Спосіб гідроабразивного очищення поверхонь деталей
Номер патенту: 18574
Опубліковано: 25.12.1997
Автори: Савченко Віктор Іванович, Франчук Григорій Михайлович, Амирханов Дамир Ракипович
Формула / Реферат
Способ гидроабразивной очистки поверхностей деталей, при котором на поток гидроабразивной суспензии воздействуют струей сжатого газа с образованием аэрозольных частиц, отличающийся тем, что отношение массовых расходов гидроабразивной суспензии и газа выбирают не более 1 : 10, при этом скорость струи сжатого газа составляет 200 - 500м/с.
Текст
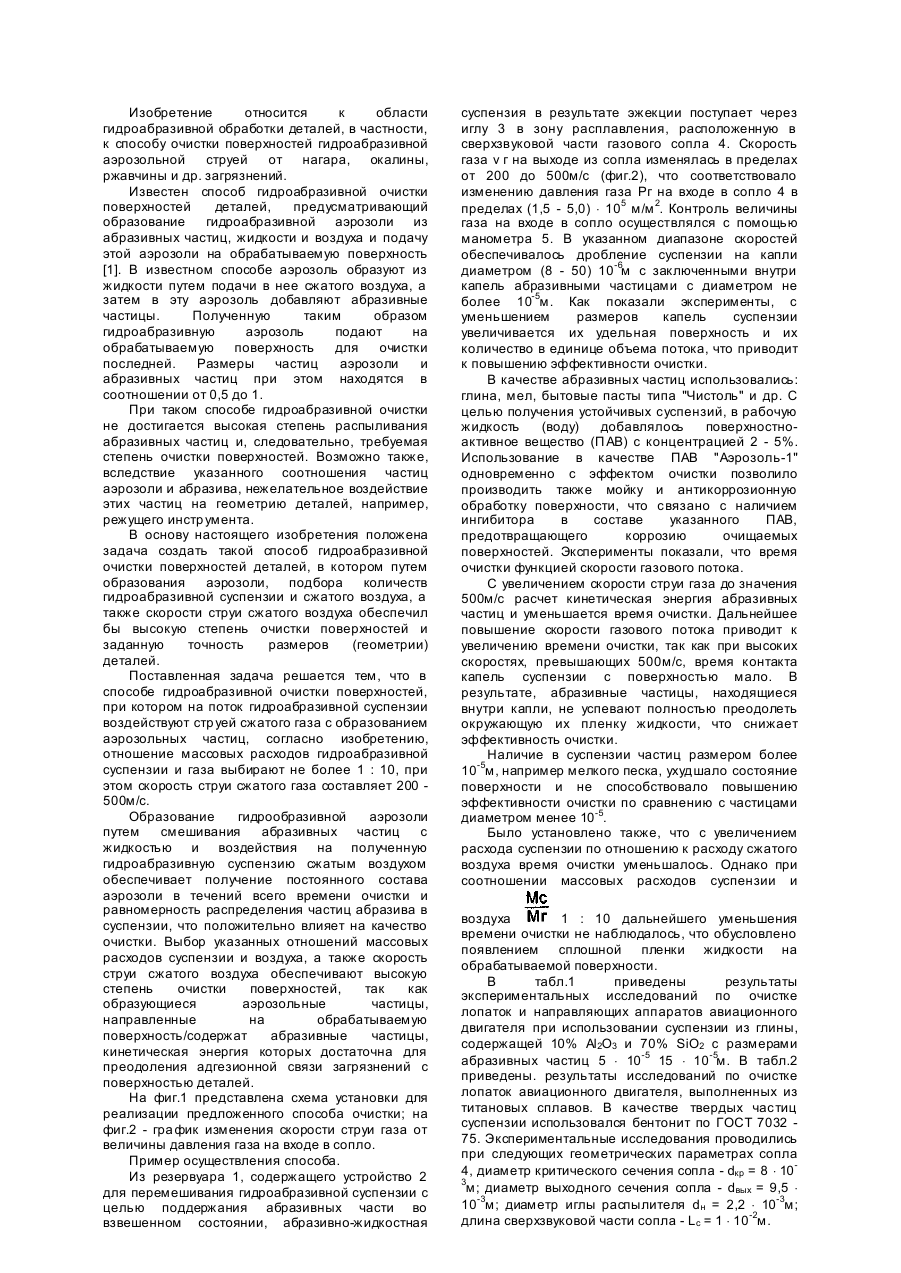
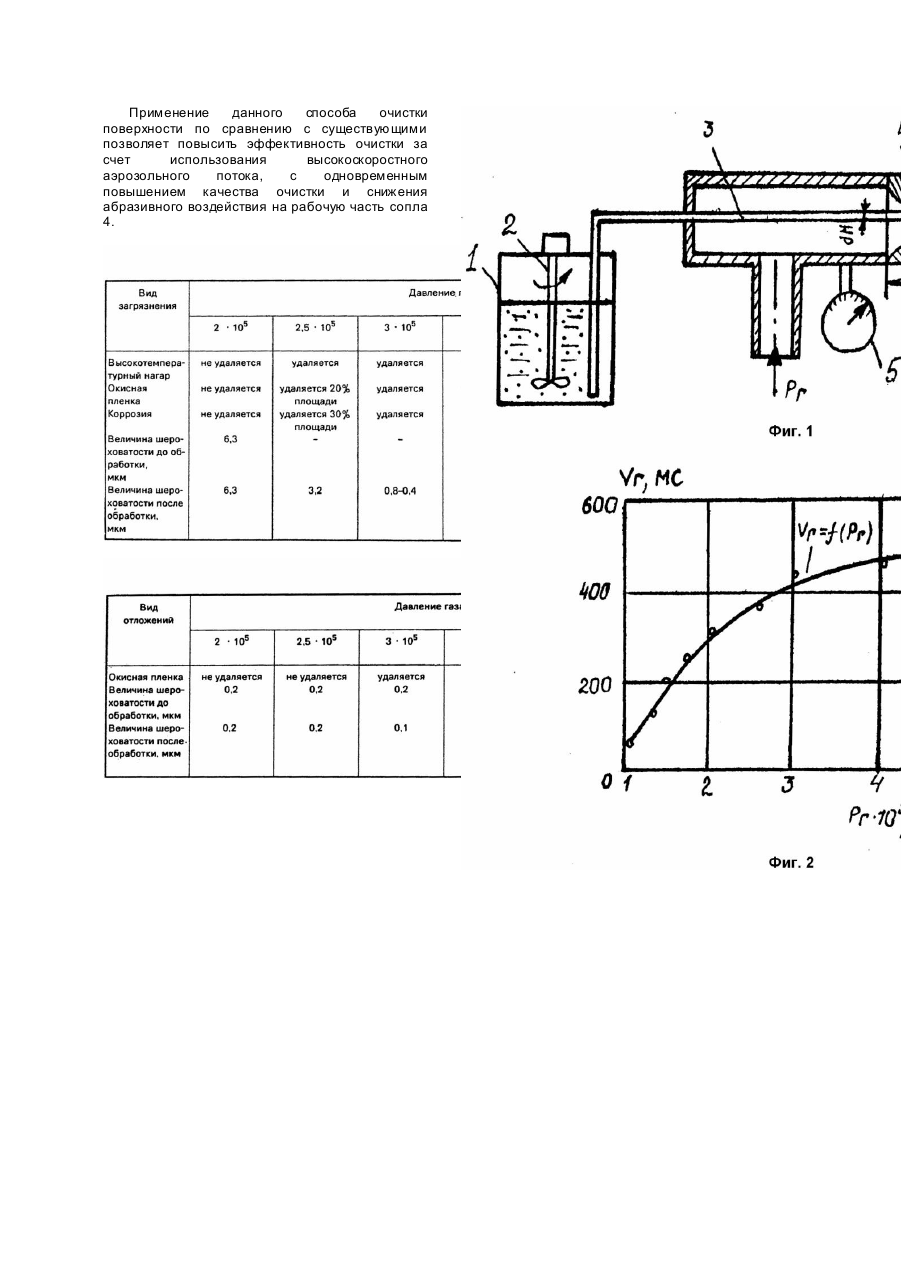
Изобретение относится к области гидроабразивной обработки деталей, в частности, к способу очистки поверхностей гидроабразивной аэрозольной струей от нагара, окалины, ржавчины и др. загрязнений. Известен способ гидроабразивной очистки поверхностей деталей, предусматривающий образование гидроабразивной аэрозоли из абразивных частиц, жидкости и воздуха и подачу этой аэрозоли на обрабатываемую поверхность [1]. В известном способе аэрозоль образуют из жидкости путем подачи в нее сжатого воздуха, а затем в эту аэрозоль добавляют абразивные частицы. Полученную таким образом гидроабразивную аэрозоль подают на обрабатываемую поверхность для очистки последней. Размеры частиц аэрозоли и абразивных частиц при этом находятся в соотношении от 0,5 до 1. При таком способе гидроабразивной очистки не достигается высокая степень распыливания абразивных частиц и, следовательно, требуемая степень очистки поверхностей. Возможно также, вследствие указанного соотношения частиц аэрозоли и абразива, нежелательное воздействие этих частиц на геометрию деталей, например, режущего инстр умента. В основу настоящего изобретения положена задача создать такой способ гидроабразивной очистки поверхностей деталей, в котором путем образования аэрозоли, подбора количеств гидроабразивной суспензии и сжатого воздуха, а также скорости струи сжатого воздуха обеспечил бы высокую степень очистки поверхностей и заданную точность размеров (геометрии) деталей. Поставленная задача решается тем, что в способе гидроабразивной очистки поверхностей, при котором на поток гидроабразивной суспензии воздействуют стр уей сжатого газа с образованием аэрозольных частиц, согласно изобретению, отношение массовых расходов гидроабразивной суспензии и газа выбирают не более 1 : 10, при этом скорость струи сжатого газа составляет 200 500м/с. Образование гидрообразивной аэрозоли путем смешивания абразивных частиц с жидкостью и воздействия на полученную гидроабразивную суспензию сжатым воздухом обеспечивает получение постоянного состава аэрозоли в течений всего времени очистки и равномерность распределения частиц абразива в суспензии, что положительно влияет на качество очистки. Выбор указанных отношений массовых расходов суспензии и воздуха, а также скорость струи сжатого воздуха обеспечивают высокую степень очистки поверхностей, так как образующиеся аэрозольные частицы, направленные на обрабатываемую поверхность/содержат абразивные частицы, кинетическая энергия которых достаточна для преодоления адгезионной связи загрязнений с поверхностью деталей. На фиг.1 представлена схема установки для реализации предложенного способа очистки; на фиг.2 - гра фик изменения скорости струи газа от величины давления газа на входе в сопло. Пример осуществления способа. Из резервуара 1, содержащего устройство 2 для перемешивания гидроабразивной суспензии с целью поддержания абразивных части во взвешенном состоянии, абразивно-жидкостная суспензия в результате эжекции поступает через иглу 3 в зону расплавления, расположенную в сверхзвуковой части газового сопла 4. Скорость газа v г на выходе из сопла изменялась в пределах от 200 до 500м/с (фиг.2), что соответствовало изменению давления газа Pг на входе в сопло 4 в пределах (1,5 - 5,0) × 105 м/м 2. Контроль величины газа на входе в сопло осуществлялся с помощью манометра 5. В указанном диапазоне скоростей обеспечивалось дробление суспензии на капли диаметром (8 - 50) 10-6м с заключенными внутри капель абразивными частицами с диаметром не более 10-5м. Как показали эксперименты, с уменьшением размеров капель суспензии увеличивается их удельная поверхность и их количество в единице объема потока, что приводит к повышению эффективности очистки. В качестве абразивных частиц использовались: глина, мел, бытовые пасты типа "Чистоль" и др. С целью получения устойчивых суспензий, в рабочую жидкость (воду) добавлялось поверхностноактивное вещество (П АВ) с концентрацией 2 - 5%. Использование в качестве ПАВ "Аэрозоль-1" одновременно с эффектом очистки позволило производить также мойку и антикоррозионную обработку поверхности, что связано с наличием ингибитора в составе указанного ПАВ, предотвращающего коррозию очищаемых поверхностей. Эксперименты показали, что время очистки функцией скорости газового потока. С увеличением скорости струи газа до значения 500м/с расчет кинетическая энергия абразивных частиц и уменьшается время очистки. Дальнейшее повышение скорости газового потока приводит к увеличению времени очистки, так как при высоких скоростях, превышающих 500м/с, время контакта капель суспензии с поверхностью мало. В результате, абразивные частицы, находящиеся внутри капли, не успевают полностью преодолеть окружающую их пленку жидкости, что снижает эффективность очистки. Наличие в суспензии частиц размером более 10-5м, например мелкого песка, ухудшало состояние поверхности и не способствовало повышению эффективности очистки по сравнению с частицами диаметром менее 10-5. Было установлено также, что с увеличением расхода суспензии по отношению к расходу сжатого воздуха время очистки уменьшалось. Однако при соотношении массовых расходов суспензии и воздуха 1 : 10 дальнейшего уменьшения времени очистки не наблюдалось, что обусловлено появлением сплошной пленки жидкости на обрабатываемой поверхности. В табл.1 приведены результаты экспериментальных исследований по очистке лопаток и направляющих аппаратов авиационного двигателя при использовании суспензии из глины, содержащей 10% Al2O3 и 70% SiO2 с размерами абразивных частиц 5 × 10-5 15 × 10-5м. В табл.2 приведены. результаты исследований по очистке лопаток авиационного двигателя, выполненных из титановых сплавов. В качестве твердых частиц суспензии использовался бентонит по ГОСТ 7032 75. Экспериментальные исследования проводились при следующих геометрических параметрах сопла 4, диаметр критического сечения сопла - dкр = 8 × 103 м; диаметр выходного сечения сопла - dвых = 9,5 × 10-3м; диаметр иглы распылителя dн = 2,2 × 10-3м; длина сверхзвуковой части сопла - Lс = 1 × 10-2м. Применение данного способа очистки поверхности по сравнению с существующими позволяет повысить эффективность очистки за счет использования высокоскоростного аэрозольного потока, с одновременным повышением качества очистки и снижения абразивного воздействия на рабочую часть сопла 4.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hydroabrasive cleaning of the surfaces of components
Автори англійськоюAmyrkhanov Damyr Rakypovych, Savchenko Viktor Ivanovych, Franchuk Hryhorii Mykhailovych
Назва патенту російськоюСпособ гидроабразивной очистки поверхностей деталей
Автори російськоюАмирханов Дамир Ракипович, Савченко Виктор Иванович, Франчук Григорий Михайлович
МПК / Мітки
МПК: B24C 1/00
Мітки: гідроабразивного, поверхонь, деталей, спосіб, очищення
Код посилання
<a href="https://ua.patents.su/2-18574-sposib-gidroabrazivnogo-ochishhennya-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідроабразивного очищення поверхонь деталей</a>
Спосіб гідроабразивної обробки деталей
Номер патенту: 1582
Опубліковано: 25.10.1994
Автори: Іванов Володимир Іванович, Дрозд Віталій Антонович, Пилипенко Віктор Васильович
МПК: B24C 1/00
Мітки: деталей, спосіб, гідроабразивної, обробки
Формула / Реферат:
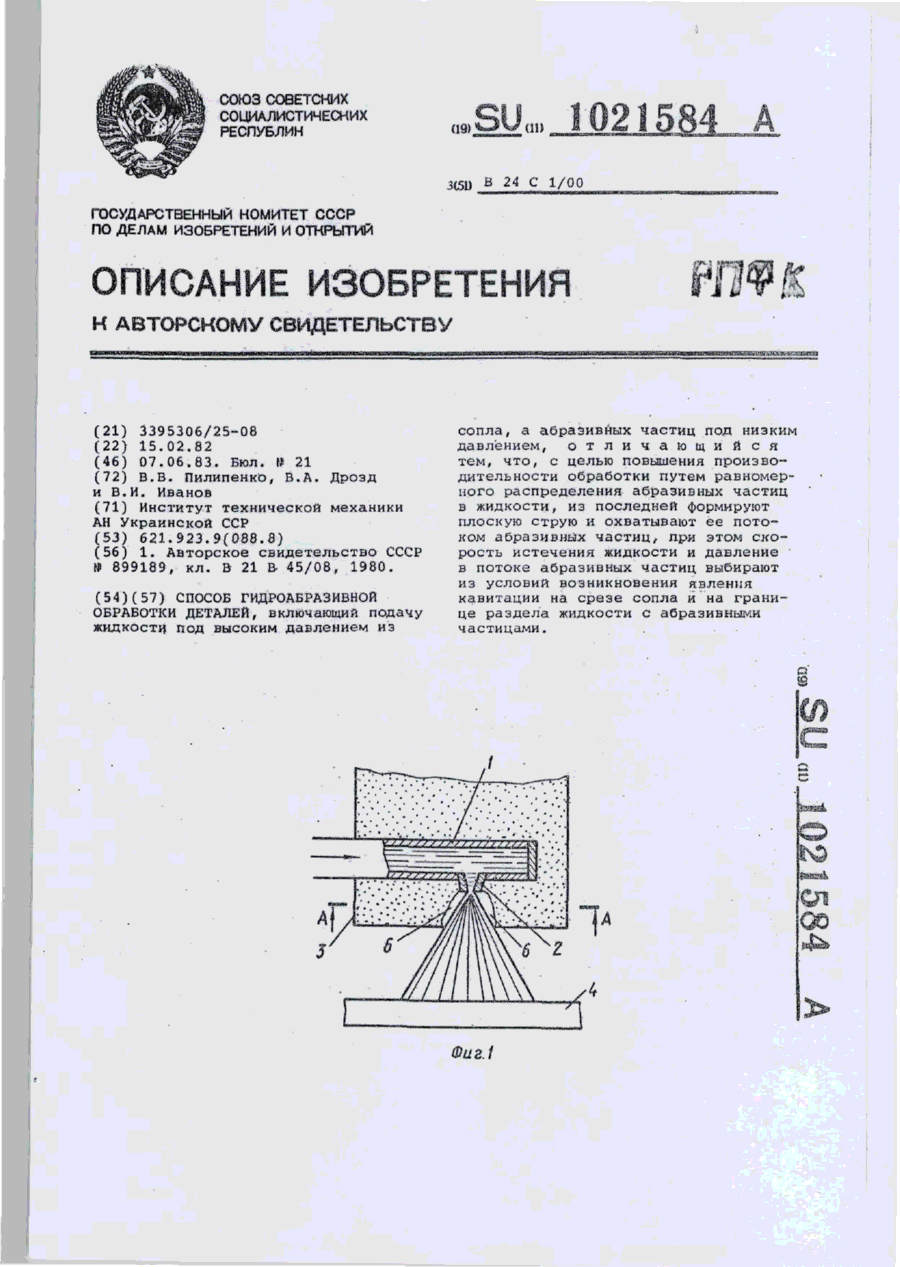
Способ гидроабразивной обработки деталей, включающий подачу жидкости под высоким давлением из сопла, а абразивных частиц под низким давлением, отличающийся тем, что, с целью повышения производительности обработки путем равномерного распределения абразивных частиц в жидкости, из последней формируют плоскую струю и охватывают ее потоком абразивных частиц, при этом скорость истечения жидкости и давление в потоке абразивных частиц выбирают из...
Спосіб очищення каналів деталей
Номер патенту: 2016
Опубліковано: 20.12.1994
Автор: Білан Микола Володимирович
МПК: B08B 3/02
Мітки: очищення, каналів, деталей, спосіб
Формула / Реферат:
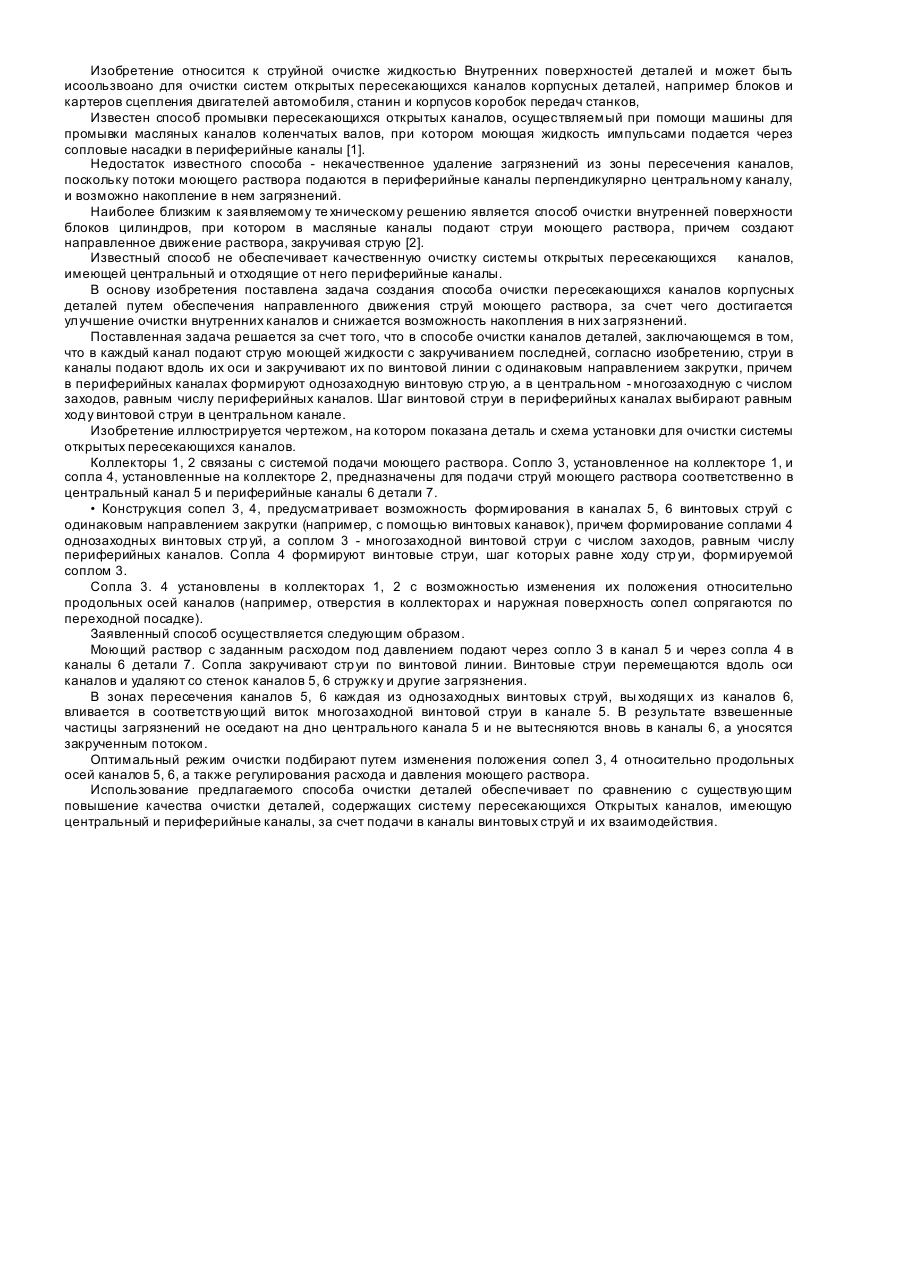
Способ очистки каналов деталей, заключающийся в том, что в каждый канал подают струю моющей жидкости с закручиванием последней, отличающийся тем, что струи в каналы подают вдоль их оси и закручивают их по винтовой линии с одинаковым направлением закрутки, причем в периферийных каналах формируют однозаходную винтовую струю, а в центральном - многозаходную с числом заходов, равным числу периферийных каналов, при этом шаг винтовой струи в...
Спосіб очищення внутрішньої поверхні трубопроводу
Номер патенту: 53
Опубліковано: 30.04.1993
Автори: Сльоз Леонід Гедальович, Щукін Ярослав Володимирович
МПК: B08B 9/04
Мітки: внутрішньої, трубопроводу, поверхні, очищення, спосіб
Формула / Реферат:
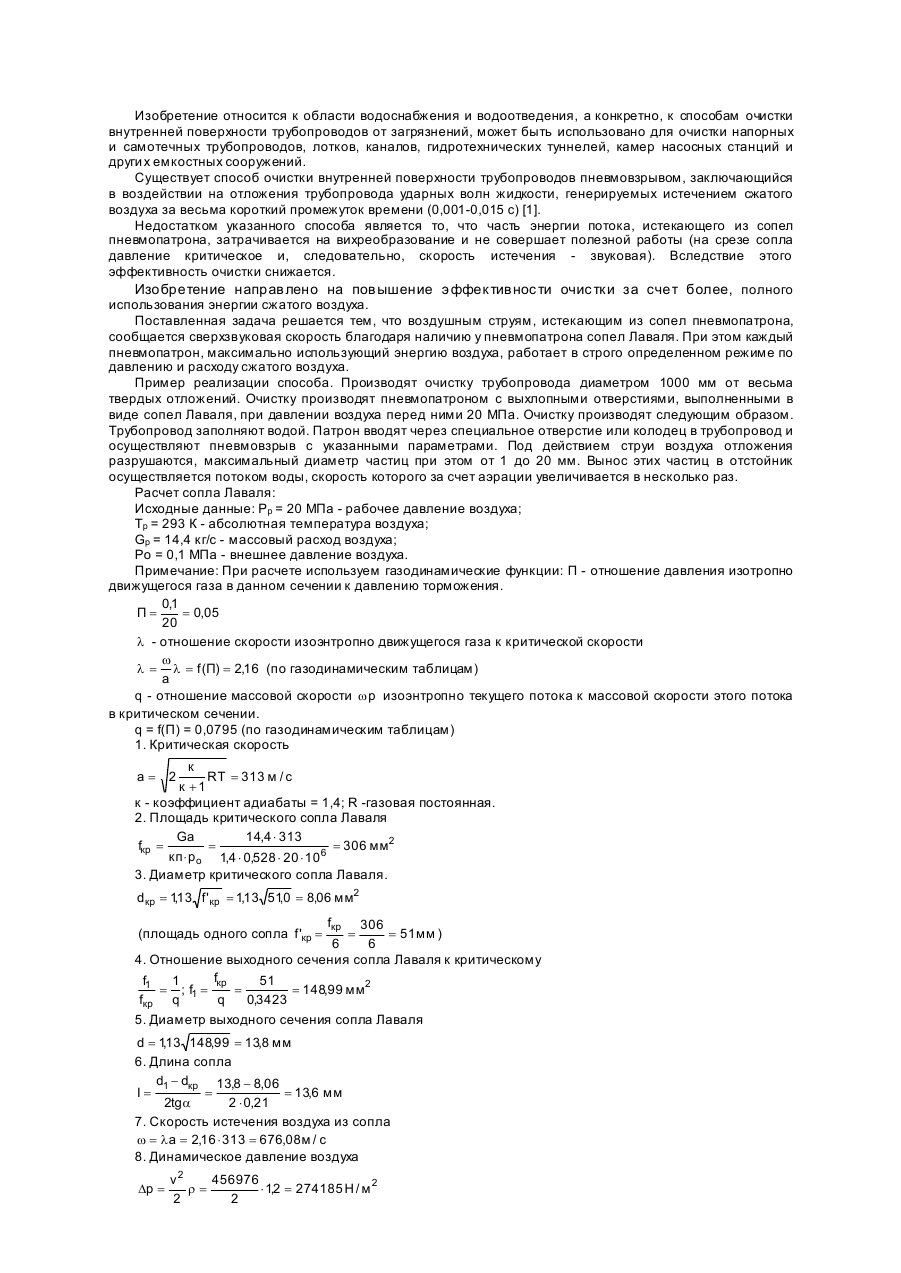
Способ очистки внутренней поверхности трубопровода путем осуществляемого посредством пневмопатрона пневмовзрыва, генерирующего ударные волны в заполненном жидкостью трубопроводе, отличающийся тем, что воздействие ударными волнами увеличивают, сообщая воздушным струям, истекающим из сопел пневмопатрона, сверхзвуковую скорость при фиксированных параметрах торможения сжатого воздуха.
Засіб абразивоструминної обробки деталей
Номер патенту: 1584
Опубліковано: 25.10.1994
Автори: Іванов Володимир Іванович, Пилипенко Віктор Васильович, Дрозд Віталій Антонович
МПК: B24C 1/00
Мітки: абразивоструминної, деталей, засіб, обробки
Формула / Реферат:
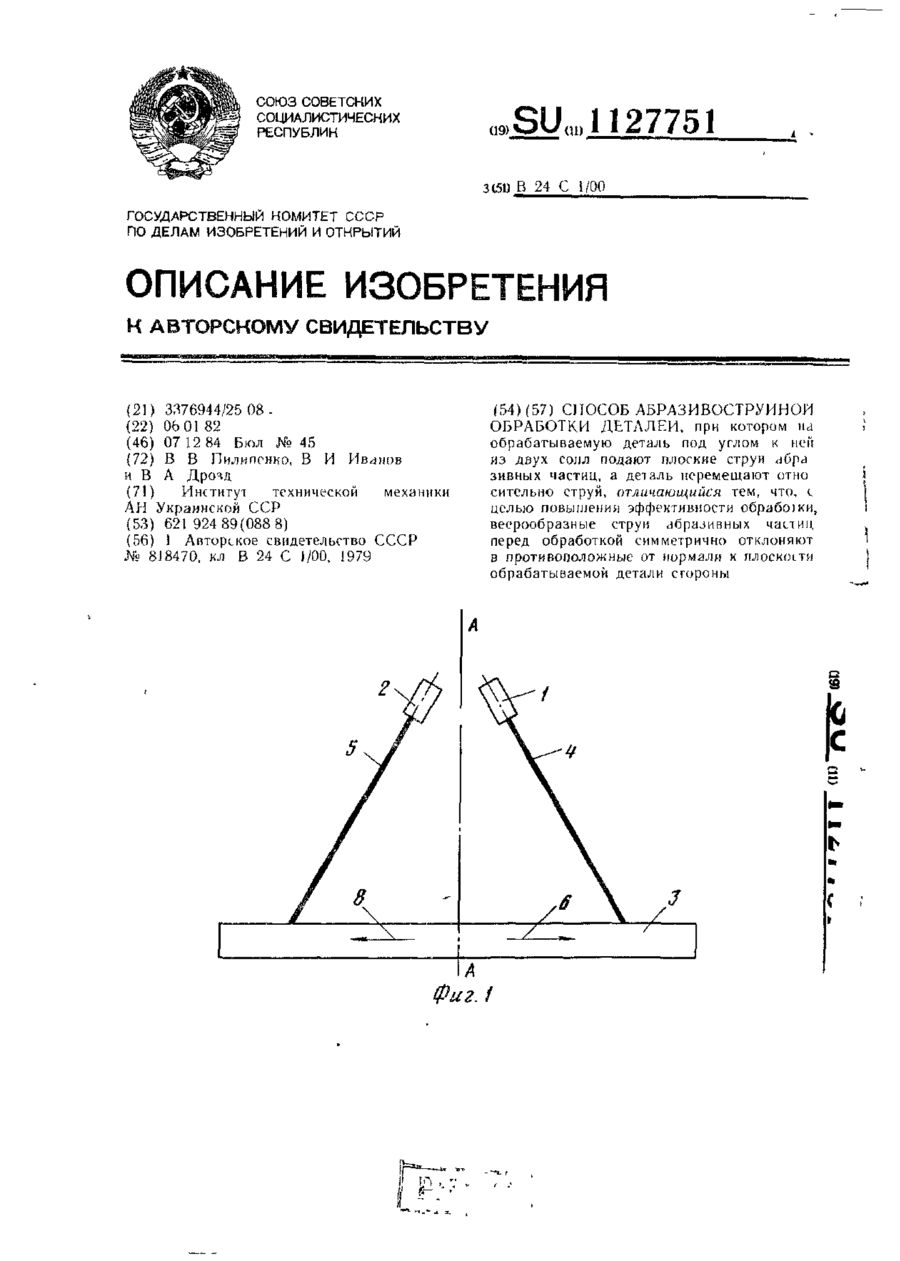
Способ абразивоструйной обработки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопл подают плоские струи абразивных частиц, а деталь перемещают относительно струй, отличающийся тем, что, с целью повышения эффективности обработки, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны.
Засіб для очищення твердих поверхонь
Номер патенту: 10409
Опубліковано: 25.12.1996
Автори: Коваленко Валерій Олексійович, Омельченко Олександр Федосійович, Медведев Юрій Михайлович, Медведев Михайло Іванович
Мітки: твердих, очищення, поверхонь, засіб
Формула / Реферат:
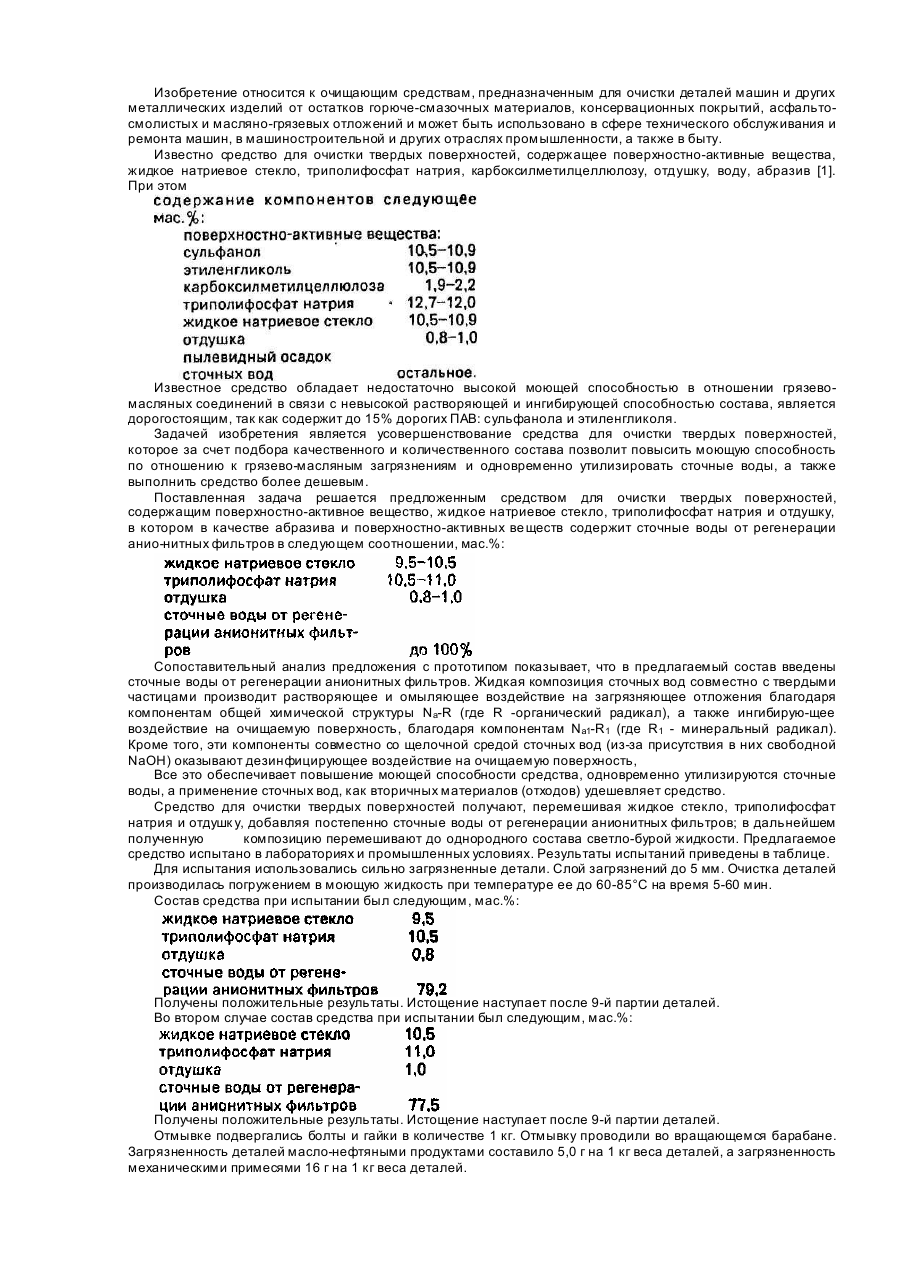
Средство для очистки твердых поверхностей, содержащее поверхностно-активное вещество, жидкое натриевое стекло, триполифосфат натрия и отдушку, отличающееся тем, что в качестве поверхностно-активного вещества оно содержит сточные воды от регенерации анпонитных фильтров при следующем соотношении компонентов, % мас:жидкое натриевое стекло 9,5-10,5триполифосфат натрия...
Попередній патент: Пристрій для аерації рідини
Наступний патент: Запобіжний клапан акумулятора
Випадковий патент: Спосіб вибору тактики лікування хворих з ранніми (i-ii) стадіями недрібноклітинного раку легенів