Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь
Номер патенту: 14650
Опубліковано: 20.01.1997
Автори: Сенцюк Богдан Володимирович, Єфремов Михайло Васильович, Поліщук Микола Олександрович, Стасишин Петро Іванович
Формула / Реферат
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь, який містить станину, електродвигун, планшайбу для кріплення та обертання деталі, що наплавляється, зварювальну головку з кареткою і механізм переміщення, який відрізняється тим, що станина виконана з двох стінок, причому на одній з них кріпиться планшайба, оснащена штангою, що має можливість обертатись, а на іншій - механізм переміщення, оснащений електродвигуном з тери-сторним приводом.
Текст
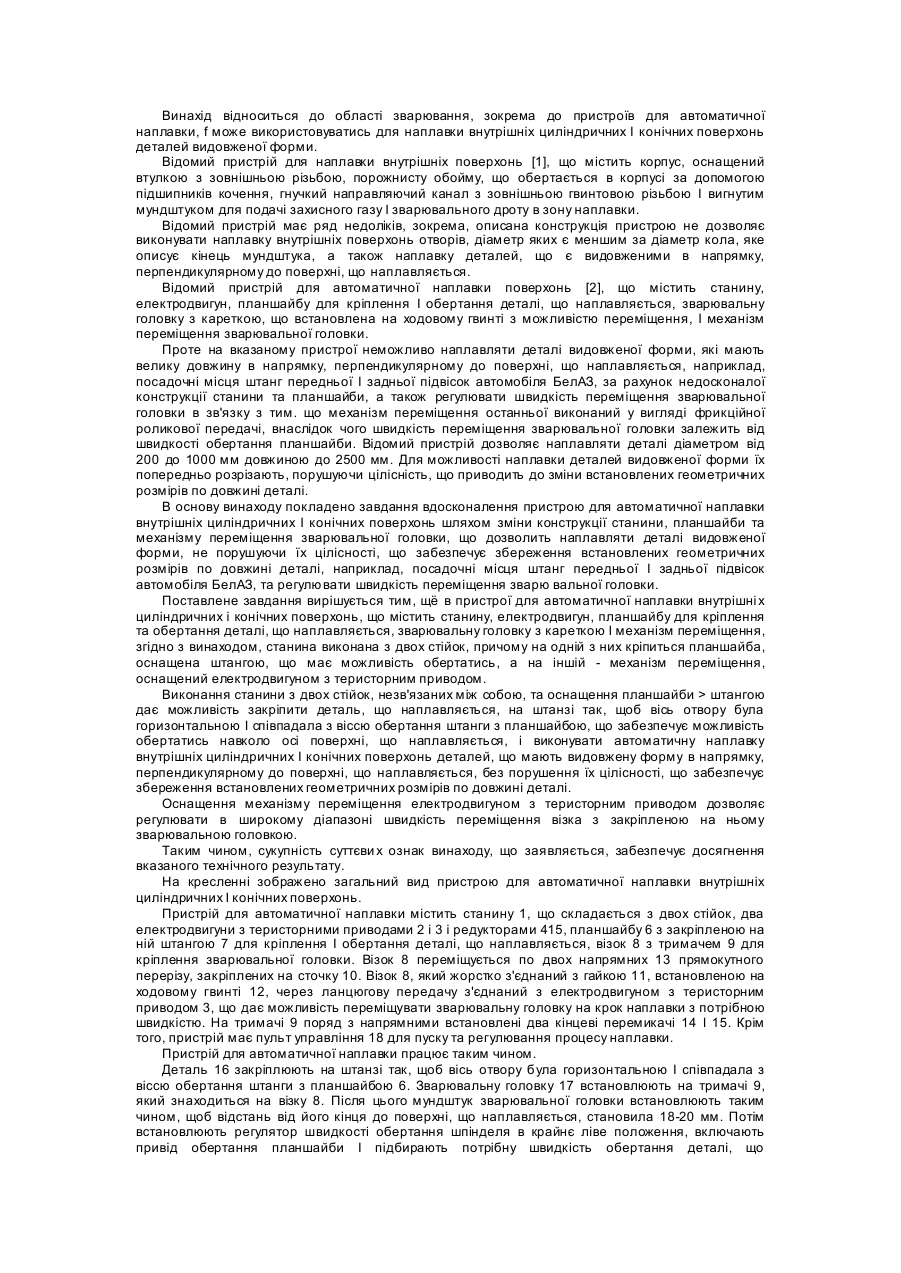
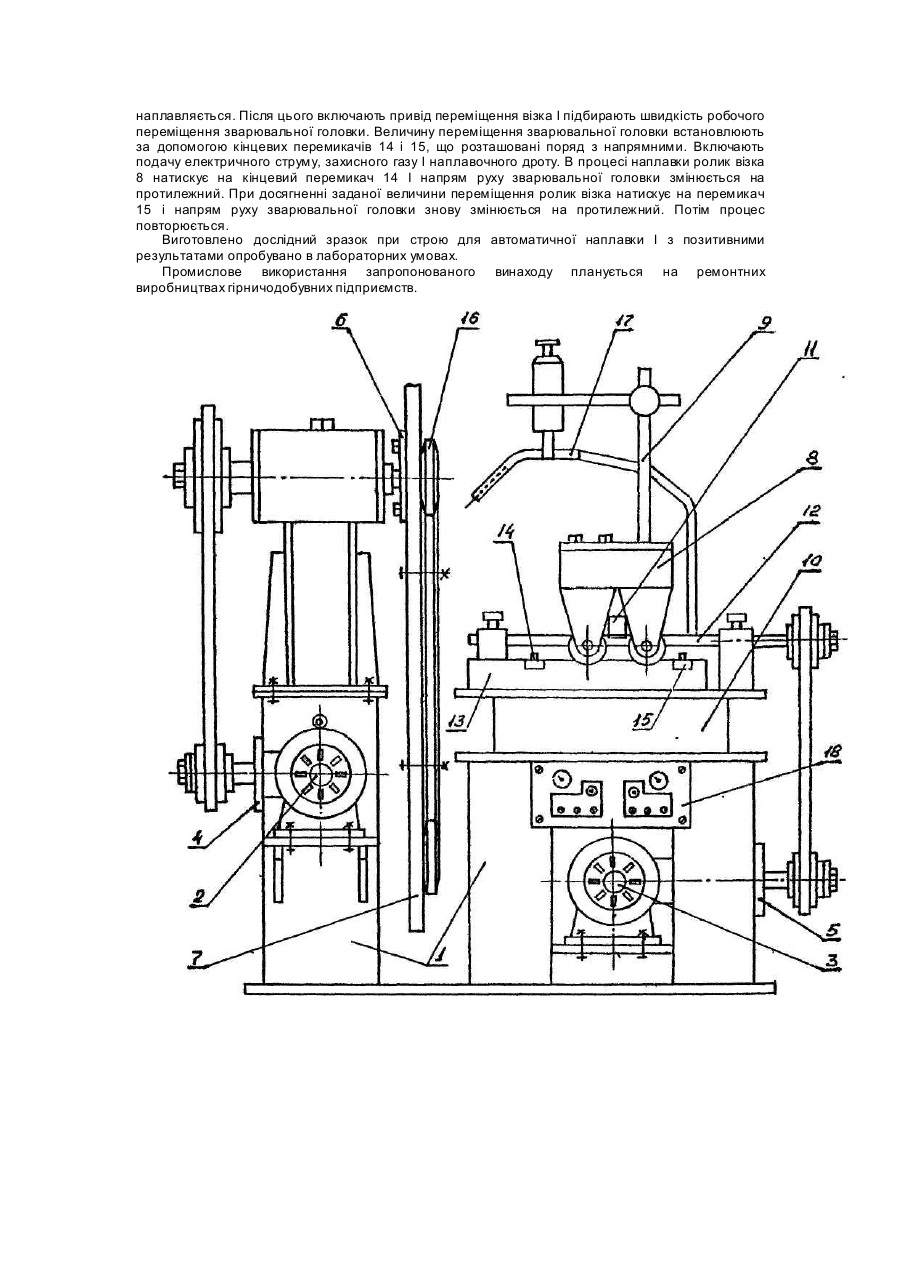
Винахід відноситься до області зварювання, зокрема до пристроїв для автоматичної наплавки, f може використовуватись для наплавки внутрішніх циліндричних І конічних поверхонь деталей видовженої форми. Відомий пристрій для наплавки внутрішніх поверхонь [1], що містить корпус, оснащений втулкою з зовнішньою різьбою, порожнисту обойму, що обертається в корпусі за допомогою підшипників кочення, гнучкий направляючий канал з зовнішньою гвинтовою різьбою І вигнутим мундштуком для подачі захисного газу І зварювального дроту в зону наплавки. Відомий пристрій має ряд недоліків, зокрема, описана конструкція пристрою не дозволяє виконувати наплавку внутрішніх поверхонь отворів, діаметр яких є меншим за діаметр кола, яке описує кінець мундштука, а також наплавку деталей, що є видовженими в напрямку, перпендикулярному до поверхні, що наплавляється. Відомий пристрій для автоматичної наплавки поверхонь [2], що містить станину, електродвигун, планшайбу для кріплення І обертання деталі, що наплавляється, зварювальну головку з кареткою, що встановлена на ходовому гвинті з можливістю переміщення, І механізм переміщення зварювальної головки. Проте на вказаному пристрої неможливо наплавляти деталi видовженої форми, які мають велику довжину в напрямку, перпендикулярному до поверхні, що наплавляється, наприклад, посадочні місця штанг передньої І задньої підвісок автомобіля БелАЗ, за рахунок недосконалої конструкції станини та планшайби, а також регулювати швидкість переміщення зварювальної головки в зв'язку з тим. що механізм переміщення останньої виконаний у вигляді фрикційної роликової передачі, внаслідок чого швидкість переміщення зварювальної головки залежить від швидкості обертання планшайби. Відомий пристрій дозволяє наплавляти деталі діаметром від 200 до 1000 мм довжиною до 2500 мм. Для можливості наплавки деталей видовженої форми їх попередньо розрізають, порушуючи цілісність, що приводить до зміни встановлених геометричних розмірів по довжині деталі. В основу винаходу покладено завдання вдосконалення пристрою для автоматичної наплавки внутрішніх циліндричних І конічних поверхонь шляхом зміни конструкції станини, планшайби та механізму переміщення зварювальної головки, що дозволить наплавляти деталі видовженої форми, не порушуючи їх цілісності, що забезпечує збереження встановлених геометричних розмірів по довжині деталі, наприклад, посадочні місця штанг передньої І задньої підвісок автомобіля БелАЗ, та регулювати швидкість переміщення зварю вальної головки. Поставлене завдання вирішується тим, щё в пристрої для автоматичної наплавки внутрішні х циліндричних і конічних поверхонь, що містить станину, електродвигун, планшайбу для кріплення та обертання деталі, що наплавляється, зварювальну головку з кареткою І механізм переміщення, згідно з винаходом, станина виконана з двох стійок, причому на одній з них кріпиться планшайба, оснащена штангою, що має можливість обертатись, а на іншій - механізм переміщення, оснащений електродвигуном з теристорним приводом. Виконання станини з двох стійок, незв'язаних між собою, та оснащення планшайби > штангою дає можливість закріпити деталь, що наплавляється, на штанзі так, щоб вісь отвору була горизонтальною І співпадала з віссю обертання штанги з планшайбою, що забезпечує можливість обертатись навколо осі поверхні, що наплавляється, і виконувати автоматичну наплавку внутрішніх циліндричних І конічних поверхонь деталей, що мають видовжену форму в напрямку, перпендикулярному до поверхні, що наплавляється, без порушення їх цілісності, що забезпечує збереження встановлених геометричних розмірів по довжині деталі. Оснащення механізму переміщення електродвигуном з теристорним приводом дозволяє регулювати в широкому діапазоні швидкість переміщення візка з закріпленою на ньому зварювальною головкою. Таким чином, сукупність суттєви х ознак винаходу, що заявляється, забезпечує досягнення вказаного технічного результату. На кресленні зображено загальний вид пристрою для автоматичної наплавки внутрішніх циліндричних І конічних поверхонь. Пристрій для автоматичної наплавки містить станину 1, що складається з двох стійок, два електродвигуни з теристорними приводами 2 і 3 і редукторами 415, планшайбу 6 з закріпленою на ній штангою 7 для кріплення І обертання деталі, що наплавляється, візок 8 з тримачем 9 для кріплення зварювальної головки. Візок 8 переміщується по двох напрямних 13 прямокутного перерізу, закріплених на сточку 10. Візок 8, який жорстко з'єднаний з гайкою 11, встановленою на ходовому гвинті 12, через ланцюгову передачу з'єднаний з електродвигуном з теристорним приводом 3, що дає можливість переміщувати зварювальну головку на крок наплавки з потрібною швидкістю. На тримачі 9 поряд з напрямними встановлені два кінцеві перемикачі 14 І 15. Крім того, пристрій має пульт управління 18 для пуску та регулювання процесу наплавки. Пристрій для автоматичної наплавки працює таким чином. Деталь 16 закріплюють на штанзі так, щоб вісь отвору була горизонтальною І співпадала з віссю обертання штанги з планшайбою 6. Зварювальну головку 17 встановлюють на тримачі 9, який знаходиться на візку 8. Після цього мундштук зварювальної головки встановлюють таким чином, щоб відстань від його кінця до поверхні, що наплавляється, становила 18-20 мм. Потім встановлюють регулятор швидкості обертання шпінделя в крайнє ліве положення, включають привід обертання планшайби І підбирають потрібну швидкість обертання деталі, що наплавляється. Після цього включають привід переміщення візка І підбирають швидкість робочого переміщення зварювальної головки. Величину переміщення зварювальної головки встановлюють за допомогою кінцевих перемикачів 14 і 15, що розташовані поряд з напрямними. Включають подачу електричного струму, захисного газу І наплавочного дроту. В процесі наплавки ролик візка 8 натискує на кінцевий перемикач 14 І напрям руху зварювальної головки змінюється на протилежний. При досягненні заданої величини переміщення ролик візка натискує на перемикач 15 і напрям руху зварювальної головки знову змінюється на протилежний. Потім процес повторюється. Виготовлено дослідний зразок при строю для автоматичної наплавки І з позитивними результатами опробувано в лабораторних умовах. Промислове використання запропонованого винаходу планується на ремонтних виробництвах гірничодобувних підприємств.
ДивитисяДодаткова інформація
Автори англійськоюYefremov Mykhailo Vasyliovych, Polischuk Mykola Oleksandrovych, Stasyshyn Petro Ivanovych, Sentsiuk Bohdan Volodymyrovych
Автори російськоюЕфремов Михаил Васильевич, Полищук Николай Александрович, Стасишин Петр Иванович, Сенцюк Богдан Владимирович
МПК / Мітки
МПК: B23K 9/04
Мітки: наплавки, конічних, циліндричних, пристрій, внутрішніх, поверхонь, автоматичної
Код посилання
<a href="https://ua.patents.su/2-14650-pristrijj-dlya-avtomatichno-naplavki-vnutrishnikh-cilindrichnikh-i-konichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь</a>
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей
Номер патенту: 11416
Опубліковано: 25.12.1996
Автори: Бабей Юлій Іванович, Кирилів Володимир Іванович, Калічак Теодор Миколайович
МПК: B24B 39/00
Мітки: поверхонь, зовнішніх, циліндричних, зміцнення, пристрій, деталей
Формула / Реферат:
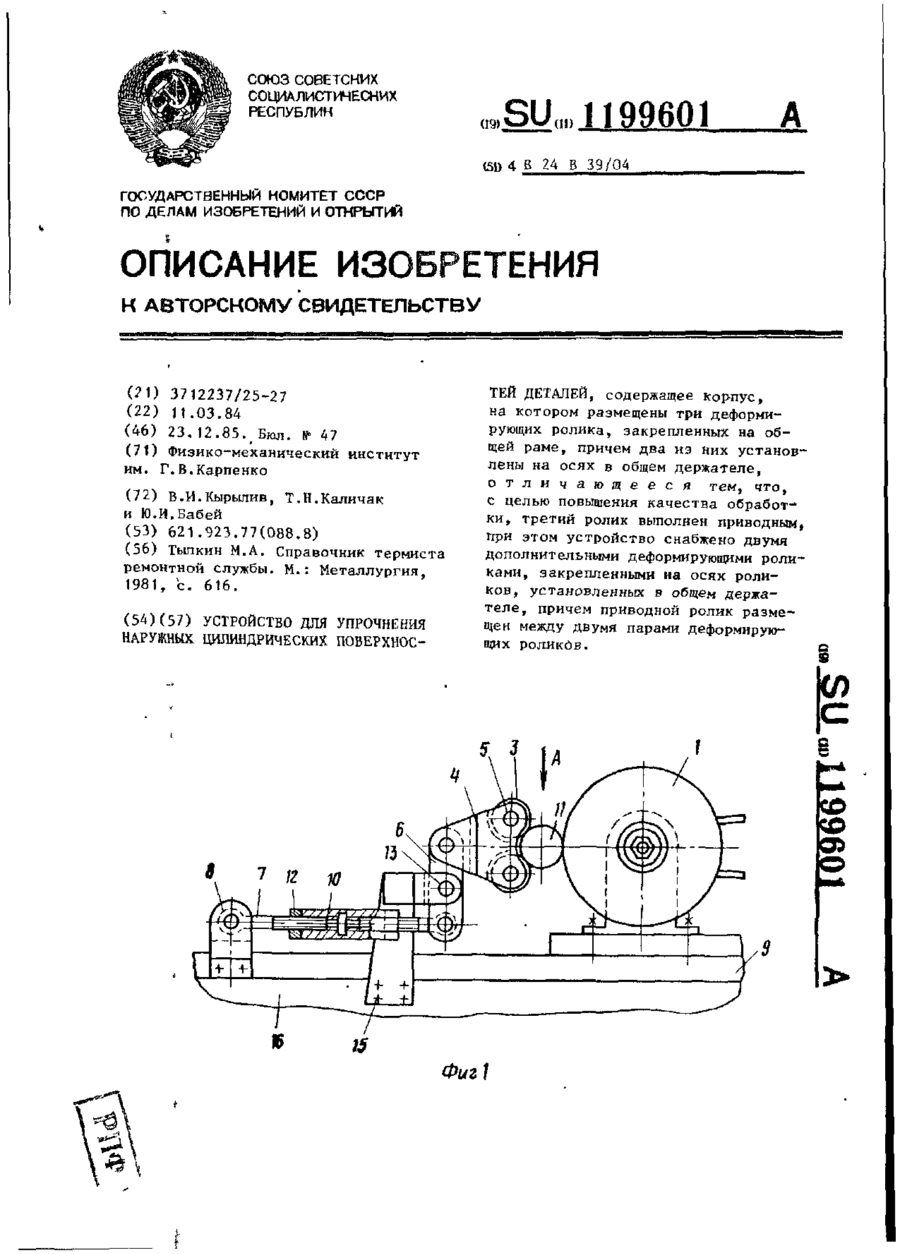
Устройство для упрочнения наружных цилиндрических поверхностей деталей, содержащее корпус, на котором размещены три деформирующих ролика, закрепленных на общей раме, причем два из них установлены на осях в общем держателе, отличающееся тем, что, с целью повышения качества обработки, третий ролик выполнен приводным, при этом устройство снабжено двумя дополнительными деформирующими роликами, закрепленными на осях роликов, установленных в...
Пристрій для віброабразивної обробки внутрішніх поверхонь довгомірних труб
Номер патенту: 10871
Опубліковано: 25.12.1996
Автори: Іскович-Лотоцький Ростислав Дмитрович, Булига Юрій Володимирович
МПК: B24B 31/06
Мітки: віброабразивної, довгомірних, труб, поверхонь, внутрішніх, пристрій, обробки
Формула / Реферат:
Устройство для виброабразивной обработки внутренних поверхностей длинномерных труб, содержащее рабочий орган с абразивом, привод, отличающееся тем, что, привод выполнен в виде пневмовибровозбудителя в глухой осевой расточке которого размещен подпружиненный относительно корпуса поршень, со штоком па котором крепятся сменные инерционные массы, снабженный осевым каналом подвода энергоносителя н торцевым запорным клапаном с кольцевой рабочей...
Головка для наплавки
Номер патенту: 9458
Опубліковано: 30.09.1996
Автори: Пширков Владлен Пилипович, Чаюн Андрій Григорович, Михайлов Олег Вікторович, Сергацький Георгій Іванович
Формула / Реферат:
Головка для наплавки, содержащая горелку с основным электродом и каналом для подачи присадочной проволоки, основной источник питания с полюсами для подключения к основному электроду и к присадочной проволоке, а также дополнительный источник питания с полюсом для подключения к наплавляемой заготовке, отличающаяся тем, что, с целью повышения качества наплавленного металла путем снижения вероятности прожогов материалов малых толщин и...
Суміш для керамічної наплавки вогнетривкої футеровки
Номер патенту: 3804
Опубліковано: 27.12.1994
Автори: Фесенко Юрій Олександрович, Баланов Віктор Григорович, Збиковський Іван Гнатович, Тузенков Володимир Вікторович
МПК: C04B 35/14
Мітки: наплавки, вогнетривкої, суміш, футеровки, керамічної
Формула / Реферат:
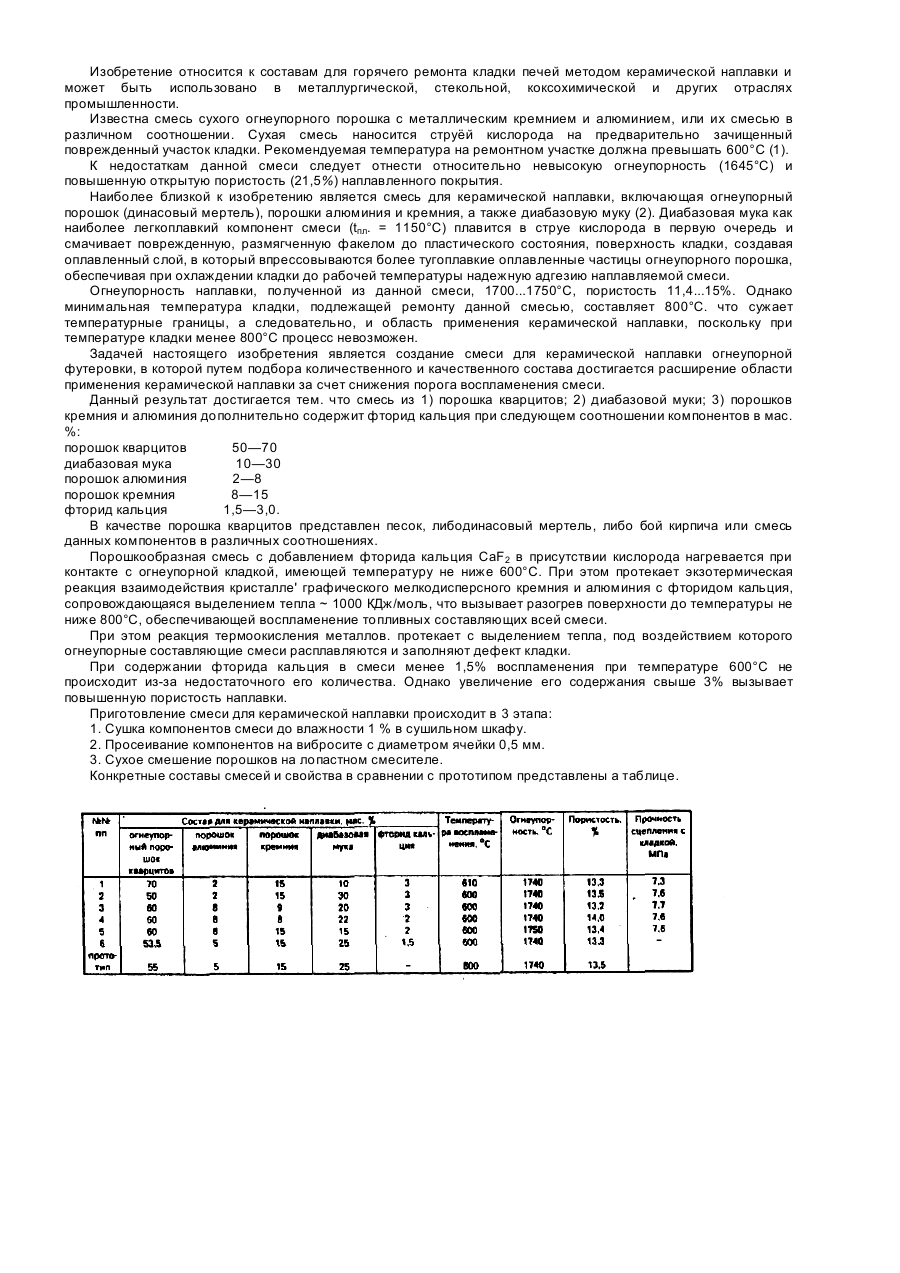
Смесь для керамической наплавки огнеупорной футеровки, включающая порошок кварцитов, диабазовую муку, порошок алюминия и кремния, отличающаяся тем, что она дополнительно содержит порошок фторида кальция при следующем соотношении компонентов, мас. %: Порошок кварцитов 50-70 Диабазовая мука 10-30 Порошок алюминия 2-8 Порошок...
Шихта для наплавки чавуну
Номер патенту: 7569
Опубліковано: 29.09.1995
Автори: Коростиль Анатолій Павлович, Голобородов Валентин Миколаєвич, Верклов Михайло Михайлович, Плотников Володимир Петрович, Булат Іван Васильйович, Шевченко Євген Григорович, Потапов Юрій Семенович
МПК: C22C 37/10, B23K 35/30
Попередній патент: Плуг
Наступний патент: Реверсивний важільно – кулачковий механізм
Випадковий патент: Газоаналізатор концентрації озону "озономір г-100"