Засіб абразивоструминної обробки деталей
Номер патенту: 1584
Опубліковано: 25.10.1994
Автори: Дрозд Віталій Антонович, Іванов Володимир Іванович, Пилипенко Віктор Васильович
Формула / Реферат
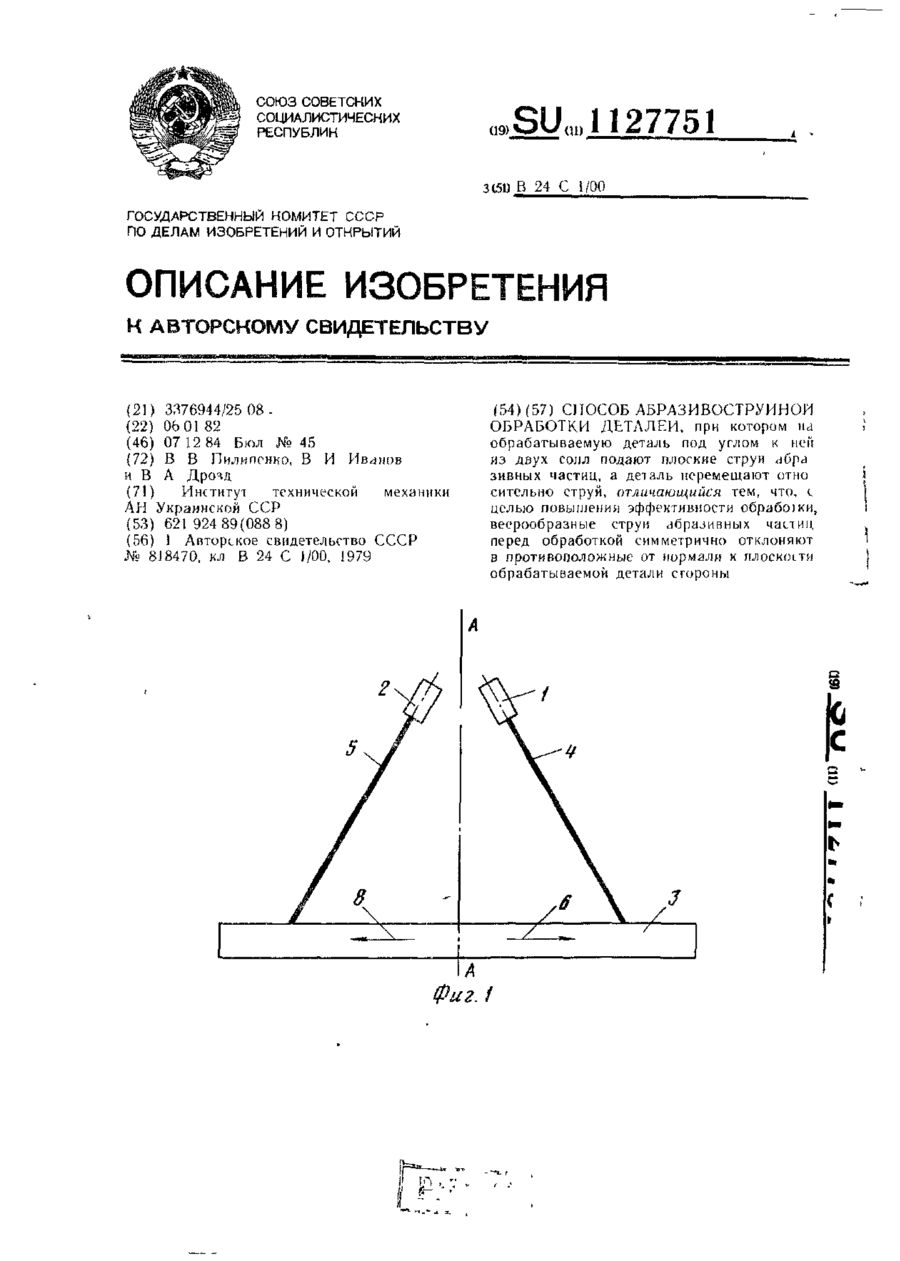
Способ абразивоструйной обработки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопл подают плоские струи абразивных частиц, а деталь перемещают относительно струй, отличающийся тем, что, с целью повышения эффективности обработки, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны.
Текст
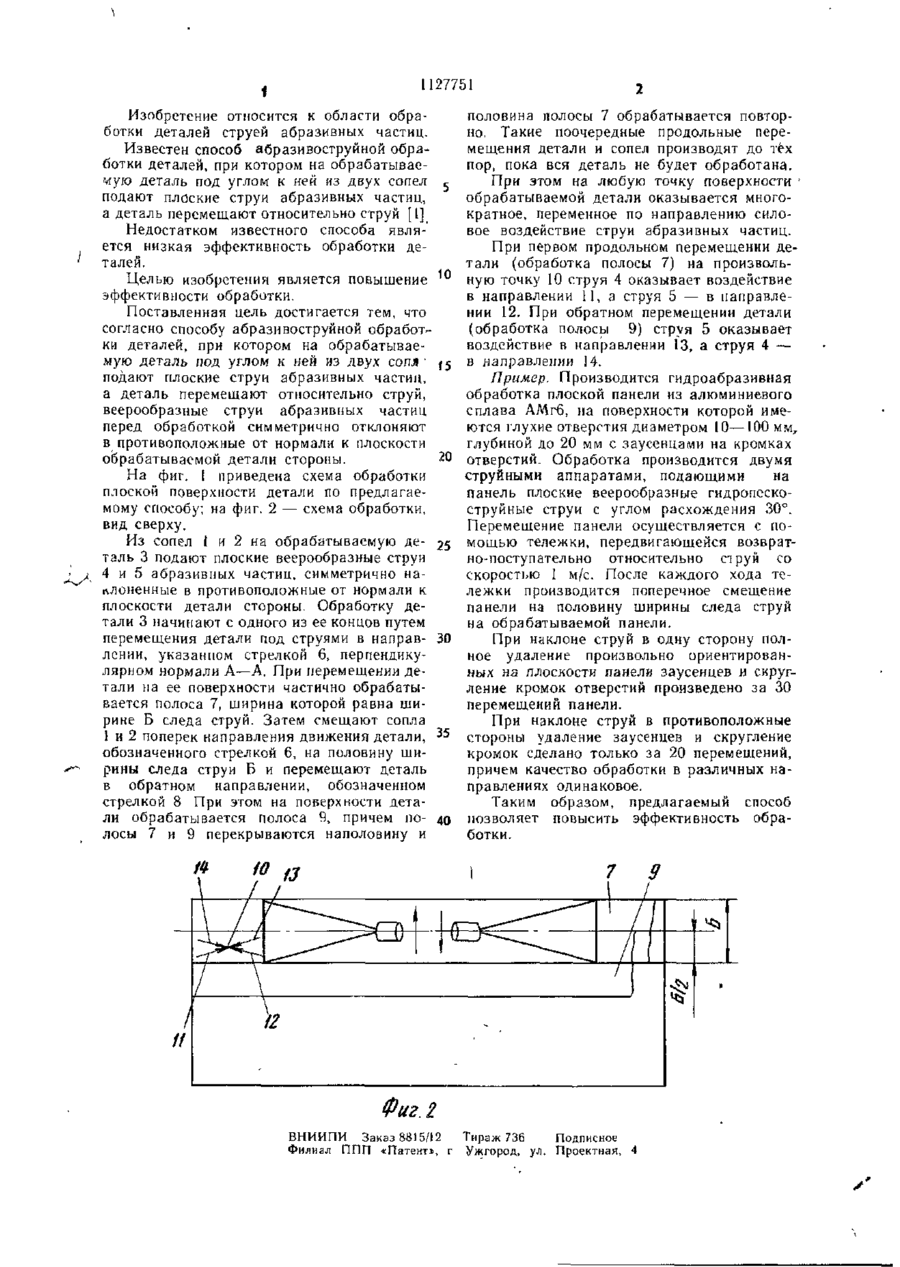
СПОСОБ АБРАЗИВОСТРУИНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, при котором пл обрабатываемую деталь под углом к ней из двух сопл подают шюгкие струи абра зивных частиц, а деталь перемещают отно сительно струй, отличающийся тем, что, с целью повышения эффективности обрабожи, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны с с і 127751 Изобретение относится к области обраполовина полосы 7 обрабатывается повторботки деталей струей абразивных частиц. но. Такие поочередные продольные перемещения детали и сопел производят до тех Известен способ абразивоструйной обрапор, пока вся деталь не будет обработана. ботки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопел 5 При этом на любую точку поверхности ' подают плоские струи абразивных частиц, обрабатываемой детали оказывается многоа деталь перемещают относительно струй [1] кратное, переменное по направлению силоНедостатком известного способа являвое воздействие струи абразивных частиц. ется низкая эффективность обработки деПри первом продольном перемещении деталей. тали (обработка полосы 7) на произвольЦелью изобретения является повышение 1 0 ную точку 10 струя 4 оказывает воздействие в направлении 11, а струя 5 — в направлеэффективности обработки. нии 12. При обратном перемещении детали Поставленная цель достигается тем, что (обработка полосы 9) струя 5 оказывает согласно способу абразивоструйной обработвоздействие в направлении 13, а струя 4 — ки деталей, при котором на обрабатываемую ДетаЛЬ ПОД УГЛОМ К Н Й ИЗ ДВух СОПЯ- (5 в направлении !4. Є подают плоские струи абразивных частиц, Пример. Производится гидроабразивная а деталь перемещают относительно струй, обработка плоской панели из алюминиевого веерообразные струи абразивных частиц сплава АМгб, на поверхности которой имеперед обработкой симметрично отклоняют ются глухне отверстия диаметром 10-— 100 мм, в противоположные от нормали к плоскости глубиной до 20 мм с заусенцами на кромках обрабатываемой детали стороны. 20 отверстий. Обработка производится двумя струйными аппаратами, подающими на На фиг. I приведена схема обработки панель плоские веерообразные гидропескоплоской поверхности детали по предлагаеструйные струи с углом расхождения 30°. мому способу; на фиг. 2 — схема обработки, Перемещение панели осуществляется с повид сверху. Из сопел 1 и 2 на обрабатываемую де- 25 мощью тележки, передвигающейся возвратно-поступательно относительно струй со таль 3 подают плоские веерообразные струи скоростью 1 м/с. После каждого хода те4 и 5 абразивных частиц, симметрично належки производится поперечное смещение ллоненные в противоположные от нормали к панели на половину ширины следа струй плоскости детали стороны. Обработку дена обрабатываемой панели. тали 3 начинают с одного из ее концов путем перемещения детали под струями в направ- 3D При наклоне струй в одну сторону поллении, указанном стрелкой 6, перпендикуное удаление произвольно ориентированлярном нормали А—А. При перемещении деных на плоскости панели заусенцев и скругтали на ее поверхности частично обрабатыление кромок отверстий произведено за 30 вается полоса 7, ширина которой равна шиперемещений панели. рине Б следа струй. Затем смещают сопла При наклоне струй в противоположные 1 и 2 поперек направления движения детали, 35 стороны удаление заусенцев и скругление обозначенного стрелкой 6, на половину шикромок сделано только за 20 перемещений, рины следа струи Б и перемещают деталь причем качество обработки в различных нав обратном направлении, обозначенном правлениях одинаковое. стрелкой 8 При этом на поверхности детаТаким образом, предлагаемый способ ли обрабатывается полоса 9, причем по- 40 позволяет повысить эффективность обралосы 7 и 9 перекрываются наполовину и ботки. Фиг. 2 ВНИИПИ Заказ 8815/12 Тираж 736 Подписное Филиал ППП «Патент», г Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of abrasive jet machining of components
Автори англійськоюPylypenko Viktor Vasyliovych, Ivanov Volodymyr Ivanovych, Drozd Vitalii Antonovych
Назва патенту російськоюСпособ абразивоструйной обработки деталей
Автори російськоюПилипенко Виктор Васильевич, Иванов Владимир Иванович, Дрозд Виталий Антонович
МПК / Мітки
МПК: B24C 1/00
Мітки: обробки, засіб, абразивоструминної, деталей
Код посилання
<a href="https://ua.patents.su/2-1584-zasib-abrazivostruminno-obrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Засіб абразивоструминної обробки деталей</a>
Пристрій для механічної обробки деталей із полімерних матеріалів
Номер патенту: 647
Опубліковано: 15.12.1993
Автори: Мардупенко Валентина Петрівна, Зінченко Анатолій Іванович
МПК: B29C 37/00
Мітки: деталей, полімерних, матеріалів, обробки, механічної, пристрій
Формула / Реферат:
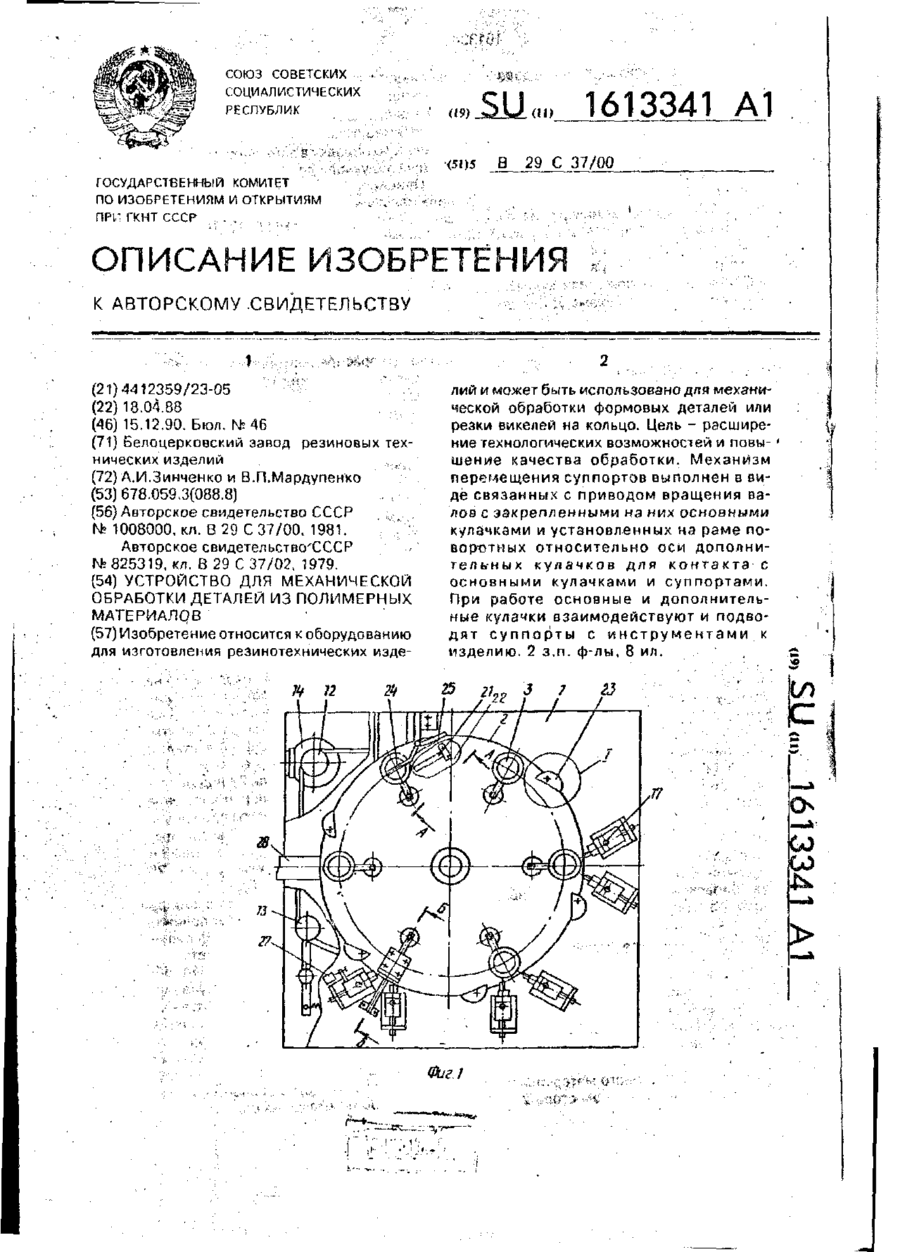
Ф о р м у л а и з о б р е т е н и я 1. Устройство для механической обработки деталей из полимерных материалов, содержащее смонтированные на раме поворотный стол с оправками для деталей, мальтийский механизм прерывистого вращения стола, механизм вращения оправок, прижим, который закреплен на штоке цилиндра и установлен соосно с оправками, механизм сбрасывания деталей и связанные с механизмом их перемещения суппорты с обрабатывающим...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Тільга Степан Сергійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Бондарук Андрій Всеволодович, Ротару Іон Теодорович, Дідківський Олександр Володимирович, Бєляєв Данило Іванович, Ашимов Марат Ашимович
МПК: B23K 11/04
Мітки: виробу, обробки, спосіб, механічної, прокатного, заготовки
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Спосіб виготовлення деталей
Номер патенту: 1234
Опубліковано: 30.12.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 7/00
Мітки: деталей, спосіб, виготовлення
Формула / Реферат:
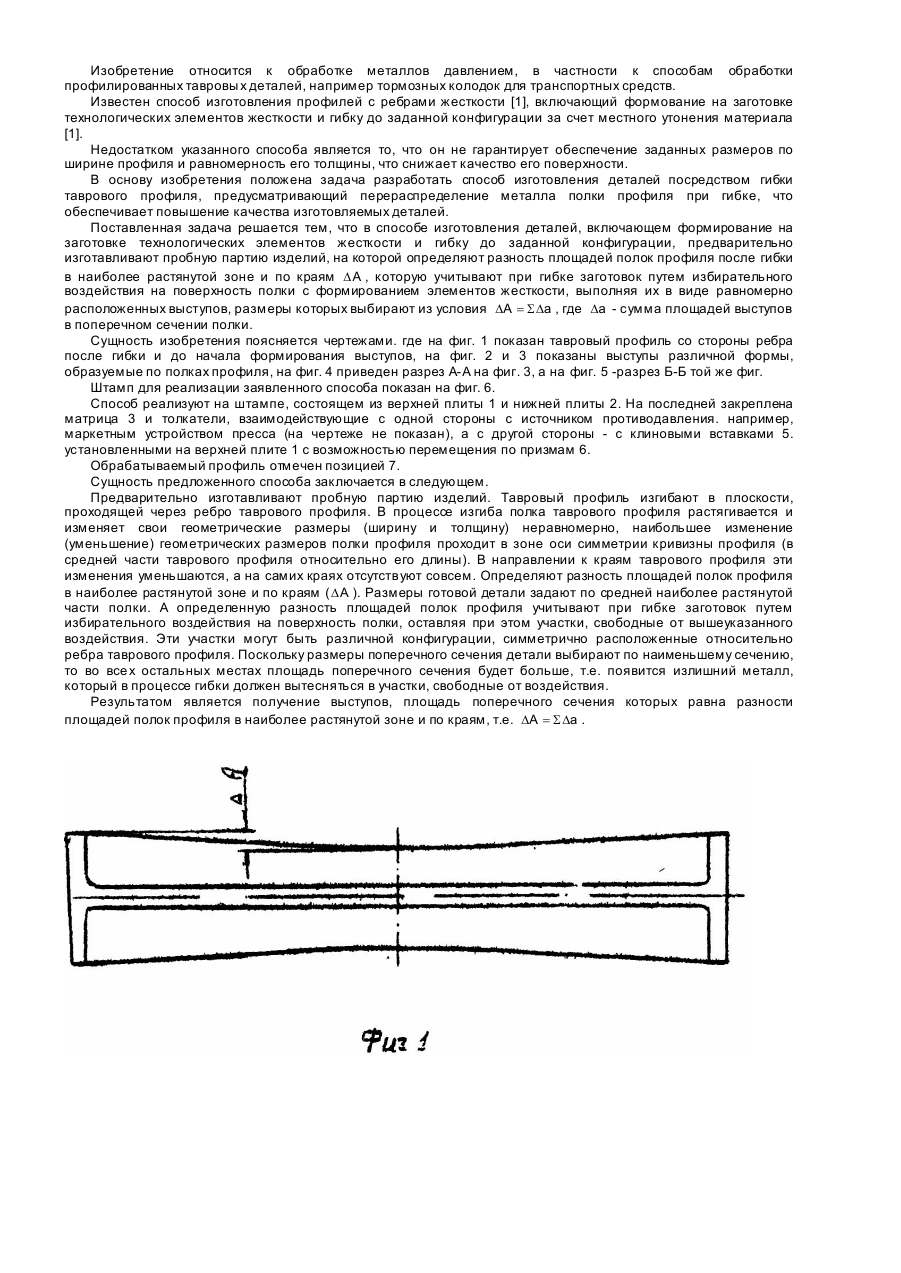
Способ изготовления деталей, включающий формирование на заготовке технологических элементов жесткости и гибку до заданной конфигурации, отличающийся тем, что вначале определяют разность площадей полок профиля после гибки в наиболее растянутой зоне и по краям , а элементы жесткости формуют в процессе гибки, выполняя их в виде равномерно расположенных выступов, размеры которых...
Спосіб для кріплення деталей методом приморожування
Номер патенту: 1196
Опубліковано: 30.12.1993
Автор: Демидов Леонід Олександрович
МПК: B23Q 3/00
Мітки: деталей, методом, кріплення, приморожування, спосіб
Формула / Реферат:
Способ крепления деталей методом примораживания, включающий расположение деталей на установочной плите термоэлектробатареи с нанесенным слоем жидкости и охлаждение их подведением электрического тока к термоэлектробатарее до примораживания детали к плите, отличающийся тем, что установочную плиту охлаждают до температуры, определяемой величиной не менее чем на 2-3°C ниже значения температуры кристаллизации жидкости, используемой для крепления...
Засіб обробки поверхні форм
Номер патенту: 742
Опубліковано: 15.12.1993
Автори: Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Куліченко Людмила Андрійовна, Костюк Богдана Василівна, Бурлика Анатолій Пилипович
МПК: B28B 7/38
Мітки: засіб, обробки, поверхні, форм
Формула / Реферат:
Формула изобретенияСпособ обработки поверхностей форм перед формованием строительных изделий путем нанесения смазки, содержащей вазелиновое масло и стеариновую кислоту, отличающийся тем, что, с целью повышения качества поверхности гипсовых изделий и удлинения срока службы форм, наносят смазку, содержащую вазелиновое масло и стеариновую кислоту в соотношении по массе 100:2—100:4, после чего производят обработку 0,5—1,5%-ным...
Попередній патент: Абразивоструминний пристрій
Наступний патент: Абразивоструминний пристрій
Випадковий патент: Вихорострумовий перетворювач для багатопараметрового контролю матеріалів і виробів