Установка для виготовлення виробів з рулонного термопластичного матеріалу
Номер патенту: 1638
Опубліковано: 17.02.2003
Автори: Кондратюк Сергій Вікторович, Зміївський Вадим Миколайович, Глаголєв Сергій Євгенович
Формула / Реферат
1. Установка для виготовлення виробів з рулонного термопластичного матеріалу, яка містить розташовані послідовно по ходу матеріалу рулонотримач, вузол формування і вузол відрізання, вузол формування виконаний з встановлених співвісно з можливістю взаємного вертикального зворотно-поступального переміщення верхньої і нижньої плити, остання містить негативну матрицю і встановлена з можливістю горизонтального зворотно-поступального переміщення по ходу матеріалу з примиканням до вузла відрізання у кінці прямого ходу, верхня плита обладнана засобом нагрівання ділянки матеріалу, що формується, яка відрізняється тим, що в неї уведена рама, установлена з можливістю горизонтального зворотно-поступального переміщення по ходу матеріалу, на рамі закріплений вузол формування, нижня плита якого установлена з можливістю вертикального зворотно-поступального переміщення, вузол відрізання містить механізм попереднього притискання матеріалу.
2. Установка за п. 1, яка відрізняється тим, що рама утворена верхньою і нижньою балками, розташованими перпендикулярно до ходу матеріалу, а також першою і другою напрямними нижньої плити, жорстко прикріпленими відповідно до першої і другої траверс, які виконані з можливістю сумісного горизонтального зворотно-поступального переміщення по ходу матеріалу, верхня плита вузла формування жорстко прикріплена до верхньої балки рами.
Текст
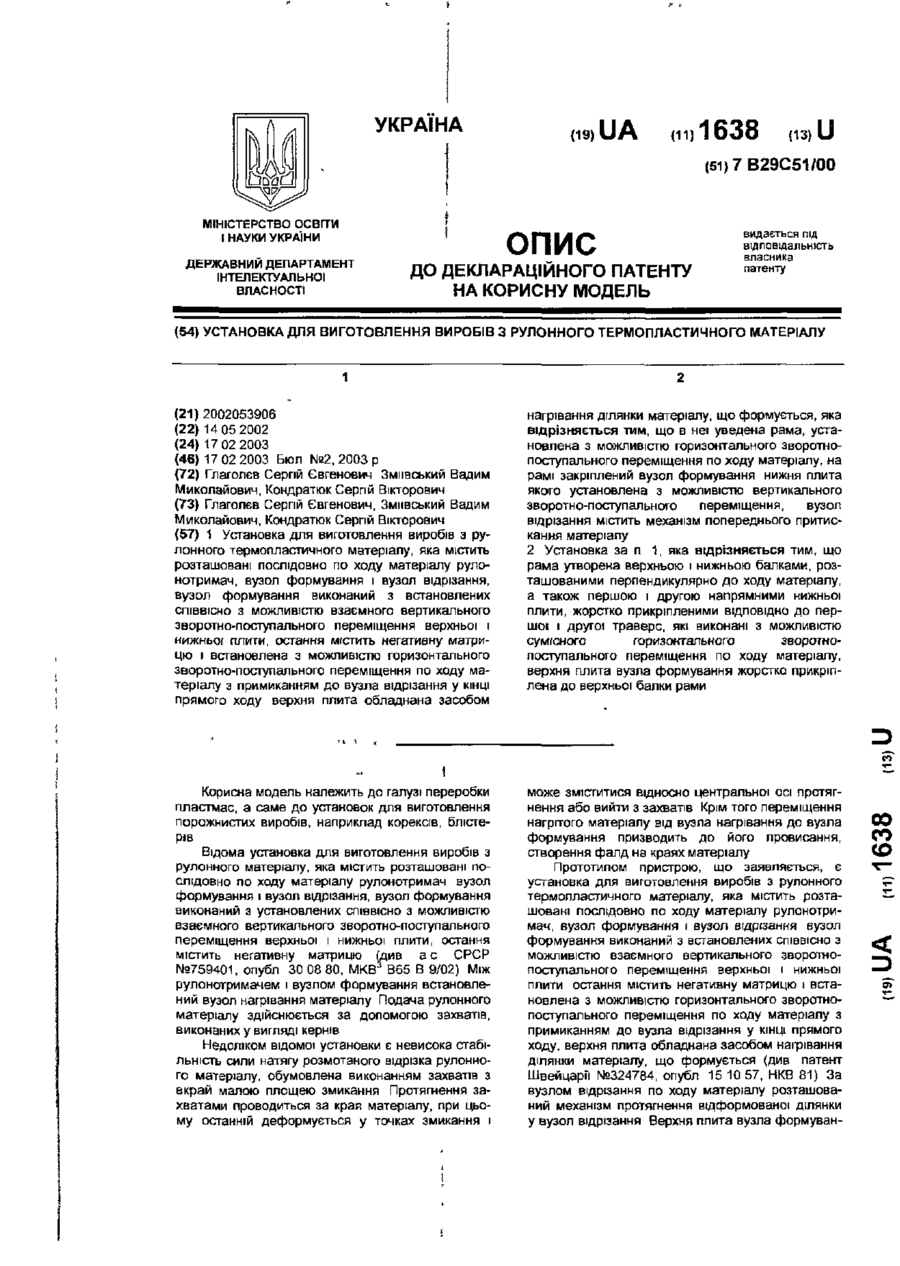
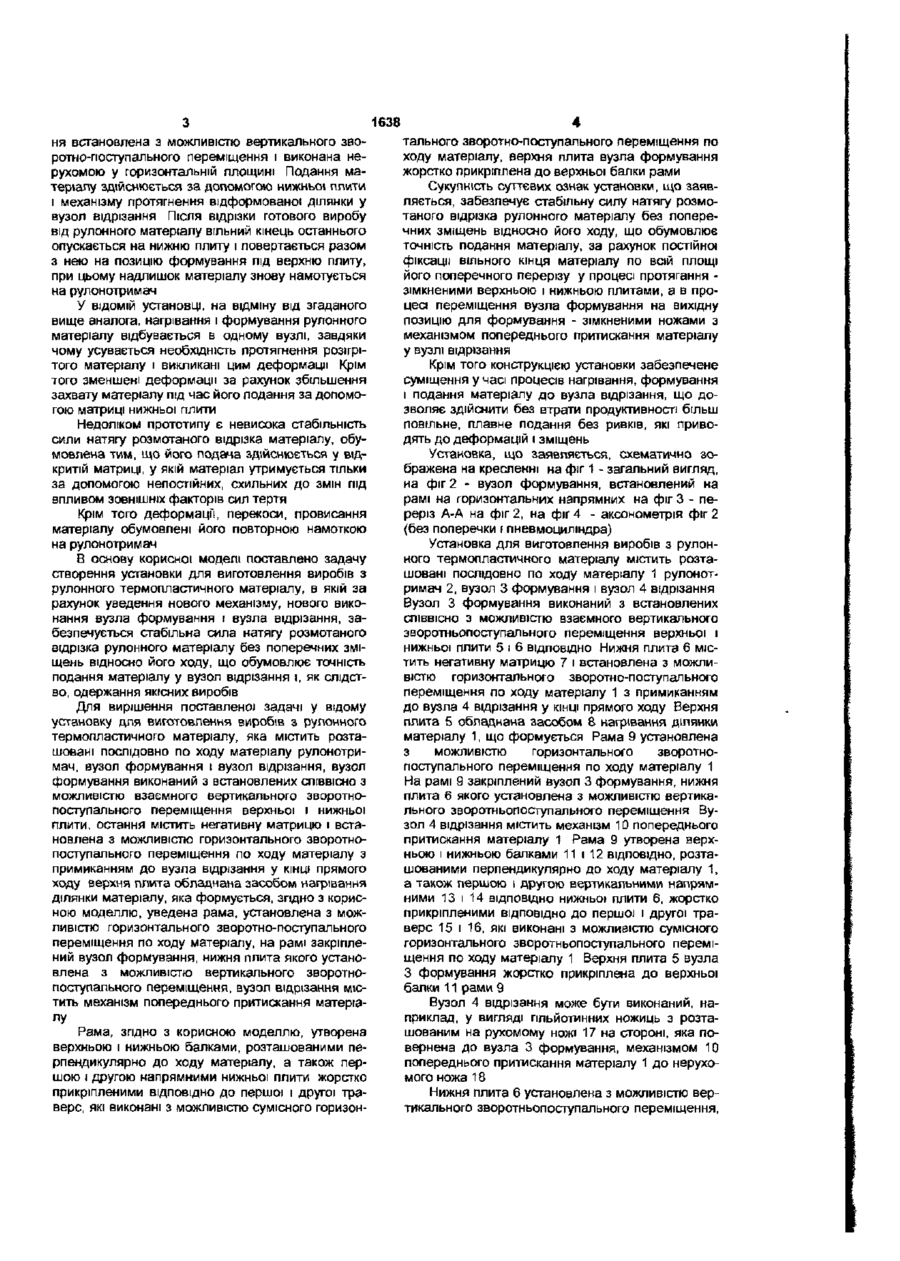
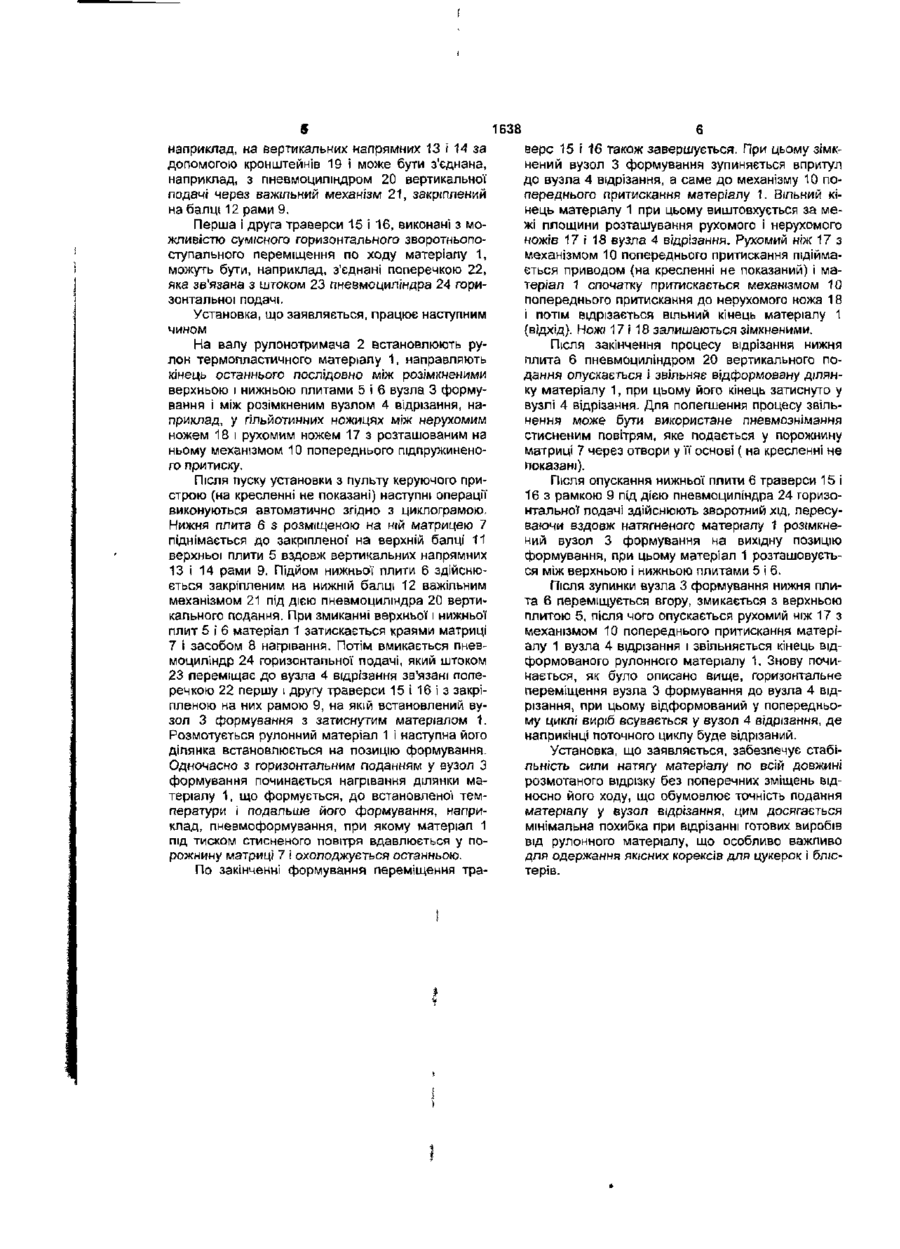
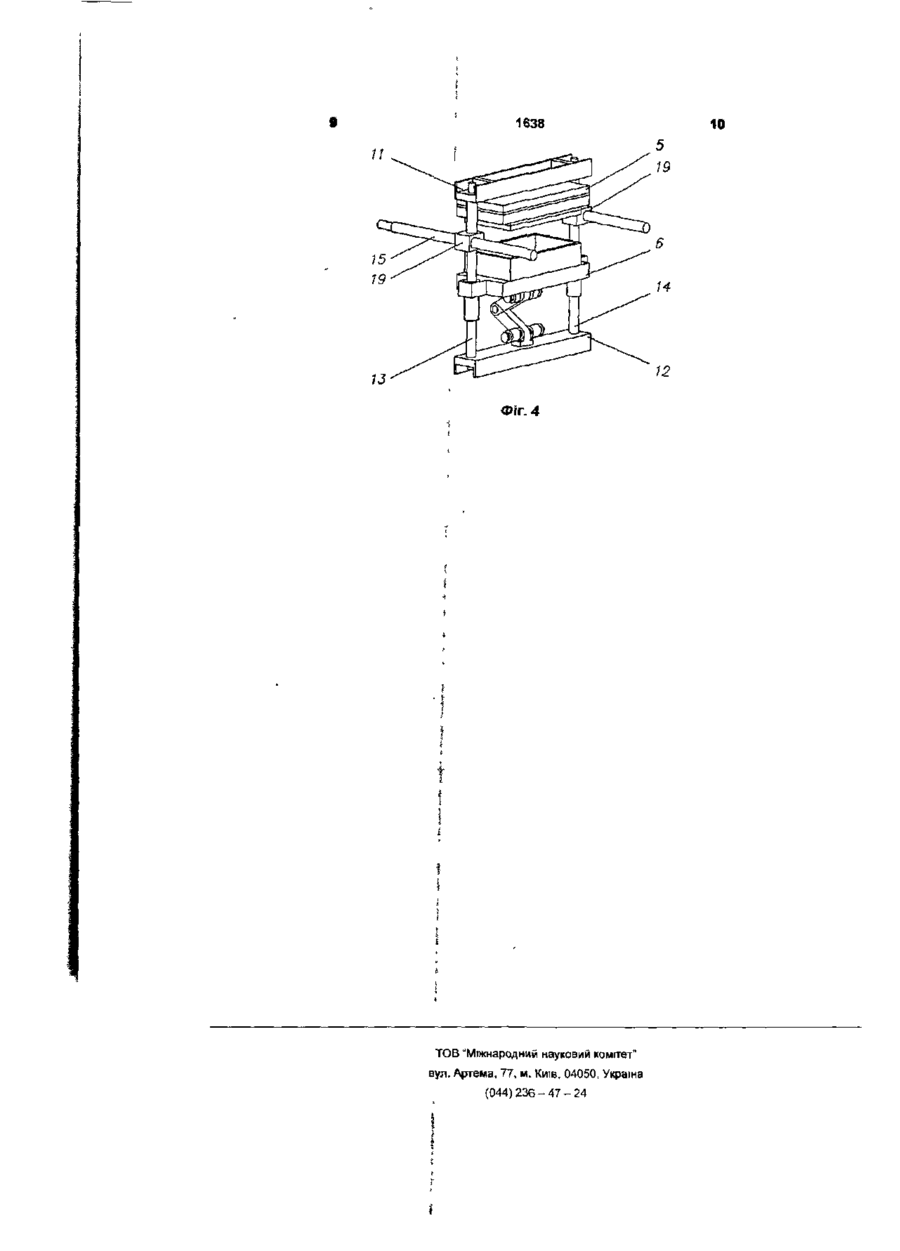
УКРАЇНА (19) UA 01,1638 (із, U (51,7В29С51/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54, УСТАНОВКА ДЛЯ ВИГОТОВЛЕННЯ ВИРОБІВ З РУЛОННОГО ТЕРМОПЛАСТИЧНОГО МАТЕРІАЛУ (21)2002053906 (22, 14 05 2002 (24, 17 02 2003 (46,17 02 2003 Бюл №2, 2003 р (72) Глаголев Сергій Євгенович Зммвський Вадим Миколайович, Кондратюк Сергій Вікторович (73, Глаголєв Сергій Євгенович, Змивський Вадим Миколайович, Кондратюк Сергій Вікторович (57, 1 Установка для виготовлення виробів з рулонного термопластичного матеріалу, яка містить розташовані послідовно по ходу матеріалу рулонотримач, вузол формування і вузол відрізання, вузол формування виконаний з встановлених СПІВВІСНО з можливістю взаємного вертикального зворотно-поступального переміщення верхньої і нижньої плити, остання містить негативну матрицю і встановлена з можливістю горизонтального зворотно-поступального переміщення по ходу матеріалу з примиканням до вузла відрізання у КІНЦІ прямого ходу верхня плита обладнана засобом нагрівання ділянки матеріалу, що формується, яка відрізняється тим, що в неї уведена рама, установлена з можливістю горизонтального зворотнопоступального переміщення по ходу матеріалу, на рамі закріплений вузол формування нижня плита якого установлена з можливістю вертикального зворотно-поступального переміщення, вузол відрізання містить механізм попереднього притискання матеріалу 2 Установка за п 1, яка відрізняється тим, що рама утворена верхньою і нижньою балками, розташованими перпендикулярно до ходу матеріалу, а також першою і другою напрямними нижньої плити, жорстко прикріпленими ВІДПОВІДНО до першої і другої траверс, які виконані з можливістю сумісного горизонтального зворотнопоступального переміщення по ходу матеріалу, верхня плита вузла формування жорстко прикріплена до верхньої балки рами Корисна модель належить до галузі переробки пластмас, а саме до установок для виготовлення порожнистих виробів, наприклад корексів, блістерів Відома установка для виготовлення виробів з рулонного матеріалу, яка містить розташовані послідовно по ходу матеріалу рулонотримач вузол формування і вузол відрізання, вузол формування може зміститися відносно центральної осі протягнення або вийти з захватів Крім того переміщення нагрітого матеріалу від вузла нагрівання до вузла формування призводить до його провисання, створення фалд на краях матеріалу Прототипом пристрою, що заявляється, є установка для виготовлення виробів з рулонного термопластичного матеріалу, яка містить розташовані послідовно по ходу матеріалу рулонотримач, вузол формування і вузол відрізання вузол формування виконаний з встановлених СПІВВІСНО З МОЖЛИВІСТЮ взаємного вертикального зворотнопоступального переміщення верхньої і нижньої плити остання містить негативну матрицю і встановлена з можливістю горизонтального зворотнопоступального переміщення по ходу матеріалу з примиканням до вузла відрізання у КІНЦІ прямого ходу, верхня плита обладнана засобом нагрівання ділянки матеріалу, що формується (див патент Швейцари №324784, опубл 15 10 57, НКВ 81) За вузлом відрізання по ходу матеріалу розташований механізм протягнення відформованої ділянки у вузол відрізання Верхня плита вузла формуван виконаний з установлених СПІВВІСНО З МОЖЛИВІСТЮ взаємного вертикального зворотно-поступального переміщення верхньої і нижньої плити, остання містить негативну матрицю (див а с СРСР №759401, опубл ЗО 08 80, МКВ^ В65 В 9/02) Між рулонотримачем і вузлом формування встановлений вузол нагрівання матеріалу Подача рулонного матеріалу здійснюється за допомогою захватів, виконаних у вигляді кернів Недоліком відомої установки є невисока стабільність сили натягу розмотаного відрізка рулонного матеріалу, обумовлена виконанням захватів з вкрай малою площею змикання Протягнення захватами проводиться за края матеріалу, при цьому останній деформується у точках змикання і 1638 ня встановлена з можливістю вертикального зворотно-поступального переміщення і виконана нерухомою у горизонтальній площині Подання матеріалу здійснюється за допомогою нижньої плити і механізму притягнення відформованої ділянки у вузол відрізання Після відрізки готового виробу від рулонного матеріалу вільний кінець останнього опускається на нижню плиту і повертається разом з нею на позицію формування під верхню плиту, при цьому надлишок матеріалу знову намотується на рулонотримачУ відомій установці, на відміну від згаданого вище аналога, нагрівання і формування рулонного матеріалу відбувається в одному вузлі, завдяки чому усувається необхідність протягнення розігрітого матеріалу і викликані цим деформації Крім того зменшені деформації за рахунок збільшення захвату матеріалу під час його подання за допомогою матриці нижньої плити Недоліком прототипу є невисока стабільність сили натягу розмотаного відрізка матеріалу, обумовлена тим, що його подача здійснюється у відкритій матриці, у якій матеріал утримується тільки за допомогою непостійних, схильних до змін під впливом ЗОВНІШНІХ факторів сил тертя Крім того деформації, перекоси, провисання матеріалу обумовлені його повторною намоткою на рулонотримач В основу корисної моделі поставлено задачу створення установки для виготовлення виробів з рулонного термопластичного матеріалу, в якій за рахунок уведення нового механізму, нового виконання вузла формування і вузла відрізання, забезпечується стабільна сила натягу розмотаного відрізка рулонного матеріалу без поперечних зміщень відносно його ходу, що обумовлює точність подання матеріалу у вузол відрізання і, як слідство, одержання якісних виробів Для вирішення поставленої задачі у відому установку для виготовлення виробів з рулонного термопластичного матеріалу, яка містить розташовані послідовно по ходу матеріалу рулонотримач, вузол формування і вузол відрізання, вузол формування виконаний з встановлених СПІВВІСНО з можливістю взаємного вертикального зворотнопоступального переміщення верхньої і нижньої плити, остання містить негативну матрицю і встановлена з можливістю горизонтального зворотнопоступального переміщення по ходу матеріалу з примиканням до вузла відрізання у КІНЦІ прямого ходу верхня плита обладнана засобом нагрівання ділянки матеріалу, яка формується, згідно з корисною моделлю, уведена рама, установлена з можливістю горизонтального зворотно-поступального переміщення по ходу матеріалу, на рамі закріплений вузол формування, нижня плита якого установлена з можливістю вертикального зворотнопоступального переміщення, вузол відрізання містить механізм попереднього притискання матеріалу Рама, згідно з корисною моделлю, утворена верхньою і нижньою балками, розташованими перпендикулярно до ходу матеріалу, а також першою і другою напрямними нижньої плити жорстко прикріпленими відповідно до першої і другої траверс, які виконані з можливістю сумісного горизон тального зворотно-поступального переміщення по ходу матеріалу, верхня плита вузла формування жорстко прикріплена до верхньої балки рами Сукупність суттєвих ознак установки, що заявляється, забезпечує стабільну силу натягу розмотаного відрізка рулонного матеріалу без поперечних зміщень відносно його ходу, що обумовлює точність подання матеріалу, за рахунок постійної фіксації вільного кінця матеріалу по всій площі його поперечного перерізу у процесі протягання зімкненими верхньою і нижньою плитами, а в процесі переміщення вузла формування на вихідну позицію для формування - зімкненими ножами з механізмом попереднього притискання матеріалу у вузлі відрізання Крім того конструкцією установки забезпечене суміщення у часі процесів нагрівання, формування і подання матеріалу до вузла відрізання, що дозволяє здійснити без втрати продуктивності більш повільне, плавне подання без ривків, які приводять до деформацій і зміщень Установка, що заявляється, схематично зображена на кресленні на фіг 1 - загальний вигляд, на фіг 2 - вузол формування, встановлений на рамі на горизонтальних напрямних на фіг 3 - переріз А-А на фіг 2, на фіг 4 - аксонометрія фіг 2 (без поперечки і пневмоциліндра) Установка для виготовлення виробів з рулонного термопластичного матеріалу містить розташовані послідовно по ходу матеріалу 1 рулонотримач 2, вузол 3 формування і вузол 4 відрізання Вузол 3 формування виконаний з встановлених СПІВВІСНО з можливістю взаємного вертикального зворотньопоступального переміщення верхньої і нижньої плити 5 і 6 ВІДПОВІДНО Нижня плита 6 містить негативну матрицю 7 і встановлена з можливістю горизонтального зворотно-поступального переміщення по ходу матеріалу 1 з примиканням до вузла 4 відрізання у КІНЦІ прямого ходу Верхня плита 5 обладнана засобом 8 нагрівання ділянки матеріалу 1, що формується Рама 9 установлена з можливістю горизонтального зворотнопоступального переміщення по ходу матеріалу 1 На рамі 9 закріплений вузол 3 формування, нижня плита 6 якого установлена з можливістю вертикального зворотньопоступального переміщення Вузол 4 відрізання містить механізм 10 попереднього притискання матеріалу 1 Рама 9 утворена верхньою і нижньою балками 11 і 12 ВІДПОВІДНО, розташованими перпендикулярно до ходу матеріалу 1, а також першою і другою вертикальними напрямними 13 і 14 ВІДПОВІДНО нижньої плити 6, жорстко прикріпленими відповідно до першої і другої траверс 15 і 16, які виконані з можливістю сумісного горизонтального зворотньопоступального переміщення по ходу матеріалу 1 Верхня плита 5 вузла З формування жорстко прикріплена до верхньої балки 11 рами 9 Вузол 4 відрізання може бути виконаний, наприклад, у вигляді гільйотинних ножиць з розташованим на рухомому ножі 17 на стороні, яка повернена до вузла 3 формування, механізмом 10 попереднього притискання матеріалу 1 до нерухомого ножа 18 Нижня плита 6 установлена з можливістю вертикального зворотньопоступального переміщення, 1638 наприклад, на вертикальних напрямних 13 і 14 за допомогою кронштейнів 19 І може бути з'єднана, наприклад, з пневмоциліндром 20 вертикальної подачі через важільний механізм 21, закріплений на балці 12 рами 9. Перша і друга траверси 15 і 16, виконані з можливістю сумісного горизонтального зворотньопоступального переміщення по ходу матеріалу 1, можуть бути, наприклад, з'єднані поперечкою 22, яка зв'язана з штоком 23 пнеемоциліндра 24 горизонтальної подачі. Установка, що заявляється, працює наступним чином На валу рулонотримача 2 встановлюють рулон термопластичного матеріалу 1, направляють кінець останнього послідовно між розімкненими верхньою і нижньою плитами 5 і 6 вузла 3 формування і між розімкненим вузлом 4 відрізання, наприклад, у гільйотинних ножицях між нерухомим ножем 18 і рухомим ножем 17 з розташованим на ньому механізмом 10 попереднього підпружиненого притиску. Після пуску установки з пульту керуючого пристрою (на кресленні не показані) наступні операції виконуються автоматично згідно з циклограмою. Нижня плита 6 з розміщеною на ній матрицею 7 піднімається до закріпленої' на верхній балці 11 верхньої плити 5 вздовж вертикальних напрямних 13 і 14 рами 9. Підйом нижньої плити 6 здійснюється закріпленим на нижній балці 12 важільним механізмом 21 під дією пнеемоциліндра 20 вертикального подання. При змиканні верхньої і нижньої плит 5 І 6 матеріал 1 затискається краями матриці 7 і засобом 8 нагрівання. Потім вмикається пневмоциліндр 24 горизонтальної подачі, який штоком 23 переміщає до вузла 4 відрізання зв'язані поперечкою 22 першу і другу траверси 15 і 16 і з закріпленою на них рамою 9, на якій встановлений вузол 3 формування з затиснутим матеріалом 1. Розмотується рулонний матеріал 1 і наступна його ділянка встановлюється на позицію формування. Одночасно з горизонтальним поданням у вузол З формування починається нагрівання ділянки матеріалу 1, що формується, до встановлено1! температури і подальше його формування, наприклад, пневмоформування, при якому матеріал 1 під тиском стисненого повітря вдавлюється у порожнину матриці 7 і охолоджується останньою. По закінченні формування переміщення тра верс 15 і 16 також завершується. При цьому зімкнений вузол 3 формування зупиняється впритул до вузла 4 відрізання, а саме до механізму 10 попереднього притискання матеріалу 1. Вільний кінець матеріалу 1 при цьому виштовхується за межі площини розташування рухомого і нерухомого ножів 17 і 18 вузла 4 відрізання. Рухомий ніж 17 з механізмом 10 попереднього притискання підіймається приводом (на кресленні не показаний) І матеріал 1 спочатку притискається механізмом 10 попереднього притискання до нерухомого ножа 18 і потім відрізається вільний кінець матеріалу 1 (відхід). Ножі 17 І 18 залишаються зімкненими. Після закінчення процесу відрізання нижня плита 6 пневмоциліндром 20 вертикального подання опускається і звільняє відформовану ділянку матеріалу 1, при цьому його кінець затиснуто у вузлі 4 відрізання. Для полегшення процесу звільнення може бути використане пневмознімання стисненим повітрям, яке подається у порожнину матриці 7 через отвори у її основі ( на кресленні не показані). Після опускання нижньої плити 6 траверси 15 і 16 з рамкою 9 під дією пневмоциліндра 24 горизонтальної подачі здійснюють зворотний хід, пересуваючи вздовж натягненого матеріалу 1 розімкнений вузол 3 формування на вихідну позицію формування, при цьому матеріал 1 розташовується між верхньою і нижньою плитами 5 і 6. Після зупинки вузла 3 формування нижня плита 6 переміщується вгору, змикається з верхньою плитою 5, після чого опускається рухомий ніж 17 з механізмом 10 попереднього притискання матеріалу 1 вузла 4 відрізання і звільняється кінець відформованого рулонного матеріалу 1. Знову починається, як було описано вище, горизонтальне переміщення вузла 3 формування до вузла 4 відрізання, при цьому відформований у попередньому циклі виріб всувається у вузол 4 відрізання, де наприкінці поточного циклу буде відрізаний. Установка, що заявляється, забезпечує стабільність сили натягу матеріалу по всій довжині розмотаного відрізку без поперечних зміщень відносно його ходу, що обумовлює точність подання матеріалу у вузол відрізання, цим досягається мінімальна похибка при відрізанні готових виробів від рулонного матеріалу, що особливо важливо для одержання якісних корексів для цукерок і блістерів. 1638 З 9 10 18 4 24 Фіг. 1 24 23 24 8 U 22 Фіг. З 5 15 17 1638 10 12 Фіг. 4 ТОВ "Міжнародний науковий комітет" вул. Артема, 77, м. Київ, 04050, Україна {044)236-47-24
ДивитисяДодаткова інформація
Автори англійськоюHlaholev Serhii Yuvhenovych
Автори російськоюГлаголев Сергей Евгеньевич
МПК / Мітки
МПК: B29C 51/00
Мітки: матеріалу, установка, виробів, виготовлення, рулонного, термопластичного
Код посилання
<a href="https://ua.patents.su/6-1638-ustanovka-dlya-vigotovlennya-virobiv-z-rulonnogo-termoplastichnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення виробів з рулонного термопластичного матеріалу</a>
Спосіб виготовлення рулонного матеріалу
Номер патенту: 11004
Опубліковано: 25.12.1996
Автори: Малашонок Борис Іванович, Бойко Володимир Васильович, Шевчук Іван Миколайович
МПК: D06N 5/00
Мітки: спосіб, виготовлення, рулонного, матеріалу
Формула / Реферат:
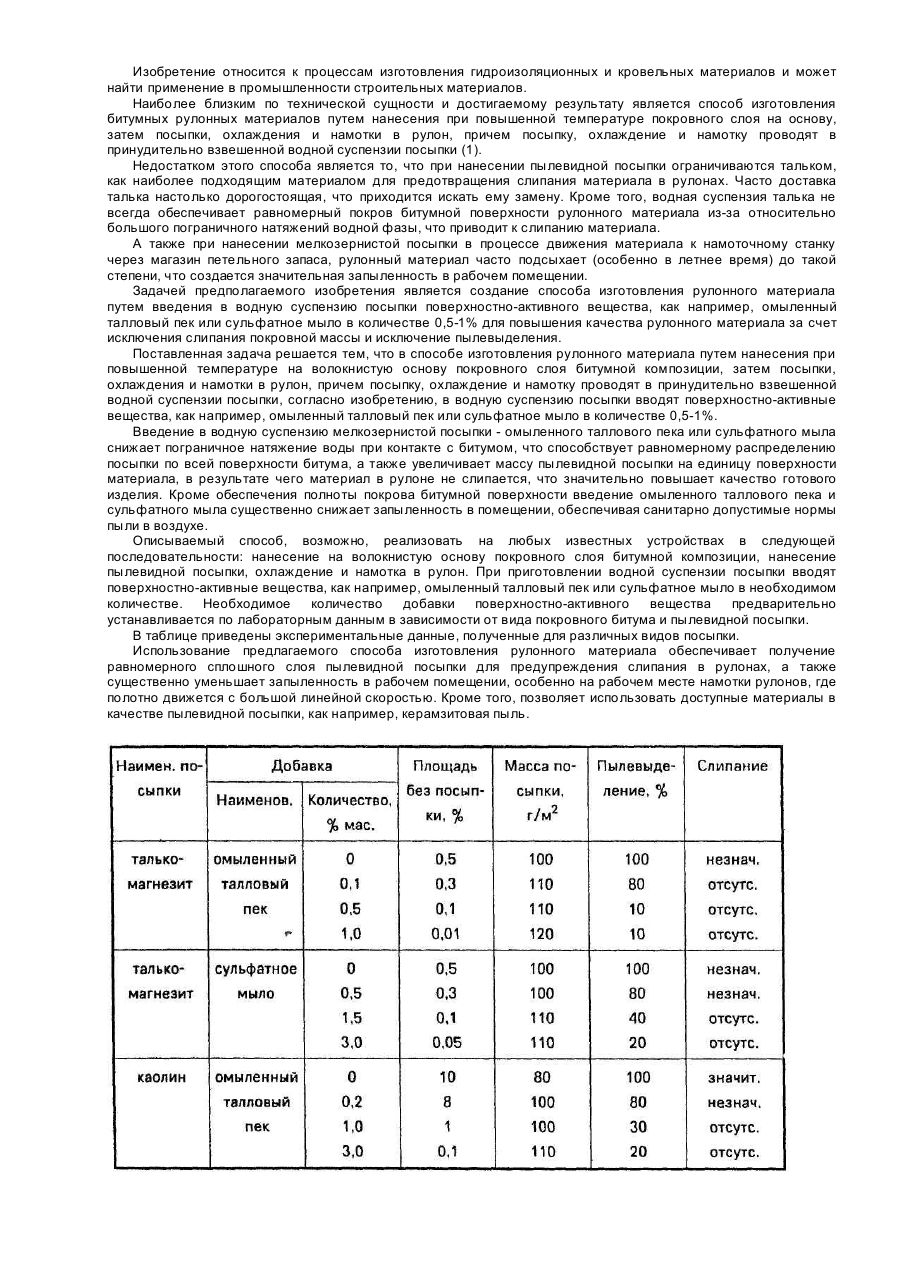
1. Способ изготовления рулонного материала, предусматривающий нанесение при повышенной температуре на волокнистую основу покровного слоя битумной композиции, посыпку, охлаждение и намотку в рулон, причем посыпку, охлаждение и намотку в рулон проводят в принудительно взвешенной водной суспензии посыпки, отличающийся тем, что в водную суспензию посыпки вводят поверхностно-активное вещество в количестве 0,5-1 %.2. Способ по п. 1,...
Спосіб виготовлення рулонного нетканого матеріалу
Номер патенту: 563
Опубліковано: 15.12.1993
Автори: Сергєєв Володимир Петрович, Шусть Емма Олександрівна, Мироненко Аркадій Іванович, Калін Михайло Миколайович, Тутаков Олег Васильович, Джигирис Дмитро Данилович, Губова Тамара Михайлівна, Гаврилюк Микола Семенович, Чувашов Юрій Миколайович, Божко Василь Іванович
МПК: D04H 1/58
Мітки: матеріалу, виготовлення, рулонного, нетканого, спосіб
Формула / Реферат:
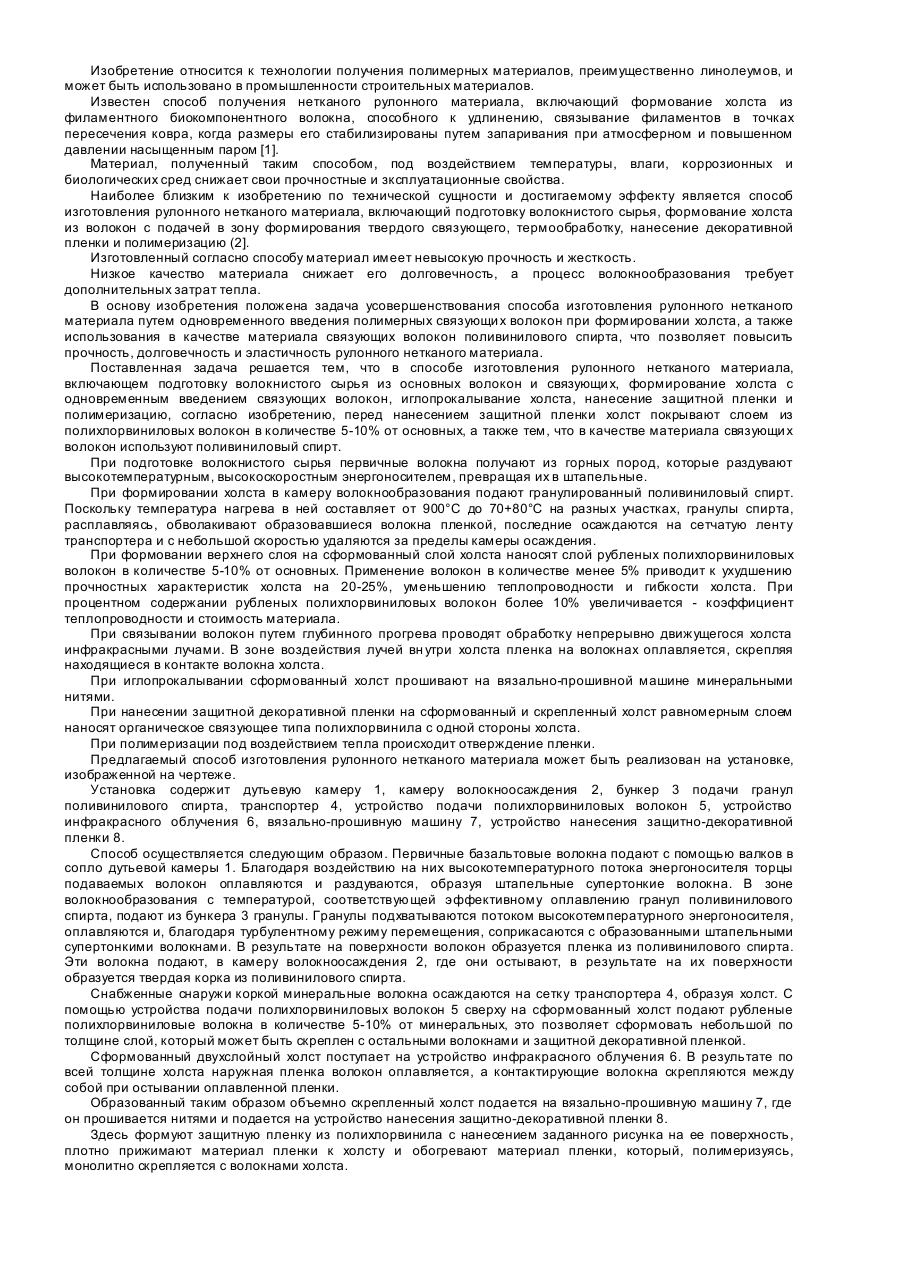
1. Способ изготовления рулонного нетканого материала, включающий подготовку волокнистого сырья из основных волокон и связующих, формирование холста с одновременным введением связующих волокон, иглопрокалывание холста, нанесение защитной пленки и полимеризацию, отличающийся тем. что перед нанесением защитной пленки холст покрывают слоем из полихлорвиниловых волокон в количестве 5-10% от основных.2. Способ по п.1, отличающийся тем, что в...
Пристрій для формування виробів з термопластичного листового матеріалу
Номер патенту: 44114
Опубліковано: 15.01.2002
Автор: Абзіанідзе Георгій Павлович
МПК: B29C 51/26, B29C 51/18, B29C 51/10
Мітки: пристрій, листового, термопластичного, матеріалу, формування, виробів
Формула / Реферат:
Пристрій для формування виробів з термопластичного листового матеріалу, що містить корпус, пневмоциліндр, матрицю, притискувальну раму і нагрівач, який відрізняється тим, що він додатково забезпечений декількома пневмоциліндрами, штоки яких жорстко з'єднані з рухомою станиною, на якій жорстко закріплена матриця з вакуумними каналами, при цьому притискувальна рама забезпечена ніжками, установленими на нижній частині корпусу, і виконана з двох...
Устаткування для сушіння і просочування рулонного матеріалу
Номер патенту: 38219
Опубліковано: 15.05.2001
Автори: Горпинко Олександр Федорович, Круць Микола Федорович, Федунів Богдан Михайлович, Сенько Ярослав Богданович, Заяць Богдан Йосипович
МПК: A61L 15/00, F26B 13/00
Мітки: просочування, устаткування, сушіння, рулонного, матеріалу
Текст:
...процес переходу сировинного гіпсу з форми CaSiО4·2H2О до напівводного CaSiО4·0,5H2О, тим самим підвищити продуктивність устаткування. На фігурі схематично зображено устаткування для сушки і просочування рулонного матеріалу. Устаткування складається із вузла розмотування матеріалу 1, від якого через пристрій просочування матеріалу 2 до горизонтальної сушильної камери 3 направляється просочена марлева тканина, із якої по зигзагоподібній...
Спосіб виготовлення рулонного покрівельного і гідроізоляційного матеріалу
Номер патенту: 39111
Опубліковано: 15.06.2001
Автори: Свєшніков Сергій Миколайович, Гончарко Валентина Михайлівна, Шлапацька Валентина Василівна, П'ятигорська Ніна Ісаківна, Дац Зоя Мусіївна, Клюєв Едуард Олександрович
МПК: C08K 7/00, B29B 7/00, C08L 23/22
Мітки: покрівельного, рулонного, гідроізоляційного, спосіб, матеріалу, виготовлення
Формула / Реферат:
Способ изготовления рулонного кровельного и гидроизоляционного материала, включащий приготовление исходной полимерной композиции массы на основе бутилкаучукового компонента, каолина, стеарина и молотых текстильсодержащих отходов, отличающийся тем, что в качестве бутилкаучукового компонента используют отработанную бутилкаучуковую резину, подвергнутую радиационной обработке до суммарной дозы 5-10 Мрад., а текстильсодержащие отходы вводят...
Попередній патент: Вузол підвіски роликоопори стрічкового конвеєра
Наступний патент: Анаеробний біореактор “колорит”
Випадковий патент: Спосіб ампутаційної лігатурної апендектомії