Спосіб виготовлення корпусу насоса двостороннього входу
Номер патенту: 18365
Опубліковано: 15.11.2006
Автори: Сотник Микола Іванович, Протас Микола Іванович, Лугова Світлана Олегівна, Коломієць Юрій Миколайович
Формула / Реферат
Спосіб виготовлення корпусу насоса двостороннього входу, який включає виготовлення моделей і стержнів по заданих параметрах, формування, заливання, видалення формувальних сумішей з відливка, обрубку його і очистку, подальшу обробку внутрішньої поверхні і привалкових поверхонь для з'єднання деталей з корпусом, який відрізняється тим, що перед обрубкою або очисткою, або обробкою внутрішньої поверхні в зовнішній стінці корпусу, напроти язика, що розділяє потік перекачуваної рідини, вирізають вікно для видалення формувальної суміші і обробки порожнини, що відкрилася, і кришки утвореного вікна, далі кришку вставляють у вікно і по периметру зварюють, при цьому корінь шва формують на рівні внутрішньої поверхні стінки і кришки.
Текст
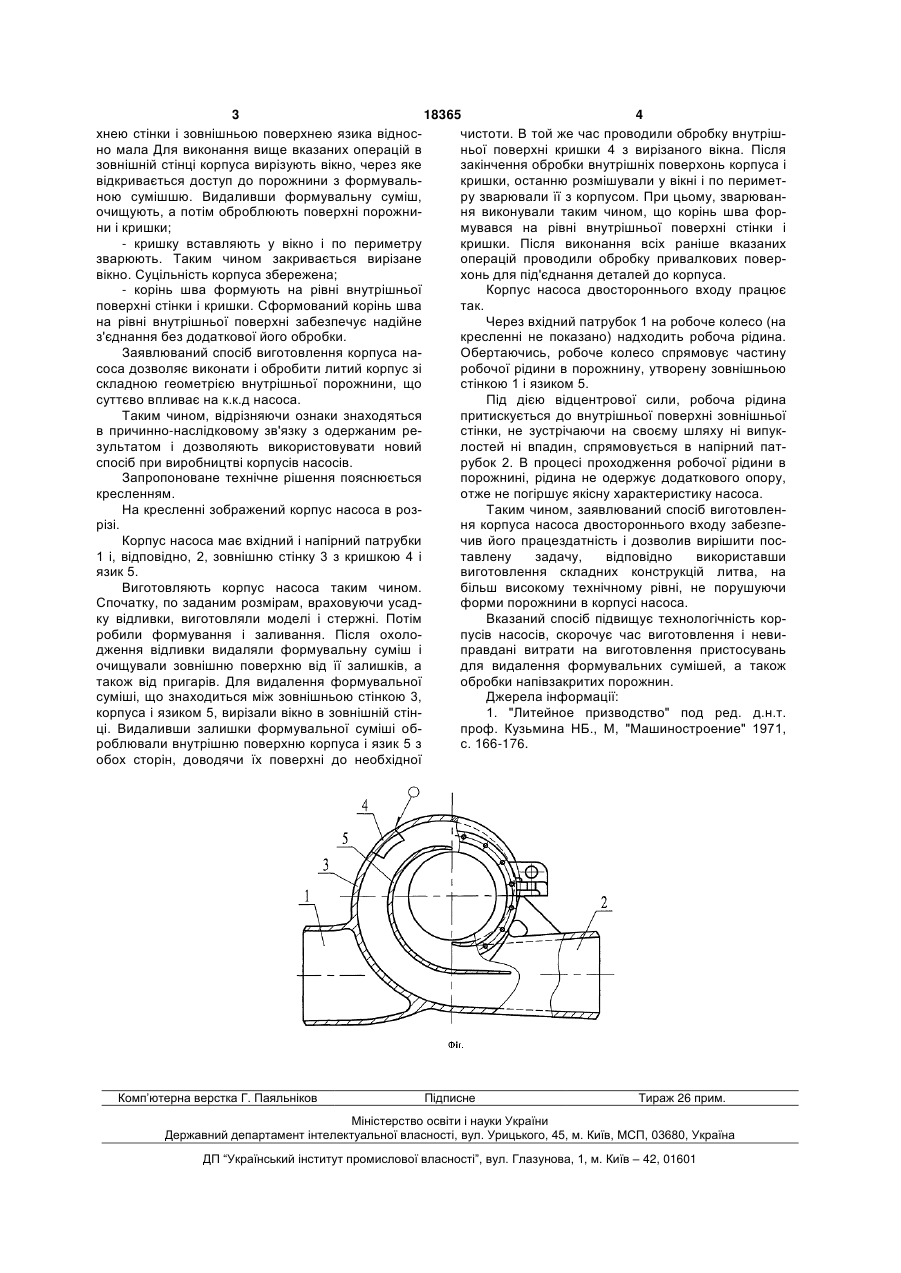
Спосіб виготовлення корпусу насоса двостороннього входу, який включає виготовлення моделей і стержнів по заданих параметрах, формуван 3 18365 4 хнею стінки і зовнішньою поверхнею язика відносчистоти. В той же час проводили обробку внутрішно мала Для виконання вище вказаних операцій в ньої поверхні кришки 4 з вирізаного вікна. Після зовнішній стінці корпуса вирізують вікно, через яке закінчення обробки внутрішніх поверхонь корпуса і відкривається доступ до порожнини з формувалькришки, останню розмішували у вікні і по периметною сумішшю. Видаливши формувальну суміш, ру зварювали її з корпусом. При цьому, зварюваночищують, а потім оброблюють поверхні порожниня виконували таким чином, що корінь шва форни і кришки; мувався на рівні внутрішньої поверхні стінки і - кришку вставляють у вікно і по периметру кришки. Після виконання всіх раніше вказаних зварюють. Таким чином закривається вирізане операцій проводили обробку привалкових повервікно. Суцільність корпуса збережена; хонь для під'єднання деталей до корпуса. - корінь шва формують на рівні внутрішньої Корпус насоса двостороннього входу працює поверхні стінки і кришки. Сформований корінь шва так. на рівні внутрішньої поверхні забезпечує надійне Через вхідний патрубок 1 на робоче колесо (на з'єднання без додаткової його обробки. кресленні не показано) надходить робоча рідина. Заявлюваний спосіб виготовлення корпуса наОбертаючись, робоче колесо спрямовує частину соса дозволяє виконати і обробити литий корпус зі робочої рідини в порожнину, утворену зовнішньою складною геометрією внутрішньої порожнини, що стінкою 1 і язиком 5. суттєво впливає на к.к.д насоса. Під дією відцентрової сили, робоча рідина Таким чином, відрізняючи ознаки знаходяться притискується до внутрішньої поверхні зовнішньої в причинно-наслідковому зв'язку з одержаним рестінки, не зустрічаючи на своєму шляху ні випукзультатом і дозволяють використовувати новий лостей ні впадин, спрямовується в напірний патспосіб при виробництві корпусів насосів. рубок 2. В процесі проходження робочої рідини в Запропоноване технічне рішення пояснюється порожнині, рідина не одержує додаткового опору, кресленням. отже не погіршує якісну характеристику насоса. На кресленні зображений корпус насоса в розТаким чином, заявлюваний спосіб виготовленрізі. ня корпуса насоса двостороннього входу забезпеКорпус насоса має вхідний і напірний патрубки чив його працездатність і дозволив вирішити пос1 і, відповідно, 2, зовнішню стінку 3 з кришкою 4 і тавлену задачу, відповідно використавши язик 5. виготовлення складних конструкцій литва, на Виготовляють корпус насоса таким чином. більш високому технічному рівні, не порушуючи Спочатку, по заданим розмірам, враховуючи усадформи порожнини в корпусі насоса. ку відливки, виготовляли моделі і стержні. Потім Вказаний спосіб підвищує технологічність корробили формування і заливання. Після охолопусів насосів, скорочує час виготовлення і невидження відливки видаляли формувальну суміш і правдані витрати на виготовлення пристосувань очищували зовнішню поверхню від її залишків, а для видалення формувальних сумішей, а також також від пригарів. Для видалення формувальної обробки напівзакритих порожнин. суміші, що знаходиться між зовнішньою стінкою 3, Джерела інформації: корпуса і язиком 5, вирізали вікно в зовнішній стін1. "Литейное призводство" под ред. д.н.т. ці. Видаливши залишки формувальної суміші обпроф. Кузьмина НБ., М, "Машиностроение" 1971, роблювали внутрішню поверхню корпуса і язик 5 з с. 166-176. обох сторін, доводячи їх поверхні до необхідної Комп’ютерна верстка Г. Паяльніков Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to manufacture pump body with two inlet ports
Автори англійськоюSotnyk Mykola Ivanonych, Kolomiets Yurii Mykolaiovych, Luhova Svitlana Olehivna
Назва патенту російськоюСпособ изготовления корпуса насоса двухстороннего входа
Автори російськоюСотник Николай Иванович, Коломиец Юрий Николаевич, Луговая Светлана Олеговна
МПК / Мітки
МПК: F04D 29/42, F04D 29/40
Мітки: виготовлення, двостороннього, корпусу, насоса, входу, спосіб
Код посилання
<a href="https://ua.patents.su/2-18365-sposib-vigotovlennya-korpusu-nasosa-dvostoronnogo-vkhodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення корпусу насоса двостороннього входу</a>
Насос двостороннього входу

Номер патенту: 18363
Опубліковано: 15.11.2006
Автори: Сотник Микола Іванович, Лугова Світлана Олегівна, Коломієць Юрій Миколайович, Протас Микола Іванович
МПК: F04D 1/00
Мітки: двостороннього, входу, насос
Формула / Реферат:
Насос двостороннього входу, що містить статорну і роторну частини, причому статорна частина містить корпус з гідравлічною порожниною, вхідним і напірним патрубками, і кришки, а роторна частина включає вал з робочим колесом двостороннього входу, зв'язаний зі статорною частиною підшипниками ковзання і торцевим ущільненням, при цьому з обох сторін робочого колеса і статорної частини утворений радіальний зазор, який відрізняється тим, що насос...
Вузол кріплення корпусу насоса

Номер патенту: 9261
Опубліковано: 30.09.1996
Автор: Нікітенко Віталій Олександрович
МПК: F04D 29/60
Мітки: кріплення, насоса, корпусу, вузол
Формула / Реферат:
Узел крепления корпуса насоса, содержащий корпус с лапами и фундаментную плиту, соединенные между собой посредством прижимных планок, закрепленных на фундаментной плите, причем расстояния между лапами, расположенными по одну сторону продольной оси корпуса насоса, одинаковы, отличающийся тем, что, с целью повышения надежности работы в широком интервале температур путем обеспечения центровки корпуса при выполнении последнего четырехопорным,...
Насос відцентровий двостороннього входу
Номер патенту: 7607
Опубліковано: 15.06.2005
Автори: Шастун Василь Федорович, Косяненко Олександр Семенович, Бєлашов Петро Михайлович
Мітки: відцентровий, двостороннього, входу, насос
Формула / Реферат:
1. Насос відцентровий двостороннього входу, що складається з корпусу з двома ущільнюючими кільцями і ротора, що містить вал і робоче колесо, по боках корпусу насоса установлені два підшипники для сприймання радіального навантаження, який відрізняється тим, що з обох боків робочого колеса встановлено гідродинамічні упорні (осьові) підшипники в складі нерухомого диска з двома кільцевими камерами, що з'єднані дросельними отворами з колектором, і...
Насос відцентровий двостороннього входу

Номер патенту: 63790
Опубліковано: 15.01.2004
Автор: Скуба Іван Степанович
МПК: F04D 5/00, F04D 7/00, F04D 1/00, F04D 29/04
Мітки: насос, відцентровий, входу, двостороннього
Формула / Реферат:
Насос відцентровий двостороннього входу, що має корпус з двома ущільнюючими кільцями і ротор, що містить вал і робоче колесо, до того ж, між робочим колесом і ущільнюючими кільцями є радіальні щілини, а по боках корпуса насоса установлені два підшипники для сприймання радіального і один - осьового навантаження, при цьому останній розміщений в корпусі підшипника з циліндричною і боковою поверхнями, який відрізняється тим, що з обох боків...
Багатоступінчастий відцентровий насос з робочим колесом двостороннього входу
Номер патенту: 16784
Опубліковано: 15.08.2006
Автори: Перехрест Олександр Миколайович, Лугова Світлана Олегівна, Дорофєєва Ольга Миколаївна, Іванюшин Аркадій Аркадійович, Єлін Валерій Костянтинович
МПК: F04D 1/00, F04D 29/44
Мітки: насос, колесом, двостороннього, робочим, входу, багатоступінчастий, відцентровий
Формула / Реферат:
1. Відцентровий насос з робочим колесом двостороннього входу, який містить напівспіральний підвід і спіральний відвід, що утворені порожнинами в кришці і корпусі, підшипники, торцеве ущільнення вала, який відрізняється тим, що за робочим колесом установлений напрямний апарат. 2. Насос за п. 1, який відрізняється тим, що напрямний апарат виконаний багатоканальним з формою каналу у вигляді прямоосьового дифузора і складений з двох...
Попередній патент: Корпус насоса збірний
Наступний патент: Спосіб підземної розробки похилих рудних покладів
Випадковий патент: Спосіб виготовлення каталізатора для очищення вихлопних газів двигунів внутрішнього згоряння та відхідних газів промислових підприємств