Спосіб обробки композиційного матеріалу на основі заліза
Номер патенту: 93117
Опубліковано: 10.01.2011
Автори: Тігарєв Володимир Михайлович, Заболотний Олег Васильович, Чернієнко Василь Васильович
Формула / Реферат
Спосіб обробки композиційного матеріалу на основі заліза, який включає формування пористого каркаса з порошку заліза або блока зі сталевих голок та просочувального евтектичного сплаву з порошків заліза, бору і додатків легуючих компонентів, які одержують гідростатичним пресуванням під тиском 400-550 МПа, встановлення брикету на поверхню пористого каркаса, нагрівання до температури плавлення евтектичного сплаву, просочення ним пористого каркаса або голкового сталевого блока та рідинно-фазне спікання утворюваного композиційного матеріалу з наданням умов для перетворення його фаз, який відрізняється тим, що при спіканні композиційного матеріалу масу брикету просочувального сплаву задають на 3-5 % меншою від об'єму пор каркаса, щоб при кристалізації його лінійна усадка складала 1-2 % і сприяла зближенню порошкових частинок каркаса або сталевих голок у блоці при заповненні пор або каналів між голками просочувальним евтектичним сплавом при подальшому рідинно-фазному спіканні під об'ємно-капілярним тиском рідинного стану сплаву, у якому одночасно перетворюють початкову боридну фазу Fe2B у боридну фазу (Fe, Ме)2В, шляхом зміни хімічного зв'язку між її атомами за рахунок надбання валентними електронами конфігурації інертного газу, для чого залучають до її складу легуючі компоненти з ds7 (Mn) та ds6 (Cr, Mo, W) - конфігураціями, за допомогою сукупності яких надають боридній фазі (Fe, Ме)2В інертного стану та здійснюють наступне перетворення у фазу (Fe, Ме)B частковим заміщенням атомів хрому і заліза атомами молібдену або вольфраму, завдяки тому, що вони мають більший евтектичний заряд атомів, а потім використовують придбану фазою (Fe, Ме)2В властивість інертності і відтискують боридну фазу (Fe, Ме)B всередину простору поміж ланками початкової фази.
Текст
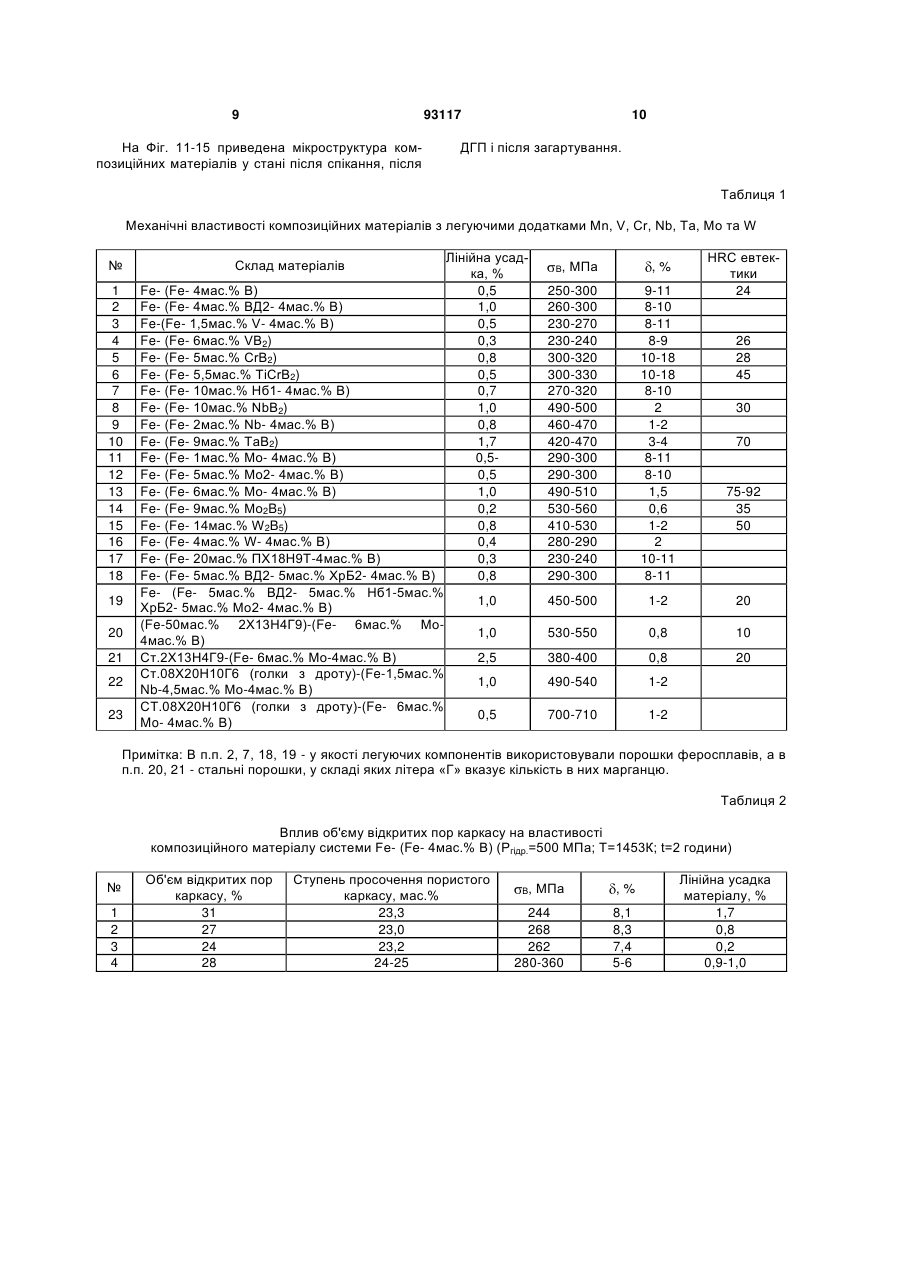
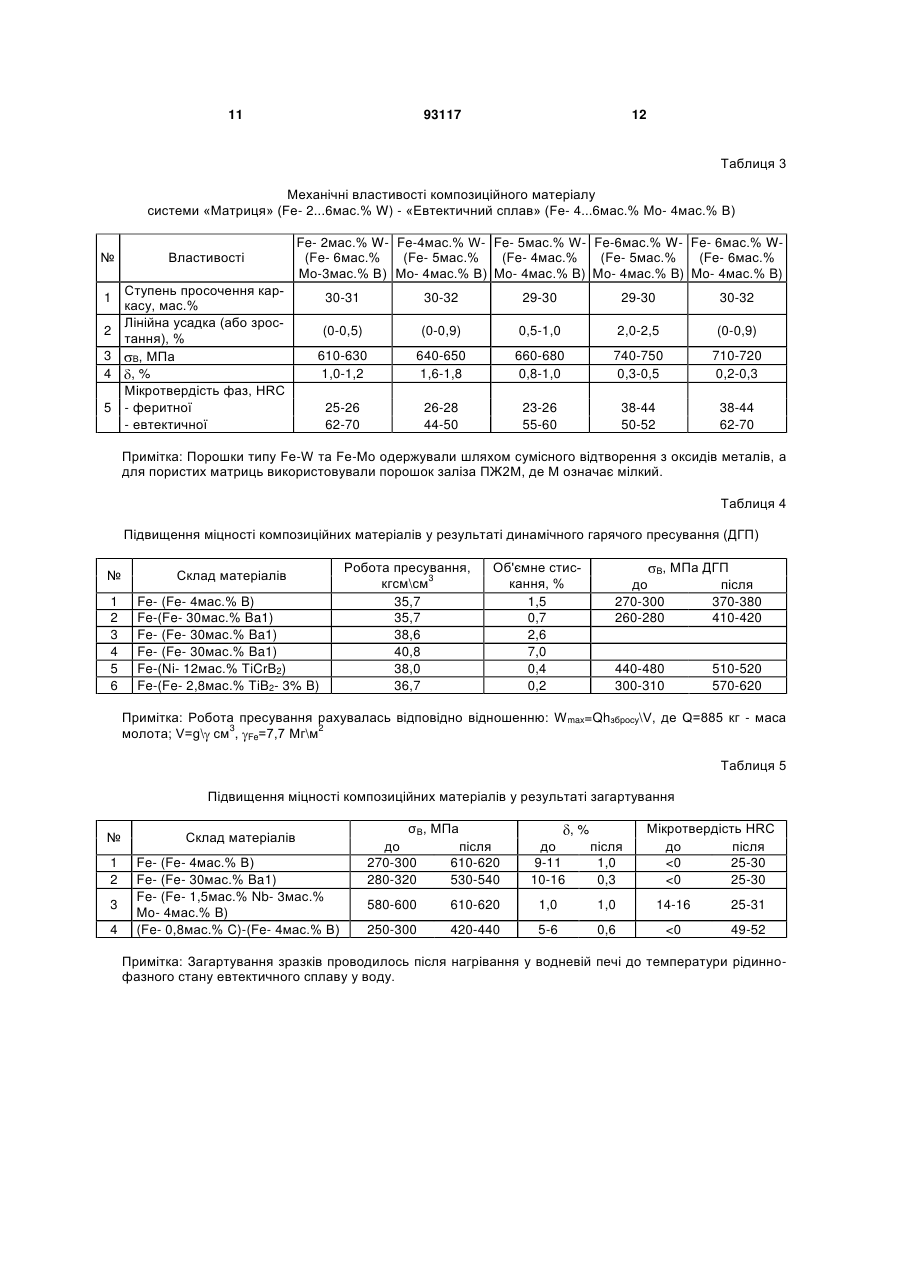
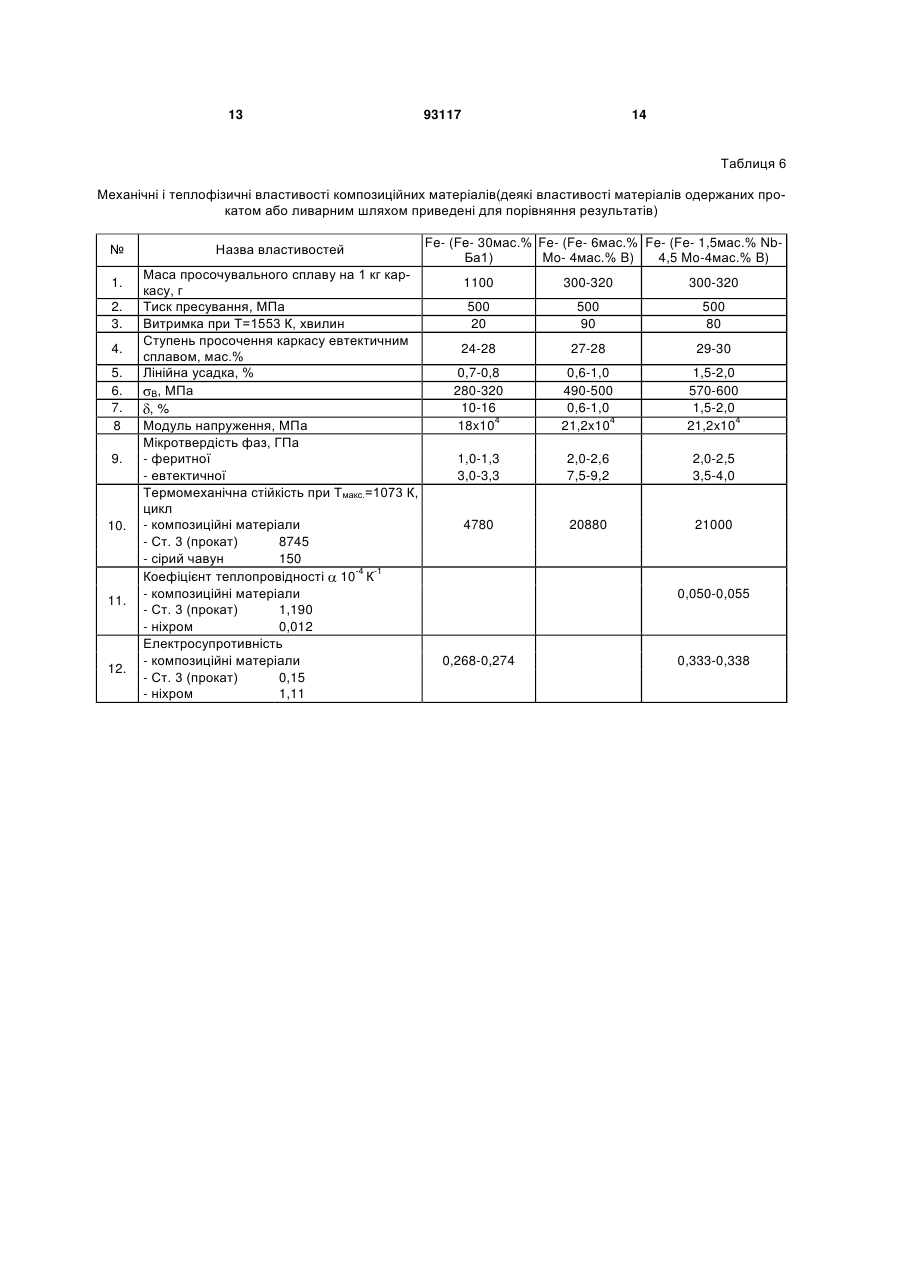
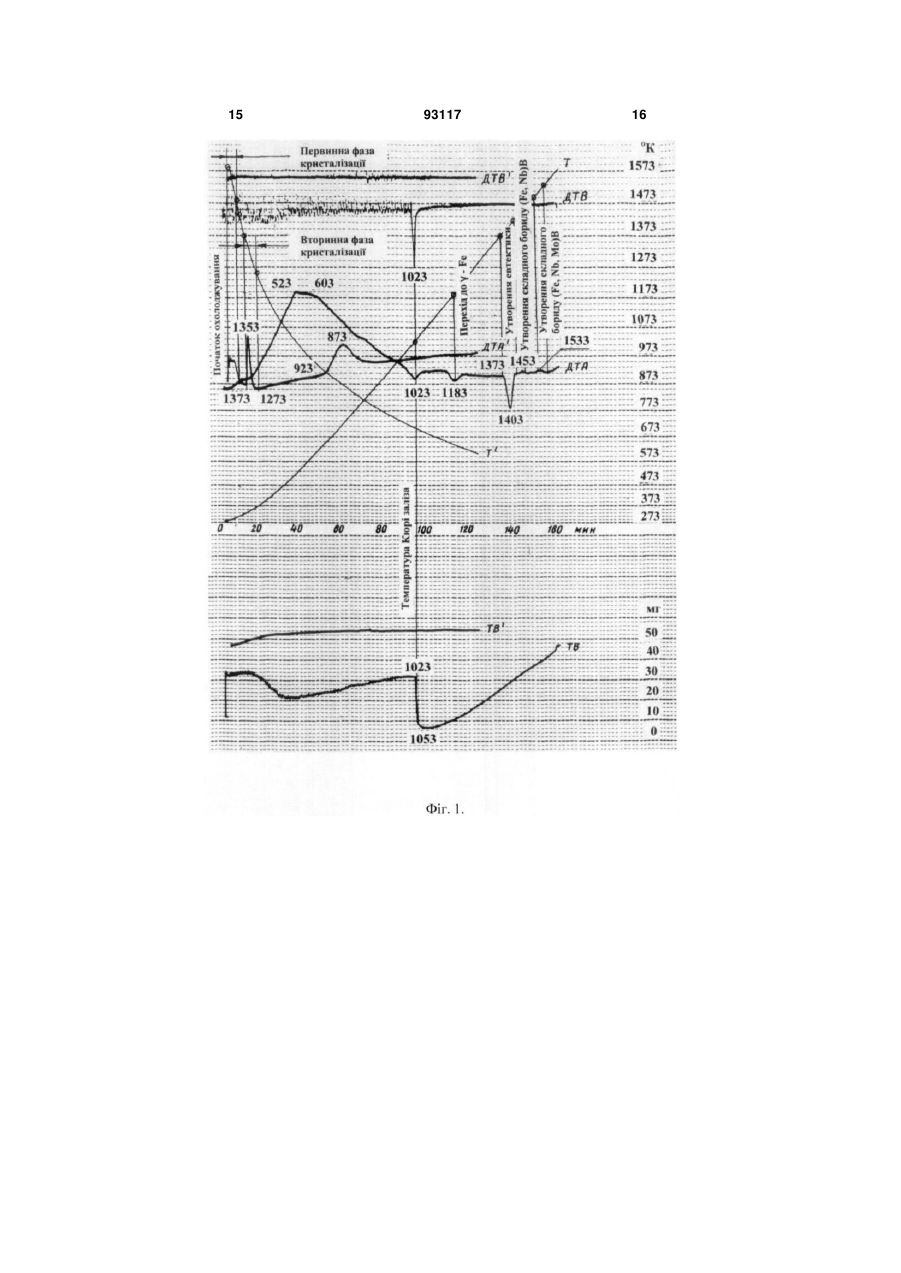
Спосіб обробки композиційного матеріалу на основі заліза, який включає формування пористого каркаса з порошку заліза або блока зі сталевих голок та просочувального евтектичного сплаву з порошків заліза, бору і додатків легуючих компонентів, які одержують гідростатичним пресуванням під тиском 400-550 МПа, встановлення брикету на поверхню пористого каркаса, нагрівання до температури плавлення евтектичного сплаву, просочення ним пористого каркаса або голкового стале C2 2 (19) 1 3 - при підвищенні кількості бору у матриці до 3мас.% зменшується міцність композиційного матеріалу у два рази; - утворення двох типів боридів досягається за рахунок додаткового підвищення кількості бору у матриці до 6-7мас.%, що приводить до більшої вартості матеріалу (у 2,5 рази); - не забезпечується утворення складних боридів типу (Fe, Me)B у зв'язку з недостатньою витривалістю при рідинно-фазнім спіканні у продовж 1215 хвилин; - не вказані фізико-хімічні ознаки підвищення міцності композиційних матеріалів на основі заліза; - не вказані складові міцності, які треба удосконалити, щоб досягти більш вагомих результатів. Відомий також спосіб борування (Деклараційний патент на винахід № 30432 А Спосіб багатошарового об'ємного боргування / Чернієнко В.В., Граменицький В.А., Павлишко Ε.Γ. / - Бюл. 6- II від 15.11.2000), який прийнятий як найближчий аналог. Його суть полягає у тому, що процес борування пористої залізної матриці проводять за допомогою просочувального сплаву залізо-бор евтектичного складу з додатками легуючих компонентів і, завдяки цьому, рідинно-фазне спікання, утворення у рідинній фазі двох складних сполук (Fe, Ме)2В і (Fe, Me)B та їх виборне легування проводять при температурі 1523-1573 К протягом 60-90 хвилин у вакуумній печі під тиском Ρ=10-4 мм рт.ст., а кристалізацію рідинної фази у композиційному матеріалі здійснюють шляхом охолоджування разом з піччю протягом 90 хвилин. Але у цьому способові не визначені фактори, які впливають на підвищення міцності композиційних матеріалів. Не вказані конкретні легуючі компоненти, які треба застосувати, щоб досягти вказаної мети та одночасно підвищити енергетичний рівень боридних сполук, які входять до складу евтектичної фази цих матеріалів. Задачею винаходу являється розкриття механізму підвищення міцності композиційних матеріалів на основі заліза і бору, удосконалення складу боридних сполук та визначення легуючих компонентів, які при об'єднанні з атомами бору та заліза можуть придбати однакову для всіх атомів боридів конфігурацію інертного газу, або різні конфігурації з високими енергетичними рівнями атомів, що входять до боридних сполук. Треба також визначити можливості підвищення міцності композиційних матеріалів цього класу динамічним гарячим пресуванням та загартуванням. Поставлена задача досягається тим, що спосіб підвищення міцності композиційного матеріалу, який включає формування пористого каркасу з порошку заліза та брикету просочувального евтектичного сплаву з порошків заліза, бору і додатків легуючих компонентів гідростатичним пресуванням під тиском 400-550 МПа, встановлення брикету на поверхню пористого каркасу, нагрівання до температури плавлення евтектичного сплаву, просочення ним каркасу та рідинно-фазне спікання утворюваного композиційного матеріалу з наданням умов для підвищення його міцності, згідно з 93117 4 винаходом, відрізняється тим, що формування пористого каркасу композиційного матеріалу проводять гідростатичним пресуванням у вигляді циліндричного стержня під тиском 450-550 МПа, об'єм пор якого складає 24-31% та пресують брикет просочувального евтектичного сплаву з порошків заліза, бору і легуючих додатків Μn, V, Cr, Nb, Та, Мо або W під тиском 400 МПа, при цьому масу брикету задають на 3-5% меншою від об'єму пор каркасу, щоб лінійна усадка композиційного матеріалу у процесі послідуючої кристалізації складала 1-2% і, таким чином, сприяла зближенню порошкових частинок каркасу для надійного спікання, встановлюють брикет просочувального сплаву на поверхню пористого каркасу, просочують ним каркас та при подальшім рідинно-фазнім спіканні цього матеріалу упродовж 20 хвилин при температурі 1453-1553 К надають належні умови для хімічного зв'язку між боридними фазами (Fe, Me)2B і (Fe,Me)B з надбанням їх атомами однотипних або різнотипних конфігурацій валентних електронів і, за рахунок цього, змінюють міцність композиційного матеріалу, встановлюють сумісне корегування хімічного зв'язку, як між феритною і боридними фазами евтектики, так і між самими боридними фазами, які змішують між собою або розмежовують на окремі об'єми, покривають об'єкти борування прошарками боридної фази (Fe, Ме)2В, а боридну фазу (Fe, Me)B, яку утворюють шляхом часткового заміщення атомів заліза цієї фази вказаними вище легуючими компонентами, відтискують усередину простору між початковими фазами та утворюють необхідну кришталеву структуру композиційного матеріалу з урахуванням вибраної швидкості кристалізації, а композиційні матеріали, у складі яких присутні лише бор або фероборал, піддають динамічному гарячому пресуванню і, завдяки цьому, при ступені утискування матеріалу 1,5% підвищують міцність до 370-420 МПа, або підвищують їх міцність у два рази (від 260-300 до 530-620 МПа) шляхом загартування від температури рідинно-фазного спікання у воду чи масло або після нагріву до температури 1373-1453 Ку хлористобарієвій ванні у воду. Експериментально встановлено, що при застосуванні даного способу можна досягти підвищення міцності композиційних матеріалів на основі заліза. Результати дослідження приведені у таблицях 1-7 та за допомогою діаграм залежності міцності від об'єму відкритих пор, ступеню просочення пористого каркасу композиційного матеріалу та впливу кількості легуючих компонентів на механічні властивості (Фіг. 2-4, 7-10). Суть винаходу пояснюється приведеними дериватограмами, діаграмами залежності міцності від кількісних показників компонентів, які входять до складу композиційних матеріалів, графіками електронних конфігурацій боридних сполук евтектичних сплавів та їх мікроструктурою. Фіг. 1. Дериватограми (Т. TR, ДТВ, ДТА) композиційного матеріалу системи Fe- (Fe- 4мас.% Nb1- 6мас.% Мо2- 4мас.% B). Фіг. 2. Діаграма вибору маси просочувального сплаву у залежності від об'єму відкритих пор каркаса композиційного матеріалу. 5 Фіг. 3. Залежність міцності ( Β) і пластичності ( ) композиційних матеріалів від ступеню просочення і складу його легуючих компонентів: 1- Fe(Fe- 4мас.% В); 2- Fe- (Fe- 5мас.% ТiCrВ2); 3- Fe(Fe- 9мас.% ТаВ2); 4- Fe- (Fe- 8мас.% Мо2В5); Fe(Fe- 30мас.% Ба1); (Ргідр.=400 МПа, Твак=1553 К, t=2 години). Фіг. 4. Залежність лінійної усадки композиційних матеріалів від ступені просочення їх паристих каркасів (1) і подовження витримки (2): 1- Fe- (Fe4мас.% B); Fe- (Fe- 5мас.% TiCrB2); 3- Fe- (Fe9мас.% ТаВ2); 4- Fe- (Fe- 8мас.% Mo2B5); 5- (Fe30мас.% Ба1); (Ргідр.=400 МПа; T=1753 К; (1)- t=120 хвил, (2)- t1=15 хвил; t2=30 хвил; t3=60 хвил; t4=120 хвил). Фіг. 5. Електронна схема побудови боридних сполук евтектики типу (Fe, Me)2B і (Fe, Me)B з однотипними і різнотипними конфігураціями валентних електронів та прикладами мікроструктури зі змішаними і розмежованими боридними фазами. Фіг. 6. Схема побудови вічкової і електронної конфігурацій потрійного бориду (Fe, Μn, Μο)Β, у якім усі атоми набувають конфігурацію інертного газу. Фіг. 7. Діаграма залежності механічних властивостей Β і від кількості вмісту ніхрому у композиційнім матеріалі системи (Fe- 6...21мас.% ПХ18Н9Т)-(Fe- 4мас.% Mo- 1,5мас.% Nb- 4мас.% В). Фіг. 8. Діаграма залежності механічних властивостей Β і від кількості вмісту ніобію у композиційнім матеріалі системи (Fe- 6...21мас.% ПX18H9T)-(Fe-4мас.% Мо - 0...4мас.% Nb- 4мас.% В). Фіг. 9. Діаграма залежності механічних властивостей Β і від кількості вмісту молібдену у композиційнім матеріалі системи Fe- (Fe0...9мас.% Мо- 4% В). Фіг. 10. Діаграма залежності абсолютного подовження композиційного матеріалу від сили навантаження на них: 1- Fe- (Fe- 4мас.% В); 2- Fe(Fe- 8мас.% W-4мас.% В); 3- Fe- (Fe- 3,5мас.% Mo4мас.%); 4,5- Fe- (Fe-1,5мас.% Nb- 4,5мас.% Mo4мас.% B); 6- Fe- (Ni - 12мас.% TiCrB2); 7- Fe- (Fe2мас.% ВД2- 2мас.% Нб1- 3мас.% ХрБ2- 3мас.% Мо2- 4мас.% В). Фіг. 11. Мікроструктура композиційного матеріалу системи Fe- (Fe- 4мас.% В): 1- у світлових променях (х320); 2- в електроннім висвітленні (х13300) зі збільшенням фото на 200%; Фіг. 12. Мікроструктура композиційного матеріалу системи Fe- (Fe- 5мас.% CrB2) 1- у світлових променях (х320); 2- в електроннім освітленні (х13300) зі збільшенням фото на 200%. Фіг. 13. Мікроструктура композиційного матеріалу системи: Сталь 08Х20Н10Г6 (голки із дроту) (Fe- 1,5мас.% Nb- 4,5мас.% Mo- 4мас.% В), де літера Γ - магній (6%): 1,2- у світлових променях (х500). Збільшення фото 150%. Фіг. 14 .Мікроструктура композиційного матеріалу системи (Fe- ПХ18Н9Т)-(Fe- 1,5мас.% Nb4,5мас.% Mo- 4мас.% В), де ПХ18Н9Т - порошок ніхрому: 1,2- у світлових променях (х500) до і після загартування. Збільшення фото - 150%. 93117 6 Фіг. 15. Мікроструктура композиційного матеріалу системи Fe- (Fe- 30мас.% Ба1): 1- після операції просочення; 2- після динамічного гарячого пресування; 3- після загартування; 1-3 -у світлових променях (х320). Залізний порошок марки ПЖ2М, який використовували для формування каркасу композиційного матеріалу (табл. 1), має завусинки. При пресуванні деякі із них відламуються, а решта залишається. У процесі взаємодії рідинної евтектичної фази з залізним каркасом (Фіг. 1) завусинки частково розчинаються в евтектичній фазі. Каркас після просочення евтектичним сплавом стягується разом з рідиною у єдине тіло. Експериментально встановлено (табл. 2 та Фіг. 2-4), що при лінійній усадці композиційного матеріалу 0,2-2,5% (0,7% - усадка порошку самого каркасу) стики між порошинками каркасу достатні для надійного спікання до цільної пористої матриці. Збереження цільності каркасу у процесі рідинно-фазного спікання являється першим вагомим показником міцності композиційного матеріалу. Окрім того, міцність даного типу матеріалів обумовлюється станом консолідації атомних вузлів їх кришталевої структури. Атомні вузли можуть зближатися, віддалятися або здвигатися, як між собою, так і між окремими фазами. До функціональних складових міцності, як складної властивості, відносяться складові пластичності, твердості та модулю напруження. Розтягування або зсув атомних вузлів кришталевої структури складає пластичну складову міцності. Для її підвищення, наприклад, при утворенні боридних сполук типу (Fe, Me)2B можна використати ванадій, або хром, які розчиняються у складі даного типу боридів без заміщення атомів заліза. Вони приєднуються до атому бору і перетворюють ці сполуки у подвійні типу (Fe, V)2B або потріні (Fe, V, Cr)2В бориди. При цьому ванадій приєднується до атому бору за допомогою донорно-акцепторного механізму, а хром за допомогою обмінного механізму (Фіг. 5). Відомо припущення (Григорович В.К. Электронное строение и термодинамика сплавов железа. - М.: Наука, 1970. - С. 244) про те, що при утворенні бориду Fe2B кожний атом бору захоплює на оболонку 2s2p2 один з валентних електронів заліза, який присутній у вигляді іонів Fe2+ з конфігурацією 3d6 за наслідком колективізації 4s2 - електронів. Чотири електрони бору, як в алмазі, утворюють чотири sp2 - орбіталі, які перекриваються з d - орбіталями сусідніх іонів заліза, тобто мають ковалентний зв'язок. Але, у даному випадку, у всіх боридних сполуках одна з орбіталей бору (Фіг. 5) залишається не збалансованою за числом валентних електронів. У зв'язку з цим при легуванні бориду Fe2B ванадієм з d5 - конфігурацією атомів неможливо змінити кількісну характеристику пластичної складової бориду і лише дає змогу не зменшувати її величину (табл. 1, п. 2-4) у зрівнянні з базовою системою (табл. 1, п. 1). При легуванні бориду хромом, який, крім d5, може мати також d6 - конфігурацію і, завдяки цьому, усі атоми в бориді згуртовуються навколо бору з конфігурацією інертного газу, пластична складо 7 ва бориду підвищується, що підтверджується експериментально (табл. 1, п. 5-6). Підвищення складової твердості стає можливим при застосуванні легуючих компонентів Nb, Та, Мо і W які мають більш стислу електронну структуру, чим залізо. Але є ще й інші засоби підвищення міцності. В данім способі розкриті механізми двох дуже простих шляхів підвищення міцності. Шлях перший. При розчиненні марганцю у бориді типу (Fe, Me)2B досягається підвищення енергетичного рівня цього бориду зі збалансуванням його атомів по числу валентних електронів на атом. Це стає можливим завдяки тому, що марганець (d5s2) по класифікації Полінга може мати ds6 - конфігурацію. Він при приєднанні до бору разом з хромом утворює ідентичну конфігурацію з двома атомами заліза без їх заміщення. Всі атоми бориду (Fe, Cr, Мn)2В набувають конфігурації інертного газу. Але при подальшім рідинно-фазнім спіканні (див. Фіг. 1) боридні сполуки типу (Fe, Nb, Mo)B, які будуються шляхом часткового заміщення у його складі одного з атомів заліза. При збалансуванні атомів легуючих компонентів навколо атомів бору у цьому бориді набувають стабільну d5 - конфігурацію (див. Фіг. 5). Утворення двох типів боридних сполук з різними електронними конфігураціями приводить до повного розмежування евтектики на окремі об'ємні прошарки боридного покриття. Боридна фаза (Fe, Cr, Mn)2B покриває поверхні дротяних голок у всьому об'ємі, а фаза (Fe, Nb, Mo)B створює окремі об'ємні прошарки у середній частині простору між дротяними голками. При створенні даного типу боридних сполук досягається висока міцність композиційного матеріалу, яка складає 490-540 МПа (табл. 1, п. 22). Однак, більш вагомим внеском цього шляху являється можливість відокремлення твердих фаз між собою на окремі об'єми. Шлях другий. При однотипних конфігураціях боридних сполук (Fe,Me)2B і (Fe,Me)B, коли вони мають, наприклад, конфігурацію інертного газу (див. Фіг. 5, зліва), криштали (Fe, Me)B утворюються у вигляді пластинчатих або гілчастих включень і розміщуються усередині об'ємів боридної фази (Fe, Me)2B. Міцність композиційного матеріалу з конфігураціями інертного газу обох типів боридів (Фіг. 6) підвищується до 700-710 МПа (табл. 1. п. 23). Обидва шляхи, крім підвищення міцності, дають можливість керування процесом утворення композиційних матеріалів з надбанням ними конкретних властивостей з належним ступенем пластичності, твердості чи модулю напруження, як складових міцності. З цієї точки зору клас композиційних матеріалів на основі заліза можна по міцності розподілити на чотири групи: 1- композиції на основі заліза і бору з преобладанням пластичної складової ( Β=250-300 МПа, =8-11%); 2- композиції на основі заліза і бору з легуючими додатками титану або хрому ( Β=300-320 МПа, =10-18%); 93117 8 3- композиції на основі заліза і бору з легуючими додатками Mn, Nb, Та, Mo, чи W з преобладаниям складової твердості ( Β=410-750 МПа, =12%); 4- композиції на основі залізі бору або фероборалу, міцність яких підвищують (від 250-300 МПа до 410- 620 МПа з =4-9% після ДГП і до 1% при загартуванні) шляхом ДГП або загартування. В табл. 3 приведені дані, які показують вплив на зміни складових твердості феритної та евтектичної фаз композиційного матеріалу системи (FeW)-(Fe- Mo)-B і залежності від цього міцності. У зв'язку з високою розчинністю молібдену у вольфрамі (100%) твердість феритної фази поступово підвищується, а твердість евтектичної фази практично залишається незмінною (табл. 1, п. 2 і 4). Найвища міцність композиційного матеріалу 740750 МПа досягається при 5мас.% молібдену в евтектичному сплаві. Цей вміст його в сплаві більший ступеню розчинності в - Fe (1,5мас.%), але менший на 1мас.%, чим у - Fe (6мас.%) (Захаров М.В., Захаров A.M. Жаропрочные сплавы. - Μ.: Металлургия, 1972. - С. 223, 229). Усі композиційні матеріали, у яких використовували легуючі компоненти хрому, ніобію та молібдену, мають міцність 590-620 МПа. Діаграми залежності міцності від вмісту легуючих додатків хрому (у складі ніхрому), молібдену та ніобію і молібдену приведені на Фіг. 7-9. Діаграма залежності модуля напруження композиційних матеріалів цього класу приведена на Фіг. 10, із якої видно, що величина модулю зростає по мірі збільшення твердості легуючих компонентів і їх числа у цих матеріалах. Хімічний зв'язок між феритною і боридними фазами залізоборидних матеріалів з різними легуючими додатками визначається, як однотипними ГЦК і ОЦК кришталевими структурами, так і завдяки корегуванню ідентичності утворення фаз. Всі вони будуються на основі заліза. Легуючі компоненти не перевищують ступеню їх розчинення у залізі. Міцність хімічного зв'язку після спікання композиційних матеріалів з порошкових матеріалів практично дорівнює міцності матеріалів, які утворюють на основі стальних голок із дроту (табл. 1, п. 19-23). Проведене дослідження динамічного гарячого пресування (ДГП) композиційних матеріалів показало, що при пластичній складовій 8-10мас.%, які мають системи Fe- (Fe- 4мас.% В), Fe- (Fe30мас.% Ба1) та Fe- (Fe - 2,8мас.% ТіВ2 -3мас.% В), їх раціонально ДТП (табл. 4) - піддавати. Ще більшу міцність досягають ці матеріали, якщо їх піддають загартуванню від температури рідинно-фазного спікання у воду чи масло (табл. 5). їх міцність зростає у два рази (від 270-310 МПа до 530-620 МПа). При спіканні композиційних матеріалів у трубчатій печі у водні чи в аргоні загартування проводять безпосередньо у кінці процесу. В табл. 6 приведені властивості композиційних матеріалів у зрівнянні з матеріалами на основі заліза, які одержували прокатом або ливарним шляхом (сталі 3 і сірого чавуну). 9 93117 На Фіг. 11-15 приведена мікроструктура композиційних матеріалів у стані після спікання, після 10 ДГП і після загартування. Таблиця 1 Механічні властивості композиційних матеріалів з легуючими додатками Μn, V, Cr, Nb, Та, Мо та W № 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 Лінійна усадка, % Fe- (Fe- 4мас.% В) 0,5 Fe- (Fe- 4мас.% ВД2- 4мас.% В) 1,0 Fe-(Fe- 1,5мас.% V- 4мас.% В) 0,5 Fe- (Fe- 6мас.% VB2) 0,3 Fe- (Fe- 5мас.% CrB2) 0,8 Fe- (Fe- 5,5мас.% TiCrB2) 0,5 Fe- (Fe- 10мас.% Hб1- 4мас.% B) 0,7 Fe- (Fe- 10мас.% NbB2) 1,0 Fe- (Fe- 2мас.% Nb- 4мас.% B) 0,8 Fe- (Fe- 9мас.% TaB2) 1,7 Fe- (Fe- 1мас.% Mo- 4мас.% B) 0,5Fe- (Fe- 5мас.% Mo2- 4мас.% B) 0,5 Fe- (Fe- 6мас.% Mo- 4мас.% B) 1,0 Fe- (Fe- 9мас.% Mo2B5) 0,2 Fe- (Fe- 14мас.% W2B5) 0,8 Fe- (Fe- 4мас.% W- 4мас.% B) 0,4 Fe- (Fe- 20мас.% ПХ18Н9Т-4мас.% В) 0,3 Fe- (Fe- 5мас.% ВД2- 5мас.% ХрБ2- 4мас.% В) 0,8 Fe- (Fe- 5мас.% ВД2- 5мас.% Hб1-5мас.% 1,0 ХрБ2- 5мас.% Mo2- 4мас.% B) (Fe-50мас.% 2X13H4Г9)-(Fe- 6мас.% Mo1,0 4мас.% B) Ст.2Х13Н4Г9-(Fe- 6мас.% Mo-4мас.% B) 2,5 Ст.08Х20Н10Г6 (голки з дроту)-(Fe-1,5мас.% 1,0 Nb-4,5мас.% Mo-4мас.% B) СТ.08Х20Н10Г6 (голки з дроту)-(Fe- 6мас.% 0,5 Mo- 4мас.% B) Склад матеріалів Β, МПа ,% HRC евтектики 24 250-300 260-300 230-270 230-240 300-320 300-330 270-320 490-500 460-470 420-470 290-300 290-300 490-510 530-560 410-530 280-290 230-240 290-300 9-11 8-10 8-11 8-9 10-18 10-18 8-10 2 1-2 3-4 8-11 8-10 1,5 0,6 1-2 2 10-11 8-11 450-500 1-2 20 530-550 0,8 10 380-400 0,8 20 490-540 1-2 700-710 1-2 26 28 45 30 70 75-92 35 50 Примітка: В п.п. 2, 7, 18, 19 - у якості легуючих компонентів використовували порошки феросплавів, а в п.п. 20, 21 - стальні порошки, у складі яких літера «Г» вказує кількість в них марганцю. Таблиця 2 Вплив об'єму відкритих пор каркасу на властивості композиційного матеріалу системи Fe- (Fe- 4мас.% В) (Ргідр.=500 МПа; Τ=1453К; t=2 години) № 1 2 3 4 Об'єм відкритих пор каркасу, % 31 27 24 28 Ступень просочення пористого каркасу, мас.% 23,3 23,0 23,2 24-25 Β, МПа ,% 244 268 262 280-360 8,1 8,3 7,4 5-6 Лінійна усадка матеріалу, % 1,7 0,8 0,2 0,9-1,0 11 93117 12 Таблиця 3 Mexaнічнi властивості композиційного матеріалу системи «Матриця» (Fe- 2...6мас.% W) - «Евтектичний сплав» (Fe- 4...6мас.% Mo- 4мас.% В) № 1 2 3 4 5 Властивості Ступень просочення каркасу, мас.% Лінійна усадка (або зростання), % Β, МПа ,% Мікротвердість фаз, HRC - феритної - евтектичної Fe- 2мас.% W- Fe-4мас.% W- Fe- 5мас.% W- Fe-6мас.% W- Fe- 6мас.% W(Fe- 6мас.% (Fe- 5мас.% (Fe- 4мас.% (Fe- 5мас.% (Fe- 6мас.% Мо-3мас.% В) Мо- 4мас.% В) Mo- 4мас.% B) Mo- 4мас.% B) Mo- 4мас.% B) 30-31 30-32 29-30 29-30 30-32 (0-0,5) (0-0,9) 0,5-1,0 2,0-2,5 (0-0,9) 610-630 1,0-1,2 640-650 1,6-1,8 660-680 0,8-1,0 740-750 0,3-0,5 710-720 0,2-0,3 25-26 62-70 26-28 44-50 23-26 55-60 38-44 50-52 38-44 62-70 Примітка: Порошки типу Fe-W та Fe-Mo одержували шляхом сумісного відтворення з оксидів металів, а для пористих матриць використовували порошок заліза ПЖ2М, де Μ означає мілкий. Таблиця 4 Підвищення міцності композиційних матеріалів у результаті динамічного гарячого пресування (ДГП) № Склад матеріалів 1 2 3 4 5 6 Fe- (Fe- 4мас.% B) Fe-(Fe- 30мас.% Ba1) Fe- (Fe- 30мас.% Ba1) Fe- (Fe- 30мас.% Ba1) Fe-(Ni- 12мас.% TiCrB2) Fe-(Fe- 2,8мас.% TiB2- 3% B) Робота пресування, кгсм\см3 35,7 35,7 38,6 40,8 38,0 36,7 Об'ємне стискання, % 1,5 0,7 2,6 7,0 0,4 0,2 Β, МПа ДГП до після 270-300 370-380 260-280 410-420 440-480 300-310 510-520 570-620 Примітка: Робота пресування рахувалась відповідно відношенню: Wmax=Qhзбpocy\V, де Q=885 кг - маса молота; V=g\ см3, Fe=7,7 Мг\м2 Таблиця 5 Підвищення міцності композиційних матеріалів у результаті загартування № Склад матеріалів 1 2 Fe- (Fe- 4мас.% В) Fe- (Fe- 30мас.% Ba1) Fe- (Fe- 1,5мас.% Nb- 3мас.% Mo- 4мас.% B) (Fe- 0,8мас.% C)-(Fe- 4мас.% В) 3 4 σΒ, МПа до після 270-300 610-620 280-320 530-540 ,% до 9-11 10-16 після 1,0 0,3 Мікротвердість HRC до після
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing iron-based composite material
Автори англійськоюCherniienko Vasyl Vasyliovych, Zabolotnyi Oleh Vasyliovych, Tihariev Volodymyr Mykhailovych
Назва патенту російськоюСпособ обработки композиционного материала на основе железа
Автори російськоюЧерниенко Василий Васильевич, Заболотный Олег Васильович, Тигарев Владимир Михайлович
МПК / Мітки
МПК: B22F 7/08, B22F 3/15, B22F 9/06, B22F 3/14
Мітки: спосіб, заліза, основі, композиційного, матеріалу, обробки
Код посилання
<a href="https://ua.patents.su/18-93117-sposib-obrobki-kompozicijjnogo-materialu-na-osnovi-zaliza.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки композиційного матеріалу на основі заліза</a>
Спосіб одержання композиційного матеріалу на основі заліза
Номер патенту: 85110
Опубліковано: 25.12.2008
Автори: Черніенко Василь Васильович, Граменицький Володимир Анатолійович, Тігарєв Володимир Михайлович, Шевцов Станислав Матвійович
МПК: B22F 3/26, B22F 7/00, C22C 33/02, B22F 7/02, C23C 22/70, C23C 24/00
Мітки: композиційного, заліза, спосіб, основі, матеріалу, одержання
Формула / Реферат:
Спосіб одержання композиційного матеріалу на основі заліза, який включає формування його пористої матриці з порошку заліза та просочувального сплаву, що містить суміш порошків заліза та сполук бору, нагрівання формованого композиційного матеріалу та подальше його рідинно-фазне спікання, який відрізняється тим, що як просочувальний сплав використовують порошкову суміш міді і нітриду бору типу Cu-BN, вміст BN в якому складає 0,8-1,2 мас. % та є...
Спосіб спікання композиційного матеріалу на основі кубічного нітриду бору
Номер патенту: 25281
Опубліковано: 15.05.2002
Автори: Божко Світлана Андріївна, Беженар Микола Павлович, Шульженко Олександр Олександрович, Новіков Микола Васильович
МПК: C04B 35/5831
Мітки: бору, композиційного, кубічного, спосіб, основі, матеріалу, нітриду, спікання
Формула / Реферат:
Спосіб спікання композиційного матеріалу на основі кубічного нітриду бору, що полягає у спіканні шихти, що містить у всякому разі кубічний нітрид бору і алюміній, при високих тиску і температурі, який відрізняється тим, що спікання при високих тиску і температурі проводять у дві стадії: на першій стадії при тиску 0,1 - 3,9 ГПа шихту нагрівають до температури 700 - 1150°C, витримують на протязі 0,2 - 3,0хв; на другій стадії тиск підвищують до...
Спосіб одержання композиційного матеріалу на основі алмазу
Номер патенту: 65297
Опубліковано: 15.03.2004
Автори: Гаргін Владислав Герасимович, Шульженко Олександр Олександрович
МПК: C22C 26/00
Мітки: матеріалу, алмазу, одержання, основі, спосіб, композиційного
Формула / Реферат:
1. Спосіб одержання композиційного матеріалу на основі алмазу, що включає формування алмазної маси та просочувального шару, що містить принаймні кремній в кількості, достатній для просочування алмазної маси, графіт, нанопорошок алмазу і/або нанопорошок карбіду кремнію, нагрівання цієї системи при високих тисках до температури, достатньої для плавлення кремнію, і витримку при цій температурі, який відрізняється тим, що використовують...
Спосіб отримання композиційного матеріалу на основі gdnio3
Номер патенту: 5059
Опубліковано: 15.02.2005
Автори: Дрозд Вадим Олександрович, Шевченко Анатолій Дмитрович, Неділько Сергій Андрійович, Уваров Віктор Миколайович, Гаргін Владислав Герасимович, Шульженко Олександр Олександрович
МПК: C22C 29/00
Мітки: gdnio3, матеріалу, спосіб, основі, композиційного, отримання
Формула / Реферат:
Спосіб одержання композиційного матеріалу на основі GdNiO3, який включає готування шихти з оксидів Gd2O3 і NiO і наступний синтез GdNiO3 шляхом нагрівання шихти під тиском кисню при температурі 800-900°С, який відрізняється тим, що шихту готують з додаванням окислювача, а процес синтезу GdNiO3 здійснюють у твердофазній камері високого тиску у захисній оболонці з тугоплавкого металу при тиску 2-10 ГПа і часі синтезу 10-600 сек.
Спосіб отримання багатошарового композиційного матеріалу на основі міді
Номер патенту: 6354
Опубліковано: 16.05.2005
Автори: Ільїнський Олександр Іванович, Зозуля Едуард Володимирович
МПК: C23C 14/24
Мітки: основі, багатошарового, спосіб, матеріалу, отримання, композиційного, міді
Формула / Реферат:
Спосіб отримання багатошарового композиційного матеріалу на основі міді шляхом почергової вакуумної конденсації на підкладці зміцнюючих та провідникових шарів, який відрізняється тим, що зміцнюючі шари отримують при одночасній конденсації парів міді та оксиду алюмінію.
Попередній патент: Спосіб збереження біорізноманіття гідробіонтів
Наступний патент: Системи і способи для перемикання каналів
Випадковий патент: Спосіб експрес-діагностики якості санації