Процес одержання компонентів для виготовлення моторних палив змішуванням
Номер патенту: 80594
Опубліковано: 10.10.2007
Автори: Маскетт Майкл, Гонг Вільям Х., Круз Ларі В., Хафф Джордж А.
Формула / Реферат
1. Процес одержання компонентів для виготовлення моторного палива змішуванням, який відрізняється тим, що включає:
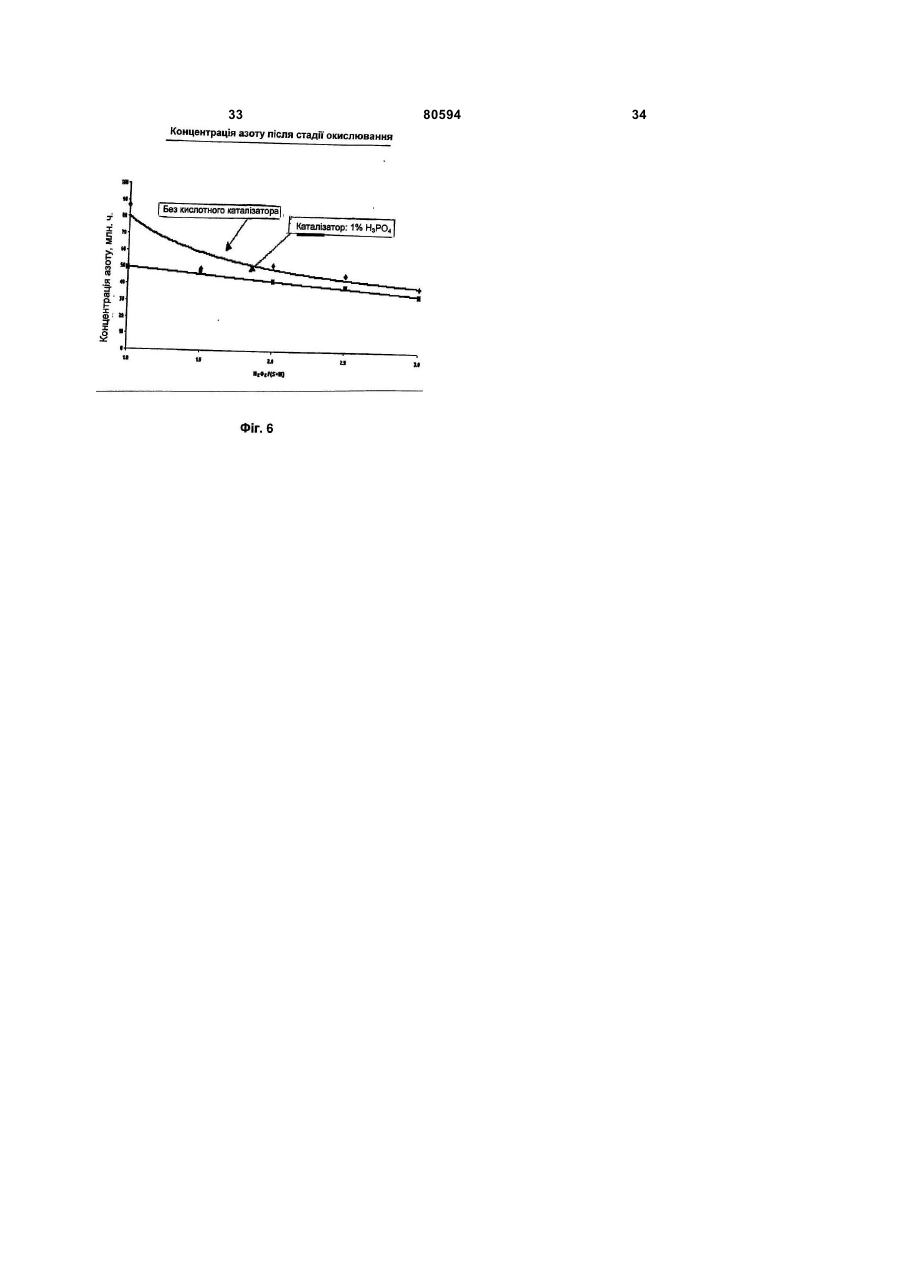
(a) приведення в контакт вуглеводневої сировини, яка містить сірковмісні та азотовмісні органічні домішки, з фазою, що незмішувана з вуглеводневою сировиною та містить оцтову кислоту, воду та окисний засіб, який містить перекис водню та протонну кислоту, що не містить сірки або азоту, в зоні окислювання, яку підтримують в по суті вільному від каталітично активних металів та активних металовмісних сполук стані, де окислюють сірковмісні та азотовмісні органічні сполуки,
(b) відділяння принаймні частини незмішуваної фази, що містить окислені сірковмісні та азотовмісні органічні сполуки, для утворення першої вуглеводневої фракції, що має зменшений вміст окислених сірковмісних та азотовмісних сполук, та
(c) приведення в контакт принаймні частини першої вуглеводневої фракції з розчинником, що містить оцтову кислоту і воду, в зоні екстрагування рідини рідиною з одержанням фракції екстракту, що містить принаймні частину окислених сірковмісних та азотовмісних сполук, і другої вуглеводневої фракції продукту очищання, що містить зменшену кількість сірковмісних та азотовмісних органічних сполук.
2. Процес за п. 1, який відрізняється тим, що протонна кислота міститься в кількості приблизно від 0,5 до 10,0 % мас.
3. Процес за п. 1, який відрізняється тим, що протонною кислотою є фосфорна кислота, яка міститься в кількості приблизно від 1 до 3 % мас.
4. Процес за п. 1, який відрізняється тим, що стехіометричне співвідношення між перекисом водню і сіркою плюс азотом у вуглеводневій сировині складає приблизно від 1:1 до 2:1.
5. Процес за п. 1, який відрізняється тим, що в зоні окислювання температура становить нижче ніж приблизно 90 °С.
6. Процес за п. 1, який відрізняється тим, що в зоні окислювання час перебування становить від 1 до 180 хвилин.
7. Процес за п. 1, який відрізняється тим, що оцтова кислота, яку використовують в зоні окислювання, міститься в кількості приблизно від 80 до 99 % мас. від загальної маси незмішуваної фази.
8. Процес за п. 1, який відрізняється тим, що розчинник, який використовують в зоні екстрагування рідини рідиною, містить приблизно від 70 до 92 % мас. оцтової кислоти.
9. Процес за п. 1, який відрізняється тим, що другу вуглеводневу фракцію додатково спрямовують у другу зону екстрагування рідини рідиною, де вона контактує з розчинником, що містить воду, при цьому одержують третю вуглеводневу фракцію продукту очищення і водну фракцію екстракту, що містить оцтову кислоту.
10. Процес за п. 1, який відрізняється тим, що принаймні частина вуглеводневої сировини є продуктом процесу гідрообробки нафтового дистиляту, причому процес гідрообробки включає взаємодію нафтового дистиляту з джерелом водню в умовах гідрування за наявності каталізатора гідрування для сприяння вилученню сірки та азоту з нафтового дистиляту гідрогенізацією.
11. Процес за п. 1, який відрізняється тим, що незмішувану фазу і фракцію екстракту додатково спрямовують у зону відділяння, де оцтову кислоту відділяють і відновлюють від окислених сірковмісних та азотовмісних органічних сполук.
12. Процес за п. 1, який відрізняється тим, що окисний засіб додатково містить фосфорну кислоту в кількості приблизно від 1 до 3 % мас.; в зоні окислювання температура становить нижче 90 °С; оцтова кислота, яку використовують в зоні окислювання, міститься в кількості приблизно від 95 до 99 % мас. від маси екстрагування незмішуваної фази; розчинник, який використовують в зоні екстрагування рідини рідиною, містить приблизно від 85 до 92 % мас. оцтової кислоти та решта - воду; стехіометричне співвідношення між перекисом водню і сіркою плюс азотом лежить у межах приблизно від 1:1 до 2:1.
13. Процес за п. 12, який відрізняється тим, що принаймні частина вуглеводневої сировини є продуктом процесу гідрообробки нафтового дистиляту, причому процес гідрообробки включає взаємодію нафтового дистиляту з джерелом водню в умовах гідрування за наявності каталізатора гідрування для сприяння вилученню сірки та азоту з нафтового дистиляту гідрогенізацією.
Текст
1. Процес одержання компонентів для виготовлення моторного палива змішуванням, який відрізняється тим, що включає: (a) приведення в контакт вуглеводневої сировини, яка містить сірковмісні та азотовмісні органічні домішки, з фазою, що незмішувана з вуглеводневою сировиною та містить оцтову кислоту, воду та окисний засіб, який містить перекис водню та протонну кислоту, що не містить сірки або азоту, в зоні окислювання, яку підтримують в по суті вільному від каталітично активних металів та активних металовмісних сполук стані, де окислюють сірковмісні та азотовмісні органічні сполуки, (b) відділяння принаймні частини незмішуваної фази, що містить окислені сірковмісні та азотовмісні органічні сполуки, для утворення першої вуглеводневої фракції, що має зменшений вміст окислених сірковмісних та азотовмісних сполук, та (c) приведення в контакт принаймні частини першої вуглеводневої фракції з розчинником, що містить оцтову кислоту і воду, в зоні екстрагування рідини рідиною з одержанням фракції екстракту, що містить принаймні частину окислених сірковмісних та азотовмісних сполук, і другої вуглеводневої фракції продукту очищання, що 2 (19) 1 3 80594 4 11. Процес за п. 1, який відрізняється тим, що рідиною, містить приблизно від 85 до 92 % мас. незмішувану фазу і фракцію екстракту додатково оцтової кислоти та решта - воду; стехіометричне спрямовують у зону відділяння, де оцтову кислоту співвідношення між перекисом водню і сіркою відділяють і відновлюють від окислених плюс азотом лежить у межах приблизно від 1:1 до сірковмісних та азотовмісних органічних сполук. 2:1. 12. Процес за п. 1, який відрізняється тим, що 13. Процес за п. 12, який відрізняється тим, що окисний засіб додатково містить фосфорну принаймні частина вуглеводневої сировини є кислоту в кількості приблизно від 1 до 3 % мас.; в продуктом процесу гідрообробки нафтового зоні окислювання температура становить нижче дистиляту, причому процес гідрообробки включає 90 °С; оцтова кислота, яку використовують в зоні взаємодію нафтового дистиляту з джерелом окислювання, міститься в кількості приблизно від водню в умовах гідрування за наявності 95 до 99 % мас. від маси екстрагування каталізатора гідрування для сприяння вилученню незмішуваної фази; розчинник, який сірки та азоту з нафтового дистиляту використовують в зоні екстрагування рідини гідрогенізацією. Даний винахід стосується моторних палив, які виробляються із природної нафти. Зокрема, винахід стосується процесів одержання компонентів, що змішуються для виготовлення моторних палив, рідких при температурі навколишнього середовища, а точніше інтегрованого процесу, який включає у себе стадію селективного окислювання нафтового дистиляту з метою окислення сірковмісних органічних сполук і/або азотовмісних органічних сполук та стадію екстрагування, на котрій такі сірковмісні й азотовмісні сполуки видаляються із дистиляту з метою відновлення компонентів, що змішуються для виготовлення екологічно прийнятних моторних палив. Добре відомо, що двигуни внутрішнього згоряння, винайдені в останні десятиріччя дев'ятнадцятого століття, докорінно змінили транспортну галузь. При цьому двигуни внутрішнього згоряння від самого початку поділились на ті, що потребують електричного запалювання і працюють, наприклад, на бензині (першими їх конструкторами були Бенц і Готліб Вільгельм Даймлер), і ті, що працюють на принципі самоспалахування при стисканні органічного палива, яке за ім'ям їх винахідника, Рудольфа К.К. Дизеля, отримало разом з двигуном назву "дизельного" і відрізняється від бензинового палива, поряд з іншим, меншою вартістю. Розвиток і вдосконалення дизельних двигунів для транспортних засобів йшли бік о бік з розвитком і вдосконаленням складів дизельних палив. Сучасні дизельні двигуни з високими робочими характеристиками потребують все більш якісних складів дизельного палива з урахуванням не менш важливої при цьому вимоги щодо його вартості. Сьогодні більшість моторних палив отримуються із природної нафти. Нафта взагалі є сьогодні головним джерелом вуглеводнів, використовуваних у паливах і в нафтохімічній сировині. Якщо в загальному випадку склад природної нафти або нафтової сировини може варіювати в значних межах, то всі сорти нафтової сировини із будь-яких джерел містять сполуки сірки, а більшість з них - також сполуки азоту, які можуть містити також кисень, хоча вміст останнього в більшості сортів сировини є низьким. Концентрація сірки в сировині складає, як правило, менше 8%, а в більшості випадків нафтова сировина має концентрацію сірки в межах, приблизно, від 0,5% до 1,5%. Концентрація азоту, звичайно, становить менше 0,2%, але в деяких випадках може досягати 1,6%. Нафтова сировина часто використовується в тій формі, в котрій вона була видобута зі свердловини, і перетворюється на нафтоочисних підприємствах на різноманітні палива і сировину для нафтохімічної промисловості. Моторні палива, звичайно, виготовляють шляхом обробки і змішування фракцій перегонки сирої нафти у розрахунку на задоволення конкретних технічних умов кінцевого продукту. Оскільки більшість видів доступної сьогодні нафтової сировини, що виробляються у великих кількостях, є високосірчистими, перегнані фракції повинні очищатися від сірки (десульфуватися) для того, щоб вироблювані з них продукти задовольняли технічним умовам їх експлуатації і/або певним екологічним нормам. Сірковмісні органічні сполуки в паливах на сьогоднішній день залишаються головним джерелом забруднення навколишнього середовища. При згорянні вони перетворюються на оксиди сірки, які, у свою чергу, породжують оксикислоти сірки і також чинять вклад у викиди часток (сажі). Навіть у найостанніших дизельних двигунах згоряння звичайного палива дає димний вихлоп. Насичені киснем сполуки і сполуки, що мають мало або не мають зовсім вуглець-вуглецевих хімічних зв'язків, такі як метанол, диметиловий етер, як відомо, зменшують димність вихлопу двигуна. Але більшість серед таких сполук мають високий тиск парів і/або є майже нерозчинними в дизельному паливі, і мають погану займистість, на що вказує їхнє цетанове число. Крім того, відомі процеси поліпшення дизельних палив шляхом хімічного гідрування для зменшення вмісту в них сірки й ароматичних сполук, призводять також до зменшення маслянистості палива. Дизельні палива низької маслянистості можуть викликати надмірний знос інжекторів палива та інших рухомих частин двигуна, що контактують з паливом під високим тиском. 5 80594 6 Перегнані фракції, що використовуються як вуглеводні, і в потраплянні їх при вдиханні глибоко паливо або як компоненти паливної суміші у в легені. двигунах внутрішнього згоряння із займанням від У той час як підвищення температури згоряння стискання (у дизельних двигунах), є середніми сприяє зменшенню викидів часток, з іншого боку дистилятами, що звичайно містять, приблизно, від це викликає збільшення емісії NOx внаслідок дії 1 до 3%(мас.) сірки. У недавньому минулому в добре відомого механізму Зельдовича. Таким типових технічних умовах для дизельного палива чином, виникає необхідність для задоволення зазначався максимальний вміст сірки 0,5%(мас). У нормам щодо викидів вихлопних газів у видаленні законодавстві Європи і США 1993p. уміст сірки в із цих викидів як часток, так і емісії NOx. дизельному паливі був обмежений рівнем Експериментальні дані твердо засвідчують, що 0,3%(мас). У 1996р. у Європі і США, а в 1997р. паливо з наднизьким вмістом сірки значно легше також в Японії, максимальний уміст сірки в піддається каталітичному очищанню дизельного дизельному паливі був знижений до максимум вихлопу для контролю його викидів. Для 0,05%(мас). Ця загальносвітова тенденція щодо досягнення рівнів викидів часток нижче продовження зниження рівнів сірки буде, з 0,01г/ефект. потужність-год. рівні сірки в паливі, з очевидністю, тривати і в майбутньому. очевидністю, повинні бути нижче 15млн.ч. Такі В одному з аспектів даної проблеми очікуване рівні дуже добре б відповідали створюваним в Каліфорнії та інших районах уведення нових останнім часом комбінованим каталізаторам норм на вихлопи відпрацьованих газів спонукало обробки вихлопу, які продемонстрували свою значний інтерес до каталітичного очищення здатність знижувати емісію NOx до рівня близько вихлопу. Проблема застосування каталітичного 0,5г/ефект. потужність·год. Крім того, вкрай регулювання вихлопу дизельних двигунів і чутливими до рівнів сірки в паливі є системи особливо високопотужних дизельних двигунів уловлювання NOx, стосовно яких наявні значно відрізняється від аналогічної проблеми у експериментальні дані вказують на те, що для двигунах внутрішнього згоряння з іскровим забезпечення їхньої активності вміст сірки в паливі займанням (бензинових двигунах), головним повинен бути нижче 10млн.ч. чином, з двох факторів. По-перше, звичайний З погляду на все більш жорсткі норми на вміст триходовий каталізатор (TWC: three way catalyst) є сірки в моторних паливах, видалення сірки із неефективним у видаленні викидів NOx дизельних нафтової сировини та її продуктів буде у двигунів, а по-друге, потреба в регулюванні прийдешні роки набувати все більшого значення. викидів часток у дизельних двигунах є значно Хоча норми на сірку в дизельному паливі в Європі, більшою, ніж у бензинових двигунах. Японії і США нещодавно були знижені до Було запропоновано декілька методів очистки 0,05%(мас.) (максимум), є ознаки того, що в вихлопу для регулювання викидів дизельних найближчому майбутньому ці норми дійдуть до двигунів, і на ефективність усіх цих методів рівнів значно нижче 0,05%(мас). впливав уміст сірки в паливі. Сірка є отрутою для Для видалення основної частини сірки із каталізатора, яка зменшує його каталітичну нафтових дистилятів, призначених для активність. Крім того, в контексті каталітичного змішування їх у моторних паливах на регулювання викидів дизельних двигунів високий нафтоочисних підприємствах, можуть рівень сірки в паливі створює також вторинну використовуватися звичайні гідродесульфураційні проблему викидів часток, зумовлену каталітичним (HDS) каталізатори. Але вони є недостатньо окислюванням сірки і реакцією продукту цього ефективними для видалення сірки зі сполук, де окислювання з водою з утворенням сульфатного атом сірки розташовується у важкодоступному туману. Цей туман збирається як частина викидів просторі, як у багатокільцевих ароматичних часток. сполуках сірки. Особливо це стосується тих сполук Вихлоп двигунів із займанням від стискання (наприклад, 4,6-диметилдибензотіофену), де атом відрізняється від вихлопу двигунів з іскровим сірки оточений подвійними перешкодами. Такі займанням через різні методи, що захаращені перешкодами дибензотіофенові використовуються для ініціації згоряння палива. сполуки переважають за низьких рівнів сірки від 50 Принцип займанням від стискання потребує до 100млн.ч. і потребують більш жорстких умов згоряння маленьких крапельок палива в дуже процесу десульфурації. Використання при цьому бідній повітряно-паливній суміші. Процес такого звичайних каталізаторів гідродесульфурації при згоряння залишає за собою дуже дрібні частки високих температурах безумовно призведе до вуглецю, що дає значно більші викиди часток, ніж втрат корисного виходу процесу, прискорення у бензинових двигунів. Внаслідок роботи від бідної закоксування каталізатора і руйнування якості повітряно-паливної суміші викиди CO і продукту (наприклад, кольору). Застосування газоподібних вуглеводнів у них є значно меншими, високого тиску потребує великих витрат. ніж у бензинових двигунів. Проте, на вуглецевих Для задоволення посиленим технічним частках продуктів згоряння дизельного палива умовам у майбутньому такі утруднені сполуки адсорбуються значні кількості незгорілих сірки також повинні видалятися із дистилятних вуглеводнів. Ці вуглеводні отримали назву сировинних компонентів та їх продуктів. Існує "розчинної органічної фракції" (SOF: soluble нагальна потреба в економічно ефективному organic fraction). Головний фактор шкідливості для видаленні сірки із дистилятів та інших здоров'я цих дизельних викидів полягає в вуглеводневих продуктів. наявності у відпрацьованих газах цих дуже дрібних Існують численні процеси видалення сірки із часток вуглецю, що несуть на собі токсичні дистилятної сировини і дистилятних продуктів. 7 80594 8 Один із відомих процесів передбачає окислювання [європейській патентній заявці №0252606 А2] нафтових фракцій, що містять, принаймні, основну також описаний процес поліпшення цетанового кількість матеріалу, температура кипіння якого числа паливної фракції середнього дистиляту, яка перевищує температури кипіння дуже може очищатися воднем шляхом приведення її в висококиплячих вуглеводневих матеріалів контакт з киснем або окисником при наявності (нафтових фракцій, що містять, принаймні, таких каталітичних металів, як олово, сурма, основну кількість матеріалу, що кипить при свинець, вісмут, або перехідні метали груп IB, IIB, температурі вище, ніж приблизно при 500°F), з VB, VIB, VIIB і VIIIB періодичної системи елементів наступною обробкою вихідного продукту, що бажано у формі водорозчинної солі. У зазначеній містить окислені сполуки при підвищених заявці стверджується, що цей каталізатор температурах, для утворення сульфіду водню вибірково окислює бензильні атоми вуглецю в (500°F-1350°F) і/або обробку воднем для зниження паливі на кетони. вмісту сірки в даному вуглеводневому матеріалі, У [патенті США №4,723,963 (William F. Taylor)] [див., наприклад, патент США №3,847,798 (Jin Sun зазначається, що цетанове число можна Yoo et al.) і патент США №5,288,390 (Vincent A. поліпшити шляхом включення, принаймні, Durante)]. Ці процеси показали свою обмежену 3%(мас.) насичених киснем ароматичних сполук у застосовність, оскільки вони дозволяли досягати вуглеводневому паливі середньої дистиляції з лише доволі низьких ступенів десульфурації. Крім температурами кипіння в діапазоні від 160°С до того, їх застосування показало, що ці процеси 400°С. У відповідності з цим патентом, насичені можуть супроводжуватися значними втратами киснем алкільовані ароматичні сполуки і/або дорогих продуктів внаслідок крекінгу і/або насичені киснем гідроароматичні сполуки коксування. Отже, існує потреба у створенні окислювати бажано на протоні бензильного процесу, який дозволяв би досягати підвищеного вуглецю. ступеню десульфурації при зниженому крекінгУ [патенті США №6,087,544 (Robert J. ефекті або утворенні коксу. Wittenbrink et al.)] описаний процес обробки потоку Було описано декілька різних процесів дистильованої сировини, в результаті якого окислювання для поліпшення моторних палив. отримувалися дистилятні палива з рівнем вмісту Наприклад, у [патенті США №2,521,698 (G.H. сірки нижче, ніж у сировинному дистиляті. Такі Denison, Jr. et al.)] описане часткове окислення палива отримувалися шляхом розділяння вуглеводневих палив, що поліпшує цетанове сировинного потоку дистиляту на легку фракцію, число. Як стверджується в цьому патенті, що містить сірку в межах, приблизно, від 50 до оброблене таким чином паливо має відносно 100млн.ч., і важку фракцію. Легку фракцію низький вміст ароматичних циклів і високий вміст піддавали гідруванню для видалення практично парафінів. У [патенті США №2,912,313 (James В. всієї сірки, що в ній міститься. Після цього Hinkamp et al.)] повідомляється, що збільшення десульфуровану легку фракцію змішували з цетанового числа досягається шляхом додавання половиною важкої фракції з утворенням як пероксиду, так і дигалоїдної сполуки у палива низькосірчистого дистилятного палива, що середньої дистиляції. У [патенті США №2,472,152 містило, наприклад, 85%(мас.) десульфованої (Adalbert Farkas et al.)] описаний процес легкої фракції і 15%(мас.) необробленої важкої поліпшення цетанового числа фракцій середньої фракції, відновленої до вмісту сірки від 663млн.ч. дистиляції шляхом окислення насичених циклічних до 310млн.ч. Проте для одержання такого вуглеводнів або нафтенових вуглеводнів у таких низького рівня сірки відновлювалося з фракціях з утворенням нафтенових пероксидів. У перетворенням на низькосірчистий дистилятний цьому патенті стверджується, що окислення паливний продукт лише, приблизно, 85% можна прискорювати в умовах наявності розчинної сировинного дистиляту. в нафті солі металу в ролі ініціатора, але в У [патенті США з номером публікації кращому варіанті здійснюється при наявності 2002/0035306 А1 (Gore et al.)] описаний неорганічної основи. Але утворені нафтенові багатостадійний процес десульфурації рідких пероксиди є руйнівними смоляними ініціаторами. нафтових палив, який дозволяє видаляти також Таким чином, для зменшення або відвертання азотовмісні й ароматичні сполуки. Цей процес утворення смоли в окислений матеріал потрібно включав у себе стадії екстрагування тіофену, додавати такі інгібітори смолоутворення, як окислювання тіофену, екстрагування оксиду і феноли, крезоли і крезилові кислоти. Ці сполуки є діоксиду тіофену, відновлення й остаточне токсичними і канцерогенними. доведення очищеним розчинником, відновлення У [патенті США №4,494,961 (Chaya Venkat et екстрагувального розчинника й очищення al.)] запропонований процес поліпшення рециркульованого розчинника. цетанового числа сирих, необроблених, Процес Гора (Gore) зі співроб. був високоароматичних фракцій середньої дистиляції, спрямований на видалення 5-65% тіофенів і що мають низький вміст водню, шляхом азотовмісних сполук, а також частини ароматичних приведення в контакт цієї фракції при температурі сполук із потоку сировини перед стадією від 50°С до 350°С в умовах помірного окислювання. Поряд з тим, що наявність окислювання при наявності каталізатора, в ролі ароматичних сполук у дизельному паливі є якого використовують (і) перманганат фактором зниження цетанового числа, процес лужноземельного металу, (іі) оксид металу груп IB, Гора потребував завершального застосування IIB, IIIB, IVB, VB, VIB, VIIB або VIIIB періодичної екстрагованих ароматичних сполук. Крім того, системи елементів або суміш (і) і (іі). У наявність ефективної кількості ароматичних 9 80594 10 сполук сприяє збільшенню теплотворної здатності необхідні екзотичні сплави. Ці дорогі сплави палива (Btu/gal: у британських теплових одиницях повинні в такому випадку використовуватися на на галон) і підсилює холодну текучість дизельного ділянці відновлення розчинника і в резервуарах палива. Отже, екстрагувати занадто велику для зберігання. Застосування мурашиної кислоти кількість ароматичних сполук є необачним. потребує також використання високих температур Для здійснення стадії окислювання окисник для відділяння вуглеводневої фази від водної готували in situ або утворювали заздалегідь. фази окисника для того, щоб запобігти Даний процес мав такі робочі умови: молярне виникненню третьої фази твердого осаду. Як співвідношення Н2О2 до S у межах, приблизно, від відомо, ця небажана фаза може утворюватися 1:1 до 2,2:1; вміст оцтової кислоти, приблизно, від внаслідок низької ліпофільності мурашиної 5% до 45% сировини; вміст розчинника від 10% до кислоти. Таким чином, за низьких температур 25% сировини; об'єм каталізатора менше, ніж мурашина кислота не є здатною утримувати в приблизно 5000млн.ч. сірчаної кислоти, а в розчиненому стані деякі екстраговані сульфони. кращому варіанті - менше, ніж приблизно У [патенті США №6,171,478 В1 (Cabrera et al.)] 1000млн.ч. У патенті Гора пропонувалося описаний ще один комплексний багатостадійний застосування кислотного каталізатора на стадії процес десульфурації. Цей процес, зокрема, окислювання, яким у кращому варіанті є сірчана включав у себе стадію гідродесульфурації, стадію кислота. Застосування сірчаної кислоти як окислювання, стадію розкладання і стадію окислювального агента є проблематичним з відділяння, де частина окислених сполук сірки погляду корозії, що може виникати при наявності відділялася від вихідного потоку, продукту стадії води, а вуглеводні при наявності малої кількості розкладання. Водний окислювальний розчин, води можуть піддаватися сульфуванню. використовуваний на стадії окислювання, в У запропонованому Гором процесі метою кращому варіанті містив оцтову кислоту і перекис стадії екстрагування оксиду і діоксиду тіофену водню. Решта перекису водню у вихідному було видалення більше 90% різноманітних продукті стадії окислювання розкладалася шляхом заміщених бензо- і дибензотіофенових оксидів і Nприведення цього продукту в контакт з оксидів плюс частини ароматичних сполук каталізатором розкладання. екстрагувальним розчинником, тобто водним На стадії розділяння використовували розчином оцтової кислоти з одним або більше селективний розчинник, що екстрагував окислені співрозчинниками. сполуки сірки. Кращими селективними У [патенті США №6,368,495 В1 (Kocal et al.)] розчинниками автори (Cabrera et al.) називали також описаний багатостадійний процес ацетонітрил, диметилформамід і сульфолан. видалення тіофенів і тіофенових похідних із Взагалі для видалення окислених сполук сірки нафтових фракцій. Цей процес включав у себе було запропоновано багато різноманітних стадії приведення в контакт потоку вуглеводневої розчинників. Наприклад, у [патенті США сировини з окислювальним агентом, а слідом за №6,160,193 (Gore)] для екстрагування сульфонів цим - приведення в контакт продукту цієї стадії пропонувався широкий діапазон розчинників, окислювання з твердим каталізатором серед яких кращим був диметилсульфоксид розкладання, внаслідок чого відбувалося (DMSO). розкладання окислених сірковмісних сполук з Про результати досліджень аналогічних утворенням фракції нагрітої рідини і леткої розчинників, використовуваних для екстрагування сполуки сірки. У цьому патенті описане сполук сірки, повідомлялося в роботі [Otsuki, S., застосування таких окислювальних засобів, як Nonaka, Т., Takashima N., Qian, W., Ishihara, Α., алкільовані гідропероксиди, пероксиди, Imai, Т., Kabe., T. "Oxidative Desulfurization of Light перкарбонові кислоти і кисень. Gas Oil and Vacuum Gas Oil by Oxidation and У [заявці WO 02/18518 А1 (Rapas et al.)] Solvent Extraction" Energy & Fuels 2000, 14, 1232]. описаний двостадійний процес десульфурації, що Цими розчинниками, зокрема, були: застосовувався слідом за обробкою у блоці Ν,Ν-диметилформамід (DMF); гідрування. Цей процес включав у себе основане Метанол; на водному розчині мурашиної кислоти двофазне Ацетонітрил; окислювання дистиляту перекисом водню з Сульфолан. перетворенням тіофенової сірки на відповідні Згідно з твердженнями Гора, існує кореляція сульфони. Під час цього процесу окислювання між полярністю розчинника і ефективністю деякі сульфони екстрагувалися в окислювальний здійснюваного за допомогою нього екстрагування. розчин. Далі екстраговані сульфони видалялися із Усі перелічені у вищезазначених патенті і статті вуглеводневої фази на наступній стадії розділяння розчинники мають таку бажану для їх фаз. Вуглеводневу фазу, що містила решту застосування властивість, як незмішуваність з сульфонів, після цього піддавали екстрагуванню дизельним паливом. Усі вони є полярними рідини рідиною або адсорбції на твердій речовині. протонними або апротонними розчинниками. Використовувати мурашину кислоту на стадії Відомо декілька шкідливих ефектів при окислювання не є доцільним, оскільки мурашина застосуванні вищезазначених розчинників. Так, кислота є більш дорогою, ніж оцтова кислота. Крім DMSO і сульфолан, які є хорошими розчинниками того, мурашина кислота вважається для екстрагування, пов'язані з великим ризиком відновлювальним розчинником і здатна гідрувати того, що навіть сліди їх залишків у продукті можуть деякі метали, тим самим їх ослабляючи. Отже для призвести до значного збільшення концентрації практичного застосування мурашиної кислоти сірки в отримуваному дизельному паливі. 11 80594 12 Наприклад, навіть залишки DMSO в кінцевому хорошим розчинником з точки зору його продукті при їх концентрації 37млн.мас.ч. температури кипіння і того, що він не залишає за призводять до того, що концентрація сірки в собою азоту або сірки. Але в метаноловий шар паливному дизельному продукті складає при цьому потрапляє значна частина 15млн.мас.ч. Подібний ефект погіршування дає екстрагованого ним загального вуглеводню. також застосування ацетонітрилу, триетаноламіну Недоліком метанолу є також те, що він не може і DMF, що містять атоми азоту. Слідові рівні цих швидко відділятися від дизельного палива. розчинників значно збільшують концентрацію Отже з огляду на вищевикладене, цілком азоту в кінцевому продукті. очевидною стає потреба в менш складному й Перелічені вище розчинники не мають економічно більш ефективному процесі дистиляції специфічну селективність щодо сірки, оскільки або десульфурації дизельного палива без вони видаляють також ароматичні сполуки і, застосування таких токсичних розчинників, як зокрема, моноароматичні сполуки, оскільки ці наприклад ацетонітрил або DMF, речовини є, очевидно, найбільш полярними суперрозчинників, як DMSO, а таких розчинників як компонентами дизельного палива. На перший DMF, що важко відділяються. погляд здається корисним збагатити дизельне Даним винаходом пропонується порівняно паливо насиченими вуглеводнями (парафінами) простий процес, в якому частина сірковмісних і/або шляхом видалення цих ароматичних сполук і, азотовмісних органічних сполук, що містяться у таким чином, досягти більш високого цетанового вуглеводневій сировині, екстрагується одночасно числа палива. Але при цьому величина фракції на стадії окислювання і потім відділяється шляхом екстрагувального розчинника різко зростає, і декантування або розділяння фаз. У результаті фракція містить певну кількість цих такого розділяння фаз кількість сірковмісних і моноароматичних сполук, які у подальшому азотовмісних речовин, які потрібно видаляти у потрібно відновлювати. Наприклад, із цитованої подальшому процесі шляхом екстрагування, вище статті відомо, що DMF може екстрагувати значно зменшується. Крім того, процес згідно з неокислені дибензотіофени, але при цьому він даним винаходом використовує один розчинник, також видаляє значну частину нафти. В результаті оцтову кислоту, як на стадії окислювання, так і на потрібно буде докладати чималих зусиль, щоб стадії екстрагування, дозволяючи цим відновити цей вуглеводень, залишаючи використовувати лише одну регенераторну колону невідновленими дибензотіофени. Іншою для відновлення оцтової кислоти як для стадії проблемою, пов'язаною з використанням окислювання, так і для стадії екстрагування. В вищезазначених розчинників, є їхня точка кипіння. одному з конкретних варіантів здійснення Більш висока температура кипіння розчинника винаходу на стадію окислювання утруднює відділяння його слідів від кінцевого використовується зменшена кількість дорогого продукту шляхом швидкого випаровування. окисного агента. Швидке випаровування при цьому призводить до Пропонується процес виготовлення моторного вилучення разом з розчинником деяких палива або компонентів, що змішуються для низькокиплячих компонентів дизельного палива. виготовлення моторного палива на Наприклад, DMSO має точку кипіння 189°С або нафтоочисному підприємстві, де зазначені 372°F, a DMF має точку кипіння 153°С або 307°F. компоненти паливного продукту містять зменшену Точка початку кипіння дизельного палива, кількість сірковмісних і/або азотовмісних звичайно, лежить нижче температур кипіння цих органічних домішок. Зокрема, процес за даним двох розчинників. винаходом включає у себе приведення в контакт Іншою проблемою є токсичність. У той час як вуглеводневої сировини, що містить сірковмісні сам по собі DMSO з технологічної точки зору є і/або азотовмісні органічні домішки, з низькотоксичним розчинником, він класифікується незмішуваною фазою, що містить окисний агент, як "суперрозчинник", що є здатним розчиняти який містить перекис водню, оцтову кислоту і воду, широкий діапазон сполук. Контакт такого розчину в зоні окислювання, в результаті чого сірковмісні DMSO зі шкірою швидко викличе проникнення і/або азотовмісні органічні домішки окисляються, і розчиненої в ньому речовини крізь шкіру. Що частина таких окислених домішок екстрагується в стосується DMF, то він є токсином для печінки і незмішувану фазу. Після окислення незмішувану належить до групи канцерогенів. Доволі токсичним фазу, що містить частину окислених сполук сірки є також ацетонітрил. і/або азоту, відділяють шляхом гравітаційної DMF не є достатньо термостабільним для сепарації, отримуючи першу вуглеводневу того, щоб дистилюватися під атмосферним фракцію, що має зменшену кількість сірковмісних тиском. При температурі кипіння під атмосферним і/або азотовмісних сполук. тиском DMF також розкладається з утворенням Після цього першу вуглеводневу фракцію монооксиду вуглецю і диметиламіну [Perrin, D.D., подають у зону екстрагування рідини рідиною, де Armarego, W.L.F. Purification of Laboratory екстрагувальний розчинник містить оцтову кислоту Chemicals, 3rd Edition, Pergamon Press, Oxford, і воду, і служить для переважного екстрагування 1988, page 157]. Отже для нього потребується частини залишків окислених сполук сірки і/або вакуумна дистиляція. азоту із першої вуглеводневої фракції і внаслідок Гор у [патенті '193] вказує на недоліки цього - утворення другої вуглеводневої фракції, метанолу, пов'язані з тим, що він має майже таку що має зменшений вміст окислених сірковмісних саму густину, що й типове вуглеводневе паливо. і/або азотовмісних сполук. Далі фракцію екстракту, Для процесу вилучення метанол видається що містить окислені органічні сполуки сірки і/або 13 80594 14 азоту, разом з незмішуваною фазою, що містить До числа підходящих сировинних матеріалів у органічні сполуки, які містять окислені сірку і/або загальному випадку належать фракції азот, відділену від першої вуглеводневої фракції, нафтоочисної перегонки з температурами кипіння подають у зону розділяння, де окислені сполуки в межах, приблизно, від 50 до 425°С, краще - 150 сірки і/або азоту відділяються від оцтової кислоти і до 400°С, ще краще - 175 до 375°С при води, котрі після цього можуть подаватися на атмосферному тиску. До числа цих фракцій рециркуляцію в зону окислювання і в зону належать, не обмежуючись лише ними, первинний екстрагування рідини рідиною. легкий середній дистилят, первинний важкий Фіг.1. Структурна схема процесу в одному з середній дистилят, легкий рецикловий газойль варіантів здійснення даного винаходу. крекінг-процесу з рідким каталізатором, дистилят Фіг.2. Концентрація сірки в продукті стадії коксування печі перегонки нафти до коксу, окислювання для каталізованого кислотою дистилят процесу гідрокрекінгу, а також сумісно і окислювання і не каталізованого кислотою відокремлено гідроочищені варіанти цих фракцій. окислювання згідно з даним винаходом. Кращими фракціями є фракції сумісної і Фіг.3. Концентрація сірки в продукті стадії відокремленої гідроочистки легкого каталітичного екстрагування для каталізованого кислотою рециклового газойлю процесу крекінгу з рідким окислювання і не каталізованого кислотою каталізатором, дистилят коксування печі окислювання згідно з даним винаходом. перегонки нафти до коксу і дистилят крекінгФіг.4. Різниця між концентраціями сірки у процесу з гідроочисткою. продукті стадії окислювання і продукті стадії Очікується також, що більшість із екстрагування у варіанті каталізованого кислотою вищеперелічених дистилятних фракцій можуть окислювання згідно з даним винаходом. бути об'єднані і застосовуватися як сировина для Фіг.5. Різниця між концентраціями сірки у процесу за даним винаходом. У багатьох випадках продукті стадії окислювання і продукті стадії експлуатаційні якості моторного палива, екстрагування у варіанті не каталізованого вироблюваного на нафтоочисному підприємстві, кислотою окислювання згідно з даним винаходом. або компоненти змішування для моторного Фіг.6. Різниця між концентраціями азоту у палива, вироблюваного на нафтоочисному продукті зони окислювання для каталізованого підприємстві, отримані із різноманітних кислотою окислювання і не каталізованого альтернативних сировинних матеріалів, можуть кислотою окислювання згідно з даним винаходом. бути порівняними. У цих випадках такі умови Підходящими для одержання дизельного матеріально-технічного забезпечення, як об'ємна палива сировинними матеріалами в загальному доступність тої чи іншої фракції, розташування випадку є більшість фракцій нафтоочисного найближчого підключення і короткочасні процесу, що складаються практично цілком із економічні показники можуть бути визначальними вуглеводневих сполук, рідких у нормальних у виборі фракції. навколишніх умовах. Підходяща вуглеводнева В одному із варіантів здійснення даного сировина, звичайно, має питому вагу в градусах винаходу пропонується процес виготовлення АРІ (Американського інституту нафти) в межах, моторного палива на нафтоочисному підприємстві приблизно, від 10° АРІ до 100° АРІ, краще - в або компонентів змішування для моторного межах, приблизно, від 20° АРІ до 80° АРІ або 100° палива на нафтоочисному підприємстві із АРІ, ще краще - приблизно в межах, приблизно, гідроочищеного нафтового дистиляту. Такий від 30° АРІ до 70° АРІ або ще краще - до 100° АРІ. гідроочищений дистилят приготовляють шляхом Цими фракціями можуть бути, наприклад, лігроїн гідроочистки нафтового дистилятного матеріалу, процесу з рідким каталізатором, лігроїн процесу з який має температури кипіння в межах, приблизно, псевдозрідженим матеріалом або сповільненого від 50°С до 425°С, за допомогою процесу, який процесу, легкий первинний лігроїн, лігроїн процесу включає у себе приведення у взаємодію гідрокрекінгу, лігроїни процесів з гідроочисткою, нафтового дистиляту з джерелом водню в умовах алкілат, ізомеризований нафтопродукт, продукт гідрування при наявності каталізатора гідрування каталітичного реформінгу, ароматичні похідні цих для сприяння видаленню шляхом гідрування сірки фракцій, такі, як бензол, толуол, ксилол та їх і/або азоту із гідрованого нафтового дистиляту; в комбінації. Продукт каталітичного реформінгу і разі потреби, фракціонування гідрованого лігроїни процесів каталітичного крекінгу часто нафтового дистиляту шляхом перегонки з можуть розщеплюватися на фракції більш вузького одержанням, принаймні, одного низькокиплячого інтервалу кипіння, такі, як легкий і важкий лігроїни компонента змішування, що складається із фракції каталізованих процесів і легкий і важкий продукти з малим вмістом сірки і з великим вмістом каталітичного реформінгу, які можуть піддаватися моноароматичних сполук, і висококиплячої спеціальним обробкам для застосування як сировини, що складається із фракції з великим сировинних матеріалів відповідно до даного умістом сірки і малим умістом моноароматичних винаходу. Кращими фракціями є: первинний сполук. У відповідності з одним із варіантів лігроїн; лігроїни каталітичного крекінгу, включаючи здійснення процесу за даним винаходом легкий і важкий лігроїни каталітичного крекінгу; гідроочищений дистилят або низькокиплячий продукти каталітичного реформінгу, включаючи компонент можуть використовуватися як підходящі легкий і важкий продукти каталітичного сировинні матеріали для процесу за даним реформінгу; і похідні цих вуглеводневих фракцій винаходом. процесу перегонки нафти. У загальному випадку підходящими каталізаторами гідрування можуть служити 15 80594 16 активний метал або метали, вибрані із групи, що приблизно, 50%(об.) водню, краще - не нижче, ніж, складається із d-перехідних елементів періодичної приблизно, 65%(об.) водню, і найкраще - не нижче, системи, включені кожний в інертну основу в ніж, приблизно, 75%(об.) водню. Водень може кількості, приблизно, від 0,1 до 30%(мас.) від постачатися із установки з генерації водню, загальної маси каталізатора. Підходящими обладнання з каталітичного реформінгу або від активними металами можуть бути d-перехідні інших технологічних установок, де відбувається елементи періодичної системи з атомними продукування водню. номерами від 21 до 30, від 39 до 48 і від 72 до 78. Оскільки реакція гідрування, як правило, є Процес каталітичного гідрування може екзотермічною, може застосовуватися проміжне проводитися у порівняно м'яких умовах у охолодження між стадіями із використанням нерухомому, рухомому псевдозрідженому або пристроїв з теплопереносу між реакторами зі киплячому шарі каталізатора. У кращому варіанті стаціонарним шаром або між шарами каталізатора використовується стаціонарний або множина в одній і тій самій оболонці реактора. Принаймні стаціонарних шарів каталізатора в умовах, у частина тепла, створеного процесом гідрування, котрих минає порівняно тривалий час до того, як часто може вигідно відновлюватися для стає необхідною регенерація. Середні застосування в процесі гідрування. Там, де таке температури в зоні реакції можуть лежати в відновлення тепла здійснювати неможливо, межах, приблизно, від 200 до 450°С, краще охолодження можна проводити шляхом приблизно від 250 до 400°С, і найкраще застосування таких засобів охолодження, як вода приблизно від 275 до 350°С під тиском у межах, або повітря, або ж шляхом застосування приблизно, від 6 до 160 атмосфер. охолоджуючого потоку водню, що подається Особливо підходящим є такий діапазон тиску, безпосередньо в реактори. Двостадійні процеси в котрому гідрування забезпечує дуже високий можуть зменшувати екзотермічний підйом ступінь видалення сірки при мінімальній кількості температури на реакторну оболонку і водню, потрібного для проведення стадії забезпечувати кращий контроль температури гідродесульфурації під тиском у межах, приблизно, реактора гідрування. від 20 до 60 атмосфер, краще - в межах від 25 до Продукт зони реакції є, як правило, 40 атмосфер. охолодженим і спрямовується на сепараторний Циркуляція водню здійснюється при цьому зі пристрій для видалення водню. Частина швидкістю в межах, приблизно, від 500 відновленого водню може повертатися для стандартних кубічних футів/барель до 20000 рециркуляції назад, у процес, у той час як інша стандартних кубічних футів/барель, краще - в його частина може спрямовуватися в зовнішні межах, приблизно, від 2000 стандартних кубічних системи як паливо для технологічних і футів/барель до 15000 стандартних кубічних нафтоочисних установок. Швидкість продування футів/барель, і найкраще - в межах, приблизно, від водню при цьому встановлюють такою, щоб 3000 стандартних кубічних футів/барель до підтримувати мінімальну його чистоту і видаляти 130000 стандартних кубічних футів/барель. сульфід водню. Рециркульований водень у Величини тиску реакції і циркуляції водню нижче загальному випадку піддають стисканню, зазначених меж можуть призводити до підвищення доповнюють додатковим воднем і вводять у швидкості дезактивації каталізатора, а отже до процес для подальшого гідрування. менш ефективної десульфу рації, денітрації і Подальше відновлення таких гетероатомних деароматизації. Занадто великі рівні тиску реакції сульфідів із фракції нафтового дистиляту шляхом викликають збільшення енергетичних витрат і гідрування може потребувати того, щоб фракцію витрат на обладнання і призводять до зменшення піддавали дуже жорсткому каталітичному межових вигод. гідруванню з метою перетворення цих сполук на Процес гідрування, звичайно, здійснюють в вуглеводні і сульфід водню (H2S). Звичайно, чим умовах просторової витрати рідини в межах, більшою є вуглеводнева частина фракції, тим приблизно, від 0,2/год. до 10,0/год., краще - в більш важким є гідрування сульфіду. Отже, межах, приблизно, від 0,5/год. до 3,0/год. і залишкові органічні сполуки сірки після процесу найкраще - в межах, приблизно, від 1,0/год. до гідрування являють собою найбільш густо 2,0/год. Занадто висока просторова швидкість заміщені сульфіди. призводить до зниження загального гідрування. Там, де сировиною є висококипляча фракція Процес гідрування згідно з даним винаходом дистиляту, отримана після гідрування починають від стадії попереднього нагріву фракції нафтоочисної фракції, остання складається, дистиляту. Фракцію дистиляту нагрівають при головним чином, із матеріалу з температурою цьому у проточних теплообмінниках перед кипіння в межах, приблизно, від 200°С до 425°С. У уведенням у піч для остаточного попереднього кращому варіанті нафтоочисна фракція нагріву до потрібної вхідної температури зони складається, головним чином, із матеріалу з реакції. Фракцію дистиляту можна приводити в температурою кипіння в межах, приблизно, від контакт з потоком водню до попереднього нагріву, 250°С до 400°С, а в найкращому - з температурою під час і після нього. кипіння в межах, приблизно, від 275°С до 375°С. Для гідрування може використовуватися Підходящі для гідрування згідно з даним чистий водень або його суміш з розріджувачами, винаходом дистилятні фракції складаються, такими, як вуглеводні, монооксид вуглецю, головним чином, із однієї, декількох або всіх двоокис вуглецю, азот, вода, сполуки сірки і т.п. нафтоочисних фракцій, що мають температуру Чистота потоку водню повинна бути не нижче, ніж, кипіння в межах, приблизно, від 50°С до 425°С, 17 80594 18 краще - від 150°С до400°С, і найкраще - від 175°С альтернативних розміщень сировинних до 375°С при атмосферному тиску. Більш легкі компонентів гідрування дистиляту. Більш вуглеводневі компоненти в дистилятному продукті високоазотистими дистилятними сировинними в загальному випадку є більш підходящими для матеріалами в загальному випадку є дистиляти відновлення на бензин, і наявність у дистилятних коксування і каталітичні рециклові газойлі. Ці паливах цих матеріалів, що мають більш низькі дистилятні сировинні компоненти можуть мати температури кипіння, часто обмежується загальні концентрації азоту до 2000млн.ч., але в технічними умовами щодо температури загальному випадку концентрація азоту в них спалахування дистилятного палива. Більш важкі складає, приблизно, від 5 до 900млн.ч. вуглеводневі компоненти, температури кипіння Сполуки сірки в нафтових фракціях, як яких є вищими 400°С, у загальному випадку є правило, є відносно неполярними гетероатомними більш підходящими для обробки як сировина для сульфідами, такими, як заміщені бензотіофени і крекінгу з рідким каталізатором і перетворення на дибензотіофени. На перший погляд може здатися, бензин. Наявність важких вуглеводневих що гетероатомні сполуки сірки можуть вибірково компонентів обмежується, крім того, технічними екстрагуватися на принципі використання їхніх умовами щодо кінцевої температури дистилятного характерних особливостей, пов'язаних лише з палива. цими гетероароматичними сполуками. Але, навіть Дистилятні фракції для гідрування за даним хоча атом сірки в цих сполуках має дві незв'язані винаходом можуть містити високосірчисті і пари електронів, через що їх можна було б низькосірчисті первинні дистиляти, отримані із віднести до класу основ Льюїса, цієї особливості високосірчистої і низькосірчистої сировини, ще не є достатньо для екстрагування їх кислотою дистилятів коксування, легких і важких Льюїса. Інакше кажучи, селективне екстрагування каталітичних рециклових газойлів каталітичного гетероатомних сполук сірки для досягнення більш крекінгу і продуктів діапазону кипіння дистилятів із низьких рівнів сірки потребує більшої різниці в установок з гідрокрекінгу і гідроочистки. У полярності між сульфідами і вуглеводнями. загальному випадку дистилят коксування і легкі та Використовуючи окислювання в рідкій фазі важкі каталітичні рециклові газойлі є найбільш згідно з даним винаходом, можна вибірково високоароматичними сировинними компонентами, перетворювати ці сульфіди на більш полярні, що складають до 80%(мас). Більшість дистиляту більш основні за Льюїсом, насичені киснем коксування і ароматичних сполук рециклових сполуки сірки, такі, як сульфоксиди і сульфони. газойлів є наявними у моноароматичних і Така сполука, як диметилсульфід, є молекулою діароматичних сполуках і в меншій кількості як дуже низької полярності, яка після її окислення частина триароматичних сполук. Первинні стає молекулою дуже високої полярності. У сировинні матеріали, такі, як високосірчисті і відповідності з цим, шляхом селективного низькосірчисті первинні дистиляти мають нижчий окислювання гетероатомних сульфідів, таких, як вміст ароматичних сполук, що складає до бензо- і дибензотіофени, наявні в нафтоочисних 20%(мас.) від ароматичних сполук. У загальному фракціях, процес за даним винаходом дозволяє випадку вміст ароматичних сполук у сировині вибірковим чином надавати високої полярності установок комбінованого гідрування складає, цим гетероароматичним сполукам. У результаті приблизно, від 5%(мас.) до 80%(мас), а в більш підвищення полярності цих небажаних сполук типових випадках - приблизно від 10%(мас.) до сірки за допомогою окислювання в рідкій фазі 70%(мас.) і в найбільш типових випадках згідно з даним винаходом вони можуть приблизно від 20%(мас.) до 60%(мас). селективним чином екстрагуватися оцтовою Концентрація сірки в дистилятних фракціях кислотою, що містить розчинник, у той час як для гідрування за даним винаходом у загальному основна частина вуглеводневої фракції випадку є функцією суміші високосірчистого і залишається цим незачепленою. низькосірчистого сировинних матеріалів, ємності До інших сполук, які також мають незв'язані гідрування нафтоочисної установки на барель пари електронів, належать аміни. сировини і альтернативних розміщень сировинних Гетероароматичні аміни також є наявними в тих компонентів гідрування дистиляту. Більш самих фракціях, у котрих містяться вищезгадані високосірчистими дистилятними сировинними сульфіди. Аміни є більш основними, ніж сульфіди. компонентами у загальному випадку є первинні Поодинока електронна пара діє як основа дистиляти, отримані із високосірчистої сирої Бронстеда-Лоурі (акцептор протонів), а також як нафти, дистилятів коксування і каталітичних основа Льюїса (електронний донор). Наявність у рециклових газойлів із крекінг-блоків з рідким атома цієї електронної пари робить його схильним каталізатором, де здійснюється обробка відносно до окислення так само, як у випадку сульфідів. високосірчистих сировинних матеріалів. Ці В одному з варіантів здійснення винаходу дистилятні сировинні компоненти містять до пропонується процес виготовлення моторного 2%(мас.) елементної сірки, але в загальному палива на нафтоочисному підприємстві або випадку вміст її в них складає, приблизно, від компонентів змішування для виготовлення 0,1%(мас.) до 0,9%(мас). моторного палива на нафтоочисному Вміст азоту в дистилятних фракціях для підприємстві, який включає у себе: постачання гідрування згідно з даним винаходом у загальному вуглеводневої сировини, що містить суміш випадку також є функцією вмісту азоту в вуглеводнів, сірковмісні й азотовмісні органічні сировинній нафті, ємності гідрування сполуки, суміш з питомою вагою в межах, нафтоочисної установки на барель сирої нафти й приблизно, від 10° АРІ до 100° АРІ; приведення в 19 80594 20 контакт цієї сировини з незмішуваною фазою, що В іншому варіанті здійснення винаходу містить оцтову кислоту, воду й окисний засіб, який незмішувана фаза містить певну кількість включає у себе перекис водню, в рідкій реакційній протонної кислоти, що не містить сірки або азоту, суміші в зоні окислювання в умовах, підходящих яка в кращому варіанті лежить в межах, для окислювання однієї чи більше сірковмісних приблизно, від 0,5%(мас.) до 10%(мас.) від маси і/або азотовмісних органічних сполук; відділяння незмішуваної фази, а найкраще - в межах, принаймні частини незмішуваної фази, що містить приблизно, від 1%(мас.) до 3%(мас). Наявність оцтову кислоту, від реакційної суміші; і повертання цього кислотного каталізатора дозволяє поліпшити першої вуглеводневої фракції, що містить суміш десульфурацію, що відбувається в зоні органічних сполук, які містять менше сірки і/або окислювання. Кращою протонною кислотою є менше азоту, ніж у сировині, у зону реакції фосфорна кислота. Використовувати сірковмісні окислювання. Реакція окислювання проводиться або азотовмісні кислоти, такі, як сірчана кислота при температурах у межах, приблизно, від 25°С до або азотна кислота, не рекомендується при 250°С і під тиском, достатнім для підтримання здійсненні процесу за даним винаходом, оскільки реакційної суміші у практично рідкій фазі. У вони можуть додавати сірку й азот у кінцевий кращому варіанті реакцію окислювання проводять відновлений паливний продукт або компонент його при температурах нижче, ніж приблизно 90°С і суміші. Використання протонної кислоти дозволяє вище, ніж приблизно 25°С, а в найкращому зменшувати кількість використовуваного перекису варіанті - при температурах вище, ніж приблизно водню. У відповідності з цим варіантом здійснення 50°С і нижче 90°С. винаходу перекис водню використовують у Із роботи [Lin, C.C.; Smith, T.R.; Ichikawa, N.; стехіометричному молярному співвідношенні до Baba, Т.; Itow, M. International Journal of Chemical сірки й азоту в межах, приблизно, від 1:1 до 3:1, а Kinetics, 1991 Vol.23, pp.971-987] відомо, що при найкраще - в межах, приблизно, від 1:1 до 2:1, де температурах вище 90°С існує тенденція до використовується протонна кислота. небажаного термічного розкладання перекису Незмішуваною фазою в кращому варіанті є водню, що призводить до підвищення швидкості водний розчин, утворений шляхом змішування його використання. води, джерела оцтової кислоти і джерела перекису Після цього першу вуглеводневу фракцію водню, взятих у таких кількостях, щоб наявна приводять у контакт з розчинником, що містить кількість азотної кислоти лежала в межах, оцтову кислоту, в зоні екстрагування рідини приблизно, від 80%(мас.) до 99%(мас), краще - в рідиною, в результаті чого одержують фракцію межах, приблизно, від 95%(мас.) до 99%(мас.) від екстракту, що містить принаймні частину загальної маси незмішуваної фази. окислених сірковмісних і/або азотовмісних Реакцію проводять протягом часу, достатнього органічних сполук, що залишилися в першій для досягнення бажаного ступеню десульфурації і вуглеводневій фракції, і другу вуглеводневу денітрації. У кращому варіанті час перебування фракцію, що містить зменшену кількість окислених реагентів у зоні окислювання становить, і/або азотовмісних органічних сполук. Після цього приблизно, від 5 до 180 хвилин. другу вуглеводневу фракцію, в разі потреби, Автори даного винаходу вважають, що реакція відновлюють як моторне паливо або компонент окислювання викликає швидку реакцію органічної суміші моторного палива, або ж приводять у надкислоти з двовалентним атомом сірки в контакт з водою в другій зоні екстрагування рідини узгодженому, нерадикальному механізмі, в якому рідиною для видалення небажаної кількості атом кисню фактично віддається атому сірки. Як оцтової кислоти, наявної в другій вуглеводневій зазначалося вище, при наявності більшої кількості фракції. Після цього третю вуглеводневу фракцію, надкислоти сульфоксид далі перетворюється на підходящу для використання як моторне паливо сульфон, очевидно, за тим самим механізмом. або компонент суміші моторного палива, що має Подібним чином, можна очікувати, що атом азоту зменшену кількість оцтової кислоти, сірки й азоту, аміну окисляється за таким самим механізмом відбирають із другої зони екстрагування. гідропероксидними сполуками. У загальному випадку для застосування в Твердження того, що окислювання згідно з даному винаході незмішувану фазу, що даним винаходом у рідкій реакційній суміші використовується на стадії окислювання, включає у себе стадію, де атом кисню віддається утворюють шляхом змішування джерела перекису як від донора двовалентному атому сірки, зовсім водню, оцтової кислоти і води. не слід розуміти як те, що процес за даним Перекис водню додають у такій кількості, що винаходом дійсно відбувається шляхом такого стехіометричне молярне співвідношення перекису механізму реакції. водню до сірки й азоту лежить у межах, У цілях даного винаходу термін "окислювання" приблизно, від 1:1 до 3:1. Ця стехіометрія означає лише будь-який засіб, за допомогою якого визначається з припущенням того, що окислюється одна або більше сірковмісних стехіометричні співвідношення між перекисом органічних сполук і/або азотовмісних органічних водню і сульфідом, і між перекисом водню й сполук, тобто, наприклад, атом сірки сірковмісної азотом складають, відповідно, 2:1 і 1:1. У той час органічної молекули окислюється на сульфоксид як збільшення цих стехіометричних співвідношень і/або сульфон. може досягати дуже високого зменшення вмісту Шляхом приведення в контакт сировини з сірки, такі високі співвідношення також значно незмішуваною фазою відповідно до даного збільшують змінні витрати, оскільки перекис водню винаходу густо заміщені сульфіди окисляються на є дорогим промисловим реактивом. їхні відповідні сульфоксиди і сульфони зі 21 80594 22 зневажливо малим співокисленням моноядерних і менше 20млн.ч. азоту, після цього може ароматичних сполук, якщо таке взагалі має місце. відновлюватися у формі палива або компонента Висока селективність окисників, разом із малою паливної суміші. кількістю густозаміщених сульфідів у гідрованих Після цього може проводитися друга стадія фракціях робить даний винахід особливо екстрагування рідини рідиною доти, поки ефективним засобом глибокої десульфурації з розчинник залишається в продукті або другій мінімальними втратами корисного продукту. вуглеводневій фракції. Втрата корисного продукту в загальному випадку Друга стадія екстрагування водою передбачає відповідає кількості окислених густозаміщених приведення в контакт другої вуглеводневої фракції сульфідів. Оскільки кількість густозаміщених з водою з метою видалення бажаної кількості сульфідів, наявних у гідрованій сировині, є доволі оцтової кислоти, що залишається в другій малою, втрата корисного продукту є відповідно вуглеводневій фракції. також малою. Далі, під час стадії двофазного Третя вуглеводнева фракція, що має окислювання частина окислених і азотовмісних зменшену кількість оцтової кислоти, після цього сполук одночасно екстрагується в незмішувану піддається відновленню у формі палива або фазу, що містить перекис водню, оцтову кислоту і компонента паливної суміші. Кращий діапазон воду. робочих температур для другого екстрагування Реакція в зоні окислювання може проводитися рідини рідиною становить від 25 до 100°С, а в періодичному режимі або в безперервному кращий діапазон величин тиску - від 0 до 300фунтрежимі. Для цього може використовуватися сила/кв. дюйм. реакторний бак з мішалкою у випадку Значний виграш даний винахід дозволяє періодичного процесу або реакторний бак з отримати при застосуванні оцтової кислоти як в безперервним перемішуванням (CSTR: зоні окислювання, так і в зоні екстрагування. continuously stirred tank reactor) для безперервного У кращому варіанті здійснення винаходу це процесу. У CSTR-реакторі час перебування дозволяє спрямовувати як незмішувану фазу, реагентів у реакційній суміші співпадає з середнім відділену після стадії окислювання, так і фракцію часом перебування реагентів у реакторі. оцтовокислотного екстракту зі стадії екстрагування Після стадії окислювання дві незмішувані рідини рідиною оцтовокислотного розчинника в фази розділяються в мішалці з відстійником або загальний сепаратор, такий наприклад, як іншому подібному пристрої декантування методом дистиляційна колона, де оцтова кислота і гравітаційного розділяння фаз. При цьому надлишок води відділяються від висококиплячих органічна фаза, перша вуглеводнева фракція, в сірковмісних і/або азотовмісних органічних сполук. кращому варіанті має зменшений уміст сірки в Після цього відновлена оцтова кислота може межах від 10 до 70% від умісту сірки в сировині. спрямовуватися на циркуляцію в зону Після цього першу вуглеводневу фракцію, більш окислювання і зону екстрагування рідини рідиною. легку фазу, подають у зону екстрагування рідини При цьому частина відновленої оцтової кислоти рідиною. може повертатися назад, у зону окислювання, або, Екстрагування рідини рідиною проводять за в разі потреби - у підживлювальний бак. Перекис допомогою розчинника, що містить оцтову кислоту водню, вода і, в разі потреби, протонна кислота і воду. Було знайдено, що в тому випадку, коли перед рециркуляцією в зону окислювання розчинник містить менше води, ефективність додаються так, щоб зона окислювання могла видалення сірки збільшується, але це може працювати у відповідністю з даним винаходом. призводити до надмірного екстрагування першої Далі, інша порція оцтової кислоти може вуглеводневої фракції. У кращому варіанті для спрямовуватися на рециркуляцію в першу зону запобігання надмірному екстрагуванню і при цьому екстрагування рідини рідиною з кількістю води, забезпечення екстрагування бажаної кількості відрегульованою перед рециркуляцією в зону сірковмісних і/або азотовмісних сполук розчинник окислювання у відповідністю з даним винаходом. містить, приблизно, від 70%(мас.) до 92%(мас), Нижче з метою подальшого роз'яснення суті і краще - від 85%(мас.) до 92%(мас.) оцтової переваг даного винаходу розглянуто деякі кислоти, зрівноваженої водою. Цей розчинник приклади його практичного здійснення з екстрагує окислені сірковмісні і/або азотовмісні посиланнями на додані фігури креслення. сполуки із першої вуглеводневої фракції, в Докладний опис схеми на Фіг 1 результаті чого утворюється друга вуглеводнева Один із варіантів здійснення даного винаходу фракція, що містить меншу кількість окислених схематично відображений на Фіг.1. сірковмісних і/або азотовмісних органічних сполук. Дизельна сировина (1), що містить сірковмісні Екстрагування рідини рідиною може проводитися і/або азотовмісні органічні домішки, спрямовується будь-яким методом, відомим у даній галузі, в реактор (2) зони окислювання. У реактор зони включаючи застосування екстрагування у окислювання по трубопроводу (3) постачається протипотоку, перехресному потоку або сумісному потік, що містить оцтову кислоту, перекис водню і потоку. Кращий інтервал температур воду. Реакційна суміш по трубопроводу (4) екстрагування лежить у межах, приблизно, від 25 постачається в сепаратор-відстійник (5). до 200°С, а кращий інтервал величин тиску - в Сепаратор (5) служить для відділяння першої межах від 0 до 300фунт-сила/кв.дюйм. Отримана в проміжної вуглеводневої фракції, що має результаті друга вуглеводнева фракція, що зменшений уміст сірковмісних і/або азотовмісних містить менше 50млн.ч. сірки і менше 50млн.ч. органічних домішок. Трубопровід (7) азоту, а в кращому варіанті - менше 20млн.ч. сірки використовується для видалення незмішуваної 23 80594 24 фази водного розчину оцтової кислоти, що містить окислені сполуки сірки і/або азоту. Було проведено декілька експериментів Перша проміжна вуглеводнева фракція здійснення запропонованого процесу в видаляється із сепаратора по трубопроводу (6) і періодичному режимі. Дизельна сировина мала приводиться в контакт з водним розчином оцтової склад, наведений у Табл.І. кислоти в зоні (8) екстрагування рідини рідиною. В усіх експериментах завантажувані кількості Оцтова кислота, що подається у блок перекису водню, оцтової кислоти, води і дизельної екстрагування рідини рідиною по трубопроводу сировини були постійними. Використовуваний (11), служить для екстрагування залишкових реактор являв собою круглодонну колбу з окислених сполук сірки і/або азоту із першої мішалкою верхнього погону, зворотним проміжної вуглеводневої фракції. Після цього холодильником, входом і виходом азоту, друга проміжна вуглеводнева фракція, що має нагрівною сорочкою, і завантажувався 300г зменшену кількість окисленої сірки і/або дизельної сировини (345млн.ч. сірки, 112млн.ч. окисленого азоту, видаляється із зони азоту), 300г льодяної оцтової кислоти, 1,01г 30% екстрагування по трубопроводу (9) і подається в водного розчину перекису водню і 25,5г зону (12) промивання водою, де залишки оцтової дистильованої і деіонізованої (д/д) води. Реакційну кислоти видаляються, а продукт спрямовується в суміш ретельно перемішували і починали трубопровід (13). нагрівати. У колбу подавали азот, що обдував Трубопровід (10) служить для постачання поверхню суміші, попереджаючи вбудовування в фракції екстракту із зони екстрагування в колону неї кисню і, таким чином, розкладання пероксиду. (14) відновлення розчинника, де окислені сполуки Коли температура реакційної суміші досягала сірки і/або азоту відділяються від водного розчину потрібного рівня, суміш перемішували при цій оцтової кислоти. Трубопровід (7) служить для температурі протягом заданого часу проходження постачання фракції водного розчину оцтової реакції. По закінченні періоду окислювання кислоти із сепаратора-відстійника в колону дизельний продукт охолоджували і декантували. відновлення розчинника. Трубопровід (19) служить Далі від нього відбирали зразки для аналізу на для перепускання свіжого перекису водню і води в вміст сірки й азоту. Дизельний шар екстрагували зону окислювання, а трубопровід (18) - для трьома порціями 85% водного розчину оцтової постачання свіжої додаткової оцтової кислоти в кислоти (дизель:розчинник=2:1). Після цих даний процес. операцій екстрагування дизельний шар піддавали Приклад 1 трьом стадіям екстрагування водою (при масовому співвідношенні дизельного продукту до води 1:1). Таблиця І Далі дизельний продукт аналізували на вміст у ньому S і N. Фізичні властивості дизельної сировини Умови реакції, десульфурації, денітрації і матеріальний баланс підсумовані в Табл.II-V. Результати десульфурації і денітрації подані Елементний аналіз окремо по стадіях після окислення і після Вуглець, %(мас.) 86,84 екстрагування. Перші з них відповідають Водень, %(мас.) 12,54 результатам десульфурації і денітрації після стадії Кисень, %(мас.) 0,15 окислення, а останні - результатам після стадії Сірка, млн.ч. 345 екстрагування рідини рідиною. Азот, млн.ч. 112 Густина, град. АРІ 32,50 Питома вага, 0,8628 Теплота згоряння (Брит. тепл. 19424 Окислення при 50°С протягом 60 хв одиниць/фунт) Тип вуглеводнів %(мас.) Дослід 1 2 3 Насичені 61,0 Кислотний каталізатор Немає Мурашина Моноароматичні 33,7 Завантаження каталізатора %(мас.) 0,00 1,0 2, Діароматичні 5,1 Зниження від сировини, % Триароматичні 0,2 Сірка після окислення 25,2 43,5 40 Дистиляція D86, % °F Сірка після екстрагування 24,6 46,7 45, Початкова точка кипіння 339,3 Азот після окислення 53,6 56,3 57, 5,0 393,3 Азот після екстрагування 76,8 78,6 78, 10,0 412,5 Матеріальний баланс, % 20,0 438,2 30,0 461,7 Дизельна суміш після окислення 107,2 105,7 105 40,0 482,6 Водний розчин НОАс після окислення 82,7 86,1 81, 50,0 501,2 Перше екстрагування 85% НОАс 108,7 108,4 107 60,0 522,5 Друге екстрагування 85% НОАс 102,2 102,2 103 70,0 544,6 Третє екстрагування 85% НОАс 117,0 102,0 101 80,0 570,5 Перше екстрагування водою 105,9 106,3 105 90,0 608,9 Друге екстрагування водою 100,1 99,4 100 95,0 645,8 Третє екстрагування водою 100,3 100,3 100 Кінцева точка кипіння 658,5 Дизельний продукт після екстрагування 85,1 83,6 93, 25 80594 26 Третє екстрагування 85% НОАс Таблиця III Перше екстрагування водою Друге екстрагування водою Окислювання при 50°С протягомекстрагування водою Третє 120 хвилин Дизельний продукт після екстрагування Дослід 8 9 10 11 12 13 14 Кислотний каталізатор Немає Наведені в кислота Мурашина таблицях вище дані дозволяють Фосфорна кислота результатів Завантаження кислотного каталізатора, %(мас.) 0,00 провести безпосереднє порівняння2,5 1,0 2,5 5,0 1,0 5,0 десульфурації і денітрації завдяки відсутності Зниження від сировини, % Сірка після окислення 29,6 добавок кислоти і того, що мурашина кислота і 42,3 46,1 52,8 38,6 41,2 55,4 кислота зону Сірка після екстрагування 42,0 фосфорна 48,7 44,6 55,7 добавлялися 42,6 42,0 в 62,0 інших 52,7 Азот після окислення 25,9 окислювання за ідентичних 53,6 умов. У Табл.II 56,3 57,1 55,4 48,2 декількох групах умов Азот після екстрагування 59,8 наведені дані, принаймні, по76,8 76,8 78,6 77,7 76,8 72,3 окислювання при 50°С протягом 60 хвилин. Навіть Матеріальний баланс, % умовах наявність дуже малої Дизельний продукт після окислення 106,7у цих, дуже м'яких,105,3 108,2 105,2 106,3 106,2 105,9 кислотного каталізатора сприятливо Водний розчин НОАс після окислення 73,7 концентрації81,0 82,2 74,6 81,4 81,5 80,3 на запропонованому Перше екстрагування 85% НОАс 108,7відбилося 109,3 107,9 105,0 106,9 процесі. 108,7 105,7 добавлення 5%(мас.) фосфорної Друге екстрагування 85% НОАс 102,2Наприклад, 102,8 102,4 103,8 102,0 103,0 103,0 ступінь 99,8 десульфурації101,0 після Третє екстрагування 85% НОАс 101,6кислоти збільшило102,2 102,4 102,4 101,6 екстрагування від 25% (дослід 1) до 50% (дослід Перше екстрагування водою 104,9 105,1 104,9 105,4 105,1 105,1 105,3 Друге екстрагування водою 100,37). 97,3 100,7 99,9 100,3 100,4 100,5 У Табл.IV наведені дані ряду 100,1 Третє екстрагування водою 0,00 100,7 100,0 96,8 100,0 експериментів, 99,7 ідентичних описаним у Табл.II, за винятком того, дані Дизельний продукт після екстрагування 83,1 84,0 85,4 84,3 84,7 що 83,1 відсутні тут температура окислювання була підвищена від 50 до 80°С. У цих умовах ступінь десульфурації трохи зріс. Добавлення Таблиця IV кислотного каталізатора підвищило рівень денітрації порівняно зхвилин дослідом 15, де кислотний каталізатор Окислювання при 80°С протягом 60 не використовувався. В цілому рівень денітрації при температурі 80°С не був набагато вищим, ніж Дослід 15 16 17 18 19 20 21 при температурі 50°С по закінченню 60 хвилин. Кислотний каталізатор Немає Мурашина кислота Фосфорна кислота Порівняння даних у Табл.II і Табл.IV ясно Завантаження кислотного каталізатора, %(мас.) 0,00 вказує на 2,5 що підвищення 2,5 1,0 5,0 1,0 5,0 те, температури Зниження від сировини, % дозволяє збільшувати ступінь десульфурації. Сірка після окислення 41,7 Цілком очевидно, що добавки більш, ніж 1%(мас.) 56,5 58,6 62,3 51,3 56,8 52,2 Сірка після екстрагування 42,0 кислотного 62,9 63,8 66,4 66,4 незначно 71,3 каталізатора 67,5 лише Азот після окислення 22,3 поліпшують 55,4 51,8 57,1 при46,4 57,1 55,4 результати обох температурних Азот після екстрагування 59,8 рівнях. Обидва 76,8 75,9 76,8 77,7 кислотні75,0 каталізатори 75,9 при Матеріальний баланс, % температурах 50 і 80°С дали практично однакові Дизельний продукт після окислення 106,5результати.105,5 104,3 104,4 105,3 106,4 105,4 Водний розчин НОАс після окислення 74,4 62,1 77,2 78,5 73,8 77,1 77,62 Із порівняння Табл. II і III, де температура була Перше екстрагування 85% НОАс 111,1фіксованою110,3рівні 50°С,107,9 107,3 107,1 110,9 107,4 на а тривалість реакції Друге екстрагування 85% НОАс 103,0збільшувалася від 102,2 до101,2 хвилин, 103,2 102,8 102,6 60 120 102,8 можна Третє екстрагування 85% НОАс 102,2бачити, що 102,0 101,4 100,8 вносить значних 101,8 тривалість реакції не 101,4 101,2 Перше екстрагування водою 104,9змін щодо десульфурації при цій температурі, за 105,1 104,7 105,1 105,5 105,5 105,7 Друге екстрагування водою 99,6 винятком 100,0 99,9 100,1 99,7 тих 99,8 експериментів, 100,5 де Третє екстрагування водою 100,8використовувалися 99,9 101,3 100,3 5% 100,4 100,2 100,2 добавки кислотного Дизельний продукт після екстрагування 82,6 каталізатора і спостерігалися більш високі83,8 81,8 82,3 84,4 83,9 83,5 рівні десульфурації. Проте, збільшення тривалості Таблиця V реакції до 120 хвилин дозволило без кислотного каталізатора отримувати результати, еквівалентні Окислювання при 80°С протягом 120 хвилинпроцесах отриманим у із застосуванням кислотного каталізатора. Дослід 22 23 24 25 26 27 28 Порівняння даних у Табл. IV і V, де температура була фіксованою на рівні 80°С, а Кислотний каталізатор Немає Мурашина кислота Фосфорна кислота від Завантаження кислотного каталізатора, %(мас.) 0,00 тривалість реакції варіювала 1,0 60 до 120 хвилин, 1,0 2,5 5,0 2,5 5,0 виявляє більшу ефективність фосфорної кислоти Зниження від сировини, % 80°С і 60,0 тривалості 120 хвилин. Мурашина Сірка після окислення 55,4 при 58,8 57,4 54,5 58,3 62,6 виявила будь-яких переваг при цій Сірка після екстрагування 64,4 кислота не 66,4 64,6 62,9 70,4 67,5 73,3 реакції.54,5 При Азот після окислення 22,3 високій температурі і тривалості 53,6 56,3 57,1 53,6 56,3 Азот після екстрагування 63,4 меншій тривалості реакції оптимальні результати 76,8 76,8 74,1 76,8 75,9 75,9 також були отримані з кислотним каталізатором у Матеріальний баланс, % Дизельний продукт після окислення 106,1кількості 1%(мас). 103,2 102,8 104,2 106,1 104,4 104,8 Із порівняння даних денітрації,58,2 наведених у Водний розчин НОАс після окислення 70,2 70,1 89,6 62,9 67,2 72,9 і 80°С Перше екстрагування 85% НОАс 110,5Табл. II і IV, де температура становила 50 107,9 107,7 105,7 106,1 105,4 107,3 при103,0 102,6 101,6 хвилин, 102,0 бачити, тривалості реакції 60 102,0 можна 103,2 Друге екстрагування 85% НОАс 103,2 102,0 105,0 100,0 100,3 83,1 101,2 104,9 99,5 100,6 84,6 1 1 1 1 27 80594 28 що позитивний ефект каталізатор дозволяє Десульфурація, % 72 73 отримувати лише при температурі 80°С порівняно з контрольним дослідом. Коли ж температура Додавання 5%(мас.) фосфорної кислоти і залишалася на рівні 50°С при тривалості 60 зниження температури до 80°С дозволяє значно хвилин каталізатор не давав жодного ефекту. зменшити (на 45%) витрату перекису водню при Порівняння результатів денітрації, поданих у постійному рівні десульфурації. Табл. Ill і V, де тривалість реакції була фіксованою Приклад 3 і складала 120 хвилин, а температура варіювала У даному прикладі використовувалося те саме від 50 до 80°С, показує, що високий рівень дизельне паливо, що й у Прикладі 1. Умови денітрації досягався при температурі 80°С і процесу окислювання наведені в Табл.VII. тривалості 120 хвилин з добавкою 1%(мас.) фосфорної кислоти. Збільшення концентрації Таблиця VII кислоти викликало зменшення рівня денітрації. Матеріальний баланс в усіх дослідах показав, Умови процесу в дослідах що дизельний шар після окислення був незмінно з оптимізованим перекисом водню вищим 100%. Розбухання дизельного шару зумовлено, очевидно, поглинанням ним оцтової Параметр Потрібний рівень кислоти. Проте втрати оцтової кислоти в Протонна кислота Фосфорна дизельному шарі не є всіма втратами оцтової Концентрація кислоти, %(мас.) 1 кислоти внаслідок окислювання. Найбільш у сировині очевидно, що оцтова кислота і вода втрачалися Дизельна сировина, г 300 внаслідок ефекту видалення потоку азоту при Льодяна НОАс, г 300 температурі реакції. При цьому спостерігалося Дистильована і деіонізована 25,5 акумулювання безколірної рідини нижче за вода, г потоком від зворотного холодильника. Цілком Температура, °С, °F) 80,176 очевидно, що цей матеріал був позбавлений Час, хв. 120 водного розчину оцтової кислоти. Завантаження 30% Н2О2, г Змінне Баланс першого екстрагування 85% НОАс був найвищим порівняно з наступними другим і третім Методика проведення експерименту була експериментами екстрагування. Можна такою самою, що і в Прикладі 1. Досліджувався припустити, що більш високий баланс від першого діапазон молярних співвідношень перекису водню екстрагування був наслідком зворотного вище стехіометричного від 0 до 200% або від екстрагування оцтової кислоти від окислення із 1,010 до 3,030млн.ч. перекису водню в дизельній дизельного шару. Проте, зворотне екстрагування сировині. Для дослідження вкладів від кислотного не було цілком ефективним, оскільки перше каталізатора проводилися також досліди без екстрагування д/д водою мало більший баланс у застосування кислотного каталізатора з метою групі дослідів з екстрагування водою. Цей високий безпосереднього порівняння. баланс зумовлений видаленням оцтової кислоти. Для дослідження впливу концентрації води на Наступні стадії екстрагування водою давали стадії екстрагування проводилося також матеріальний баланс, що повертався майже на екстрагування однакового продукту трьома 100% рівень. У цілому баланс дизельного різними водними розчинами оцтової кислоти з продукту був чудовим; у середньому концентраціями останньої 75%, 85% і 95%. Після відновлювалося 85%(мас.) дизельної сировини. екстрагування водним розчином оцтової кислоти Решта дизельного матеріалу, очевидно, дизельний шар екстрагували трьома порціями екстрагувалася розчинниками і могла б дистильованої і деіонізованої води. відновлюватися за допомогою відповідних засобів. У Табл.VIII підсумовані результати стадії Приклад 2 окислювання і стадії екстрагування при Нижче в Табл.VI дано порівняння дослідів 28 і окислюванні як з фосфорнокислотним 29, проведених у Прикладі 1. При цьому дослід 29 каталізатором, так і без каталізатора, дизельної був проведений за більш високої температури сировини при зростаючій кількості пероксиду окислювання 100°С без застосування кислотного водню. каталізатора. Таблиця VI Дослід Каталізатор 28 5%(мас.) Відсутній Н3РО4 Результати десульфурації в різних умовах кислотного каталіз 29 Концентрація Н2О2 у дизельній 1,463 1,010 суміші, млн.ч. Температура, °С 100 80 Тривалість реакції, хв. 120 Вміст S після окислення млн.ч. 127 129 Вміст S після екстрагування 96 92 млн.ч. Дослід 1 2 030 080 Немає Є 1Х 1,010 Кислотний каталізатор Н2О2/S+N Н2О2 у дизельній суміші, млн.ч. Зниження від сировини, % Вміст сірки після окислення 55,4 (Стадія-1) Вміст сірки після екстрагування 64,4 3 4 103 091 Немає Є 1,5Х 1,515 5 106 Нема 2 54,5 58,8 66,7 62,6 70,4 71,0 84,4 80,3 29 (Стадія-2) Вміст азоту після окислення (Стадія-1) Вміст азоту після екстрагування (Стадія-2) Матеріальний баланс, % Дизельна суміш після окислення Вода, НОАс після окислення Перше екстр. 85% НОАс Друге екстр. 85% НОАс Третє екстр. 85% НОАс Перше екстр. водою Друге екстр. водою Третє екстр. водою Остаточний баланс дизельного продукту, % 80594 30 концентраціях сірки після стадії окислювання і після стадії екстрагування суттєво зростає разом зі 22,3 56,3 56,3 58,0 53,6 62,5 58,9 65,2 65,2 69,6 збільшенням кількості завантажуваного перекису водню. Величина цієї різниці подана у формі 63,4 76,8 78,6 80,4 53,6 81,3 80,4 83,0 82,1 85,7 кривої, накладеної на ці гістограми. На Фіг. 4 і 5 можна бачити що дизельний залишається хорошим розчинником для 106 102 105 продукт 105 106 105 105 105 105 105 70,2 67 73,2 окислених сполук сірки. У відповідності з графіком 75,7 65 79,2 70,7 77,1 89 79,0 продукт стадії окислювання, що містив 111 105 108 на Фіг.4 111 112 108 107 113 107 111 сірки, 103 103 102 103 98млн.ч. 102 найнижчий рівень сірки, не показав 105 103 104 103 103 сірки після екстрагування. 102 101 102 найнижчої концентрації102 102 101 102 101 102 103 можна спостерігати збільшення 106 рівня 105 105 106 На Фіг.6106 106 106 106 104 105 збільшенням концентрації 100 100 99 денітрації, зумовлене 99,5 99,1 99,2 100 99 98,2 100 100,3 100 100 перекису водню і додаванням каталізатора. В 102 99,1 101 99,5 101 99,8 99,4 дослідах з кислотним каталізатором і без нього 83,1 84,3 85,1 перші показали кращі84,1 81,2 з видалення 80,0 83,8 84,2 результати 84,4 81,3 азоту. Приклад 4 Дослідження продукту після стадії У відповідності з методикою, описаною в окислювання показали, що концентрація в ньому Прикладі 1, була приготована велика кількість сірки є майже однаковою як з кислотним продуктів окислення при застосування лише каталізатором, так і без нього, при постійній однократної кількості перекису водню (1010млн.ч.) кількості перекису водню. При цьому в обох групах в дизельній сировині. Концентрація води при дослідів спостерігалася тенденція до зниження екстрагуванні рідини рідиною була різною. загальної концентрації сірки зі зростанням Матеріал для екстрагування містив 135млн.ч. і концентрації перекису водню. Проте аналіз сірки 55млн.ч. азоту. не виявив різниці між окисленими і неокисленими Аліквоту (100г) цього матеріалу екстрагували сполуками сірки, розчиненими в дизельному шарі. трьома 50г порціями 95%, 85% і 75% водного За винятком дослідів 1 і 2, те ж саме можна розчину оцтової кислоти. Після цих стадій сказати і стосовно сполук азоту після окислення. екстрагування дизельну фракцію піддавали На Фіг.2 показаний графік зміни залишкової екстрагуванню трьома 50г порціями дистильованої концентрації сірки в дизельному продукті після і деіонізованої води для видалення залишків каталізованого і некаталізованого окислювання. оцтової кислоти. Отримані результати підсумовані Тут спостерігається суттєва різниця між двома нижче, в Табл.IX. кривими, де верхня крива відповідає серії дослідів без каталізатора. Зі зростанням кількості перекису водню різниця в ступеню десульфурації між каталізованим і некаталізованим кислотою Варіювання концентрацією води при екстрагуванн окислюванням починає зменшуватися. У жодному в процесі окисної десульфурації дизельної суміші при використа з дослідів продукт стадії окислювання не містив стехіометричної кількості перекису водню, 12 сірки менше, ніж 95млн.ч. Після послідовних екстрагувань 85% водним Дослід 1 розчином оцтової кислоти і д/д водою Результати окислювання спостерігається більше зниження концентрацій Сірка, млн.ч. сірки й азоту. У загальному випадку Азот, млн.ч. спостерігається більш стрімке зниження Водний розчин оцтової кислоти, %(мас.) 95 концентрації сірки при збільшенні завантаження перекису водню. На Фіг.3 показаний графік зміни Результати екстрагування із дизельної суміші концентрації сірки в продукті стадії екстрагування. Сірка, млн.ч. 92 На Фіг.3 також спостерігається різниця між Азот, млн.ч. 12 групами дослідів, проведених з каталізатором і без Зменшення відносно сировини каталізатора. Крива результатів, отриманих з Сірка, млн.ч. 73,3 кислотним каталізатором, демонструє більш різке Азот, млн.ч. 89,3 зниження концентрації сірки, але з наближенням Матеріальний баланс, % до 20млн.ч. (94% зниження сірки) концентрація НОАс-1 *103 сірки починає вирівнюватися при трикратному НОАс-2 110 перевищенні кількості перекису водню над НОАс-3 109 стехіометричним співвідношенням. Отже, при Вода-1 108 трикратному збільшенні перекису водню в умовах Вода-2 99 окислювання без каталізатора продукт містив Вода-3 103 29млн.ч. сірки, що відповідає 92% зниженню Остаточний баланс дизельного продукту, % 71,5 вмісту сірки. Також показана різниця між концентраціями *Недостатня стабілізація шару оцтової кислоти сірки в продуктах стадії окислювання і стадії екстрагування в серії дослідів з кислотним У загальному випадку 95% водний розчин каталізатором (Фіг.4) і в серії дослідів без оцтової кислоти давав найвищий ступінь кислотного каталізатора (Фіг.5). Різниця в 31 80594 десульфурації, але не набагато вище, ніж 85% і 75% розчини. Погіршення в очищенні 95% розчином оцтової кислоти було викликане надмірним екстрагуванням. Друга і третя стадії екстрагуваня 95% розчином оцтової кислоти давали вищий матеріальний баланс, ніж друга і третя стадії екстрагування 85% і 75% її розчинами. Більш високий матеріальний баланс у цьому випадку був зумовлений, очевидно, надмірним екстрагуванням дизельної сировини, що викликало розбухання оцтовокислотної фракції. Перша стадія екстрагування 95% розчином оцтової кислоти давала надзвичайно низький для першого екстрагування матеріальний баланс внаслідок недостатньої стабілізації оцтовокислотного шару і, отже, велику кількість залишкової оцтової кислоти в дизельній суміші. Слід зауважити, що друга і третя стадії екстрагування давали дуже високий матеріальний баланс. Із наведеної вище таблиці можна також бачити, що збільшення концентрації води в розчиннику знижувало рівень видалення сірки, але залишало за собою також більше дизельного продукту. Значну роль у цьому відіграють процеси взаємообміну. Найвищий матеріальний баланс при екстрагуванні водою мав місце при екстрагуванні 95% оцтовою кислотою. Ці результати вказують на значне зворотне екстрагування залишків оцтової кислоти в дизельному продукті. 32 33 80594 34
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for components preparation for production of motor fuels by mixing
Автори англійськоюKruse Larry W., Huff George A., Muskett Michael
Назва патенту російськоюПроцесс получения компонентов для изготовления моторных топлив смешиванием
Автори російськоюКруз Лари В., Хафф Джордж А., Маскетт Майкл
МПК / Мітки
МПК: C10G 27/00, C10G 21/00, C10G 53/00, C10G 67/00
Мітки: процес, палив, компонентів, виготовлення, змішуванням, одержання, моторних
Код посилання
<a href="https://ua.patents.su/17-80594-proces-oderzhannya-komponentiv-dlya-vigotovlennya-motornikh-paliv-zmishuvannyam.html" target="_blank" rel="follow" title="База патентів України">Процес одержання компонентів для виготовлення моторних палив змішуванням</a>
Спосіб одержання екологічної кисневмісної добавки до рідких моторних палив
Номер патенту: 78572
Опубліковано: 10.04.2007
Автори: Сургай Віталій Григорович, Семенов Володимир Григорович, Кириченко Анатолій Семенович, Корольов Володимир Георгійович, Баліцький Іван Петрович, Клішин Олексій Миколайович, Калашніков Микола Олександрович
МПК: C07C 27/00, B01J 19/10, C10L 1/18, C07C 29/48
Мітки: моторних, палив, добавки, спосіб, одержання, кисневмісної, екологічної, рідких
Формула / Реферат:
Спосіб одержання екологічної кисневмісної добавки до рідких моторних палив, що включає анаеробний розклад рідкого гною та утворення колоїдної масляної субстанції, який відрізняється тим, що додатково проводять аеробне насичення утвореної колоїдної масляної субстанції кисневмісним газом, відбирають рідку фракцію одержаної масляної субстанції, додають до неї поверхнево-активні і диспергуючої дії органічні солі лужних металів у кількості 0,8-1,2...
Спосіб одержання високооктанових моторних палив
Номер патенту: 61953
Опубліковано: 15.12.2003
Автори: Хоменко Геннадій Олександрович, Слесар Петро Федорович, Щербаков Петро Михайлович, Кириленко Василій Федорович, Скоблік Петро Іванович, Жмудь Валерій Федорович
МПК: C10L 1/16, C10L 10/08, C10L 1/185, C10L 1/18, C10L 10/14
Мітки: моторних, високооктанових, палив, одержання, спосіб
Формула / Реферат:
Спосіб виробництва високооктанових моторних палив шляхом прямої перегонки сировини, який відрізняється тим, що початкові складові – відходи спиртового виробництва (10-25 % об.) і суміш рідких вуглеводнів (75-90% об.), яка вміщує бензинову фракцію, завантажують безпосередньо в перегінний апарат у відповідному співвідношенні. Спосіб за п. 1, який відрізняється тим, що необхідну кількість відходів спиртового...
Спосіб одержання рідких моторних палив
Номер патенту: 27466
Опубліковано: 15.09.2000
Автори: Мисов Владіслав Міхайловіч, Стєпанов Віктор Георгієвіч, Йоне Казіміра Гавріловна, Єчєвскій Гєннадій Вікторовіч
МПК: C10G 11/00
Мітки: моторних, одержання, спосіб, рідких, палив
Текст:
...производствах, а также на газоразделительных и газокомпрессорных станциях, путем их переработки в автобензины и их высокооктановые компоненты. В настоящее время на предприятиях химического и топливно-энергетического комплекса ежегодно образуется до 20 млн. т различных органических смесей, для которых нет технологий их утилизации, в частности: спиртово-эфирные, спиртово-альдегадные азеотропные смеси производства спиртов, капролактама как...
Спосіб одержання антидимної присадки до моторних палив
Номер патенту: 37493
Опубліковано: 15.05.2001
Автори: Рязанцев Микола Карпович, Угрин Ярослава Антонівна, Дрич Микола Іванович, Пилат Ярослава Іванівна, Іваськевич Іван Васильович, Щербаненко Григорій Васильович, Гарун Ярослав Євстахійович, Мельничок Мирослав Йосипович, Сухар Марія Леонідівна, Гірняк Іван Степанович, Лабуза Ігор Володимирович, Ільницький Зеновій Михайлович
МПК: C10M 177/00, C10N 70/00, C10M 129/54
Мітки: спосіб, моторних, присадки, палив, антидимної, одержання
Формула / Реферат:
Спосіб одержання антидимної присадки до моторних палив, взаємодією технічних алкілсаліцилових кислот з гідроксидом барію в середовищі нафтової оливи при нагріванні з наступною відгонкою води і очисткою одержаного продукту від механічних домішок, який відрізняється тим, що процес проводять при температурі 170-220°С і мольному співвідношенні технічних алкілсаліцилових кислот до гідроксиду барію як 1:0,8-1,2.
Універсальна високооктанова добавка до моторних палив
Номер патенту: 11124
Опубліковано: 15.12.2005
Автор: Білька Сергій Миколайович
МПК: C10L 1/223, C10L 1/30, C10L 1/18
Мітки: універсальна, високооктанова, добавка, палив, моторних
Формула / Реферат:
1. Універсальна високооктанова добавка до моторних палив, що містить ароматичні аміни, антиоксидант, мийну присадку, металоорганічну сполуку, аліфатичні спирти та прості ефіри, яка відрізняється тим, що вона додатково містить розчинник та підсилювач дії металоорганічних сполук при наступному співвідношенні компонентів, мас. %: ароматичні аміни 0,001-50,0 антиоксидант 0,01-10,0...
Попередній патент: Пристрій для транспортування і очистки коренебульбоплодів
Наступний патент: Безколекторна електромашина
Випадковий патент: Патрон безгільзовий