Спосіб формування виробів з термопластичного матеріалу
Формула / Реферат
1. Спосіб формування виробів з термопластичного матеріалу, за яким пластмасову стрічку, попередньо нагріту до температури пружно-пластичного стану, затискають між робочою формою та притискачем, і переміщують униз штовхач, виконаний з термостійкої пластмаси, що має температуру, яка наближається до температури нагрітої пластмасової стрічки, охолоджуючи водою в процесі роботи робочу форму та притискач для швидкої фіксації геометричних розмірів нагрітої відформованої пластмаси, причому під час переміщення штовхача униз стиснуте повітря, що залишається під притиснутою пластмасовою стрічкою, виходить з неї через технологічні зазори та отвори, який відрізняється тим, що повітря, витиснуте з робочої форми, після проходження через технологічні зазори та отвори надходить через повітряний канал і відкритий електромагнітний клапан у камеру автоматичного регулювання оптимального положення пластмасової стрічки, де переміщується гнучка діафрагма, підтримуючи постійний тиск повітря.
2. Спосіб за п. 1, який відрізняється тим, що величину тиску повітря у камері визначають значенням розподільного навантаження, підбор якого залежить від робочого тиску у камері та робочій формі, фізико-термічних характеристик плівки і оптимального положення нагрітої пластмасової стрічки.
Текст
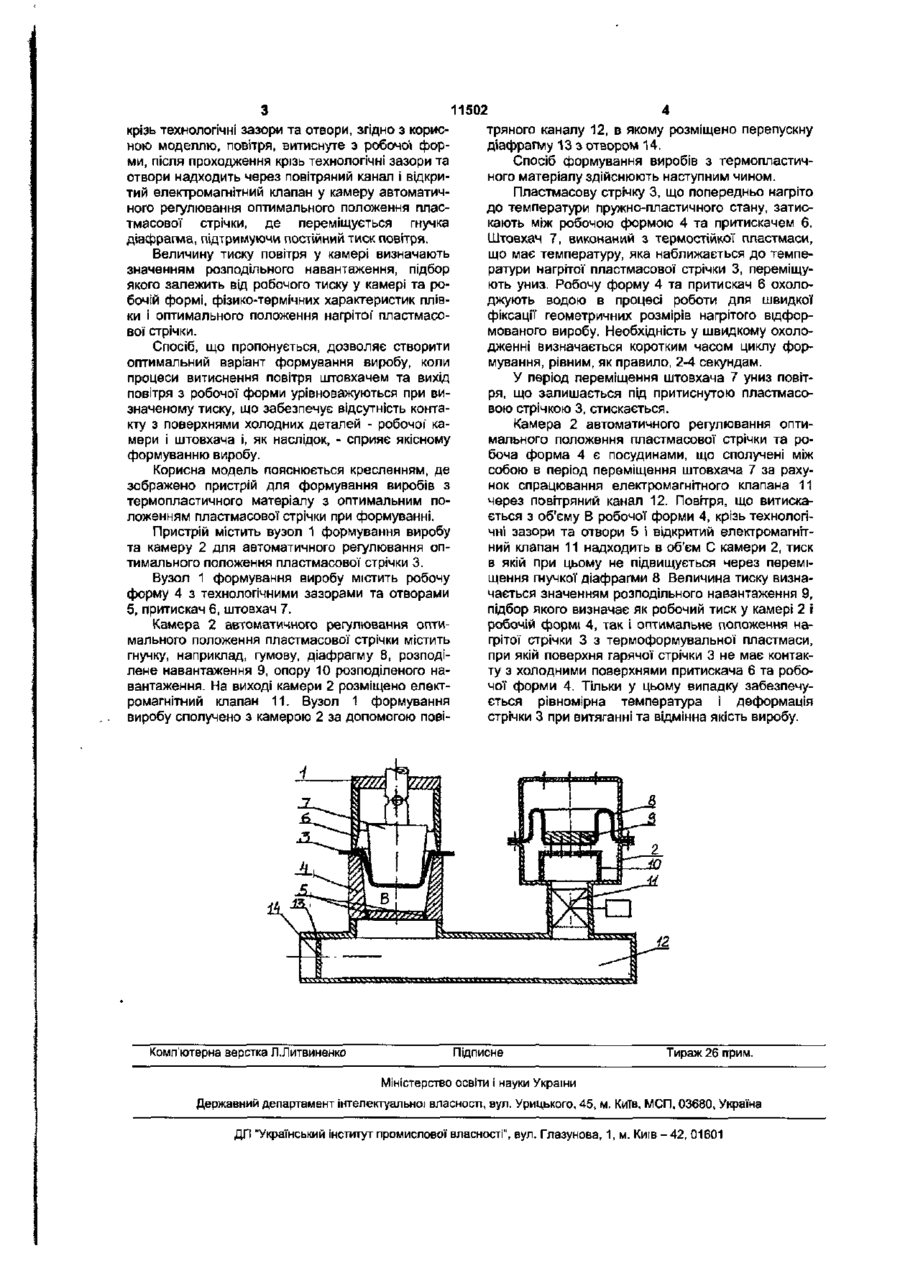
1 Спосіб формування виробів з термопластичного матеріалу, за яким пластмасову стрічку, попередньо нагріту до температури пружнопластичного стану, затискають між робочою формою та притискачем, і переміщують униз штовхач, виконаний з термостійкої пластмаси, що має температуру, яка наближається до температури нагрітої пластмасової стрічки, охолоджуючи водою в процесі роботи робочу форму та притискач для швидкої фіксації геометричних розмірів нагрітої відформованої пластмаси, причому під час пере міщення штовхача униз стиснуте повітря, що залишається під притиснутою пластмасовою стрічкою, виходить з неї через технологічні зазори та отвори, який відрізняється тим, що повітря, витиснуте з робочої форми, після проходження через технологічні зазори та отвори надходить через повітряний канал і відкритий електромагнітний клапан у камеру автоматичного регулювання оптимального положення пластмасової стрічки, де переміщується гнучка діафрагма, підтримуючи постійний тиск повітря. 2 Спосіб за п.1, який відрізняється тим, що величину тиску повітря у камері визначають значенням розподільного навантаження, підбор якого залежить від робочого тиску у камері та робочій формі, фізико-термічних характеристик плівки і оптимального положення нагрітої" пластмасової стрічки. Корисна модель належить до способів термоформування тари з листових термопластичних мас Відомо спосіб формування виробів з термопластичного матеріалу, за яким пластмасову стрічку, нагріту до температури пружно-пластичного стану, затискають між робочою формою, що забезпечує геометричний об'єм формування виробу, та притискачем. Обидві деталі в процесі роботи охолоджують водою для швидкої фіксації геометричних розмірів нагрітого відформованого пластмасового виробу. Повітря, що залишається під притиснутим пластмасовим виробом, стискається. Для попередження підняття тиску передбачено технологічні зазори та отвори для відведення повітря [W.A.Neitzert Die Thermoforming Vou KunststoffFolien, "Kunststoff" #5, 1976, s 244-249]. При цьому швидкість підняття тиску при виштовхуванні повітря штовхачем може бути нижчою або вищою, ніж швидкість його виходу крізь технологічні зазори та отвори. В обох випадках відбувається контакт виробу з холодною робочою формою або холодним притискачем і його локальне охолодження, що спричиняє порушення процесу формування і, як наслідок, отримання неякісного виробу. В основу корисної моделі поставлено задачу створення способу для формування виробів з термопластичного матеріалу, який би давав можливість автоматично підтримувати оптимальне положення формувальної пластмасової стрічки у замкненому об'ємі робочої форми, забезпечуючи рівномірний розподіл температури в стрічці, що сприяє якісному формуванню виробу. Поставлену задачу вирішують тим, що у способі формування виробів з термопластичного матеріалу, за яким пластмасову стрічку, попередньо нагріту до температури пружно-пластичного стану, затискають між робочою формою та притискачем, і переміщують униз штовхач, виконаний з термостійкої пластмаси, що має температуру, яка наближається до температури нагрітої пластмасової стрічки, охолоджуючи водою в процесі роботи робочу форму та притискач для швидкої фіксації геометричних розмірів нагрітої відформованої пластмаси, причому під час переміщення штовхача униз стиснуте повітря, що залишається під притиснутою пластмасовою стрічкою, виходить з неї CM о ю 11502 крізь технологічні зазори та отвори, згідно з корисною моделлю, повітря, витиснуте з робочої форми, після проходження крізь технологічні зазори та отвори надходить через повітряний канал і відкритий електромагнітний клапан у камеру автоматичного регулювання оптимального положення пластмасової стрічки, де переміщується гнучка діафрагма, підтримуючи постійний тиск повітря. Величину тиску повітря у камері визначають значенням розподільного навантаження, підбор якого залежить від робочого тиску у камері та робочій формі, фізико-термічних характеристик плівки і оптимального положення нагрітої пластмасової стрічки. Спосіб, що пропонується, дозволяє створити оптимальний варіант формування виробу, коли процеси витиснення повітря штовхачем та вихід повітря з робочої форми урівноважуються при визначеному тиску, що забезпечує відсутність контакту з поверхнями холодних деталей - робочої' камери і штовхача І, як наслідок, - сприяє якісному формуванню виробу. Корисна модель пояснюється кресленням, де зображено пристрій для формування виробів з термопластичногоматеріалу з оптимальним положенням пластмасової стрічки при формуванні. Пристрій містить вузол 1 формування виробу та камеру 2 для автоматичного регулювання оптимального положення пластмасової стрічки 3. Вузол 1 формування виробу містить робочу форму 4 з технологічними зазорами та отворами 5, притискач 6, штовхач 7. Камера 2 автоматичного регулювання оптимального положення пластмасової стрічки містить гнучку, наприклад, гумову, діафрагму 8, розподілене навантаження 9, опору 10 розподіленого навантаження. На виході камери 2 розміщено електромагнітний клапан 11. Вузол 1 формування виробу сполучено з камерою 2 за допомогою пові Комп'ютерна верстка Л.Литвиненко тряного каналу 12, в якому розміщено перепускну діафрагму 13 з отвором 14. Спосіб формування виробів з термопластичного матеріалу здійснюють наступним чином. Пластмасову стрічку 3, що попередньо нагріто до температури пружно-пластичного стану, затискають між робочою формою 4 та притискачем 6. Штовхач 7, виконаний з термостійкої пластмаси, що має температуру, яка наближається до температури нагрітої пластмасової стрічки 3, переміщують униз. Робочу форму 4 та притискач 6 охолоджують водою в процесі роботи для швидкої фіксації геометричних розмірів нагрітого відформованого виробу. Необхідність у швидкому охолодженні визначається коротким часом циклу формування, рівним, як правило, 2-4 секундам. У період переміщення штовхача 7 униз повітря, що залишається під притиснутою пластмасовою стрічкою 3, стискається. Камера 2 автоматичного регулювання оптимального положення пластмасової стрічки та робоча форма 4 є посудинами, що сполучені між собою в період переміщення штовхача 7 за рахунок спрацювання електромагнітного клапана 11 через повітряний канал 12. Повітря, що витискається з об'єму В робочої форми 4, крізь технологічні зазори та отвори 5 і відкритий електромагнітний клапан 11 надходить в об'єм С камери 2, тиск в якій при цьому не підвищується через переміщення гнучкої діафрагми 8 Величина тиску визначається значенням розподільного навантаження 9, підбор якого визначає як робочий тиск у камері 2 і робочій формі 4, так і оптимальне положення нагрітої стрічки 3 з термоформувальної пластмаси, при якій поверхня гарячої стрічки 3 не має контакту з холодними поверхнями притискача 6 та робочої форми 4. Тільки у цьому випадку забезпечується рівномірна температура і деформація стрічки 3 при витяганні та відмінна якість виробу. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of molding articles made of thermosetting material
Автори англійськоюSavchenko Viktor Stepanovych
Назва патенту російськоюСпособ формования изделий из термопластичного материала
Автори російськоюСавченко Виктор Степанович
МПК / Мітки
МПК: B65D 8/00, B65D 6/00, B65D 1/00
Мітки: термопластичного, виробів, формування, матеріалу, спосіб
Код посилання
<a href="https://ua.patents.su/2-11502-sposib-formuvannya-virobiv-z-termoplastichnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування виробів з термопластичного матеріалу</a>
Пристрій для формування виробів з термопластичного матеріалу
Номер патенту: 11501
Опубліковано: 15.12.2005
Автор: Савченко Віктор Степанович
МПК: B65D 6/00, B65D 1/00, B65D 8/00
Мітки: матеріалу, термопластичного, пристрій, формування, виробів
Формула / Реферат:
1. Пристрій для формування виробів з термопластичного матеріалу, який містить вузол формування виробу, що має робочу форму з технологічними зазорами та отворами, притискач і штовхач, який відрізняється тим, що додатково містить камеру автоматичного регулювання оптимального положення пластмасової стрічки, яка має гнучку діафрагму, розподілене навантаження, опору розподіленого навантаження і на виході якої розміщено електромагнітний клапан, а...
Пристрій для формування виробів з термопластичного листового матеріалу
Номер патенту: 44114
Опубліковано: 15.01.2002
Автор: Абзіанідзе Георгій Павлович
МПК: B29C 51/10, B29C 51/18, B29C 51/26
Мітки: формування, виробів, матеріалу, пристрій, листового, термопластичного
Формула / Реферат:
Пристрій для формування виробів з термопластичного листового матеріалу, що містить корпус, пневмоциліндр, матрицю, притискувальну раму і нагрівач, який відрізняється тим, що він додатково забезпечений декількома пневмоциліндрами, штоки яких жорстко з'єднані з рухомою станиною, на якій жорстко закріплена матриця з вакуумними каналами, при цьому притискувальна рама забезпечена ніжками, установленими на нижній частині корпусу, і виконана з двох...
Установка для виготовлення виробів з рулонного термопластичного матеріалу
Номер патенту: 1638
Опубліковано: 17.02.2003
Автори: Глаголєв Сергій Євгенович, Зміївський Вадим Миколайович, Кондратюк Сергій Вікторович
МПК: B29C 51/00
Мітки: установка, термопластичного, рулонного, матеріалу, виробів, виготовлення
Формула / Реферат:
1. Установка для виготовлення виробів з рулонного термопластичного матеріалу, яка містить розташовані послідовно по ходу матеріалу рулонотримач, вузол формування і вузол відрізання, вузол формування виконаний з встановлених співвісно з можливістю взаємного вертикального зворотно-поступального переміщення верхньої і нижньої плити, остання містить негативну матрицю і встановлена з можливістю горизонтального зворотно-поступального переміщення по...
Склад термопластичного шару термопластичного матеріалу
Номер патенту: 37060
Опубліковано: 16.04.2001
Автори: Найдьонов Віталій Петрович, Блажко Олена Василівна, Сиромятніков Володимир Георгійович, Філіпченко Світлана Олексіївна
МПК: G03G 5/02
Мітки: матеріалу, шару, термопластичного, склад
Текст:
...завантажили 38,1 г (42 мл, 0,366 моля) стиролу, 19,4 г (22 мл, 0,0915 моля) нонілметакрилату, 0,0605 г (0,000186 моля) 4(1'адамантилкарбоксамідо)феніл-2-метилакрилату і 1,15 г (0,0047 моля) пероксиду бензоїлу. Компоненти розчинили в 110 мл етилацетату, нагрівали на водяній бані і проводили полімеризацію при температурі кипіння розчину протягом 10 годин. Потім кополімер висадили в 1 л ізопропилового спирту і переосадили із етилацетату в...
Склад термопластичного шару термопластичного матеріалу
Номер патенту: 22878
Опубліковано: 05.05.1998
Автори: Клименко Олександра Іллівна, Найдьонов Віталій Петрович, Сиромятніков Володимир Георгійович, Блажко Олена Василівна, Загній Валентина Володимирівна, Філіпченко Світлана Олексіївна
МПК: G03G 5/02
Мітки: склад, термопластичного, матеріалу, шару
Формула / Реферат:
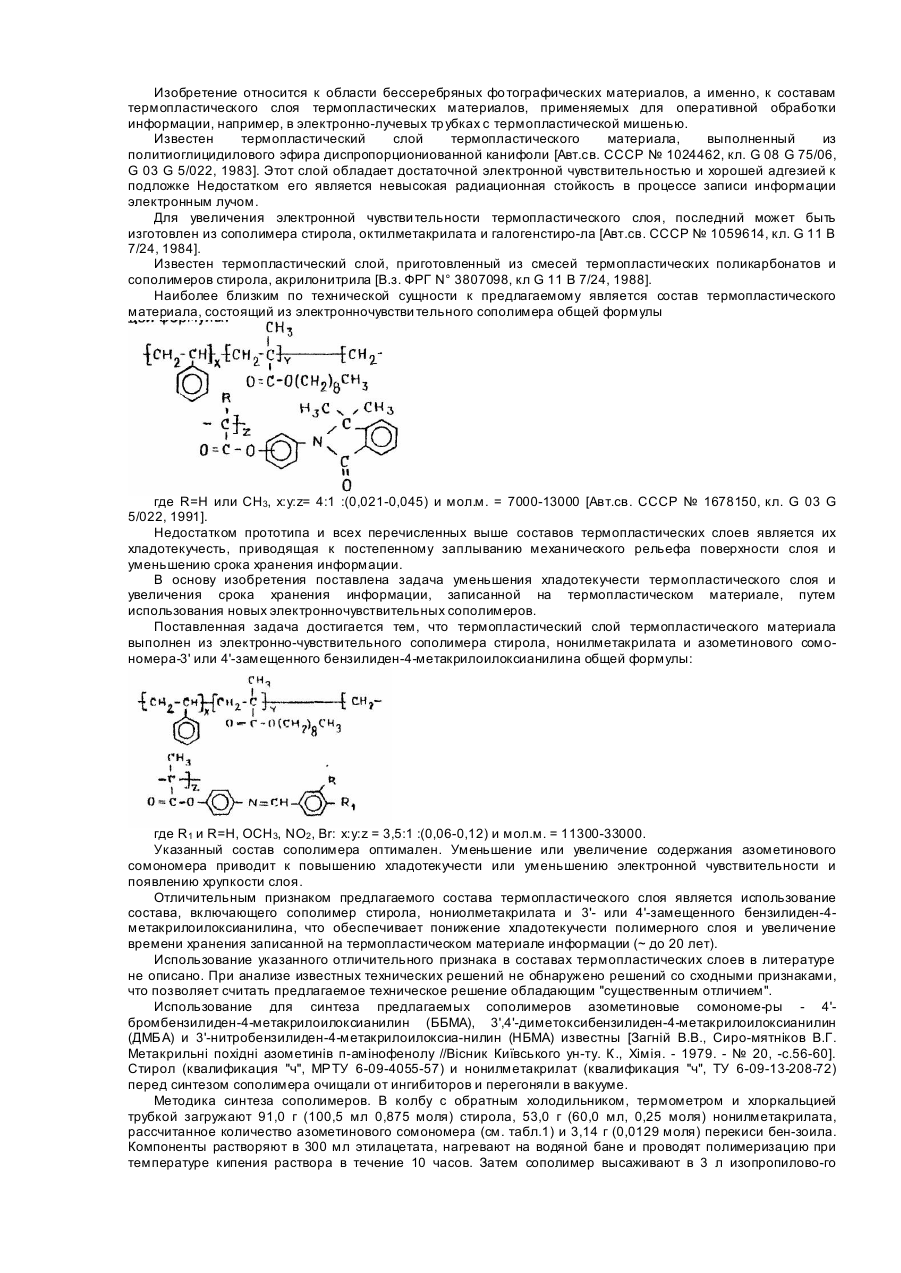
Склад термопластичного шару термопластичного матеріалу, який містить елект-роночутливий сополімер, який відрізняється тим, що як електроночутливий сополімер він містить сополімер стиролу, нонілметакрилатутаазометиновогосомономеру - 3' або 4'-заміщеного бензиліден-4-метакрилоілоксіаніліну загальної формулиде R і R1 = Н, ОСНз, N02, Br; x:y:z = 3,5:1:(0,6-0,12), Мол.м. = 11300-33000.
Попередній патент: Пристрій для формування виробів з термопластичного матеріалу
Наступний патент: Ротор вітродвигуна
Випадковий патент: Пристрій для обстеження слизової оболонки задньопрохідного каналу та ампулярної частини прямої кишки