій оправці (13b) після розміщення усередині її згаданої заздалегідь визначеної секції дроту (4); а також виштовхувач (13d), призначений для виштовхування відрізаної заготовки (7) зі згаданої рухомої оправки (13b).
14. Установка за п. 12, яка відрізняється тим, що згадана позиція (2) формування додатково включає в себе вузол (100) калібрування для калібрування відрізаної секції дроту.
15. Установка за п. 11, яка відрізняється тим, що згадана рухома частина (21) включає в себе: обойму (22) пуансона; пуансонотримач (23), розташований у згаданій обоймі (22); ударний пуансон (24), розміщений у згаданому пуансонотримачі (23); а також вставку (25) пуансона, що встановлена у згаданому пуансонотримачі (23) та частково охоплює згаданий ударний пуансон (24) так, щоб мати можливість ковзати на ньому, причому обойма пуансона, пуансонотримач, ударний пуансон і вставка пуансона встановлені співвісно вздовж згаданої робочої осі (Y).
16. Установка будь-яким із пп. 11-15, яка відрізняється тим, що включає в себе першу (30) та другу (40) позиції деформування, а за варіантом, якому віддається перевага, третю (50) та четверту (60) позиції деформування.
17. Установка за п. 16, яка відрізняється тим, що згадані позиції деформування включають в себе: першу позицію (30) деформування, на якій здійснюють перше деформування для внутрішнього і зовнішнього формування цокольної частини заготовки (7); другу позицію (40) деформування, на якій здійснюють друге деформування для подальшого внутрішнього і зовнішнього формування цокольної частини заготовки (7), а також факультативно здійснюють зовнішнє формування контактної частини (8) заготовки (7), третю позицію (50) деформування, на якій здійснюють третє деформування для внутрішнього і зовнішнього формування контактної частини (8), а також для подальшого внутрішнього формування цокольної частини (9) заготовки (7), та на якій утворюють внутрішню порожнину, що простягається у поздовжньому напрямку у згаданій заготовці (7) крізь згадану цокольну частину (9) та згадану контактну частину на практично усю поздовжню протяжність контактної частини (8), крім її нижньої торцевої частини (38); а також четверту позицію (60) деформування, на якій здійснюють остаточне виконання наскрізного отвору (11) всередині згаданої заготовки (7) шляхом відрізання згаданої нижньої торцевої частини.
18. Установка за п. 17, яка відрізняється тим, що згадана перша позиція (30) деформування має згадану сегментну форму (27), виконану загалом у вигляді втулки, яка має форму зрізаного конуса із зовнішньою конічною поверхнею, а також внутрішній отвір із формозмінювальною поверхнею, причому згадана втулка утворена множиною сегментів (29) і може ковзати у згаданому тримачі (26) форми, а її зовнішня конічна поверхня перебуває у ковзному контакті із відповідною конічною поверхнею тримача (26) форми та може ковзати між виступним положенням, у якому згадані сегменти розведені для прийняття цокольної частини (9) оброблюваної заготовки (7), та вставленим положенням, у якому згадані сегменти зведені разом для утворення першої півформи, призначеної для формування шляхом пластичного деформування згаданої цокольної частини заготовки (7).
19. Установка за п. 18, яка відрізняється тим, що згаданий пуансон (28) форми має натискний кінець (31), який має таку форму, що при зведенні згаданих сегментів (29) він вштовхується в цокольну частину заготовки (7) для утворення всередині неї внутрішньої порожнини.
20. Установка за будь-яким із пп. 15-19, яка відрізняється тим, що згадана вставка (25) пуансона має форму гільзи з внутрішньою конусністю, призначеною для формування відповідної конусності контактної частини (8) готової клеми, причому згадана внутрішня конусність утворює другу півформу, яка взаємодіє зі згаданою першою півформою, утвореною сегментною формою (27) для пластичного деформування заготовки (7).
21. Установка за будь-яким із пп. 17-20, яка відрізняється тим, що згадана нерухома частина (20) має щонайменше одну першу пружину (32) зсуву та щонайменше одну другу пружину (33) зсуву, встановлені для зсуву згаданої сегментної форми (27) у згадане виступне положення, у якому згадані сегменти (29) розведені.
22. Установка за п. 21, яка відрізняється тим, що згаданий ударний пуансон (24) може бути приведений у дію для пересування вздовж робочої осі (Y) для натиснення на згадану заготовку для подолання зсуву під впливом згаданих першої та другої пружин (32, 33) зсуву та пересування згаданої сегментної форми (27) у згадане вставлене положення, у якому згадані перша та друга півформи разом утворюють формувальну форму (34), виконану з можливістю приймання згаданої заготовки (7) та її формування до потрібної форми за допомогою тиску на торець заготовки, що створюється згаданим ударним пуансоном (24).
23. Установка за п. 15 або п. 22, яка відрізняється тим, що згаданий ударний пуансон (24) має робочий кінець (37) із різальним профілем, пристосований для відрізання згаданої нижньої торцевої частини порожнини для утворення у згаданій заготовці (7) згаданого наскрізного отвору (11), і внутрішній канал (36) із вихідним отвором (39), призначеним для уможливлення вибивання відрізаної нижньої торцевої частини (38), а також тим, що згаданий пуансон (28) форми має внутрішній отвір (35), виконаний з можливістю сполучення з джерелом (41) постачання стисненого повітря для проштовхування відрізаної нижньої торцевої частини (38) крізь згаданий внутрішній канал (36).
24. Установка за п. 12 або п. 16, яка відрізняється тим, що згадані позиції (2, 30, 40, 50, 60, 80) формування та деформування змонтовані на рамі (70), на якій також знаходяться засоби (71) приведення у рух, призначені для приведення у дію згаданої рухомої частини (21) та згаданого пуансона (28) форми.
Текст
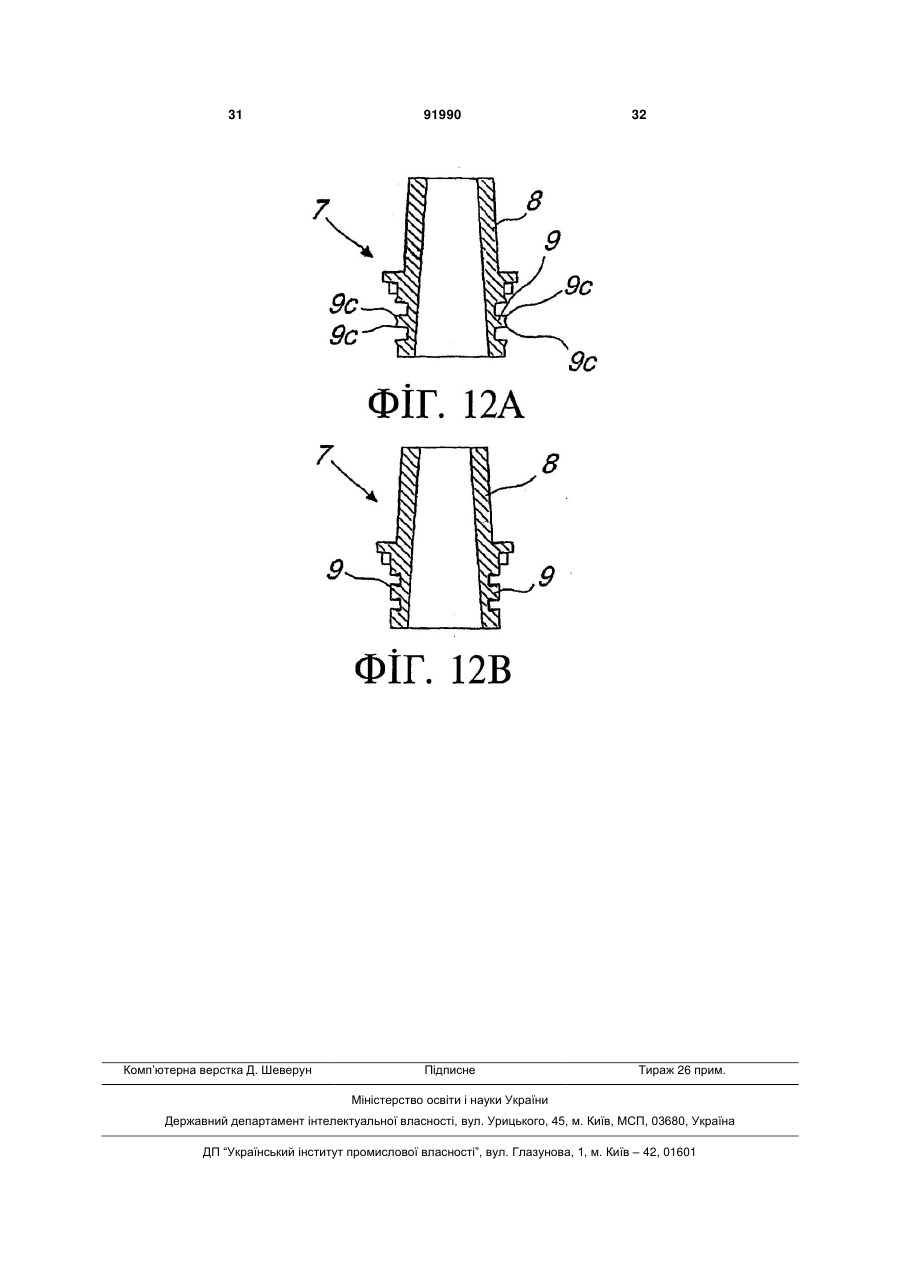
1. Спосіб виготовлення свинцевої клеми для акумулятора шляхом пластичного деформування за допомогою установки для холодної обробки, що має позицію формування та щонайменше одну позицію деформування, який включає операції: a) формування на позиції формування заготовки, яка є видовженою вздовж своєї поздовжньої осі для уможливлення утворення цокольної та контактної частин клеми, а також має розмір, що відповідає розмірові готової клеми, що має бути виготовлена; b) пересування заготовки на згадану щонайменше одну позицію деформування; c) здійснення першого деформування заготовки для внутрішнього і зовнішнього формування її цокольної частини; та d) здійснення другого деформування заготовки для принаймні одного подальшого внутрішнього і зовнішнього формування її цокольної частини; причому операції с) та d) виконують послідовно у різні та послідовні проміжки часу як операції поступового деформування, причому операція с) включає формування на певній ділянці зовнішньої поверхні цокольної частини заготовки лабіринтної конфігурації, утвореної гребенями, що виступають зі згаданої зовнішньої поверхні цокольної частини, а також утворення порожнини, яка простягається всередині згаданої цокольної частини вздовж згаданої поздовжньої осі заготовки, причому згадані гребені утворені з певною ділянкою у вигляді зубців корони, яка має загострення, які виступають радіально з боків згаданої ділянки у вигляді зубців 2 (19) 1 3 8. Спосіб за п. 6, який відрізняється тим, що додаткова операція f) включає вибивання відрізаної нижньої торцевої частини заготовки. 9. Спосіб за п. 7, який відрізняється тим, що згадані операції деформування виконують на згаданих позиціях деформування одночасно, причому різні операції деформування виконують на відповідних позиціях деформування з різними заготовками, які перебувають на різних фазах поступового деформування, що йдуть за попередніми операціями деформування, а операції пересування скоординовані із цими операціями поступового деформування. 10. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що згадана операція а) формування включає калібрування частини дроту, яка утворює заготовку, діаметр та загальна форма якої придатні для подальшого формування. 11. Установка для виготовлення свинцевої клеми для акумулятора шляхом холодного пластичного деформування, яка відрізняється тим, що включає в себе: позицію (2) формування для формування заготовки (7), яка є видовженою вздовж своєї поздовжньої осі для уможливлення утворення цокольної частини (9) клеми та контактної частини (8) клеми, а також має розмір, що відповідає розмірові готової клеми, що має бути виготовлена; щонайменше одну позицію (30, 40, 50, 60, 80) деформування, призначену для здійснення поступового та послідовного деформування заготовки шляхом внутрішнього та зовнішнього формування контактної частини (8) клеми і цокольної частини (9) клеми; а також засоби (12) пересування для пересування заготовки, що підлягає обробці, між згаданими позиціями (2, 30, 40, 50, 60, 80), причому згадана щонайменше одна позиція (30, 40, 50, 60, 80) деформування є придатною для формування на певній ділянці зовнішньої поверхні цокольної частини (9) заготовки (7) лабіринтної конфігурації, утвореної гребенями (9а), що виступають зі згаданої зовнішньої поверхні цокольної частини (9) та мають певну ділянку у вигляді зубців корони із загостреннями (9с), які виступають радіально з боків згаданої ділянки у вигляді зубців корони; причому згадана щонайменше одна позиція (30, 40, 50, 60, 80) деформування включає в себе нерухому частину (20) та рухому частину (21), орієнтовані вздовж робочої осі (Y), причому згадана рухома частина є рухомою вздовж згаданої робочої осі; та згадана нерухома частина (20) включає в себе: тримач (26) форми; сегментну форму (27), встановлену з можливістю ковзання у згаданому тримачі (26) форми; а також пуансон (28) форми, рухомо встановлений у згаданому тримачі (26) форми так, щоб пересуватися всередині згаданої сегментної форми (27) і відносно неї, причому згаданий тримач (26) форми, сегментна форма (27) та пуансон (28) форми встановлені співвісно вздовж згаданої робочої осі (Y), причому сегментна форма (27) виконана у вигляді втулки, що складається з множини сегментів (29), які є придатними для натискання на загострення (9с) гребенів (9а) для того, щоб згладити загострення (9с) та шляхом пересування матеріалу зі згаданих загос 91990 4 трень (9с) утворити у гребенях (9а) кореневі частини (9b) із заглибленнями. 12. Установка за п. 11, яка відрізняється тим, що згадана позиція(2) формування включає в себе розмотувальний засіб (3) для розмотування свинцевого дроту (4) з котушки (5) дроту, засоби (6) витягання та випрямлення дроту, призначені для витягання та випрямлення дроту, а також різальний засіб (13) для різання дроту на секції потрібної довжини. 13. Установка за п. 12, яка відрізняється тим, що згаданий різальний засіб (13) включає в себе: нерухому оправку (13а) для уможливлення подавання дроту крізь неї; рухому оправку (13b) для прийняття заздалегідь визначеної секції дроту (4), поданої крізь згадану нерухому оправку (13а), причому згадана рухома оправка (13b) може пересуватися відносно згаданої нерухомої оправки (13а) так, щоб забезпечити відрізання заготовки (7) довжиною, яка відповідає згаданій заздалегідь визначеній довжині дроту (4); упор (13с), призначений для зупинки пересування дроту (4) у згаданій рухомій оправці (13b) після розміщення усередині її згаданої заздалегідь визначеної секції дроту (4); а також виштовхувач (13d), призначений для виштовхування відрізаної заготовки (7) зі згаданої рухомої оправки (13b). 14. Установка за п. 12, яка відрізняється тим, що згадана позиція (2) формування додатково включає в себе вузол (100) калібрування для калібрування відрізаної секції дроту. 15. Установка за п. 11, яка відрізняється тим, що згадана рухома частина (21) включає в себе: обойму (22) пуансона; пуансонотримач (23), розташований у згаданій обоймі (22); ударний пуансон (24), розміщений у згаданому пуансонотримачі (23); а також вставку (25) пуансона, що встановлена у згаданому пуансонотримачі (23) та частково охоплює згаданий ударний пуансон (24) так, щоб мати можливість ковзати на ньому, причому обойма пуансона, пуансонотримач, ударний пуансон і вставка пуансона встановлені співвісно вздовж згаданої робочої осі (Y). 16. Установка будь-яким із пп. 11-15, яка відрізняється тим, що включає в себе першу (30) та другу (40) позиції деформування, а за варіантом, якому віддається перевага, третю (50) та четверту (60) позиції деформування. 17. Установка за п. 16, яка відрізняється тим, що згадані позиції деформування включають в себе: першу позицію (30) деформування, на якій здійснюють перше деформування для внутрішнього і зовнішнього формування цокольної частини заготовки (7); другу позицію (40) деформування, на якій здійснюють друге деформування для подальшого внутрішнього і зовнішнього формування цокольної частини заготовки (7), а також факультативно здійснюють зовнішнє формування контактної частини (8) заготовки (7), третю позицію (50) деформування, на якій здійснюють третє деформування для внутрішнього і зовнішнього формування контактної частини (8), а також для подальшого внутрішнього формування цокольної частини (9) заготовки (7), та на якій утворюють внутрішню порожнину, що простягається у поздо 5 91990 6 вжньому напрямку у згаданій заготовці (7) крізь згадану цокольну частину (9) та згадану контактну частину на практично усю поздовжню протяжність контактної частини (8), крім її нижньої торцевої частини (38); а також четверту позицію (60) деформування, на якій здійснюють остаточне виконання наскрізного отвору (11) всередині згаданої заготовки (7) шляхом відрізання згаданої нижньої торцевої частини. 18. Установка за п. 17, яка відрізняється тим, що згадана перша позиція (30) деформування має згадану сегментну форму (27), виконану загалом у вигляді втулки, яка має форму зрізаного конуса із зовнішньою конічною поверхнею, а також внутрішній отвір із формозмінювальною поверхнею, причому згадана втулка утворена множиною сегментів (29) і може ковзати у згаданому тримачі (26) форми, а її зовнішня конічна поверхня перебуває у ковзному контакті із відповідною конічною поверхнею тримача (26) форми та може ковзати між виступним положенням, у якому згадані сегменти розведені для прийняття цокольної частини (9) оброблюваної заготовки (7), та вставленим положенням, у якому згадані сегменти зведені разом для утворення першої півформи, призначеної для формування шляхом пластичного деформування згаданої цокольної частини заготовки (7). 19. Установка за п. 18, яка відрізняється тим, що згаданий пуансон (28) форми має натискний кінець (31), який має таку форму, що при зведенні згаданих сегментів (29) він вштовхується в цокольну частину заготовки (7) для утворення всередині неї внутрішньої порожнини. 20. Установка за будь-яким із пп. 15-19, яка відрізняється тим, що згадана вставка (25) пуансона має форму гільзи з внутрішньою конусністю, призначеною для формування відповідної конусності контактної частини (8) готової клеми, причому згадана внутрішня конусність утворює другу півформу, яка взаємодіє зі згаданою першою півформою, утвореною сегментною формою (27) для пластичного деформування заготовки (7). 21. Установка за будь-яким із пп. 17-20, яка відрізняється тим, що згадана нерухома частина (20) має щонайменше одну першу пружину (32) зсуву та щонайменше одну другу пружину (33) зсуву, встановлені для зсуву згаданої сегментної форми (27) у згадане виступне положення, у якому згадані сегменти (29) розведені. 22. Установка за п. 21, яка відрізняється тим, що згаданий ударний пуансон (24) може бути приведений у дію для пересування вздовж робочої осі (Y) для натиснення на згадану заготовку для подолання зсуву під впливом згаданих першої та другої пружин (32, 33) зсуву та пересування згаданої сегментної форми (27) у згадане вставлене положення, у якому згадані перша та друга півформи разом утворюють формувальну форму (34), виконану з можливістю приймання згаданої заготовки (7) та її формування до потрібної форми за допомогою тиску на торець заготовки, що створюється згаданим ударним пуансоном (24). 23. Установка за п. 15 або п. 22, яка відрізняється тим, що згаданий ударний пуансон (24) має робочий кінець (37) із різальним профілем, пристосований для відрізання згаданої нижньої торцевої частини порожнини для утворення у згаданій заготовці (7) згаданого наскрізного отвору (11), і внутрішній канал (36) із вихідним отвором (39), призначеним для уможливлення вибивання відрізаної нижньої торцевої частини (38), а також тим, що згаданий пуансон (28) форми має внутрішній отвір (35), виконаний з можливістю сполучення з джерелом (41) постачання стисненого повітря для проштовхування відрізаної нижньої торцевої частини (38) крізь згаданий внутрішній канал (36). 24. Установка за п. 12 або п. 16, яка відрізняється тим, що згадані позиції (2, 30, 40, 50, 60, 80) формування та деформування змонтовані на рамі (70), на якій також знаходяться засоби (71) приведення у рух, призначені для приведення у дію згаданої рухомої частини (21) та згаданого пуансона (28) форми. Винахід стосується способу та установки для виготовлення так званого полюсного виводу або клеми для свинцево-кислотного акумулятора, винахід також стосується клеми, виготовленої таким чином. Рівень техніки На цей час полюсні виводи для акумуляторів виготовляють зі свинцю, звичайно стандартизованих форм щонайменше у відношенні до контактного кінця. Відомі полюсні виводи, які мають конічну контактну частину та цокольну частину. Остання може мати виступні фланцеві, лабіринтні, та/або подібні до різі елементи, які вдосконалюють герметичне вставляння такої цокольної частини у пластик кришки акумулятора. Ці дві частини виготовляють або окремо, після чого з'єднують шляхом паяння або іншими придатними способами, або виготовляють як один монолітний елемент. Зрештою, полюсний вивід повинен мати ущільнену структуру без пор, які можуть уможливити витоки або випаровування вмісту акумулятора. Пори також сприяють ранній корозії та окиснюванню полюсного виводу, обмежуючи таким чином його електропровідність. У принципі звичайні клеми виготовлюють способами, відомими як вільне гравітаційне лиття, лиття під тиском, обкатка або пресування. У першому способі - вільному гравітаційному литтю — свинець розплавляють та заливають у форми з утворенням полюсних виводів потрібної остаточної форми. Однак у такий спосіб отримують клеми з невеликим опором корозії та можуть викликати протікання кислоти із середини акумулятора назовні внаслідок пористості та наявності дефектів у вигляді бульбашок у структурі полюсного вивода. Таким чином; отримати ефективне ущільнення між пластиковою кришкою та полюсним виводом часто неможливо. 7 У другому способі свинець у розплавленому стані проходить процес лиття під тиском. У цьому випадку лиття під високим тиском забезпечує деякі вдосконалення стосовно поверхневої пористості та швидкості виготовлення. Однак дефекти, характерні для попереднього способу, повністю не усуваються. У третьому способі - обкатці - застосовують формоутворювальні валки для отримання клем із добрими характеристиками ущільнення. Загалом такий спосіб та пристрої застосовують як остаточну, додаткову технологічну операцію лиття під тиском. В результаті процес є складним, вимагає застосування складних додаткових систем та операцій і має досить низьку продуктивність. У четвертому способі полюсний вивод виготовляють шляхом пресування, починаючи з попередньо каліброваного, загалом циліндричного свинцевого елемента. Внаслідок цього завжди потрібна попередня обробка та обладнання для отримання діаметра та довжини у межах потрібних допусків. Цей елемент розміщують у прес-формі, яка дає напівготовий виріб, який має форму, подібну до готового виробу, але який має бути закінчений із застосуванням подальших операцій, при яких видаляють торцеві частини напівготового виробу. Досягається задовільний ступінь ущільнення, тобто відсутність пор, однак цей спосіб має досить низьку продуктивність та вимагає дуже міцного обладнання внаслідок високих робочих напружень, що виникають під час процесу деформування. Крім того, різні операції виконують на різних машинах, а процент матеріалу, що складає виробничі відходи, є високим та становить 20-25% від загальної кількості використаного матеріалу. Внаслідок цього собівартість є досить високою. Метою цього винаходу є створення способу та установки для виконання способу, пристосованого для виготовлення шляхом пластичного деформування полюсних виводів для акумуляторів високої якості як стосовно ущільнення готового продукту, так і потрібних допусків на розміри. У межах цієї мети важливою задачею винаходу є створення способу та відповідної установки з високою продуктивністю, здатних знизити час та собівартість, виключити необхідність попередніх перетворень та зменшити до мінімуму процент матеріалу, що складає виробничі відходи — за варіантом, якому віддається перевага, у межах 34%, за варіантом, якому віддається більша перевага, нижче за 3%, а за можливістю якнайближче до 0% від загальної кількості використаного матеріалу. До того ж такі відходи у будь-якому випадку є придатними для переробки та повторного використання. Іншою задачею винаходу є створення способу та відповідної установки, придатної для виготовлення будь-якого типу стандартизованого полюсного виводу, а також полюсних виводів особливих форм, як монолітних, так і таких, що складаються з декількох частин. Іншою задачею винаходу є створення способу та відповідної установки з невеликою вагою, низь 91990 8 ким енергоспоживанням та низьким зносом активних частин, що вимагає невеликого обсягу операцій контролю та технічного обслуговування та пристосований для експлуатації у нешкідливий для навколишнього середовища спосіб. Ще одною задачею винаходу, зокрема, є створення способу та установки, що пристосована для високої швидкості роботи, не має простоїв, а також придатна для виготовлення полюсних виводів різних визначених розмірів незалежно від розмірів вихідної сировини. Ця мета досягається, а ці та інші задачі, які стануть більш зрозумілими нижче, вирішуються за допомогою способу виготовлення свинцевої клеми для акумулятора відповідно до винаходу, і як сформульовано у п. 1 формули, шляхом пластичного деформування за допомогою установки для холодної обробки, що має позицію формування та щонайменше одну позицію деформування, який включає операції: а) формування на позиції формування заготовки, яка є видовженою вздовж своєї поздовжньої осі для уможливлення утворення цокольної та контактної частин клеми, а також має розмір, що відповідає розмірові готової клеми, що має бути виготовлена; b) пересування заготовки на згадану щонайменше одну позицію деформування; с) здійснення першого деформування заготовки для внутрішнього та зовнішнього формування її цокольної частини; та d) здійснення щонайменше другого деформування заготовки для принаймні одного подальшого внутрішнього та зовнішнього формування цокольної частини заготовки, причому операції с) та d) виконують послідовно як операції поступового деформування. Установка відповідно до цього винаходу, призначена для здійснення способу виготовлення свинцевої клеми для акумулятора шляхом холодного пластичного деформування, охарактеризована у п. 13 формули винаходу та включає в себе: позицію формування заготовки, яка є видовженою вздовж своєї поздовжньої осі для уможливлення утворення цокольної і контактної частини клеми, а також має розмір, що відповідає розмірові готової клеми, що має бути виготовлена; щонайменше одну позицію деформування, призначену для здійснення поступового і послідовного деформування заготовки для внутрішнього і зовнішнього формування контактної і цокольної її частин; а також засоби пересування для пересування заготовки, що підлягає обробці, між згаданими позиціями. Характерні особливості винаходу, яким віддається перевага, визначені у залежних пунктах формули винаходу. Стислий опис фігур Інші ознаки та переваги цього винаходу пояснюються наведеним нижче докладним описом варіанта здійснення способу та установки для виготовлення свинцевої клеми для акумулятора за цим винаходом, якому віддається перевага, але який не є виключним та єдино можливим, проілюстрованого за допомогою прикладу, який не обмежує обсягу винаходу і який наведений на супровідних фігурах, на яких: Фіг. 1 являє собою вид спереду у розрізі позиції деформуваннявідповідно до винаходу; 9 Фіг. 2А та Фіг. 2В являють собою види спереду у розрізі двох — першого та другого — різних варіантів здійснення полюсних виводів для акумуляторів, які можуть бути виготовлені за допомогою способу та установки відповідно до винаходу; Фіг. 2С являє собою збільшений місцевий вид у розрізі частини полюсного виводу, зображеного на Фіг. 2В; Фіг. 2D являє собою вид у перспективі полюсного виводу за другим варіантом здійснення, показаним на Фіг. 2В; Фіг. 3 являє собою вид спереду у розрізі позиції деформування, придатної для виготовлення полюсного виводу із наскрізним отвором відповідно до винаходу; Фіг. 4 являє собою вид спереду у розрізі чотирьох позицій деформування, що ілюструє чотири поступові і послідовні операції деформування, які виконують згідно зі способом відповідно до винаходу; Фіг. 5 являє собою вид спереду у розрізі першої позиції деформування, що ілюструє різні етапи першої операції деформування, які виконують згідно зі способом відповідно до винаходу; Фіг. 6 являє собою вид спереду у розрізі другої позиції деформування, що ілюструє різні етапи другої операції деформування, які виконують згідно зі способом відповідно до винаходу; Фіг. 7 являє собою вид спереду у розрізі третьої позиції деформування, що ілюструє різні етапи третьої операції деформування, які виконують згідно зі способом відповідно до винаходу; Фіг. 8 являє собою вид спереду у розрізі четвертої позиції деформування, що ілюструє різні етапи операції виконання отвору, які виконують згідно зі способом відповідно до винаходу; Фіг. 9A-9D являють собою відповідно схематичний місцевий вид позиції формування та різального засобу установки у різних робочих положеннях відповідно до винаходу; Фіг. 10A являє собою вид спереду у розрізі вузла калібрування установки, що ілюструє фази калібрування заготовок на операції попереднього деформування; а також Фіг. 10В являє собою вид спереду у розрізі вузла калібрування відповідно до винаходу. Фіг. 11 являє собою вид спереду у розрізі можливої альтернативи четвертої або п'ятої позиції деформування, що ілюструє операцію деформування, при якій можливо отримати полюсний вивід, як показано на Фіг. 2В; Фіг. 12A-12В являє собою вид спереду у розрізі такого, типу полюсного виводу, який зображено на Фіг. 2В, відповідно на передостанньому та останньому етапах виготовлення. Шляхи виконання винаходу На згаданих фігурах установка 1 для виготовлення свинцевої клеми для акумулятора шляхом холодної пластичної деформації за варіантами здійснення, яким віддається перевага, але які не є виключними та єдино можливими, включає в себе позицію 2 формування для формування заготовки 7, виготовленої зі свинцю. Заготовка 7 є видовженою вздовж своєї поздовжньої осі для уможливлення утворення цоко 91990 10 льної частини 9 клеми та контактної частини 8 клеми. Розмір заготовки такий, що відповідає розмірові готової клеми, що має бути виготовлена. Установка 1 включає в себе щонайменше одну позицію 30 деформування, за варіантом, якому віддається перевага, дві 30, 40, а за варіантом, якому віддається більша перевага — чотири позиції 30, 40, 50, 60 або 80 деформування, пристосовані для здійснення послідовного деформування заготовки 7 шляхом внутрішнього та зовнішнього формування, які здійснюють у контактній частині 8 та цокольній частині 9 заготовки 7. Можуть бути також додатково передбачені засоби 12 пересування для пересування заготовки, що підлягає обробці, між позиціями 2, 30, 40, 50, 60 із застосуванням груп захоплювачів 12а, призначених для пересування деталей від однієї позиції до іншої. Відповідним чином можуть бути передбачені й інші засоби пересування, такі як механічні, гідравлічні або пневматичні захоплювачі. За варіантом, якому віддається перевага, але який не є виключним та єдино можливим, можуть бути передбачені стільки груп захоплювачів 12а, скільки вузлів та позицій формування та деформування має машина. Позиція 2 формування включає в себе розмотувальний засіб 3 для розмотування свинцевого дроту 4 з котушки 5 для дроту. Засіб 6 витягання та випрямлення дроту, призначений для витягання та випрямлення свинцевого дроту 4 може являти собою розмотувальний засіб, що складається з пар валків 6а, розташованих після котушки 5 для дроту. Різальний засіб 13, призначений для різання дроту 4 на частини потрібної довжини, встановлений на позиції 2 формування. Замість пар валків також можуть бути застосовані й інші придатні засоби витягання/випрямлення, такі як пари ковзних колодок, пристосовані для стискання дроту 4 для його випрямлення та подавання вперед. Різальний засіб 13 за варіантом, якому віддається перевага, може включати в себе нерухому оправку 13а, яка має внутрішній канал 14а, у який подають дріт 4, а також рухому оправку 13b, яка має внутрішню порожнину 14Ь, пристосовану для прийняття заздалегідь визначеної секції дроту 4, що подається крізь нерухому оправку. Довжину дроту визначають у відповідності з потрібним розміром виготовлюваної клеми. Рухома оправка 13b може пересуватися відносно нерухомої оправки 13а для того, щоб забезпечити відрізання заготовки 7, що відповідає заздалегідь визначеній секції дроту 4. Різальний засіб 13 додатково має упор 13с, призначений для зупинки пересування дроту 4 у рухомій оправці 13b після досягнення усередині її заздалегідь визначеної довжини дроту 4, а також виштовхувач 13d, призначений для виштовхування відрізаної заготовки 7 із рухомої оправки 13b. Додатково та переважно позиція 2 формування може мати вузол 100 калібрування (показаний на Фіг. 10A-10В), пристосований для калібрування секції дроту, відрізаної різальним засобом 13, до потрібного діаметра та загальної форми. 11 Цей вузол 100 калібрування уможливлює застосування вихідного матеріалу у вигляді дроту з різними діаметрами, що є навіть меншими за діаметр заготовки 7, яка має бути потім оброблена на позиціях деформування. Вузол 100 калібрування включає в себе калібрувальну оправку 103 та ударний пуансон 101. Останній зсунутий в осьовому напрямку пружиною 108 та може пересуватися для настискання секції дроту, поданої з різального засобу 13, який утримується захоплювачем 12а. Калібрувальна оправка 103 має пуансон 102 калібрувальної оправки, що може пересуватися в осьовому напрямку всередині порожнини 109 калібрування калібрувальної оправки 103 під дією секції дроту, яку штовхає всередині порожнини 109 калібрування оправки 103 ударний пуансон 101. Штовхач, який являє собою чашеподібний контейнер 105, розташований з можливістю пересування в осьовому напрямку у порожнині 109 калібрування та містить пружний засіб, утворений пружиною 107. Таким чином, секція дроту може бути калібрована у порожнині 109 завдяки притискному зусиллю, з яким діє на неї ударний пуансон 101, і яке є протилежним пружному опору, що передається через пуансон 102 під натиском штовхача 105, зсунутого пружиною 107. Принаймні одна позиція 30 деформування передбачена для установки (Фіг. 1), причому позиція 30 деформування включає в себе нерухому частину 20 та рухому частину 21, які орієнтовані вздовж робочої осі Y. Рухома частина 21 є рухомою вздовж робочої осі Y. Рухома частина 21 включає в себе обойму 22 пуансона, пуансонотримач 23, розташований у обоймі 22 пуансона, ударний пуансон 24, встановлений у пуансонотримачі 23, а також вставку 25 пуансона, що встановлена в пуансонотримачі 23 та частково охоплює ударний пуансон 24. Пуансонотримач 23 може ковзати на ударному пуансоні 24. Обойма 22 пуансона, пуансонотримач 23, ударний пуансон 24 та вставка 25 пуансона встановлені у позиції 30 співвісно вздовж робочої осі. Нерухома частина 20 включає в себе тримач 26 форми із сегментною формою 27, встановленою в ньому з можливістю ковзання. Пуансон 28 форми рухомо встановлений у тримачі форми так, щоб пересуватися всередині сегментної форми 27 та відносно неї. Тримач 26 форми, сегментна форма 27 та пуансон 28 форми встановлені у позиції деформування співвісно та вздовж робочої осі Y. Сегментна форма 27 виконана загалом у вигляді втулки, яка має форму зрізаного конуса із конічною зовніїдньою поверхнею і внутрішнім отвором з формозмінювальною поверхнею форми. Ця втулка складається з множини сегментів 29, наприклад, з восьми сегментів, і може ковзати у тримачі 26 форми, а її зовнішня, конічна поверхня перебуває у ковзному контакті з відповідною конічною поверхнею тримача 26 форми. Така втулка 27 ковзає між виступним положенням, у якому сегменти 29 розведені один від одного для того, щоб прийняти цокольну частину 9 оброблюваної заготовки 7, та вставленим положенням, у якому сегменти 29 зведені разом для утворення першої 91990 12 півформи, пристосованої для формування шляхом пластичного деформування цокольної частини заготовки 7. Ця перша півформа у вставленому положенні сегментної форми 27 має таку форму, щоб по суті утворити цокольну частину 9 заготовки лабіринтної конфігурації з виступними гребенями 9а, які можуть мати плоскі бокові поверхні та кореневі частини 9b із заглибленнями. Пуансон 28 форми має натискний кінець 31, який має таку форму, що при зведенні згаданих сегментів 29 він вштовхується в цокольну частину заготовки 7 для утворення всередині неї внутрішньої порожнини. Вставка 25 пуансогіа має форму гільзи із внутрішньою конусністю, призначеною для формування відповідної конусності контактної частини 8 готової клеми. Така внутрішня конусність утворює другу півформу, яка взаємодіє із першою півформою, утвореною сегментною формою 27 для пластичного деформування заготовки 7. Нерухома частина 20 має щонайменше одну першу пружину 32 зсуву, яка може бути передбачена у вигляді тарілчастої пружини, а також щонайменше одну другу пружину 33 зсуву, на яку спираються сегменти. Пружини 32, 33 встановлені у нерухомій частині 20 знизу для того, щоб зсувати сегментну форму 27 у виступне положення, у якому сегменти 29 розведені один від одного. Ударний пуансон 24 може бути приведений у дію для пересування вздовж робочої осі Y та натискання на заготовку для подолання зсуву, викликаного дією першої та другої пружин 32, 33 зсуву, та пересування сегментної форми 27 у вставлене положення, у якому перша та друга півформи разом утворюють формувальну форму 34, що охоплює заготовку 7 та надає їй потрібну форму за допомогою тиску на торець заготовки 7, що створюється ударного пуансона 24 на торець заготовки 7. Ударний пуансон 24 може мати у конкретній конфігурації (Фіг. З або Фіг. 11), робочий кінець 37 із різальним профілем, призначеним для відрізання — при повному формуванні внутрішньої порожнини — її нижньої торцевої частини для утворення у заготовці 7 наскрізного отвору 11. У згаданій конфігурації в ударному пуансоні 24 додатково може бути передбачений внутрішній канал 36 з вихідним отвором 39, призначеним для уможливлення вибивання відрізаної нижньої торцевої частини 38. Пуансон 28 форми може також мати внутрішній отвір 35, виконаний з можливістю сполучення з джерелом 41 постачання стисненого повітря, призначеним для проштовхування відрізаної нижньої торцевої частини 38 через внутрішній канал 36. У варіанті здійснення, придатному, наприклад, для формування клем, які не мають отворів, установка включає в себе першу позицію 30 деформування та другу позицію 40 деформування. У іншому варіанті здійснення, якому віддається перевага, але який не є виключним та єдино можливим, додатково передбачені третя 50 та четверта 60 позиції деформування. Можливо передбачити шість різних позицій 13 деформування, які можуть уможливлювати виготовлення більш складних конфігурацій цокольної частини клеми. Перша позиція 30 деформування придатна для здійснення принаймні першого деформування для внутрішнього і зовнішнього формування цокольної частини 9 заготовки 7. На другій позиції 40 деформування виконують друге деформування для подальшого внутрішнього і зовнішнього формування цокольної частини 9 заготовки 7. Факультативно на другій позиції 40 може бути здіснено зовнішнє формування контактної частини 8 заготовки 7. Перше зовнішнє формування контактної частини 8 може також бути здійснено на першій позиції ЗО деформування. Третя позиція 50 деформування відповідним чином пристосована для здійснення третього деформування з метою внутрішнього та зовнішнього формування контактної частини 8, а також для подальшого внутрішнього формування цокольної частини 9 заготовки 7. Внутрішню порожнину 11, що простягається у поздовжньому напрямку, утворюють у заготовці 7 вздовж її осі крізь цокольну частину 9 та контактну частину 8, на практично всю поздовжню протяжність контактної частини 8, крім її нижньої торцевої частини 38, яка є заглушкою торцевої частини заготовки 7. Четверта позиція 60 деформування пристосована для перфорування внутрішньої порожнини 11 заготовки 7 за допомогою ударного пуансона 24, який має робочу кінцеву частину 37 для утворення наскрізного отвору, також позначеного позицією 11 на фігурах, шляхом вирізання заглушки, тобто нижньої торцевої частини 38. Усі позиції формування 2 та деформування 30, 40, 50, 60 змонтовані на рамі 70, на якій також знаходяться засоби 71 приведення у рух, які можуть бути гідравлічного типу, призначені для приведення у дію рухомої частини 21 та пуансона 28 форми. Позиція 80 деформування, як показано на Фіг. 11, може бути передбачена додатково або замість позиції 60. Позиція 80 має сегментну форму 27 та ударний пуансон 24, що має робочу кінцеву частину 37 із різальним профілем для утворення у заготовці 7 наскрізного отвору 11. Заготовка 7 є попередньо сформованою на попередніх позиціях деформування із гребенями 9а, що мають профіль у вигляді зубців корони із загостреннями 9с. Після того, як заготовка 7 із загостреними гребенями закріплена для деформування на позиції 80 деформування, сегменти 29 натискають на загострення 9с для їх згладжування, при якому виникає пересування матеріалу з наданням гребеням грибоподібної форми з кореневою частиною 9b із заглибленням, як показано на Фіг. 2В та Фіг. 12В. Блок керування (БК) має засоби для вимірювання параметрів гідравлічного та пневматичного тиску, температури та положення різних частин установки та для надання сигнальної інформації, а також засоби для зберігання та обробки сигналів, отриманих від засобів вимірювання, а також відповідне апаратно-програмне або програмне забез 91990 14 печення. Він здійснює керування роботою установки. Робота установки є ясно зрозумілою з опису, наведеного вище та нижче. Півформи, утворені сегментами 29 та вставкою 25 пуансона, при закриванні забезпечують деформування металу заготовки та досягнення потрібної форми, а при відкриванні забезпечують видалення вже деформованого металу заготовки та вставляння металу заготовки, який має бути деформований. На відміну від відомих способів деформування, у яких як вихідний продукт застосовують деталі-напівфабрикати, які звичайно являють собою калібровані свинцеві стрижні, попередньо отримані на інших машинах, у цьому винаході установку споряджають неперервним свинцевим (Pb) дротом 4, намотаним на металеві котушки 5 (бобіни). Ці котушки 5 встановлюють на розмотувальному пристрої 3, який може бути передбачений на позиції 2 формування як частина установки/машини. Він може обертатися вільно або мати привід відповідно до ваги котушки, а вісь розмотування за варіантом, якому віддається перевага, є горизонтальною. Після цього свинцевий дріт 4 подають на першу позицію 2 (формування) машини для витягання-випрямляння. На такій першій позиції 2 валки або ролики 6а призначені для просування дроту до різального засобу 13 "поштовхами" з довжиною дротяної заготовки 7, яка може регулюватися залежно від розміру готового виробу, що має бути виготовлений. На позиції відрізання, утвореній різальним засобом 13, дріт перш за все подається у нерухому (ножову) оправку 13а, утворену сталевим блоком, у якому розміщена вставка з твердого металу зі змінною характеристикою, що уможливлює за необхідністю отримання циліндричної порожнини трохи більшого діаметра, ніж діаметр свинцевого (Pb) дроту, що застосовується. Співвісно з нерухомою оправкою 13а встановлена рухома (ножова) оправка 13b, що має геометричні та конструктивні характеристики, подібні до нерухомої оправки 13а, а також має можливість обертання навколо осі, паралельної до осі циліндричної порожнини нерухомої оправки, або можливість будь-якого руху у відведене відносно неї положення. Цей рух дозволяє відрізати дротяну заготовку 7, введену у рухому оправку 13b. Після цього виштовхувач 13d здійснює видалення відрізаної секції з свинця (Pb) з рухомої оправки. Одночасно ці відрізані секції підхоплюються захоплювачем 12а, передбаченим для цього. При відкриванні першої та другої півформ захоплювач 12а, який підхопив відрізану секцію із позиції 2 формування, пересуває заготовку 7 на першу позицію 30 деформування, де утворюється цокольна частина полюсного виводу, яка за варіантом, якому віддається перевага, має лабіринт. Компоновка позицій деформування надає установці можливість конкретного пристосування для легкого формування лабіринтних конфцурацій із заглибленнями, які дуже складно, якщо не неможливо, отримати за допомогою відомих при 15 строїв. Факультативно відрізана секція дроту може бути попередньо каліброваною у пристрої 100 калібрування. На Фіг. 4 показаний порядок обробки тиском заготовки 7 на чотирьох різних позиціях 30, 40, 50, 60 деформування. Як показано на Фіг. 5, де зображена операція деформування, яку виконують на першій позиції 30, відрізану свинцеву (Pb) заготовку позиціонують вздовж тієї ж осі форми за допомогою захоплювача 12а, у той час як рухома частина машини пересувається у напрямку нерухомої частини. На цьому етапі сегментна форма 27 є відкритою під дією пружин 32, 33. Під час руху рухомої частини штовхання заготовки ударним пуансоном 24 до пуансона 28 форми дозволяє штовхану, передбаченому під пуансоном 28 форми, як показано на Фіг. 1, і зсунутому пружинами штовхача форми, пересунутися. Цей рух продовжується доти, доки вставка 25 пуансона та пуансонотримач 23, який її тримає, не торкнеться форми 27 і змусить її опускатися, долаючи зусилля пружин 32, 33, для замикання на оброблюваній заготовці. Уся свинцева (Pb) заготовка зазнає деформування, яке призводить до заповнення нею вільного об'єму, передбаченого всередині сегментної форми 27. Після цього можуть бути здійснені операції відкривання та видалення деформованої заготовки. У той час, коли ударний пуансон 24 відсувається, також відбувається вивільнення пружин 32, 33 що діють на сегментну форму 27 та відводять її назад до вільного відкритого положення, уможливлюючи видалення заготовки. Деформована таким чином свинцева (Pb) заготовка тепер залишається зафіксованою (з натягом) на пуансоні 28 форми (остання стадія операції, показана на Фіг. 5). Тепер знову спрацьовує захоплювач 12а для підхоплення деформованої заготовки у правильному положенні. Фактично це може не бути той самий захоплювач 12а, який утримує заготовку під час початкового вставляння, який розкривається негайно після цього, уможливлюючи закривання машини. Це може бути захоплювач 12а наступної операції (позиції деформування), який одразу після відкривання машини переноситься на цю операцію для захоплення деформованої заготовки та подавання її на наступну позицію. Операції на інших позиціях є подібними до різних етапів цієї операції та є легко зрозумілими для фахівця у цій галузі техніки з Фіг. 4, Фіг. 6-8 та Фіг. 11. Таким чином, спосіб виготовлення свинцевої клеми для акумулятора шляхом пластичної деформації за допомогою установки 1 для холодної обробки, що має позицію 2 формування та щонайменше одну позицію ЗО, 40, 50, 60, 80 деформування, включає операції: а) формування на позиції 2 формування установки 1 заготовки 7, яка є видовженою вздовж своєї поздовжньої осі Y для уможливлення утворення цокольної 9 та контакт 91990 16 ної 8 частин клеми, а також має розмір, що відповідає розмірові готової клеми, яка має бути виготовлена; Ь) пересування заготовки 7 на згадану щонайменше одну позицію деформування; с) здійснення першого деформування заготовки 7 для внутрішнього і зовнішнього формування цокольної частини заготовки; та d) здійснення принаймні другого деформування заготовки 7 для подальшого внутрішнього і зовнішнього формування її цокольної частини 9. Операції с), d) виконують послідовно як операції поступового деформування. Далі виконують подальшу операцію е) для здійснення третього деформування заготовки 7 для внутрішнього і зовнішнього формування контактної частини 8, а також для подальшого внутрішнього формування її цокольної частини 9. Термін "поступове деформування" означає, що пластичне деформування заготовки до її остаточної закінченої форми, придатної для використання як полюсний вивід, виконують поступово, послідовними операціями деформування, що дозволяє уникнути високих напружень, які діють на частини установки, і одночасно уможливити виконання з високою швидкістю та координовано. Термін "послідовні" означає, що операції деформування виконують на одній і тій самій заготовці, у певній послідовності, на різних відповідно обладнаних позиціях деформування або на одній позиції деформування, однак у будь-якому випадку в різні моменти, що уможливлює обмеження деформаційних зусиль. Переважно операція с) включає формування на певній ділянці зовнішньої поверхні цокольної частини 9 заготовки лабіринтної конфіїурації, утвореної гребенями, що виступають зі згаданої зовнішньої поверхні цокольної частини та можуть мати кореневі частини із заглибленнями, а також формування порожнини, яка простягається всередині згаданої цокольної частини вздовж згаданої поздовжньої осі заготовки; операція d) включає формування зовнішньої ділянки заготовки, яка розташована між цокольною та контактною частинами та утворює вінець 10, що являє собою виступний буртик, який має край із множиною вирізів 10а, а також включає збільшення протяжності згаданої порожнини вздовж поздовжньої осі заготовки. Операція е) включає формування зовнішньої поверхні контактної частини для отримання конфігурації у вигляді зрізаного конуса, що має більшу основу з боку вінця 10, а також включає подальше збільшення протяжності згаданої порожнини вздовж поздовжньої осі заготовки для проходження також всередині контактної частини на практично всю її поздовжню протяжність, крім нижньої торцевої частини. Коли виготовлювана клема є такого типу, що й зображена на Фіг. 2A-2D, тобто має осьовий наскрізний отвір 11, то виконують додаткову операцію f), яка полягає у відрізанні нижньої торцевої частини порожнини для утворення наскрізного отвору 11 усередині заготовки, як показано на Фіг. 3, та на останньому етапі, показаному на Фіг. 4. Установка для здійснення винаходу у одному з можливих варіантів здійснення може мати тільки 17 одну позицію деформування, на якій робочі частини можуть бути виконані з можливістю автоматичної заміни у відповідності до операції деформування, що має бути виконана. За варіантом, якому віддається перевага, операції деформування виконують на окремих позиціях 30, 40, 50, 60, 80 деформування із забезпеченням між кожними двома згаданими послідовними операціями деформування відповідної додаткової операції пересування заготовки. Додаткова операція f) включає вибивання вирізаної нижньої торцевої частини 38 заготовки 7. З міркувань підвищення продуктивності установка пристосована і може працювати таким чином, що операції деформування виконують на позиціях 30, 40, 50, 60, 80 деформування одночасно. Зокрема, різні операції деформування виконують на відповідній позиції деформування з різними заготовками, які перебувають на різних фазах поступового деформування, що йдуть за попередніми операціями деформування, а операції пересуван 91990 18 ня зкоординовані із цими операціями поступового деформування. Усі елементи, описані тут стосовно цього ілюстративного варіанта здійснення винаходу, якому віддається перевага, але який не обмежує обсягу винаходу, можуть також бути замінені іншими технічними еквівалентами, відомими та очевидними для фахівця у цій галузі техніки. Цей винахід дає можливість виконання численних вдосконалень та модифікацій, що не виходять за межі середніх технічних знань фахівця у цій галузі техніки. На практиці застосовані матеріали, а також форми та, розміри можуть бути довільними згідно з конкретними вимогами без виходу за межі обсягу охорони цього винаходу та наведених пунктів формули винаходу. Зміст патентної заявки Великої Британії № 0425342.3, за якою ця заявка претендує на пріоритет, включено в цей документ шляхом посилання. 19 91990 20 21 91990 22 23 91990 24 25 91990 26 27 91990 28 29 91990 30 31 Комп’ютерна верстка Д. Шеверун 91990 Підписне 32 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for the manufacture of a terminal for a lead-acid type accumulator and a terminal manufactured therewith
Автори англійськоюGibellini Folco
Назва патенту російськоюСпособ и устройство для изготовления клемм свинцово-кислотного аккумулятора и клемма, изготовленная этим способом
Автори російськоюДжибеллини Фолко
МПК / Мітки
МПК: H01M 2/30, B21K 21/00
Мітки: акумулятора, цим, свинцево-кислотного, клема, клем, пристрій, виготовлена, виготовлення, спосіб, способом
Код посилання
<a href="https://ua.patents.su/16-91990-sposib-ta-pristrijj-dlya-vigotovlennya-klem-svincevo-kislotnogo-akumulyatora-ta-klema-vigotovlena-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для виготовлення клем свинцево-кислотного акумулятора та клема, виготовлена цим способом</a>
Поверхневий позитивний електрод для свинцево-кислотного акумулятора та спосіб його виготовлення
Номер патенту: 61667
Опубліковано: 17.11.2003
Автори: Скосар Вячеслав Юрійович, Лісничий Віктор Миколайович, Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Буряк Олександр Панасович
МПК: H01M 4/72, H01M 4/14, H01M 10/06, H01M 4/16
Мітки: виготовлення, свинцево-кислотного, акумулятора, поверхневий, спосіб, електрод, позитивний
Формула / Реферат:
1. Поверхневий позитивний електрод для свинцево-кислотного акумулятора, що складається з струмовідвідної основи й активної маси, який відрізняється тим, що струмовідвідна основа виконана з одного чи декількох стрижнів, з'єднаних струмовідвідною шиною, причому кожен стрижень складається з литих шайб плівкової товщини з свинцю або свинцевого сплаву, зварених між собою в центральних зонах.2. Спосіб виготовлення електрода за п. 1, який...
Спосіб зарядки свинцево-кислотного акумулятора
Номер патенту: 86508
Опубліковано: 27.04.2009
Автори: Соколовський Іван Івановіч, Скосар Юрій Іванович, Плаксін Сергій Вікторович, Камінський Володимир Романович, Житник Микола Явтухович, Погоріла Любов Михайлівна, Дзензерський Віктор Олександрович
МПК: H01M 10/00
Мітки: спосіб, зарядки, акумулятора, свинцево-кислотного
Формула / Реферат:
Спосіб зарядки свинцево-кислотного акумулятора, що включає подачу на акумулятор, який заряджають, послідовності зарядних імпульсів, який відрізняється тим, що акумулятор розміщують в постійному магнітному полі, напрям силових ліній якого перпендикулярний напряму струму в акумуляторі, а напруженість в просторі розташування електродних пластин і електроліту складає 20...30 мТл, встановлюють тривалість зарядних імпульсів tз величиною, сумірною з...
Електроліт для свинцево-кислотного акумулятора
Номер патенту: 77899
Опубліковано: 15.01.2007
Автори: Солдатенко Віталій Миколайович, Кожуховський Віталій Олександрович, Солдатенко Микола Павлович
МПК: H01M 10/06
Мітки: свинцево-кислотного, електроліт, акумулятора
Формула / Реферат:
Електроліт для свинцево-кислотного акумулятора, що включає суміш дистильованої води з концентрованою сірчаною кислотою щільністю 1,2-1,29 г/см2, що містить 28-38 мас. % концентрованої сірчаної кислоти, який відрізняється тим, що додатково містить тетра- або динатрієву сіль етилендіамінтетраоцтової кислоти при такому співвідношенні інгредієнтів, мас. %: концентрована сірчана кислота 28-38 тетра-...
Струмовідвід для електрода свинцево-кислотного акумулятора
Номер патенту: 76861
Опубліковано: 15.09.2006
Автори: Бурилов Сергій Володимирович, Дзензерський Деніс Вікторович, Васільєв Сєргєй Владіміровіч, Скосар Вячеслав Юрійович, Скосар Юрій Іванович, Пономаренко Руслан Миколайович, Дзензерський Віктор Олександрович, Анікеєв Євгеній Володимирович
МПК: H01M 10/06, H01M 4/72
Мітки: струмовідвід, свинцево-кислотного, електрода, акумулятора
Формула / Реферат:
1. Струмовідвід для електрода свинцево-кислотного акумулятора, що виконаний як ґратчаста сітка з горизонтальних і вертикальних жилок постійного перерізу, розташованих усередині рамки постійного перерізу, у верхній частині якої знаходиться вушко, що служить для з'єднання електродів в електродний блок, який відрізняється тим, що кількість вертикальних жилок у 1,6 - 2,4 рази більше кількості горизонтальних жилок, розподіл горизонтальних жилок...
Струмовідвід для електрода свинцево-кислотного акумулятора
Номер патенту: 63563
Опубліковано: 15.02.2007
Автори: Бурилов Сергій Володимирович, Скосар Вячеслав Юрійович, Скосар Юрій Іванович, Незнанов Михайло Андрійович, Дзензерський Віктор Олександрович, Пономаренко Руслан Миколайович
МПК: H01M 10/06, H01M 4/72
Мітки: струмовідвід, акумулятора, електрода, свинцево-кислотного
Формула / Реферат:
Струмовідвід для електрода свинцево-кислотного акумулятора, що являє собою ґратчасту сітку з негоризонтальних жилок змінного перерізу і горизонтальних жилок, розташованих усередині рамки змінної ширини, у верхній частині рамки виконано вушко, який відрізняється тим, що негоризонтальні жилки радіально спрямовані до вушка, переріз радіальних жилок збільшується по напрямку від рамки до вушка в 1,3-1,4 рази, сітка зміцнена трьома стовщеними...
Попередній патент: Виробництво тютюнових фільтрів
Наступний патент: Спосіб ущільнення волокнистих структур методом інжекції полімеру у форму для виготовлення товстих деталей з композитних матеріалів
Випадковий патент: Пристрій для комутації електричного кола