Головка для наплавки
Номер патенту: 9458
Опубліковано: 30.09.1996
Автори: Пширков Владлен Пилипович, Михайлов Олег Вікторович, Сергацький Георгій Іванович, Чаюн Андрій Григорович
Формула / Реферат
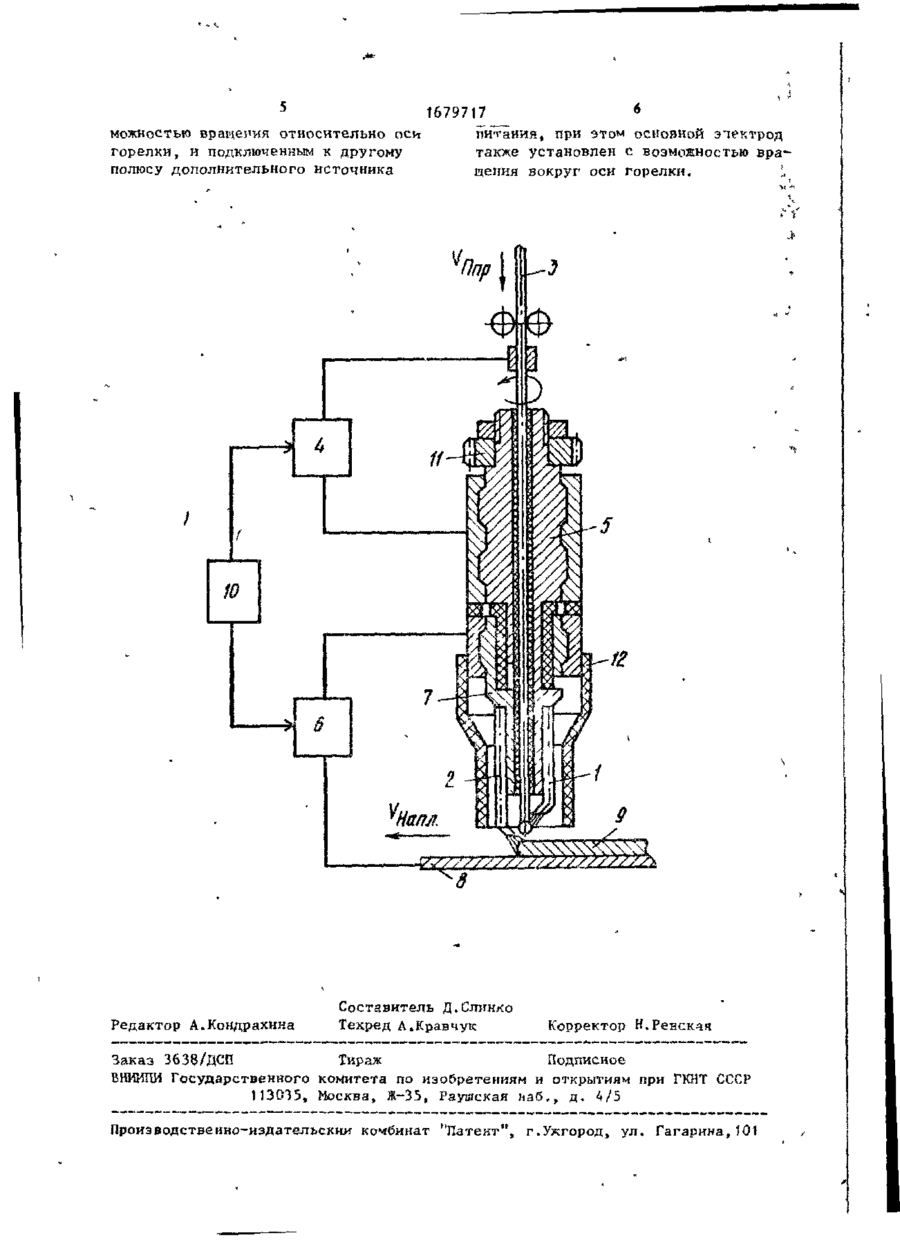
Головка для наплавки, содержащая горелку с основным электродом и каналом для подачи присадочной проволоки, основной источник питания с полюсами для подключения к основному электроду и к присадочной проволоке, а также дополнительный источник питания с полюсом для подключения к наплавляемой заготовке, отличающаяся тем, что, с целью повышения качества наплавленного металла путем снижения вероятности прожогов материалов малых толщин и повышения работоспособности головки для наплавки, горелка снабжена дополнительным электродом, установленным с возможностью вращения относительно оси горелки, и подключенным к другому полюсу дополнительного источника питания, при этом основной электрод также установлен с возможностью вращения вокруг оси горелки.
Текст
Изобретение относится к сварочному производству и может быть использовано в транспортном, энергетическом и м ругнх отраслях машиностроения при получении заготовок различной формы, имеющих близкие к конечным размеры. Цель изобретения повышение качества наплавленного металла путем снижения вероятности прожогов материалов малых толщин и по Изобретение О Т Н О С И Т С Я к сварочному производству и может быть использовано в транспортное, энергетическом, химическом и других отраслях маииностроения при получении заготовок различной формы, имеющих близкие к конечным размерам, в т.ч. многослойных и композиционных материалов . ІХепь изобретения - повышение качества наплавленного металла путем снижения вероятности прожогов материалов малых толщин и повышение работоспособности головки. На чертеже показана головка для наплавки в разрезе. 35-91 I вышение работоспособности головки. Головка для наплавки содержит горелку, снабженную изолированными друг от друга основным и дополнительным электродами, кинематически связанными с приводом их вращения вокруг оси горелки, вдоль которой расположен канал подачи наплавляемой проволоки, а также основной и дополнитепьный источник питания, причем одни выходы указанных источников питания подключены соответственно к основному и дополнительному электродам, а другие выходы основного и дополнительного источников питания подключены к канаду подачи наплавляемой проволоки и к наплавляемой заготовке соответственно. Предложенная головка обеспечивает также более высокую производительность при наплавке. 1 ил Головка для наплавки включает в себя горелку, снабженную изолированными друг от друга основным и дополнительным электродами 1 и 2, кинематически связанными с приводом (на чертеже ке показлн) их вращения вокруг оси горелки, вдоль которой расположен канал подачи наплавляемой проволоки 3, а также основной источник 4 питания,, подключенный держатель 5 к основному электроду 1 и дополнительный источник питания 6, подключенный через держатель 7 к дополнительному электроду 2 и подложке 3, на которую наплавляется заготовка 9. К управляющим входам основного и дополни со 1679717 тельного источника 4, 6 подключены выходы запоминающего устройства (0. Кинематическая свять основного и дополнительного электродов 1 , 2 с приводом их вращения осуществляется через шестерню 11. Защита зоны осаждения жидкого наплавляемого материала проволоки 3 осуществляется инертным газом, подаваемым через сопло 12. На 10 держателях 5 и 7 может быть установлено по несколько электродов 1, 2. Головка для наплавки работает следующим образом. После зажигания одним из известных 15 способов основной и дополнительной дуг» питаемых через электроды 1, 2 источниками 4, 6, и включения привода вращения электродов 1 и 2 включают приводы (на фиг. 1 не показаны) 20 подачи наплавляемой проволоки 3 со скоростью V n ppH перемещения горелки со скоростью V ц 0 Л Л относительно подложки 8. В процессе наплавки дуга, создаваемая дополнительны*- электро25 дом 2, производит нагрев и очистку1 поверхности заготовки ч, подготавливая ее к осаждению наплавляемого материала. Эта дуга (или несколько дут) в зависимости от марки матери30 ала проволоки 3 и заготовки 9, от ориентации ее относительно оси горелки, первоначального или последующих -проходом при многослойной и многопроходной наплавке может осуществлять по сигналам программы от запомина- • 35 ющего устройства 10 нагрев, термообработку, катодную очистку перед зоной наплавки, разглаживание наплавленного материала и т.д. на поверхности заготовки. Под термическим 40 воздействием основной дуги, создаваемой основным электродом 1, проволока 3 расплавляется и наплавляемый материал в виде жидкой струи осаждается на подготовленную дополнительной дугой поверхность заготовки 9. Для обеспечения очистки поверхности от загрязнений и снижения теплового воздействия на поверхность заготовки 9 дополнительную дугу между дополни50 тельным электродом 2 и заготоЕкой 9 формируют на обратной полярности (плюс на неплавящемся электроде). Расплавление наплавляемой проволоки 3 целесообразно осуществлять на пря55 мой полярности (минус на неплавящемся электроде), чтобы избежать повышен ного загрязнения основного электрода 1 материалом проволоки 3 и обеспечить высокую эффективность расплавлений. Регулирование процесса расплавления проволоки 3 и степени нагрева поверхности заготовки 9 осуществляются независимо друг от друга по программе, сигналы которой поступают от запоминающего устройства 10 на управляющие входы основного и дополнительного источников 4, 6 питания соответственно основной и дополнительной дуг. Независимое н согласованное регулирование обоих процессов позволяет избавиться от перегрева наплавляемого материала, уменьшить вероятность прожога материалов малых толщин, получить наплавленный слой материала с требуемыми свойствами, т.е. высоким качеством. Благодаря вращению независимо управляемой дополнительной дуги вокруг оси горелки, может осуществляться подготовка поверхности заготовки любой толщины, в т.ч. и переменной, на ширину диаметра вращения указанной дуги. Предложенная головка позволяет за счет разъяснения электродов и их независимого использования в процессах сварки и наплавки повысить ее работоспособность в среднем на 30%. Благодаря независимому регулированию процессов расплавления наплавляемой проволоки и нагрева поверхности-заготовки обеспечивается также возможность напл-гвки с высокой производительностью. Предложенная головка для наплавки может быть использована также для получения заготовок различной формы, имеющих близкие к конечным размеры. Ф о р м у л а и з о б р е т е н и я Головка дня наплавки, содержащая горелку с основным электродом и каналом для подачи присадочной проволоки, основной источник литания с полю™ сами для подключения к основному электроду и к присадочной проволоке, а также дополнительный источник питания с полюсом для подключения к наплавляемой заготовке, о т л и ч а ю щ а я с я тем, что, с целью повышения качества наплавленного металла путем снижения вероятности прожогов материалов малых толщин и повышения работоспособности головки для наплавки, , горелка снабжена дополнительным электродом, установленным с воз ,* *• 5 6 1679717 можностыо вращения относительно оси питания, при этом основной этектрод также установлен с возможностью врагорелки, и подключенным к другому полюсу дополнительного источника щения вокруг оси горелки, I Редактор А.Кондрахнна Составитель Д.Слинко Техред А.Кравчук Корректор Н.Ревск^я Заказ 3638/ДСП Тираж Подписное ВНИИГОІ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат "Патект", г.Укгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюHead for hard-facing
Автори англійськоюPshyrkov Vladlen Pylypovych, Serhatskyi Heorhii Ivanovych, Chaiun Andrii Hryhorovych, Mykhailov Oleh Viktorovych
Назва патенту російськоюГоловка для наплавки
Автори російськоюПширков Владлен Филиппович, Сергацкий Георгий Иванович, Чаюн Андрей Григорьевич, Михайлов Олег Викторович
МПК / Мітки
Код посилання
<a href="https://ua.patents.su/4-9458-golovka-dlya-naplavki.html" target="_blank" rel="follow" title="База патентів України">Головка для наплавки</a>
Спосіб наплавки
Номер патенту: 49
Опубліковано: 30.04.1993
Автори: Кочетов Константин Кузьмич, Яскевич Даніїл Савич, Шмиголь Владислав Іванович, Веретник Анатолій Львович, Товштейн Олександр Самойлович, Шнейдерман Олександр Шлемович, Волобуєв Олександр Іванович
МПК: B23K 9/04, B22D 19/00
Формула / Реферат:
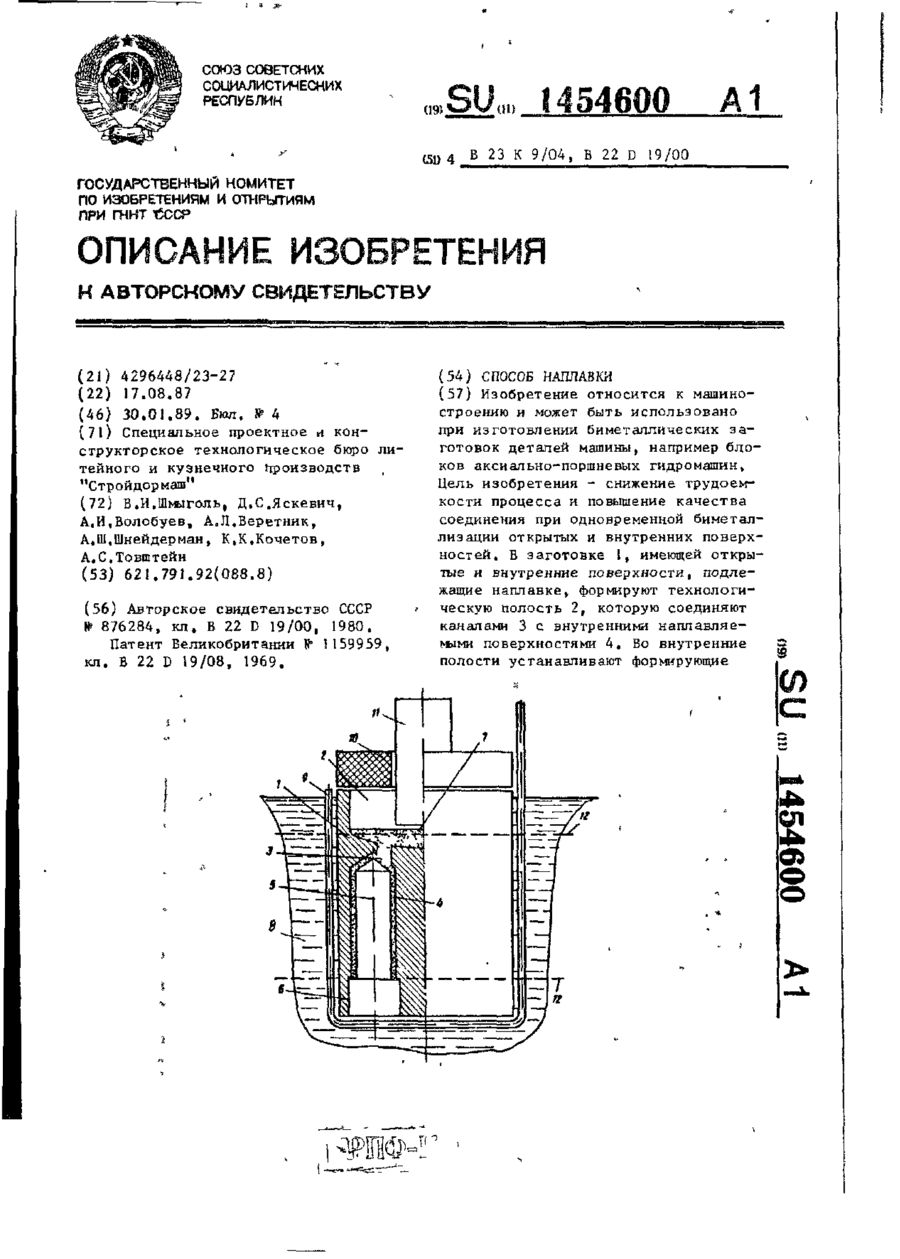
1. Способ наплавки, при котором в более тугоплавкой заготовке устанавливают формирующие стержни, нагревают заготовку, расплавляя наплавляемый металл, охлаждают собранный узел, после чего удаляют формирующие стержни, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества соединения при одновременной наплавке открытых и внутренних поверхностей, на открытой поверхности более тугоплавкой заготовки в пределах припуска...
Суміш для керамічної наплавки вогнетривкої футеровки
Номер патенту: 3804
Опубліковано: 27.12.1994
Автори: Баланов Віктор Григорович, Фесенко Юрій Олександрович, Збиковський Іван Гнатович, Тузенков Володимир Вікторович
МПК: C04B 35/14
Мітки: наплавки, вогнетривкої, суміш, футеровки, керамічної
Формула / Реферат:
Смесь для керамической наплавки огнеупорной футеровки, включающая порошок кварцитов, диабазовую муку, порошок алюминия и кремния, отличающаяся тем, что она дополнительно содержит порошок фторида кальция при следующем соотношении компонентов, мас. %: Порошок кварцитов 50-70 Диабазовая мука 10-30 Порошок алюминия 2-8 Порошок...
Установка для наплавки деталей рідким металом
Номер патенту: 5263
Опубліковано: 28.12.1994
Автори: Іванов Сергій Михайлович, Завілінський Анатолій Володимирович, Конопацький Василій Леонідович, Костенко Георгій Дмитрович, Олійник Володимир Спиридонович, Санніков Вячеслав Олексійович, Марушевський Леонід Васильович, Бердниченко Віктор Іванович
МПК: B22D 19/00
Мітки: установка, наплавки, металом, рідким, деталей
Формула / Реферат:
1. Установка для наплавки деталей жидким металлом, преимущественно типа звездочек, содержащая основание, станину, литейную форму с литнпковой системой, нагреватель, приводы перемещения и поворотные кронштейны, отличающаяся тем, что, с целью увеличения производительности и улучшения качества наплавки, она снабжена смонтированной на основании колонной, моделью, стержнем, расположенным над моделью, дозатором водовоздушной смеси и...
Спосіб наплавки заготівок
Номер патенту: 5267
Опубліковано: 28.12.1994
Автори: Хісматулін Назип Ісханович, Марушевський Леонід Васильович, Бердниченко Віктор Іванович, Бєлоусов Владислав Васильович, Будилін Миколай Олексійович, Сорока Петро Семенович, Костенко Георгій Дмитрович, Чепегін Вячеслав Володимирович
МПК: B22D 19/00
Мітки: заготівок, спосіб, наплавки
Формула / Реферат:
1. Способ наплавки заготовок, включающий размещение на наплавляемой поверхности накладки-модели наплавляемого слоя, выполненной из легкоудаляемого материала, например пенополистирола, установку заготовки в литейную форму, индукционный нагрев заготовки, выжигание накладки-модели с образованием полости для наплавляемого металла и заливку ее расплавом, отличающийся тем, что, с целью повышения качества наплавки за счет уменьшения загрязнения...
Спосіб наплавки штампів
Номер патенту: 16
Опубліковано: 30.04.1993
Автори: Підберезський Володимир Семенович, Гладкий Петро Васильович, Носатов Валерій Олександрович, Шевченко Микола Павлович, Кузьменко Олег Генадійович, Овчинникова Тамара Хабібуловна
МПК: B22D 19/06
Мітки: спосіб, наплавки, штампів
Формула / Реферат:
Способ наплавки штампов, включающий подплавление поверхности заготовки с использованием нерасходуемых электродов, подачу присадочного металла в виде мелких частиц их расплавление и последующую кристаллизацию наплавленного слоя с электрошлаковым обогревом, отличающийся тем, что, с целью улучшения качества наплавленного металла в зоне соединения, уменьшения его перемешивания с основным металлом заготовки, а также повышения...
Попередній патент: Засіб з’єднання зварюванням тонколистових заготівок із металевих композиційних матеріалів
Наступний патент: Пристрій для автоматичного зварювання замкнутих швів
Випадковий патент: Антикорозійна бітумно-полімерна система для захисту металевих конструкцій та трубопроводів