Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям, сталевий штампований виріб із покриттям і наземний транспортний засіб, що містить такий виріб (варіанти)
Номер патенту: 94963
Опубліковано: 25.06.2011
Автори: Кефферштейн Рональд, Спенер Домінік, Дрійє Паскаль

Формула / Реферат
1. Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям, який передбачає:
(A) нагрівання, з метою одержання нагрітої заготовки, сталевого листа з попереднім покриттям алюмінієм або алюмінієвим сплавом у попередньо нагрітій печі до температури й протягом часу, які визначаються областю ABCD на Фіг. 7 при товщині зазначеного листа, більшій або рівній 0,7 мм і меншій або рівній 1,5 мм, і які визначаються областю EFGH на Фіг. 7 при товщині зазначеного листа, більшій від 1,5 мм і меншій або рівній 3 мм, при цьому швидкість нагрівання VC у діапазоні температур від 20 °С до 700 °С становить від 4 до 12 °С/сек.,
(B) переміщення зазначеної нагрітої заготовки до штампа,
(C) штампування зазначеної нагрітої заготовки в зазначеному штампі для одержання, таким чином, гарячештампованого сталевого листового виробу, і
у якому зазначений нагрітий виріб охолоджують від температури при виході із вказаної печі до температури 400 °С із середньою швидкістю охолодження щонайменше 30 °С/сек.
2. Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям за п. 1, який відрізняється тим, що у ньому загальний витрачений час між виходом вказаної нагрітої заготовки із зазначеної печі й початком зазначеного штампування не перевищує 10 сек., і у якому деформація зазначеної нагрітої заготовки становить більше 10 % під час вказаного штампування й зазначений нагрітий виріб охолоджують від температури виходу з печі до температури 400 °С із середньою швидкістю охолодження, яка складає щонайменше 50 °С/сек.
3. Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям за п. 1 або 2, який відрізняється тим, що у ньому зазначений сталевий лист із попереднім покриттям одержують зі сталевої смуги, яка має першу сторону й другу сторону, на яку наносять попереднє покриття алюмінієм або алюмінієвим сплавом зануренням у розплав, причому товщина попереднього покриття щонайменше на одній із зазначених першій та другій сторін зазначеної сталевої смуги становить від 20 мкм до 33 мкм на кожній ділянці принаймні однієї із зазначених першої й другої сторін вказаної сталевої смуги, і зазначену сталеву смугу з попереднім покриттям розрізають для одержання листа.
4. Сталевий штампований виріб із покриттям, яке містить:
(a) смугу сталевої основи, яка має першу сторону й другу сторону,
(b) покриття щонайменше на одній із зазначених першої й другої сторін вказаної смуги сталевої основи, і
у якому:
(і) зазначене покриття є результатом взаємної дифузії між зазначеною сталевою основою й попереднім покриттям алюмінієм або алюмінієвим сплавом,
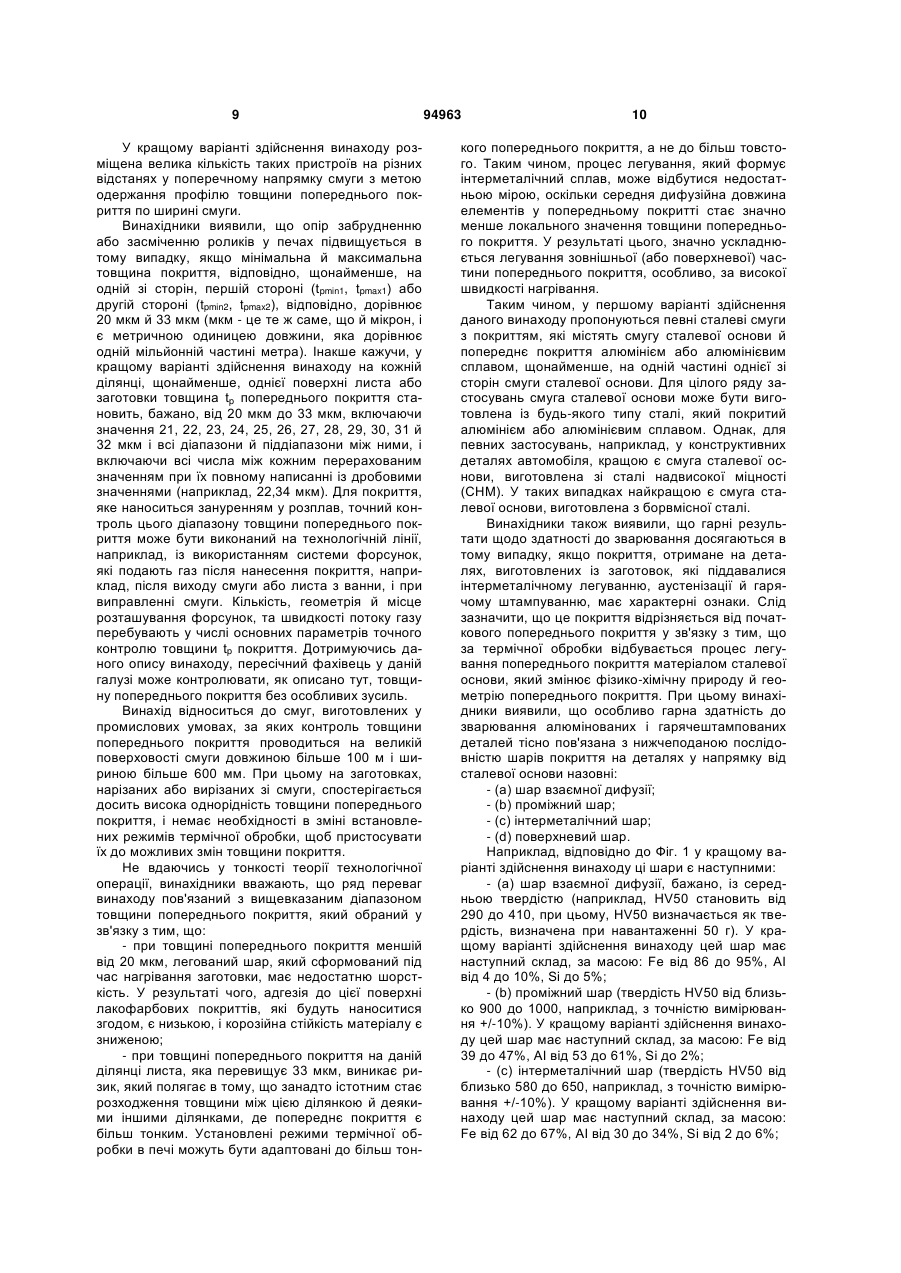
(іі) зазначене покриття в напрямку від сталевої основи назовні містить:
- (а) шар взаємної дифузії,
- (b) проміжний шар,
- (с) інтерметалічний шар,
- (d) поверхневий шар, і
у якому зазначене покриття має товщину, більшу від 30 мкм, і у якому зазначений шар має товщину, меншу від 15 мкм.
5. Сталевий штампований виріб із покриттям за п. 4, який відрізняється тим, що у ньому зазначені шари (с) і (d) займають щонайменше 90 % від загального рівня покриття, утвореного розглянутими зазначеними шарами, і в якому менше 10 % шару (с) є присутніми на крайній поверхні виробу.
6. Сталевий штампований виріб із покриттям за п. 4 або 5, який відрізняється тим, що у ньому смуга виготовлена зі сталі, яка містить наступні компоненти за масою, у порівнянні із загальною масою: вуглець від більше ніж 0,15 % до менше ніж 0,5 %, марганець від більше ніж 0,5 % до менше ніж 3 %, кремній від більше ніж 0,1 % до менше ніж 0,5 %, хром від більше ніж 0,01 % до менше ніж 1 %, титан менше ніж 0,2 %, алюміній менше ніж 0,1 %, фосфор менше ніж 0,1 %, сірку менше ніж 0,05 %, бор від більше ніж 0,0005 % до менше ніж 0,08 % та решту, яка містить залізо й неминучі домішки.
7. Сталевий штампований виріб із покриттям за будь-яким з пп. 4-6, який відрізняється тим, що у ньому смуга виготовлена зі сталі, яка містить наступні компоненти за масою, у порівнянні із загальною масою: вуглець від більше ніж 0,20 % до менше ніж 0,5 %, марганець від більше ніж 0,8 % до менше ніж 1,5 %, кремній від більше ніж 0,1 % до менше ніж 0,35 %, хром від більше ніж 0,01 % до менше ніж 1 %, титан менше ніж 0,1 %, алюміній менше ніж 0,1 %, фосфор менше ніж 0,05 %, сірку менше ніж 0,03 %, бор від більше ніж 0,0005 % до менше ніж 0,01 % та решту, яка містить залізо й неминучі домішки.
8. Сталевий штампований виріб із покриттям за будь-яким з пп. 4-7, який відрізняється тим, що у ньому вміст сірки в сталі становить 20 млн-1 або менше.
9. Сталевий штампований виріб із покриттям за будь-яким з пп. 4-8, в якому сталь містить азот, який відрізняється тим, що у ньому відношення титану до азоту в сталевому листі в мас. % перевищує 3,42.
10. Сталевий штампований виріб із покриттям за будь-яким з пп. 4-9, який відрізняється тим, що у ньому попереднє покриття алюмінієм або алюмінієвим сплавом містить, за масою: кремній від 8 до 11 %, залізо від 2 до 4 % та решту, яку складають алюміній та неминучі домішки.
11. Наземний транспортний засіб, що містить термооброблений сталевий виріб з покриттям за будь-яким з пп. 4-10.
12. Наземний транспортний засіб, що містить термооброблений сталевий виріб з покриттям, виготовлений способом за будь-яким з пп. 1 або 3.
Текст
1. Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям, який передбачає: (A) нагрівання, з метою одержання нагрітої заготовки, сталевого листа з попереднім покриттям алюмінієм або алюмінієвим сплавом у попередньо нагрітій печі до температури й протягом часу, які визначаються областю ABCD на Фіг. 7 при товщині зазначеного листа, більшій або рівній 0,7 мм і меншій або рівній 1,5 мм, і які визначаються областю EFGH на Фіг. 7 при товщині зазначеного листа, більшій від 1,5 мм і меншій або рівній 3 мм, при цьому швидкість нагрівання VC у діапазоні температур від 20 °С до 700 °С становить від 4 до 12 °С/сек., (B) переміщення зазначеної нагрітої заготовки до штампа, (C) штампування зазначеної нагрітої заготовки в зазначеному штампі для одержання, таким чином, гарячештампованого сталевого листового виробу, і у якому зазначений нагрітий виріб охолоджують від температури при виході із вказаної печі до температури 400 °С із середньою швидкістю охолодження щонайменше 30 °С/сек. 2 (19) 1 3 94963 4 - (а) шар взаємної дифузії, - (b) проміжний шар, - (с) інтерметалічний шар, - (d) поверхневий шар, і у якому зазначене покриття має товщину, більшу від 30 мкм, і у якому зазначений шар має товщину, меншу від 15 мкм. 5. Сталевий штампований виріб із покриттям за п. 4, який відрізняється тим, що у ньому зазначені шари (с) і (d) займають щонайменше 90 % від загального рівня покриття, утвореного розглянутими зазначеними шарами, і в якому менше 10 % шару (с) є присутніми на крайній поверхні виробу. 6. Сталевий штампований виріб із покриттям за п. 4 або 5, який відрізняється тим, що у ньому смуга виготовлена зі сталі, яка містить наступні компоненти за масою, у порівнянні із загальною масою: вуглець від більше ніж 0,15 % до менше ніж 0,5 %, марганець від більше ніж 0,5 % до менше ніж 3 %, кремній від більше ніж 0,1 % до менше ніж 0,5 %, хром від більше ніж 0,01 % до менше ніж 1 %, титан менше ніж 0,2 %, алюміній менше ніж 0,1 %, фосфор менше ніж 0,1 %, сірку менше ніж 0,05 %, бор від більше ніж 0,0005 % до менше ніж 0,08 % та решту, яка містить залізо й неминучі домішки. 7. Сталевий штампований виріб із покриттям за будь-яким з пп. 4-6, який відрізняється тим, що у ньому смуга виготовлена зі сталі, яка містить наступні компоненти за масою, у порівнянні із загальною масою: вуглець від більше ніж 0,20 % до менше ніж 0,5 %, марганець від більше ніж 0,8 % до менше ніж 1,5 %, кремній від більше ніж 0,1 % до менше ніж 0,35 %, хром від більше ніж 0,01 % до менше ніж 1 %, титан менше ніж 0,1 %, алюміній менше ніж 0,1 %, фосфор менше ніж 0,05 %, сірку менше ніж 0,03 %, бор від більше ніж 0,0005 % до менше ніж 0,01 % та решту, яка містить залізо й неминучі домішки. 8. Сталевий штампований виріб із покриттям за будь-яким з пп. 4-7, який відрізняється тим, що у -1 ньому вміст сірки в сталі становить 20 млн або менше. 9. Сталевий штампований виріб із покриттям за будь-яким з пп. 4-8, в якому сталь містить азот, який відрізняється тим, що у ньому відношення титану до азоту в сталевому листі в мас. % перевищує 3,42. 10. Сталевий штампований виріб із покриттям за будь-яким з пп. 4-9, який відрізняється тим, що у ньому попереднє покриття алюмінієм або алюмінієвим сплавом містить, за масою: кремній від 8 до 11 %, залізо від 2 до 4 % та решту, яку складають алюміній та неминучі домішки. 11. Наземний транспортний засіб, що містить термооброблений сталевий виріб з покриттям за будь-яким з пп. 4-10. 12. Наземний транспортний засіб, що містить термооброблений сталевий виріб з покриттям, виготовлений способом за будь-яким з пп. 1 або 3. Галузь техніки Даний винахід відноситься, зокрема, до сталей із покриттям, способів виготовлення таких сталей із покриттям, які передбачають нанесення захисного покриття зануренням у розплав, до способів застосування таких сталей із покриттям, до штампованих заготовок, виготовлених із сталей із покриттям, до штампованих виробів, виготовлених із сталей з покриттям, і до різних застосувань виробів запропонованих даним винаходом, наприклад, при точковому зварюванні й т. ін. Додаткові переваги та інші ознаки даного винаходу будуть, зокрема, викладені в нижченаведеному описі й будуть очевидними для фахівців у даній галузі техніки при розгляді нижченаведеного опису, або можуть бути вивчені при практичному застосуванні даного винаходу. Переваги даного винаходу можуть бути реалізовані й використані відповідно до прикладених пунктів формули винаходу. Очевидно є зрозумілим, що можуть існувати усілякі інакші варіанти здійснення даного винаходу, і деякі його деталі можуть піддаватися різним очевидним модифікаціям, не виходячи за рамки даного винаходу. Опис винаходу повинен розглядатися, як ілюстративний, за своєю природою, а не як такий, що покликаний обмежувати. Рівень техніки В останні роки стало актуальним використання сталей з попереднім покриттям їх у процесах гарячого штампування для формозміни деталей, особливо, в автомобільній промисловості. Виготовлен ня таких деталей може включати наступні основні етапи: - нанесення попереднього покриття на сталеві листи зануренням у розплав; - обрізування або різання листів для одержання заготовок; - нагрівання заготовок для проведення легування попереднього - нагрівання заготовок для проведення легування попереднього покриття на сталевій основі, а також і для аустенізації сталі; - гаряче штампування з наступним швидким охолодженням деталі з метою одержання, переважно, мартенситних структур. Як приклад, дивися патент США 6296805, включений тут як посилання. Завдяки легуванню попереднього покриття матеріалом сталевої основи, у результаті якого створюються інтерметалічні сплави з високою температурою плавлення, заготовки з таким покриттям можуть бути нагріті в діапазоні температур аустенітного перетворення в металевій основі, що при загартовуванні призводить до подальшого зміцнення сталі. Термічну обробку заготовок для інтерметалічного легування покриття й аустенізації основи найчастіше виконують у печах, куди заготовки подаються на роликах. Теплові цикли, яким піддаються заготовки, спочатку включають фазу нагрівання, швидкість якого є функцією параметрів, таких як, товщина заготовки, температура печі, швидкість подачі заготовок, і відбиваюча здатність 5 покриття. Теплові цикли після цієї фази нагрівання, звичайно, включають фазу витримування, під час якої температура є регульованою температурою печі. Однак під час операції в печі виникають проблеми, пов'язані з тим, що ролики можуть забруднюватися металевими відкладеннями, що осідають з попереднього покриття заготовок. Якщо ці відкладення є надмірними, потрібним стає проведення технічного обслуговування роликів, що має наслідком зниження продуктивності. Деталі, отримані після нагрівання й швидкого охолодження, мають дуже високу механічну міцність і можуть використатися для застосування в конструкціях, наприклад, в автомобільній промисловості. Найчастіше ці деталі повинні зварюватися з іншими, і тому необхідною є їхня гарна зварюваність. Це означає, що: - операція зварювання повинна бути реалізована в досить широкому робочому діапазоні для гарантії, що можливий дрейф номінальних зварювальних параметрів не матиме впливу на якість зварювання. Для контактного зварювання, яке є досить поширеним в автомобільній промисловості, робочий діапазон зварювання визначається комбінацією наступних найбільш істотних параметрів: сили зварювального струму І та зусилля F, прикладеного до деталей під час зварювання. Оптимальна комбінація цих параметрів допомагає уникнути одержання недостатнього діаметра зварювальної точки (зв'язаного із занадто низкою силою струму, або занадто малим зусиллям при зварюванні) і також допомагає уникнути розплескування при зварюванні. - операція зварювання також повинна виконуватися таким чином, щоб при зварюванні була отримана висока механічна міцність звареного з'єднання. Ця механічна міцність звареного з'єднання може бути оцінена при випробуваннях таких, як випробування на зсув із розтягненням або випробування при двохосьовому розтягненні. Зберігається потреба в сталях із покриттям, які можуть легко використовуватися для виготовлення штампуванням профільованих деталей. Також зберігається потреба в сталях із покриттям, які можуть використовуватися для виготовлення штампуванням профільованих деталей, які є придатними для зварювання. Також зберігається потреба в процесах виготовлення таких сталей із покриттям і штампованих деталей. Розкриття винаходу Винахідники виявили, що певні сталеві смуги, у яких смуга сталевої основи, щонайменше, частково покрита алюмінієм або алюмінієвим сплавом (іноді використовується термін «попереднє покриття», при цьому, визначення «попереднє» указує на те, що перетворення природи попереднього покриття буде відбуватися під час термічної обробки перед штампуванням), щонайменше, з одного боку, і покриття смуги має певну товщину та, бажано, є, власне кажучи, однорідним, після нагрівання легко штампується у фасонні деталі й легко зварюється. Крім того, винахідники виявили, що проблема, пов'язана із забрудненням роликів, описана вище, як правило, є результатом недостатнього інтерметалічного легування при взаєм 94963 6 ній дифузії між основою й металевим попереднім покриттям. Крім того, було виявлено, що місця забруднення роликів відповідають зонам контакту заготовок із роликами, у яких товщина металевого попереднього покриття локально перевищує середню товщину. Не бажаючи зв'язувати себе конкретною теорією, винахідники вважають, що якщо попереднє покриття локально є занадто товстим, інтерметалічне легування є недостатнім і попереднє покриття плавиться, забруднюючи ролики. Таким чином, винахідники виявили, що контроль однорідності товщини попереднього покриття по всьому листі, у межах заданого допуску, є важливим чинником для досягнення бажаного інтерметалічного легування й дозволяє підвищити опірність наступному розплавлюванню покриття під час переміщення на роликах. Винахідники також виявили, що чудова зварюваність алюмінованих та гарячештампованих деталей пов'язана з особливою послідовністю шарів покриття на деталях у напрямку від сталевої основи назовні. Винахідники також виявили, що певна комбінація параметрів, а саме, часу переміщення заготовки між нагрівальною піччю та матрицею штампа, величини деформації заготовки під час штампування, температури штампування й швидкості охолодження виробу під час штампування, призводить до одержання деталі з повністю гомогенною мартенситною структурою, і що збільшення пластичності, або збільшення поглинання деталями енергії після штампування, досягається при зниженні вмісту сірки в сталі нижче критичного значення, причому, ці обидва ефекти, а саме, повністю гомогенна мартенситна структура й збільшення пластичності сталі, спостерігаються на деталях з покриттям алюмінієм/алюмінієвим сплавом або без нього, відповідно до винаходу, і з іншими покриттями. Завдання винаходу Таким чином, беручи до уваги вищевикладене, одним завданням даного винаходу є створення нових попередньо покритих сталевих смуг, з яких можуть бути легко виготовлені штамповані заготовки. Іншим завданням даного винаходу є одержання нових сталевих смуг або листів з попереднім покриттям, з яких можуть бути легко виготовлені деталі штампуванням. Іншим завданням даного винаходу є нові сталі з покриттям, із яких можуть бути легко виготовлені деталі гарячим штампуванням. Іншим завданням даного винаходу є нові способи виготовлення таких сталей із покриттям. Іншим завданням даного винаходу є нові штамповані заготовки, які виготовлені з такої покритої сталі. Іншим завданням даного винаходу є нові способи виготовлення таких штампованих заготовок. Іншим завданням даного винаходу є нові штамповані деталі, виготовлені з такої сталі з покриттям. Іншим завданням даного винаходу є нові способи виготовлення таких штампованих деталей. 7 Іншим завданням даного винаходу є нові промислові вироби, такі як автомобіль, які містять такі штамповані деталі. Іншим завданням даного винаходу є нові штамповані деталі. Іншим завданням даного винаходу є нові способи виготовлення зварених штампованих деталей. Іншим завданням даного винаходу є нові промислові вироби, такі як автомобіль, які містять такі зварені штамповані деталі. Іншим завданням даного винаходу є нові сталі з покриттям, які зварюють, і що зварюють заготовки, які штампують. Іншим завданням даного винаходу є нові способи виготовлення таких зварюваних сталей із покриттям, та зварюваних штампованих заготовок. Ці й інші завдання стануть очевидними з нижченаведеного детального опису. Короткий опис креслень Фіг. 1 ілюструє кращий варіант деталі з покриттям запропонованої даним винаходом після термічної обробки та штампування. Послідовність шарів покриття на сталевій основі є наступною: (а) шар взаємної дифузії; (b) проміжний шар; (с) інтерметалічний шар; і (d) поверхневий шар. Це розташування шарів є найбільш сприятливим для подальшого зварювання деталі. Фіг. 2 ілюструє покриття на сталевій основі після проведення термообробки й штампування за умов, які не відповідають винаходу. Представлена послідовність шарів (шар взаємної дифузії та інтерметалічний шар) спричиняє гірші результати при контактному точковому зварюванні. Фіг. 3 ілюструє мікроструктуру сталевої деталі, гарячештампованої та охолодженої за умов, які не відповідають винаходу. Фіг. 4 ілюструє мікроструктуру сталевої деталі, гарячештампованої й охолодженої відповідно до кращої сукупності умов відповідно до винаходу. Фіг. 5 ілюструє вплив вмісту сірки в сталі на кут вигину деталей після гарячого штампування. Фіг. 6 ілюструє вплив вмісту сірки в сталі напочаткову енергію руйнування деталей після гарячого штампування. Фіг. 7 показує температурні умови в печі, як функцію загального часу витримування листів товщиною від 0,7 до 1,5 і товщиною від 1,5 до 3 мм, які сприяють одержанню покриттів із властивостями, найбільш придатними для зварювання. Докладний опис кращих варіантів здійснення винаходу Як відзначено вище, основою винаходу є відкриття винахідників, яке полягає в тому, що певні сталі з покриттям, у яких на сталеву основу, щонайменше, частково нанесене попереднє покриття алюмінієм або алюмінієвим сплавом, щонайменше, з одного боку, і в яких попереднє покриття має певну товщину і є, власне кажучи, однорідним, та легко штампуються у фасонні деталі. У контексті даного винаходу терміни перша сторона (або сторона 1) і друга сторона (або сторона 2) смуги або листа, і т. ін., сталевої основи відносяться до двох більших протилежних поверхонь, площа поверхні цих площин, визначається 94963 8 довжиною й шириною сталевої основи. Навпроти, бічні краї смуги сталевої основи є двома меншими протилежними поверхнями, площа поверхонь яких визначається довжиною й товщиною смуги. Верхні й нижні краї смуги сталевої основи є двома меншими протилежними поверхнями, площа поверхні яких визначається шириною й товщиною смуги. У нижченаведеному описі tp позначає товщину попереднього покриття, на будь-якій розглянутій ділянці сторін 1 й 2 листа або заготовки. Зокрема, для листів, покритих із двох сторін 1 й 2, t p1 позначає товщину покриття на стороні 1, і tp2 позначає товщину покриття на стороні 2. Відповідно до найкращого варіанта здійснення винаходу, tp контролюється в точному діапазоні, вираженому (tpmin, tpmax) для того, щоб підвищити опір забрудненню роликів. Товщина, переважно, контролюється, як у поздовжньому напрямку (або напрямку прокатки) смуги або листа, так й у поперечному напрямку. Що стосується проблеми забруднення роликів, то контроль товщини попереднього покриття на стороні листа або заготовки, яка перебуває безпосередньо в контакті з роликами, є особливо важливим. Оскільки за стадією нанесення покриття на сталевий лист (наприклад, покриття, яке наноситься зануренням у розплав, який забезпечує покриття на сторонах 1 й 2 листа) можуть слідувати різні технологічні операції, бажано, ретельно контролювати попереднє покриття по обидва боки листа. Наприклад, після будь-якого скручування, обробки, розрізання, перфорації, тощо, сторони 1 й 2 листи важко ідентифікувати. При виконанні контролю товщини tp покриття на двох сторонах покритого листа (першій стороні й другій стороні) немає необхідності відслідковувати сторони 1 й 2, оскільки жодна зі сторін не буде забруднювати ролик. Крім того, немає необхідності в підрізуванні листа, на який було нанесено попереднє покриття, наприклад, зануренням у розплав, щоб одержати кращий лист меншого розміру, який має попереднє покриття найбільш рівномірне за товщиною. Інакше кажучи, отримані важливі переваги в результаті проведення контролю мінімальної й максимальної товщини попереднього покриття на першій стороні (tpmin1, tpmax1) I мінімальної та максимальної товщини попереднього покриття на другій стороні (tpmin2, tpmax2) певні сталеві листи або заготовки. Кращими сталями, у цьому випадку, є сталі з покриттям, нанесеним зануренням у розплав. Крім того, незалежно від способу нанесення покриття, товщина попереднього покриття на одній або обох сторонах листа може безперервно вимірюватися й контролюватися на лінії нанесення покриття, безпосередньо після операції нанесення покриття. Це може здійснюватися за допомогою вже відомих пристроїв, таких як товщиноміри, принцип дії яких заснований на поглинанні рентгенівського випромінювання. У будь-який момент часу може бути виконане вимірювання товщини покриття на даній ділянці листа, наприклад, на площі, яка сягає декі2 лькох сотень мм , що є розміром зони, опроміненої рентгенівським випромінюванням. 9 У кращому варіанті здійснення винаходу розміщена велика кількість таких пристроїв на різних відстанях у поперечному напрямку смуги з метою одержання профілю товщини попереднього покриття по ширині смуги. Винахідники виявили, що опір забрудненню або засміченню роликів у печах підвищується в тому випадку, якщо мінімальна й максимальна товщина покриття, відповідно, щонайменше, на одній зі сторін, першій стороні (tpmin1, tpmax1) або другій стороні (tpmin2, tpmax2), відповідно, дорівнює 20 мкм й 33 мкм (мкм - цe тe ж саме, що й мікрон, і є метричною одиницею довжини, яка дорівнює одній мільйонній частині метра). Інакше кажучи, у кращому варіанті здійснення винаходу на кожній ділянці, щонайменше, однієї поверхні листа або заготовки товщина tp попереднього покриття становить, бажано, від 20 мкм до 33 мкм, включаючи значення 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31 й 32 мкм і всі діапазони й піддіапазони між ними, і включаючи всі числа між кожним перерахованим значенням при їх повному написанні із дробовими значеннями (наприклад, 22,34 мкм). Для покриття, яке наноситься зануренням у розплав, точний контроль цього діапазону товщини попереднього покриття може бути виконаний на технологічній лінії, наприклад, із використанням системи форсунок, які подають газ після нанесення покриття, наприклад, після виходу смуги або листа з ванни, і при виправленні смуги. Кількість, геометрія й місце розташування форсунок, та швидкості потоку газу перебувають у числі основних параметрів точного контролю товщини tp покриття. Дотримуючись даного опису винаходу, пересічний фахівець у даній галузі може контролювати, як описано тут, товщину попереднього покриття без особливих зусиль. Винахід відноситься до смуг, виготовлених у промислових умовах, за яких контроль товщини попереднього покриття проводиться на великій поверховості смуги довжиною більше 100 м і шириною більше 600 мм. При цьому на заготовках, нарізаних або вирізаних зі смуги, спостерігається досить висока однорідність товщини попереднього покриття, і немає необхідності в зміні встановлених режимів термічної обробки, щоб пристосувати їх до можливих змін товщини покриття. Не вдаючись у тонкості теорії технологічної операції, винахідники вважають, що ряд переваг винаходу пов'язаний з вищевказаним діапазоном товщини попереднього покриття, який обраний у зв'язку з тим, що: - при товщині попереднього покриття меншій від 20 мкм, легований шар, який сформований під час нагрівання заготовки, має недостатню шорсткість. У результаті чого, адгезія до цієї поверхні лакофарбових покриттів, які будуть наноситися згодом, є низькою, і корозійна стійкість матеріалу є зниженою; - при товщині попереднього покриття на даній ділянці листа, яка перевищує 33 мкм, виникає ризик, який полягає в тому, що занадто істотним стає розходження товщини між цією ділянкою й деякими іншими ділянками, де попереднє покриття є більш тонким. Установлені режими термічної обробки в печі можуть бути адаптовані до більш тон 94963 10 кого попереднього покриття, а не до більш товстого. Таким чином, процес легування, який формує інтерметалічний сплав, може відбутися недостатньою мірою, оскільки середня дифузійна довжина елементів у попередньому покритті стає значно менше локального значення товщини попереднього покриття. У результаті цього, значно ускладнюється легування зовнішньої (або поверхневої) частини попереднього покриття, особливо, за високої швидкості нагрівання. Таким чином, у першому варіанті здійснення даного винаходу пропонуються певні сталеві смуги з покриттям, які містять смугу сталевої основи й попереднє покриття алюмінієм або алюмінієвим сплавом, щонайменше, на одній частині однієї зі сторін смуги сталевої основи. Для цілого ряду застосувань смуга сталевої основи може бути виготовлена із будь-якого типу сталі, який покритий алюмінієм або алюмінієвим сплавом. Однак, для певних застосувань, наприклад, у конструктивних деталях автомобіля, кращою є смуга сталевої основи, виготовлена зі сталі надвисокої міцності (СНМ). У таких випадках найкращою є смуга сталевої основи, виготовлена з борвмісної сталі. Винахідники також виявили, що гарні результати щодо здатності до зварювання досягаються в тому випадку, якщо покриття, отримане на деталях, виготовлених із заготовок, які піддавалися інтерметалічному легуванню, аустенізації й гарячому штампуванню, має характерні ознаки. Слід зазначити, що це покриття відрізняється від початкового попереднього покриття у зв'язку з тим, що за термічної обробки відбувається процес легування попереднього покриття матеріалом сталевої основи, який змінює фізико-хімічну природу й геометрію попереднього покриття. При цьому винахідники виявили, що особливо гарна здатність до зварювання алюмінованих і гарячештампованих деталей тісно пов'язана з нижчеподаною послідовністю шарів покриття на деталях у напрямку від сталевої основи назовні: - (а) шар взаємної дифузії; - (b) проміжний шар; - (с) інтерметалічний шар; - (d) поверхневий шар. Наприклад, відповідно до Фіг. 1 у кращому варіанті здійснення винаходу ці шари є наступними: - (а) шар взаємної дифузії, бажано, із середньою твердістю (наприклад, HV50 становить від 290 до 410, при цьому, HV50 визначається як твердість, визначена при навантаженні 50 г). У кращому варіанті здійснення винаходу цей шар має наступний склад, за масою: Fe від 86 до 95%, АІ від 4 до 10%, Si до 5%; - (b) проміжний шар (твердість HV50 від близько 900 до 1000, наприклад, з точністю вимірювання +/-10%). У кращому варіанті здійснення винаходу цей шар має наступний склад, за масою: Fe від 39 до 47%, АІ від 53 до 61%, Si до 2%; - (с) інтерметалічний шар (твердість HV50 від близько 580 до 650, наприклад, з точністю вимірювання +/-10%). У кращому варіанті здійснення винаходу цей шар має наступний склад, за масою: Fe від 62 до 67%, АІ від 30 до 34%, Si від 2 до 6%; 11 - (d) поверхневий шар (твердість HV50 від близько 900 до 1000, наприклад, з точністю вимірювання +/-10%). У кращому варіанті здійснення винаходу цей шар має наступний склад, за масою: Fe від 39 до 47%, АІ від 53 до 61%, Si до 2%. У кращому варіанті здійснення винаходу загальна товщина шарів від (а) до (d) становить більше 30 мкм. В іншому кращому варіанті здійснення винаходу товщина шару (а) становить менше 15 мкм, наприклад 14, 12, 10, 8, 6, 4, 2, або 1 мкм, і всі цілі числа, діапазони й піддіапазони між ними, і включаючи всі числа між кожним перерахованим значенням при їхньому повному написанні із дробовими значеннями (наприклад, 13,84 мкм). Винахідники виявили, що особливо висока здатність до зварювання, спостерігається в тому випадку, якщо шари (с) і (d) є, власне кажучи, безперервними (тобто, займають, щонайменше, 90% загального рівня, утвореного розглянутими шарами), і коли менше 10% шару (с) є присутнім на зовнішній поверхні деталі. Не бажаючи обмежувати себе якою-небудь теорією, винахідники вважають, що це специфічне розташування шарів, зокрема, шару (а), і шарів (с) і (d) впливає на питомий опір покриття, завдяки властивим їм характеристикам й ефекту шорсткості. Таким чином, це специфічне розташування шарів покриття впливає на величину електричного струму, виділення тепла на поверхнях і формування зварювальних точок на початковій стадії точкового зварювання. Це найбільш оптимальне розташування шарів досягається, наприклад, коли сталеві листи з попереднім покриттям алюмінієм або алюмінієвим сплавом, діапазон товщини яких, наприклад, становить від 0,7 до 3 мм, нагрівають протягом від 3 до 13 хв. (цей час виконання операції включає фазу нагрівання й час витримування) у печі, нагрітій до температури від 880 до 940°С. Інші умови, що призводять до такого найбільш оптимального розташування шарів, представлені на Фіг. 7: Для листів із загальною товщиною більшою або рівною 0,7 мм, і меншою або рівною 1,5 мм, кращі умови обробки (температура печі, загальний час виконання операції в печі) показані на Фіг. 7 і розташовані в межах області, позначеної «ABCD». Для листів із загальною товщиною більшою від 1,5 мм і меншою або рівною 3 мм кращі умови обробки (температура печі, загальний час перебування в печі) показані на Фіг. 7 і розташовані в межах області, позначеної «EFGH». Для створення найбільш оптимального розташування легованого шару в покритті швидкість нагрівання сталі Vc становить від 4 до 12°С/сек. У цьому зв'язку, «швидкість нагрівання» позначає підвищення температури, якого зазнає сталь із попереднім покриттям після розміщення її в попередньо нагрітій печі. Величина Vc визначена як середня швидкість нагрівання в діапазоні температур від 20°C до 700°C. Винахідники виявили, що контроль величини Vc у цьому визначеному діапазоні є вирішальним чинником, тому що цей фактор впливає безпосередньо на природу й морфологію сформованих легованих шарів. Слід зазначити, що швидкість нагрівання Vc відрізняється від серед 94963 12 ньої швидкості нагрівання, яка є швидкістю нагрівання від кімнатної температури до температури печі. Швидкості нагрівання 6, 7, 8, 9, 10, і 11°С/сек включають як всі числа, діапазони й піддіапазони між ними, так і всі числа між кожним перерахованим значенням при їхньому повному написанні із дробовими значеннями (наприклад, 7,7°С/сек). Відповідно до цього, всі умови, представлені на Фіг. 7, включені до опису, як посилання. Найкращими є наступні умови: (при товщині листа від 0,7 до 1,5 мм) - температура 930°С, час витримування від 3 хв. аж до 6 хв.; - температура 880°С, час витримування від 4 хв. 30 сек. аж до 13 хв. (при товщині листа від 1,5 до 3 мм) - температура 940°С, час витримування від 4 хв. аж до 8 хв.; - температура 900°С, час витримування від 6 хв. 30 сек. аж до 13 хв. Певна перевага винаходу досягається завдяки попереднім покриттям, товщина яких становить від 20 мкм до 33 мкм, оскільки після обробки дифузійного характеру у цьому діапазоні товщини попереднього покриття спостерігається сприятливе розташування шарів сформованого покриття, і рівномірність товщини попереднього покриття спричиняє гомогенність сформованого покриття. Після цієї обробки нагріті заготовки направляють до штампа, піддають гарячому штампуванню для одержання деталі або виробу й охолоджують зі швидкістю більше 30°С/сек. Швидкість охолодження визначається в цьому випадку як середня швидкість охолодження від температури виходу нагрітої заготовки з печі до температури 400°С. Смугу сталевої основи покривають алюмінієм або алюмінієвим сплавом. Промислово чистий алюміній відомий у даній галузі техніки як алюміній типу 2, тоді як сплави алюмінію, які містять кремній від 5 до 11 мас. %, відомі в даній галузі техніки як алюміній типу 1. Кремній вводять для запобігання формуванню товстого залізо-металічного інтерметалічного шару, який знижує адгезію та здатність до формування. Інші елементи, які застосовуються для легування алюмінію, у цьому випадку, включають залізо від 2,5 до 3 мас. %, і кальцій від 15 до 30 м. ч. за масою, а також можуть бути комбінацію із двох або більше елементів. Типова металева ванна для нанесення покриття Al-Si звичайно містить у своєму основному складі, за масою: кремній від 8% до 11%, залізо від 2% до 4%, а все решта є алюмінієм або алюмінієвим сплавом і домішками, властивими для обробки. Типовий склад покриття Al-Si міститиме: Al9,3%, Si-2,8%, Fe. Однак покриття запропоноване даним винаходом не обмежуються цими варіантами складу. Смуга сталевої основи, яка використовується тут, може бути будь-якою, на яку може бути нанесене покриття згідно звичайній технології. Наприклад, смуга сталевої основи може бути будь-якою горячекатаною смугою, наприклад, такою, яка виготовляється гарячою прокаткою сталевої слябової заготовки (з наступною холодною прокаткою 13 або без неї). Звичайно, смуга сталевої основи зберігається й транспортується у формі рулону, як до, так і після формування покриття. Прикладом кращої сталі для смуги сталевої основи є сталь наступного складу, за масою: вуглець від більше 0,10% до менше за 0,5%, марганець від більше 0,5% до менше за 3%, кремній від більше 0,1% до менше за 1%, хром від більше 0,01% до менше за 1%, титан менше за 0,2%, алюміній менше за 0,1%, фосфор менше за 0,1%, сірка менше за 0,05%, бор від більше 0,0005% до менше за 0,010% й Решта, яка містить, або, власне кажучи, складається з, заліза й домішок, властивих для обробки. Така сталь після термічної обробки має дуже високу механічну міцність і покриття на основі алюмінію забезпечує її високу корозійну стійкість. Для смуги сталевої основи особливо кращим є наступний склад сталі, за масою: вуглець від більше 0,15%, до менше за 0,25%, марганець від більше 0,8%, до менше за 1,8%, кремній від більше 0,1%, до менше за 0,35%, хром від більше 0,01%, до менше за 0,5%, титан менше за 0,1%, алюміній менше за 0,1%, фосфор менше за 0,1%, сірка менше за 0,05%, бор від більше 0,002% до менше за 0,005% та решта, яка містить, або, власне кажучи, складається із, заліза й домішок, властивих для обробки. Краща смуга при цьому має довжину 100 мі ширину 600 мм. Краща товщина смуги становить від 0,7 до 3 мм. Найбільш бажаним є, щоб лист виготовлявся зі сталі, у складі (за масою) якої масове відношення вмісту титану до вмісту азоту перевищував би 3,42, при цьому передбачається, що зазначене співвідношення є рівнем, вище від якого бор не може вступати в сполуку з азотом. Прикладом серійного випуска сталі, яка була б кращою для сталевої смуги, є сталь марки 22Мn5. Хром, марганець, бор і вуглець можуть бути додані до складу сталі відповідно до даного винаходу, з огляду на те, що вони добре впливають на здатність до загартовування. Крім того, вуглець дозволяє досягти високих механічних характеристик сталі, завдяки його впливу на твердість мартенситу. Алюміній вводять до складу сталі для розкислення в рідкому стані й для підтримування ефективності бору. Титан, вміст якого в сталі відносно вмісту азоту повинен перевищувати 3,42, вводять до складу сталі, наприклад, для зв'язування азоту титаном з метою запобігання з'єднання бора з азотом. Легуючі елементи Mn, Cr, В забезпечують здатність до загартовування сталі, дозволяючи проводити загартовування на штампувальному інструменті або використовувати м'які гартуючі середовища, що дає можливість обмежити деформацію деталей під час термічної обробки. Крім 94963 14 того, склад сталі відповідно до даного винаходу оптимізовано з погляду здатності до зварювання. Сталь в листі може піддаватися обробці кальцієм для глобуляризації сульфідів, що забезпечує підвищення міцності втоми листа. Як було згадано вище, згідно даного винаходу може бути досягнута надвисока міцність покритого й гарячештампованого сталевого листа. Іноді за високого рівня міцності матеріалу спостерігається низька пластичність. Є галузі застосування, для яких потрібною є більш висока пластичність матеріалу, зокрема, коли деталі або вироби повинні могти гнутися, у зв'язку із чим, винахідники виявили, що підвищена пластичність може бути отримана при ретельному контролі вмісту сірки (при вмісті сірки в сталевій основі нижчому або рівному 0,002% (20 м. ч.) кут вигину може становити більше 60°), завдяки чому, досягається підвищена пластичність й високий опір розриву на деталях, які пройшли термічну обробку й штампування. Кращим є вміст сірки в сталі, який становить ум. ч.: 20, 18, 15, 13, 10, 8, 5, 2, і т. д. Фактично, ця перевага відноситься до сталей загалом, і не обмежується сталями із покриттями або сталями із покриттями Аl або сплавами Аl. Не бажаючи зв'язувати себе конкретною теорією, винахідники, аналізуючи причини передчасного руйнування деяких деталей, які працюють за умовах вигину, виявили, що руйнування починається на сульфідних включеннях. Таким чином, винахідники думають, що декогезія між включеннями й мартенситною або бейніто-мартенситною матрицею діє як концентратор напруг і викликає подальше поширення тріщини при пластичному характері руйнування. Винахід також відноситься до процесу виготовлення деталі, починаючи з покритого листа запропонованого даним винаходом, з наступним розрізанням на заготовки, які після формозміни піддаються впливу зростаючої температури зі швидкістю нагрівання вищою від 4°С/сек, але нижчою за 12°С/сек. Швидкість нагрівання Vc визначається як середня швидкість нагрівання в діапазоні температур від 20°С до 700°С. Винахід також відноситься до використання горячекатаного сталевого листа, який надалі може піддаватися холодній прокатці й нанесенню покриття для виготовлення конструктивних деталей й/або запірних деталей, або деталей для вузлів наземних транспортних засобів, таких, наприклад, як буферний брус, підсилювач дверей, спиця колеса, тощо. Лист запропонований даним винаходом, як описано вище, може бути отриманий, відповідно до технології, зі стана гарячої прокатки й, залежно від необхідної кінцевої товщини листа, може піддаватися надалі холодній прокатці. Потім на лист наносять покриття на основі алюмінію, наприклад, зануренням у ванну, яка містить, на додачу до алюмінієвої основи/сплаву, наприклад, кремній від 8% до 11% і залізо від 2% до 4%, і після термічної обробки лист набуває високої механічної міцності, на додачу до високої корозійної стійкості й гарної здатності до фарбування й склеювання. 15 Контроль покриття, переважно, проводять, як описано вище, і призначенням покриття, зокрема, є захист основного листа від корозії за різних умов. Термічна обробка, проведена під час процесу формозміни в гарячому стані або після формозміни, дозволяє досягти високих механічних характеристик матеріалу, при цьому межа міцності може перевищувати 1500 Мпа й границя текучості може перевищувати 1200 Мпа. Остаточні механічні характеристики є регульованими й залежать, зокрема, від частки мартенситу в структурі, від вмісту вуглецю в сталі й від режимів термічної обробки. Під час термічної обробки, проведеної на готовій деталі або під час процесу формозміни в гарячому стані, у покритті формується шар, який характеризується високою міцністю на стирання, стійкістю до зношування, міцністю втоми, ударною міцністю, на додачу до високої корозійної стійкості та гарної здатності до фарбування й склеювання. Для термічної обробки листів з покриттям, на відміну від сталевих листів без покриття, не потрібні різні операції підготовки поверхні. На сталевий лист після травлення може бути нанесене попереднє покриття зануренням у ванну алюмінування, яка містить, наприклад, тільки алюміній або алюміній із кремнієм від 8% до 11% і залізом від 2% до 4%, або тільки залізом від 2% до 4%, або зануренням у ванну алюмінування, яка, переважно, містить алюміній із кремнієм від 9% до 10% і залізом від 2% до 3,5%. Алюміній може бути як власне алюмінієм, так і алюмінієвим сплавом. У прикладі нанесення покриття на лист зануренням у ванну рідкого металу, який представлений алюмінієвим сплавом зі вмістом алюмінію, що становить, приблизно, 90%, покриття містить перший легований шар, який контактує з поверхнею сталі. Цей шар, який перебуває безпосередньо в контакті з поверхнею листа, сильно легований залізом. Другий шар покриття, яке розташовується поверх першого шару, містить, приблизно, 90% алюмінію й може містити кремній і невелику кількість заліза, залежно від складу ванни. Перший легований шар покриття може розтріскуватися, коли лист при виготовленні деталей піддається високим напругам під час операцій формозміни (холодного штампування) в холодному стані. Відповідно до винаходу, після формозміни деталі покриття піддається впливу температури, яка підвищується, з швидкістю нагрівання, що перевищує 4°С/сек. Це підвищення температури уможливлює швидке переплавлення алюмінію, який заповнює тріщини, які утворилися під час операції формозміни деталі. Під час термічної обробки основне покриття, наприклад з алюмінію, перетворюється в шар, який легований залізом і містить різні фази, залежно від режимів термічної обробки, і який має значну твердість, яка може перевищувати 600 HV50. Інша перевага винаходу полягає в тому, що за високої температури починається дифузія заліза зі сталевої основи в покриття. Завдяки цьому явищу, забезпечується краще зчеплення між покриттям і сталлю в листі. В іншому варіанті винаходу термі 94963 16 чна обробка може бути виконана локально в сильно деформованих зонах. Відповідно до винаходу, лист, який поставляється в рулоні або у вигляді листа, товщина якого може перебувати в діапазоні від 0,25 мм до 15 мм, має гарну здатність до формозміни й гарну корозійну стійкість, на додачу до гарної здатності до фарбування або склеювання. Кращим є сталевий лист або заготовка з товщиною меншою від 3 мм, завдяки чому, при загартовуванні можуть бути досягнуті високі швидкості охолодження, які сприяють одержанню мартенситних структур. Сталевий лист, який є виробом із покриттям, має високу корозійну стійкість у стані поставки, у процесі формозміни й термічної обробки, а також й у процесі використання готової деталі. Наявність покриття на деталях дозволяє при термічній обробці запобігти, як би там не було, втраті вуглецю із основного металу й також, як би там не було, окислюванню. Це є безперечною перевагою, особливо, при формозміні деталі в гарячому стані. Крім того, у цьому випадку, при нагріванні оброблюваної деталі не потрібна контрольована атмосфера печі для запобігання втраті вуглецю із основного металу. Термічна обробка основного металу в листі включає нагрівання в печі в температурному діапазоні вищому від критичної точки Ас1, яка є початковою температурою аустенітного перетворення, наприклад, при 750°С й 1200°С протягом періоду часу, який залежить від температури, що її необхідно досягнути, і товщини заготовки. Склад основного металу оптимізовано таким чином, щоб обмежити зростання зерна під час термічної обробки. Для одержання повністю мартенситної структури сталі повинно бути виконане витримування за температури вищої від критичної точки Ас3, тобто, температури повного аустенітного перетворення, наприклад, 840°C. Після температурної обробки повинно слідувати охолодження із заданою швидкістю для одержання необхідної кінцевої структури. Після термічної обробки в печі заготовки переміщають на штампувальний прес. Якщо загальний витрачений час між виходом заготовок із печі й приміщенням на штампувальний прес становить більше 10 сек, з'являється схильність до часткового перетворення аустеніту. За необхідності одержання повністю мартенситної структури, загальний витрачений час між виходом заготовок із печі й поміщенням їх на штампувальний прес повинен становити менше ніж 10 сек. Винахідники також виявили, що одержання повністю мартенситної структури пов'язане з величиною деформації заготовки при операції формозміни в гарячому стані. Величина локальної деформації заготовки при формозміні в гарячому стані безпосередньо пов'язана з формою деталі або виробу й може локально перевищувати 40 або 50% у деяких окремих областях. Винахідники встановили, що за умов локальної деформації, яка перевищує критичне значення, яке становить 10%, швидкість охолодження повинна бути досить високою, щоб одержати повне мартенситне перетворення. У протилежному випадку, замість мартен 17 ситного перетворення може переважати бейнітне перетворення. Таким чином, на деталях складної форми з'являється ризик утворення гетерогенної структури на ділянках, найбільш деформованих відносно інших. У зв'язку із цим, винахідники довели, що ділянки деталей, де деформація при формозміні перевищує 10%, повинні охолоджуватися зі збільшеною швидкістю, яка перевищує 50°С/сек, щоб забезпечити повне мартенситне перетворення. Швидкість охолодження визначається як середня швидкість охолодження від температури нагрітої заготовки, яка виходить із печі, до температури 400°С. За необхідності одержання ферито-бейнітної або ферито-мартенситної структури проводиться нагрівання матеріалу в діапазоні температур між критичною точкою Ас1 (наприклад, 750°С) і критичною точкою Ас3 (наприклад, 8 40°C) з наступним, відповідним охолодженням. Відповідно до того рівня міцності матеріалу, який необхідно досягнути, і залежно від застосовуваної термічної обробки, одне або декілька із зазначених структурних складових є присутнім/іми у матеріалі в пропорціях, які можуть змінюватись. Регулювання параметрів термічної обробки за цього складу матеріалу дозволяє досягти різних рівнів міцності горячекатаного й холоднокатаного листа з даною товщиною листа. Для того, щоб досягнути найвищого рівня міцності, структура матеріалу повинна складатися, головним чином, з мартенситу. Сталь є найбільш придатною для виготовлення конструкційних і запірних деталей. Таким чином, винахід дозволяє виготовити гарячекатаний або холоднокатаний сталевий лист із покриттям необхідної товщини, який характеризується великими можливостями формозміни, і який після термічної обробки, виконаної на готовій деталі, дає можливість одержати механічну міцність, яка перевищує 1000 MПa, високу ударну міцність, міцність втоми, стійкість до стирання й стійкість до зношування, при збереженні гарної корозійної стійкості, на додачу до гарної здатності до загартовування й здатності до фарбування й склеювання. Даний винахід далі буде описано у вигляді певних ілюстративних прикладів його здійснення, які не призначені бути обмежувальними. Приклади Приклад 1: У першому прикладі здійснення винаходу на холоднокатаний сталевий лист товщиною 1,9 мм, який містить, за масою: вуглець 0,23%, марганець 1,25%, фосфор 0,017%, сірку 0,002%, кремній 0,27%, алюміній 0,062%, мідь 0,021%, нікель 0,019%, хром 0,208%, азот 0,005%, титан 0,038%, бор 0,004% та кальцій 0,003%, було нанесено попереднє покриття сплавом на основі алюмінію, який містить кремній - 9,3%, залізо - 2,8% та решту, яка є алюмінієм і неминучими домішками. Виходячи з умов виробництва, а саме, установлених параметрів пристроїв для продувки на технологічній лінії, були виготовлені листи довжиною 120 м, шириною 650 мм і різної товщини. 94963 18 - Лист А (відповідно до винаходу): на кожній стороні листа проводився контроль товщини покриття tp1 й tp2 для того, щоб товщина покриття не виходила за межі діапазону (20-33 мкм) на кожній ділянці обох лицьових поверхонь листа, як у поздовжньому напрямку (або напрямку прокатки), так й у поперечному напрямку. Вимірювання виконувалися безперервно товщиномірами, принцип дії яких ґрунтується на поглинанні рентгенівського випромінювання. У будь-який момент часу ділянка вимірювання кожного датчика була представлена круговою зоною з радіусом, який становить, приблизно, 20 мм. Листи згодом були розрізані на заго2 товки із загальними розмірами 1,2X0,5 м . - Лист В (посилання): На цих листах попереднє покриття мало великий розкид за товщиною, тому що товщини tp1, і tp2 на двох сторонах листа перебували в діапазоні (30-45) мкм. Заготовки, вирізані із цих листів, мали ту ж саму товщину попереднього покриття. Потім заготовки піддавали нагріванню в печі за температури Т=920°С. Час нагрівання становив 3 хв., час витримування становив 4 хв. У цьому випадку мікроструктура матеріалу була повністю аустенітною. Після обробки в печі заготовки були спрямовані на штампувальний прес. При загальному витраченому часі між виходом заготовок із печі й розміщенням на штампувальному пресі, який становить більше 10 сек, з'являється схильність до часткового перетворення аустеніту, у зв'язку із чим, знижується механічна міцність штампованої деталі. Далі заготовки були безпосередньо охолоджені без проведення гарячого штампування з метою виявлення можливого переплаву покриття. На заготовках серії А не було виявлено якогонебудь переплаву попереднього покриття. Інтерметалічне легування між попереднім покриттям і сталевою основою відбулося повністю. На заготовках серії В попереднє покриття, в основному, піддавалося легуванню, але були знайдені деякі сліди переплаву, особливо, на колишніх більш товстих ділянках попереднього покриття. Цей частковий переплав алюмінієвого попереднього покриття сприяє прогресуючому забрудненню роликів у печі. При використанні листів запропонованих даним винаходом не відбувається утворення цього прогресуючого відкладення на роликах. Приклад 2: і) Варіант відповідно до винаходу: у другому прикладі здійснення винаходу були виготовлені холоднокатані сталеві листи товщиною 1,2 мм, довжиною 120 м і шириною 650 мм того ж складу й з тим же попереднім покриттям, як й листи в прикладі 1. Потім листи були нарізані на заготовки, які нагрівали за температури 920°С протягом б хв., цей час включав фазу нагрівання й фазу витримування. Швидкість нагрівання Vc становила 10°С/сек у діапазоні температур від 20°С до 700°С. Остаточно заготовки були піддані гарячому штампуванню й загартовуванню для одержання повністю мартенситних структур. На деталі, отримані після гарячого штампування, наносили покриття товщиною 40 мкм, яке 19 має чотиришарову структуру, як показано на Фіг. 1. Починаючи від сталевої основи шари розташовуються в наступному порядку: - (а) Шар взаємної дифузії або інтерметалічний шар товщиною 17 мкм. Цей шар складається із двох підшарів. Діапазон твердості шару становить від 295 HV50 до 407 HV50 і його усереднений склад: 90%Fe, 7%Al, 3%Si. - (b) Проміжний шар, який виглядає на Фіг. 1 більш темним, товщиною 8 мкм. Цей шар має твердість 940 HV50 і усереднений склад, за масою: 43%Fe, 57%Al, 1%Si. - (с) Інтерметалічний шар, що виглядає на Фіг. 1 як біліша фаза, товщиною 8 мкм, має твердість 610 HV50 і усереднений склад 65%Fe, 31%Al, 4%Si. - (d) Більш темний поверхневий шар товщиною 7 мкм має твердість 950 HV50 і усереднений склад 45%Fe, 54%Al, l%Si. Шари (с) і (d) є квазібезперервними, тобто, займають, щонайменше, 90% загального рівня, утвореного розглянутими шарами. Зокрема, шар (с) не досягає крайньої поверхні, крім виняткових випадків. Так чи інакше, цей шар (с) займає менше ніж 10% крайньої поверхні. іі) Варіант відповідно до посилання: на відміну від варіанта (і), у цьому випадку заготовки з того ж основного матеріалу й деталі з попереднім покриттям нагрівали в печі за різних умов. Заготовки нагрівали за температури 950°С протягом 7 хв., цей час включає фазу нагрівання. Швидкість нагрівання Vc становила 11°С/сек. Ці умови сприяють більш істотному легуванню, ніж умови (і). - У цьому покритті біліший інтерметалічний шар (с) не є безперервним і розпорошений у межах покриття. Приблизно 50% цього шару присутні на крайній поверхні деталі. Крім того, шар взаємної дифузії товщиною 10 мкм, який знаходиться в контакті зі сталевою основою, є більш тонким, ніж у попередньому випадку, показаному на Фіг. 1. Контактне точкове зварювання було виконано на деталях, які мали покриття, яке відповідало варіантам і) та іі): - (і) покриття із квазібезперервними шарами (с) і (d), причому, шар (с) займає менше 10% крайньої поверхні; - (іі) покриття зі змішаними й переривчастими шарами, причому, шар (с) займає більше 10% крайньої поверхні. Контактне точкове зварювання було виконано при накладенні двох деталей і з'єднуванні їх за наступних умов: - сила стиску й зварювальне зусилля: 4000 Н; - час стискання: 50 циклів; - зварювання й час витримування: 18 циклів, відповідно. Для кожного варіанта і) і іі) підбирали придатний діапазон сили струму, щоб забезпечити: - відсутність розплескування під час зварювання; - прийнятний розмір зварювальної точки. Для варіанта і) діапазон здатності до зварювання, виражений через силу струму, становить 1,4кА. Для варіанта іі) діапазон здатності до зварювання є надзвичайно малим. 94963 20 Таким чином, є очевидним, що покриття запропоноване даним винаходом забезпечує одержання найбільш задовільних результатів при зварюванні. Приклад 3: У третьому прикладі здійснення винаходу холоднокатаний сталевий лист, описаний у прикладі 2 1, був розрізаний на заготовки 500x500 мм , які нагрівали за температури 920°С протягом 6 хв., а потім піддавали гарячому штампуванню й охолодженню в інструменті, причому, охолодження проводили із двома різними швидкостями: - (А) швидкість охолодження VA=30°С/сек.; - (В) швидкість охолодження VB=60°С/сек. У процесі гарячого штампування у зв'язку з конфігурацією деталей спостерігався різний ступінь деформації. Зокрема, у деяких сильно деформованих зонах ступінь деформації становив більше 30%. - Як представлено на Фіг. 3, металографічні дослідження показали, що при >10% відбувається часткове бейнітне або феритне перетворення, головним чином, на межі колишнього аустенітного зерна в деталях при охолодженні зі швидкістю VA=30°С/сек. З іншого боку, деталі, охолоджені зі швидкістю VB=60°C/ceк, мають повністю мартенситну мікроструктуру, як показано на Фіг. 4. Вищезгадані структури проявляють відмінну механічну міцність і чудову гомогенність при механічному впливі. Таким чином, навіть на деталях або виробах, які мають деформацію більше 10%, застосування охолодження відповідно до винаходу забезпечує мікроструктурну гомогенність й однорідність механічних властивостей. Приклад 4: У четвертому прикладі здійснення винаходу були виготовлені сталеві виливки з різним вмістом сірки. Потім ці сталеві виливки піддавали гарячій прокатці з наступною холодною прокаткою для одержання сталевих листів товщиною 2,2 мм. Вміст сірки у виливках, за масою, становив від 11 м. ч. (0,0011%) до 59 м. ч. (0,006%). Крім сірки, до складу цих різних сталевих виливків входять, за масою: вуглець 0,24%, марганець 1,17%, фосфор 0,01%, кремній 0,25%, алюміній 0,045%, мідь 0,01%, нікель 0,02%, хром 0,2%, титан 0,04%, бор 0,003%, кальцій 0,002% та решта, яка представлена залізом і неминучими домішками. На зазначені листи було нанесено попереднє покриття сплавом на основі алюмінію, до складу якого входить: кремній 9,3%, залізо 2,8% та решта, яка представлена алюмінієм і неминучими домішками. Згодом листи розрізали на заготовки, які нагрівали за температури 950°С протягом 5 хв., далі піддавали гарячому штампуванню й охолодженню в інструменті з метою одержання повністю мартенситної структури. У результаті цієї обробки механічна міцність матеріалу перевищувала 14 50 MПa. Зразки були вирізані поперек напрямку прокатки й піддавалися випробуванню на вигин методом знакозмінного вигину. Винахідники довели, що критичний кут вигину (кут при руйнуванні) безпо 21 середньо пов'язаний зі вмістом сірки в сталі: при вмісті сірки меншому від 0,002% кут вигину перевищує 60°, що свідчить про більш високу пластичність і поглинання енергії. Компактні зразки для випробування на розтягання були також вирізані поперек напрямку прокатки для вимірювання опору розриву, тобто, енергії, необхідної для зародження тріщини або поширення вже існуючої тріщини. Результати, представлені на Фіг. 6, показують, що енергія зародження тріщини, яка перевищує 18 Дж, досягається при вмісті сірки, за масою, меншому від 0,002%. Оскільки такі якості матеріалу, як висока міцність, високе поглинання енергії й здатність до зварювання, потрібні в автомобільній промисловості, деталі або виробу, виготовлені відповідно до винаходу, будуть успішно використовуватися в таких галузях застосування. Не дивлячись на те, що вищезгаданий опис достатньо ясно розкриває винахід, наступні терміни, які використовуються в наведеному нижче переліку кращих варіантів здійснення винаходу й у пунктах формули винаходу, мають наступні визначені значення, щоб уникнути будь-якої плутанини: попереднє покриття - матеріал (Аl або сплав ΑΙ), нанесений, щонайменше, на ділянку смуги сталевої основи або сталевого листа, тощо, або розміщений на ньому з метою формування композиції попереднього покриття й сталевої основи, а саме, композиції, яка не піддавалася реакції дифузійного характеру між матеріалом покриття (Аl або АІ сплаву) і сталевою основою; процес дифузійного характеру - реакція між попереднім покриттям і сталевою основою, проведена для створення, щонайменше, одного проміжного шару, який відрізняється за складом, як від сталевої основи, так і від попереднього покриття. Реакція дифузійного характеру відбувається під час термічної обробки, яка безпосередньо передує гарячому штампуванню. Реакція дифузійного характеру впливає на всю товщину попереднього покриття. У найкращому варіанті здійснення винаходу при реакції дифузійного характеру формуються наступні шари: (а) взаємної дифузії, (b) проміжний, (с) інтерметалічний, і (d) поверхневий, як описано вище; сталь із попереднім покриттям - композиція попереднього покриття й основи, яка не піддавалася реакції дифузійного характеру між матеріалом покриття й сталевою основою; покриття - попереднє покриття після проведення реакції дифузійного характеру між попереднім покриттям і сталевою основою. У найкращому варіанті здійснення винаходу при реакції дифузійного характеру формуються наступні шари: (а) взаємної дифузії, (b) проміжний, (с) інтерметалічний й (d) поверхневий, як описано вище; сталь із покриттям або виріб - сталь або виріб з попереднім покриттям після проведення реакції дифузійного характеру між попереднім покриттям і сталевою основою. У найкращому варіанті здійснення винаходу сталь із покриттям є смужкою або листом, і т. ін., сталевої основи, яка має на сталевій основі покриття запропоноване винаходом, яке 94963 22 має шари: (а) взаємної дифузії, (b) проміжний, (с) інтерметалічний й (d) поверхневий, як це було описано вище; заготовка - напівфабрикат, вирізаний зі смуги; виріб - штампована заготовка. Таким чином, у даному винаході пропонуються, зокрема, наступні кращі варіанти здійснення винаходу: 1. Сталева смуга з попереднім покриттям, яка містить: (a) смугу сталевої основи, яка має довжину, ширину, першу сторону й другу сторону; (b) зазначена довжина зазначеної смуги сталевої основи становить, щонайменше, 100 м і зазначена ширина становить, щонайменше, 600 мм, і (с) попереднє покриття алюмінієм або алюмінієвим сплавом, щонайменше, на частині однієї із зазначених першої та другої сторін, зазначеної смуги сталевої основи, та у якій (і) товщина tp зазначеного попереднього покриття становить від 20 мкм до 33 мкм на кожній ділянці, щонайменше, однієї із зазначених першої й другої сторін. 2. Спосіб виготовлення сталевої смуги з попереднім покриттям відповідно до варіанта 1 здійснення винаходу, у якому сталева смуга з попереднім покриттям має товщину не більше ніж 3 мм. 3. Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям, який передбачає: (A) нагрівання, з метою одержання нагрітої заготовки, сталевого листа з попереднім покриттям алюмінієм або алюмінієвим сплавом у попередньо нагрітій печі до температури й протягом часу, які визначаються областю ABCD на Фіг. 7 при товщині зазначеного листа більшій або рівній 0,7 мм і меншій або рівній 1,5 мм, і, які визначаються областю EFGH на Фіг. 7 при товщині зазначеного листа більшій від 1,5 мм і меншій або рівній 3 мм, при цьому, швидкість нагрівання Vc у діапазоні температур від 20°С до 700°С становить від 4 до 12°С/сек; (B) переміщення зазначеної нагрітої заготовки до штампа; (C) штампування зазначеної нагрітої заготовки в зазначеному штампі для одержання, таким чином, гарячештампованого сталевого листового виробу, і у якому зазначений нагрітий виріб охолоджують зі швидкістю, щонайменше, 30°С/сек. 4. Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям, який передбачає: (A) одержання нагрітої заготовки відповідно до варіанта 3 здійснення винаходу; (B) переміщення зазначеної нагрітої заготовки до штампа; (C) штампування зазначеної нагрітої заготовки в зазначеному штампі для одержання, таким чином, гарячештампованого сталевого листового виробу, і у якому загальний витрачений час між виходом зазначеної нагрітої заготовки із зазначеної 23 печі й початком зазначеного штампування не перевищує 10 сек, і у якому деформація зазначеної нагрітої заготовки становить більше 10% під час вказаного штампування і зазначений нагрітий виробі охолоджують зі швидкістю, яка складає, щонайменше, 50°С/сек. 5. Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям, який передбачає: покриття алюмінієм або алюмінієвим сплавом зануренням у розплав сталевої смуги, яка має першу сторону й другу сторону, для одержання сталевої смуги з попереднім покриттям, причому, товщина попереднього покриття, щонайменше, на одній із зазначених першій стороні та другій стороні зазначеної сталевої смуги, становить від 20 мкм до 33 мкм на кожній ділянці, щонайменше, однієї із зазначених першої сторони та другої сторони зазначеної сталевої смуги; розрізання зазначеної сталевої смуги з попереднім покриттям для одержання листа; нагрівання листа в попередньо нагрітій печі для одержання нагрітої заготовки, у якій сталь є аустенітною; переміщення зазначеної нагрітої заготовки до штампа, при збереженні аустенітної фази в зазначеній сталі; і штампування зазначеної нагрітої заготовки в штампі для одержання гарячештампованого сталевого листового виробу, у якому мікроструктура сталі є мартенситною. 6. Гарячештампований сталевий листовий виріб із покриттям виготовлений способом, який передбачає: (A) одержання сталевої смуги з попереднім покриттям відповідно до варіанта 1 здійснення винаходу нанесенням на зазначену смугу попереднього покриття алюмінієм або алюмінієвим сплавом; (B) розрізання зазначеної сталевої смуги з попереднім покриттям для одержання листа заданого розміру й конфігурації; (C) нагрівання, з метою одержання нагрітої заготовки, сталевого листа з попереднім покриттям алюмінієм або алюмінієвим сплавом у попередньо нагрітій печі до температури й протягом часу, які визначаються областю ABCD на Фіг. 7 при товщині зазначеного виробу більшій або рівній 0,7 мм і меншій або рівній 1,5 мм, і, які визначаються областю EFGH на Фіг. 7 при товщині зазначеного виробу більшій від 1,5 мм і меншій або рівній 3 мм; (D) переміщення зазначеної нагрітої заготовки до штампа; (E) штампування зазначеної нагрітої заготовки в зазначеному штампі для одержання, таким чином, гарячештампованого сталевого листового виробу, і у якому загальний витрачений час між виходом зазначеної нагрітої заготовки із зазначеної печі й початком зазначеного штампування не перевищує 10 сек, і у якому зазначений нагрітий виріб охолоджують зі швидкістю, що перевищує 30°С/сек при зазначеному штампуванні. 94963 24 7. Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям, який передбачає: (A) одержання нагрітої заготовки відповідно до варіанта 6 здійснення винаходу; (B) переміщення зазначеної нагрітої заготовки до штампа; (C) штампування зазначеної нагрітої заготовки в зазначеному штампі для одержання, таким чином, гарячештампованого сталевого листового виробу, і у якому загальний витрачений час між виходом зазначеної нагрітої заготовки із зазначеної печі й початком зазначеного штампування не перевищує 10 сек, і у якому зазначений нагрітий виріб охолоджують із такою швидкістю під час вказаного штампування, що мікроструктура сталі стає мартенситною. 8. Сталева смуга з попереднім покриттям відповідно до варіанта 1 здійснення винаходу, у якій сталева основа містить наступні компоненти, за масою, виходячи із загальної маси: вуглець від більше ніж 0,15% до менше ніж 0,5%, марганець від більше ніж 0,5% до менше ніж 3%, кремній від більше ніж 0,1% до менше ніж 0,5%, хром від більше ніж 0,01% до менше ніж 1%, титан менше ніж 0,2%, алюміній менше ніж 0,1%, фосфор менше ніж 0,1%, сірка менше ніж 0,05%, бор від більше ніж 0,0005% до менше ніж 0,08% та решта, яка містить залізо й домішки, властиві для обробки. 9. Сталева смуга з попереднім покриттям відповідно до варіанта 8 здійснення винаходу, у якій сталева основа містить наступні компоненти, за масою, у відношенні до загальної маси: вуглець від більше ніж 0,20% до менше ніж 0,5%, марганець від більше ніж 0,8% до менше ніж 1,5%, кремній від більше ніж 0,1% до менше ніж 0,35%, хром від більше ніж 0,01% до менше ніж 1%, титан менше ніж 0,1%, алюміній менше ніж 0,1%, фосфор менше ніж 0,05%, сірка менше ніж 0,03%, бор від більше ніж 0,0005% до менше ніж 0,01% та решта, яка містить залізо та домішки, властиві для обробки. 10. Сталева смуга з попереднім покриттям відповідно до варіанта 8 або 9 здійснення винаходу, у якій вміст сірки в сталевій основі становить 20 м. ч. або менше. 11. Сталева смуга з попереднім покриттям відповідно до кожного з варіантів 8-10 здійснення винаходу, у якій відношення титана до азоту в сталевому листі в мас. % перевищу 3,42. 25 12. Сталева смуга з попереднім покриттям відповідно до кожного з варіантів 1 або 8-11 здійснення винаходу, у якій попереднє покриття алюмінієм або алюмінієвим сплавом містить за масою: кремній від 8% до 11%, залізо від 2% до 4% та решту, яку складають алюміній та домішки, властиві для обробки. 13. Сталевий штампований виріб із покриттям, який містить: (a) смугу сталевої основи, яка має першу сторону й другу сторону; (b) покриття, щонайменше, на одній із зазначених першої сторони зазначеної смуги сталевої основи та другої сторони зазначеної смуги сталевої основи , і у якому: (і) вказане покриття є результатом взаємної дифузії між зазначеною сталевою основою й попереднім покриттям алюмінієм або алюмінієвим сплавом, (іі) зазначене покриття в напрямку від сталевої основи назовні містить: - (а) шар взаємної дифузії; - (b) проміжний шар; - (с) інтерметалічний шар; - (d) поверхневий шар. 14. Сталевий штампований виріб із покриттям, відповідно до варіанта 13 здійснення винаходу, у якому зазначене покриття має товщину більшу від 30 мкм. 15. Сталевий штампований виріб із покриттям відповідно до варіантів 13 або 14 здійснення винаходу, у якому зазначений шар (а) має товщину меншу від 15 мкм. 16. Сталевий штампований виріб із покриттям відповідно до кожного з варіантів 13-15 здійснення винаходу, у якому зазначені шари (с) і (d) займають, щонайменше, 90% загального рівня, утвореного розглянутими зазначеними шарами, і в якому менше 10% шару (с) є присутнім на крайній поверхні деталі. 17. Сталевий штампований виріб із покриттям відповідно до кожного з варіантів 13-16 здійснення винаходу, у якому сталь у смузі має склад відповідно до варіанта 8 здійснення винаходу. 18. Сталевий штампований виріб із покриттям відповідно до кожного з варіантів 13-16 здійснення винаходу, у якому сталь у смузі має склад відповідно до варіанта 9 здійснення винаходу. 19. Сталевий штампований виріб із покриттям відповідно до кожного з варіантів 13-18 здійснення винаходу, у якому сталь має склад відповідно до варіанта 10 здійснення винаходу. 20. Сталевий штампований виріб із покриттям відповідно до кожного з варіантів 13-19 здійснення винаходу, у якому сталь має склад відповідно до варіанта 11 здійснення винаходу. 21. Сталевий штампований виріб із покриттям відповідно до кожного з варіантів 13-20 здійснення винаходу, у якому попереднє покриття алюмінієм або алюмінієвим сплавом містить, за масою: кремній від 8% до 11%, залізо від 2% до 4% та решту, яку складають алюміній та домішки, властиві для обробки. 94963 26 22. Наземний транспортний засіб, який містить термооброблений сталевий виріб із покриттям відповідно до кожного з варіантів 6, 13-21 здійснення винаходу. 23. Наземний транспортний засіб, який містить термооброблений сталевий виріб із покриттям, виготовлений відповідно до кожного з варіантів 3, 4, 5, 7 здійснення винаходу. У представленому вище письмовому описі винаходу пропонується спосіб і процес його виготовлення та використання таким чином, що будь-який фахівець у даній галузі здатний створити й використовувати запропоноване, при цьому, забезпечується достатність розкриття предмета заявки в прикладених пунктах формули винаходу, які становлять невід'ємну частину первісного опису. Використані вище словосполучення: «обрані із групи, яка складається із», «обраний з поміж» та подібні до них, включають суміші заданих матеріалів. Такі терміни, як «містить(ять)» та подібні до них, які використовуються тут, є відкритими термінами, які означають «включаючи, щонайменше», якщо спеціально не зазначено інакше. Вся довідкова інформація, патенти, заявки, випробування, стандарти, документи, публікації, брошури, тексти, статті, тощо, згадані тут, включені до опису як посилання. Коли точно визначається числова межа або діапазон, кінцеві точки включаються. Крім того включаються, всі значення й піддіапазони усередині числової межі або діапазону, зокрема, записані в повній формі із дробовими значеннями. Вищезгаданий опис винаходу приведений, щоб дозволити фахівцеві в даній галузі виконати й використати запропоноване винаходом та запропоноване в контексті конкретної заявки та її вимог. Різні модифікації кращих варіантів здійснення винаходу є очевидними для фахівців у даній галузі техніки і основні принципи, визначені тут, можуть застосовуватися до інших варіантів здійснення й застосування винаходу, не виходячи за рамки сутності й обсягу винаходу. Таким чином, передбачається, що винахід не обмежений представленими варіантами здійснення винаходу, і відповідно до принципів й ознак, описаних тут, охоплює найширшу область його застосування. Написи на кресленнях Фіг. 1: 1 - сталева основа; 2 - шар взаємної дифузії; 3 - проміжний шар; 4 - шар, збагачений Аl; 5 - поверхневий шар; 6 - мкм; Фіг. 2: 1 - сталева основа; 2 - шар взаємної дифузії; 3 - шар, збагачений Аl; 4 - мкм; Фіг. 3: 1 - мкм; Фіг. 4: 1 - мкм; Фіг. 5: 1 - вміст сірки (м. ч.); 2 - кут вигину (°); Фіг. 6: 1 - вміст сірки; 2 - опір розриву (Дж); Фіг. 7: 1 - загальний час витримування в печі, з урахуванням нагрівання (хв.); 2 - температура (°С); 3 мм. 27 94963 28 29 94963 30 31 Комп’ютерна верстка О. Гапоненко 94963 Підписне 32 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing hot-stamped coated steel article, steel stamped coated article and road transport means containing this article (embodiments)
Автори англійськоюDrillet, Pascal, Spehner, Dominique, Kefferstein, Ronald
Назва патенту російськоюСпособ изготовления гарячештампованого стального листового изделия с покрытием, стальное штампованное изделие с покрытием и транспортное средство, содержащее такое изделие (варианты)
Автори російськоюДрийе Паскаль, Спенер Доминик, Кефферштейн Рональд
МПК / Мітки
МПК: C21D 9/46, C23C 2/26, B32B 15/01, C23C 2/12, C23C 2/40
Мітки: виріб, виробу, листового, штампований, сталевий, покриттям, містить, спосіб, наземний, варіанти, гарячештампованого, засіб, виготовлення, сталевого, транспортний
Код посилання
<a href="https://ua.patents.su/16-94963-sposib-vigotovlennya-garyacheshtampovanogo-stalevogo-listovogo-virobu-iz-pokrittyam-stalevijj-shtampovanijj-virib-iz-pokrittyam-i-nazemnijj-transportnijj-zasib-shho-mistit-takijj-v.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гарячештампованого сталевого листового виробу із покриттям, сталевий штампований виріб із покриттям і наземний транспортний засіб, що містить такий виріб (варіанти)</a>
Спосіб обробки сталевого виробу, спосіб виробництва сталевого виробу та виріб, виготовлений з використанням зазначених способів
Номер патенту: 85550
Опубліковано: 10.02.2009
Автор: Ван дер Вінден Менно Рутгер
МПК: B21B 1/02
Мітки: обробки, сталевого, зазначених, виробництва, способів, спосіб, виготовлений, виробу, виріб, використанням
Формула / Реферат:
Фільтр, тютюновий виріб, що його містить, заготовка фільтра і спосіб та пристрій для виготовлення фільтра та тютюнового виробу (варіанти)
Номер патенту: 77475
Опубліковано: 15.12.2006
Автори: Лауенштайн Міхаель, Ешліманн Рейнальд М., Бойдо Данте М.
МПК: A24D 3/02
Мітки: спосіб, пристрій, варіанти, виріб, фільтра, виготовлення, тютюнового, заготовка, виробу, фільтр, тютюновій, містить
Формула / Реферат:
1. Фільтр (10) для тютюнового виробу, що має перший кінцевий фільтрувальний елемент (12), другий кінцевий фільтрувальний елемент (14), середній фільтрувальний елемент (16), який розташований між першим кінцевим фільтрувальним елементом (12) та другим кінцевим фільтрувальним елементом (14) і містить гранульований фільтрувальний матеріал, і сорочку (20), який відрізняється тим, що один із кінцевих фільтрувальних елементів розділений на дві або...
Спосіб виготовлення фільтра курильного виробу з ароматизатором (варіанти), курильний виріб (варіанти) та фільтр курильного виробу (варіанти)
Номер патенту: 88172
Опубліковано: 25.09.2009
Автори: Хікс Дуглас Р., Гонтермен Рікі А.
Мітки: виріб, варіанти, фільтра, виготовлення, фільтр, спосіб, ароматизатором, курильного, курильний, виробу
Формула / Реферат:
1. Спосіб виготовлення фільтра курильного виробу з ароматизатором, який полягає в тому, що з ароматизатором змішують сполучне, вибране із групи, яка включає карбоксиметилцелюлозу, пулулан, гідроксипропілметилцелюлозу, гідроксіетилцелюлозу, гідроксипропілцелюлозу, полівінілпіролідон, полівініловий спирт, альгінат натрію, поліетиленгліколь, ксантанову камедь, трагакантову камедь, гуарову камедь, аравійську камедь, гуміарабік, поліакрилову...
Спосіб виробництва мінеральної вати (варіанти), сплав на основі кобальту для цього способу (варіанти), виріб із сплаву (варіанти) та спосіб виготовлення виробу
Номер патенту: 78681
Опубліковано: 25.04.2007
Автори: Берто Патріс, Л'єбо Крістоф, Бернар Жан-Люк
МПК: C22F 1/10, C03B 37/095, C03B 37/04, C22C 19/07
Мітки: спосіб, виробництва, сплав, вати, кобальту, варіанти, мінеральної, сплаву, способу, цього, виробу, основі, виріб, виготовлення
Формула / Реферат:
1. Спосіб виробництва мінеральної вати за допомогою внутрішнього центрифугування, при якому подають потік розплавленого мінерального матеріалу в тарілку волокноутворення, на периферійній смузі якої є множина просвердлених отворів, з яких виходять нитки розплавленого мінерального матеріалу, які витягують у вату під дією газу, який відрізняється тим, що температура мінерального матеріалу в тарілці складає щонайменше 1100 °С, причому тарілка...
Пористий вуглецевий матеріал (варіанти), димоуловлюючий фільтр, що містить такий матеріал, і виріб для паління (варіанти)
Номер патенту: 92483
Опубліковано: 10.11.2010
Автори: Теннісон Стівен Роберт, Козинченко Олександр, Вайт Пітер Рекс, Блекберн Ендрю, Кашмор Марія
МПК: B01J 20/20, C01B 31/08, C04B 38/00, A24D 3/16, B01J 20/28
Мітки: виріб, вуглецевий, пористий, варіанти, паління, димоуловлюючий, фільтр, матеріал, містить
Формула / Реферат:
1. Димоуловлюючий фільтр для виробу для паління, що містить пористий вуглецевий матеріал, що має питому площу поверхні за БЕТ щонайменше 800 м2/г, пористу структуру, що включає мезопори і мікропори, та об'єм пор пористого вуглецевого матеріалу, виміряний за адсорбцією азоту, складає щонайменше 0,9 см3/г, в якому:а) пористий вуглецевий матеріал має об'ємну щільність не більше 0,5 г/см3 і/абоб) від 15 до 65 % об'єму пор пористого...
Попередній патент: Спосіб отримання кристалічного гідроксилапатитного покриття на імплантах та ендопротезах з титану та його сплавів
Наступний патент: Похідні 5-заміщеного хіназолінону, композиція, що їх містить, і їх застосування
Випадковий патент: Канал вимірювання радіальної швидкості літальних апаратів з можливістю формування та обробки зображення ла