Спосіб гідроабразивної обробки деталей
Номер патенту: 1582
Опубліковано: 25.10.1994
Автори: Дрозд Віталій Антонович, Іванов Володимир Іванович, Пилипенко Віктор Васильович
Формула / Реферат
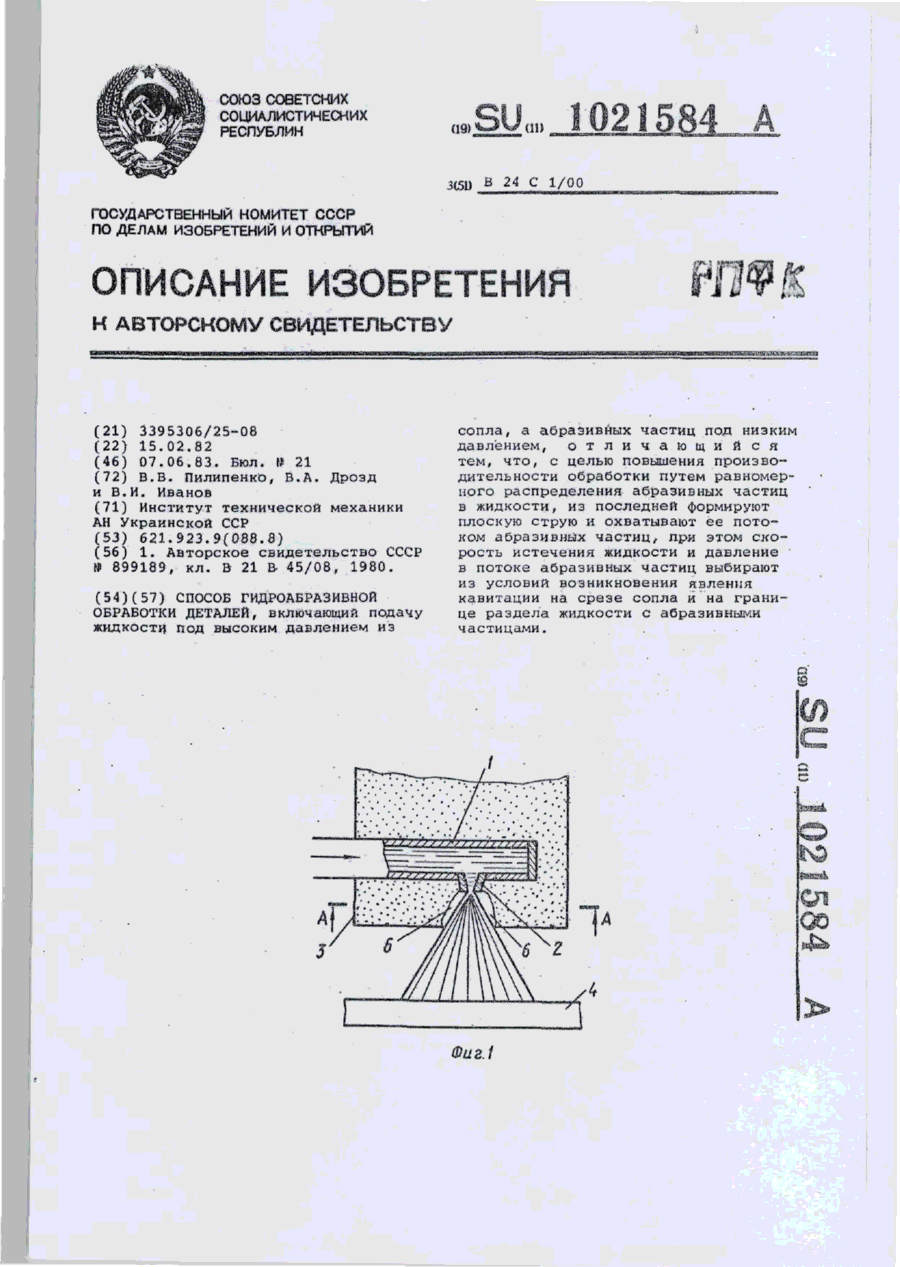
Способ гидроабразивной обработки деталей, включающий подачу жидкости под высоким давлением из сопла, а абразивных частиц под низким давлением, отличающийся тем, что, с целью повышения производительности обработки путем равномерного распределения абразивных частиц в жидкости, из последней формируют плоскую струю и охватывают ее потоком абразивных частиц, при этом скорость истечения жидкости и давление в потоке абразивных частиц выбирают из условий возникновения явления кавитации на срезе сопла и на границе раздела жидкости с абразивными частицами.
Текст
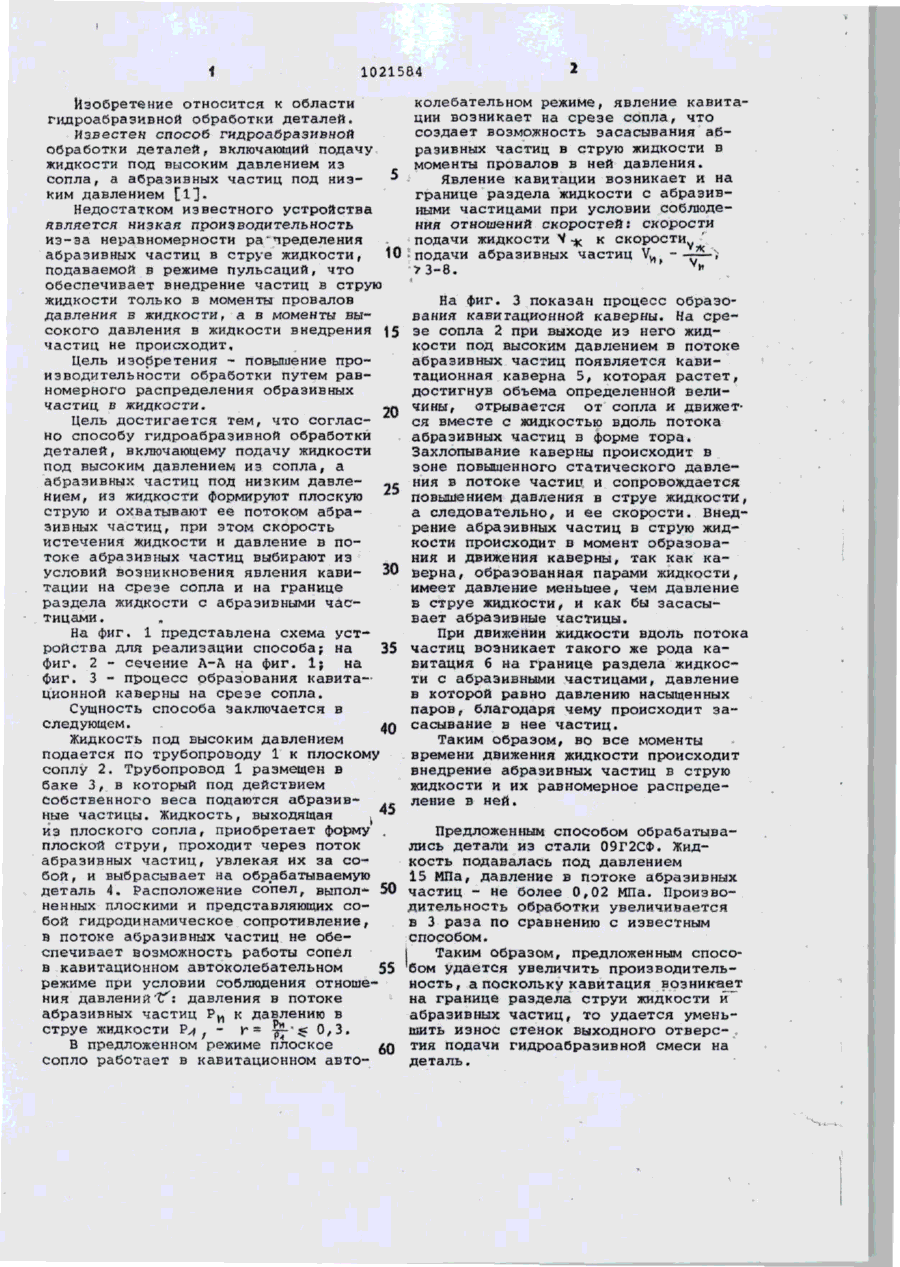
СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, включающий подачу жидкости под высоким давлением из сопла, а абразивных частиц под низким давлением, о т л и ч а ю щ и Йся тем, что, с целью повышения производительности обработки путем равномерного распределения абразивных частиц в жидкости, из последней формируют плоскую струю и охватывают ее потоком абразивных частиц, при этом скорость истечения жидкости и давление • в потоке абразивных частиц выбирают из условий возникновения явления кавитации на срезе сопла и на границе раздела жидкости с абразивными частицами. . . I Фаг. і і 1021584 Изобретение относится к области гидроабразивной обработки деталей. Известен способ гидроабразнвной обработки деталей, включающий подачу жидкости под высоким давлением из сопла, а абразивных частиц под низ- * Ким давлением [1]. Недостатком известного устройства является низкая производительность из-за неравномерности распределения абразивных частиц в струе жидкости, 10 подаваемой в режиме пульсаций, что обеспечивает внедрение частиц в струю жидкости только в моменты провалов давления в жидкости, а в моменты высокого давления в жидкости внедрения \$ частиц не происходит. Цель изобретения - повышение производительности обработки путем равномерного распределения образивных частиц в жидкости. -Цель достигается тем, что согласно способу гидроабраэивной обработки деталей, включающему подачу жидкости под высоким давлением из сопла, а абразивных частиц под низким давлениєм, из жидкости формируют плоскую 25 струю и охватывают ее потоком абразивных частиц, при этом скорость истечения жидкости и давление в потоке абразивных частиц выбирают из условий возникновения явления кави- ЗО тации на срезе сопла и на границе раздела жидкости с абразивными частицами . На фиг. 1 представлена схема устройства для реализации способа; на 35 фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - процесс образования кавитационной каверны на срезе сопла. Сущность способа заключается в следующем. 4Q Жидкость под высоким давлением подается по трубопроводу 1 к плоскому соплу 2. Трубопровод 1 размещен в баке 3, в который под действием собственного веса подаются абразивные частицы. Жидкость, выходящая > ' из плоского сопла, приобретает форму . плоской струи, проходит через поток абразивных частиц, увлекая их за собой, и выбрасывает на обрабатываемую деталь 4. Расположение сопел, выпол- 50 ненных плоскими и представляющих собой гидроди намическое сопротивление, в потоке абразивных частиц не обеспечивает возможность работы сопел а кавитацйонном автоколебательном 55 режиме при условии соблюдения отношения давлений'f': давления в потоке абразивных частиц Р и к давлению в струе жидкости Р л ; - V - $ J - * $ 0 , 3 . В ПреДЛОЖеННОМ режиме ПЛОСКое £Q сопло работает в кавитацйонном авто колебательном режиме, явление кавитации возникает на срезе сопла, что создает возможность засасывания абразивных частиц в струю жидкости в моменты провалов в ней давления. Явление кавитации возникает и на границе раздела жидкости с абразивными частицами при условии соблюдения отношений скоростей: скорости подачи жидкости V -* к скорости подачи абразивных частиц \L - у >3-8. На фиг. 3 показан процесс образования кавигационной каверны. На срезе сопла 2 при выходе из него жидкости под высоким давлением в потоке абразивных частиц появляется кавитационная каверна 5, которая растет, достигнув объема определенной величины, отрывается от сопла и движется вместе с жидкостью вдоль потока абразивных частиц в форме тора. Захлопывание каверны происходит в зоне повышенного статического давления в потоке частиц и сопровождается повышением давления в струе жидкости, а следовательно, и ее скорости. Внедрение абразивных частиц в струю жидкости происходит в момент образования и движения каверны, так как каверна, образованная парами жидкости, имеет давление меньшее, чем давление в струе жидкости, и как бы засасывает абразивные частицы. При движении жидкости вдоль потока частиц возникает такого же рода кавитация 6 на границе раздела жидкости с абразивными частицами, давление в которой равно давлению насыщенных паров, благодаря чему происходит засасывание в нее частиц. Таким образом, во все моменты времени движения жидкости происходит внедрение абразивных частиц в струю жидкости и их равномерное распределение в ней. Предложенным способом обрабатывались детали из стали 09Г2СФ. Жидкость подавалась под давлением 15 МПа, давление в потоке абразивных частиц - не более 0,02 МПа. Производительность обработки увеличивается в 3 раза по сравнению с известным способом. Таким образом, предложенным способом удается увеличить производительность, а поскольку кавитация возникает на границе раздела струи жидкости и абразивных частиц, то удается уменьшить износ стенок выходного отверстия подачи гидроабразивной смеси на деталь. • • . . . 1021584 Фиг-3 Редактор О. Колесникова Составитель Л. Алешечкина Корректоре. Гирняк Техред м.Тепер Заказ 3967/13 Тираж 795 Подписное ВНИИПИ Государственного комитета СССР по делам изобретения и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hydroabrasive working of components
Автори англійськоюPylypenko Viktor Vasyliovych, Drozd Vitalii Antonovych, Ivanov Volodymyr Ivanovych
Назва патенту російськоюСпособ гидроабразивной обработки деталей
Автори російськоюПилипенко Виктор Васильевич, Дрозд Виталий Антонович, Иванов Владимир Иванович
МПК / Мітки
МПК: B24C 1/00
Мітки: спосіб, гідроабразивної, деталей, обробки
Код посилання
<a href="https://ua.patents.su/4-1582-sposib-gidroabrazivno-obrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідроабразивної обробки деталей</a>
Засіб абразивоструминної обробки деталей
Номер патенту: 1584
Опубліковано: 25.10.1994
Автори: Іванов Володимир Іванович, Пилипенко Віктор Васильович, Дрозд Віталій Антонович
МПК: B24C 1/00
Мітки: засіб, обробки, деталей, абразивоструминної
Формула / Реферат:
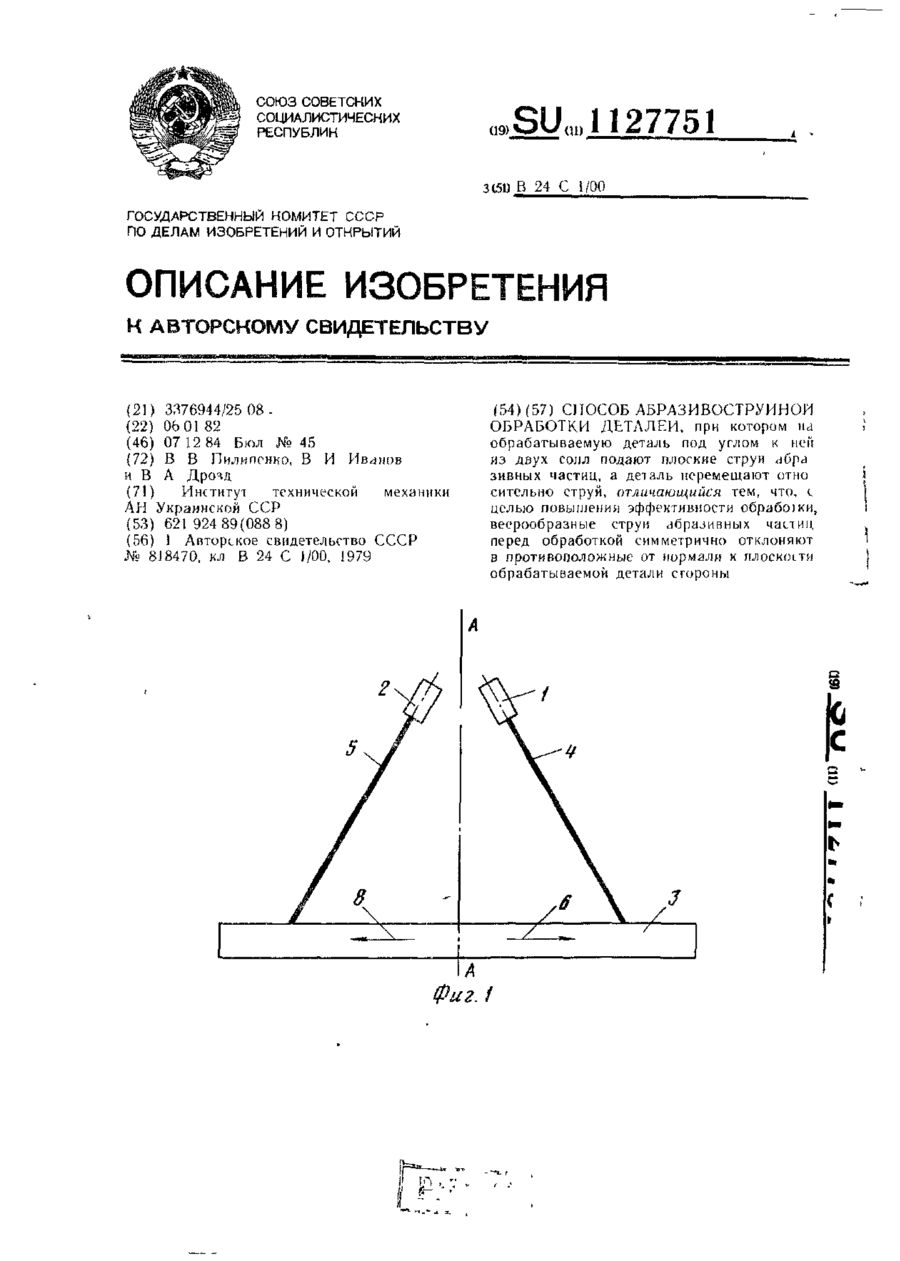
Способ абразивоструйной обработки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопл подают плоские струи абразивных частиц, а деталь перемещают относительно струй, отличающийся тем, что, с целью повышения эффективности обработки, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны.
Пристрій для механічної обробки деталей із полімерних матеріалів
Номер патенту: 647
Опубліковано: 15.12.1993
Автори: Зінченко Анатолій Іванович, Мардупенко Валентина Петрівна
МПК: B29C 37/00
Мітки: матеріалів, обробки, деталей, полімерних, механічної, пристрій
Формула / Реферат:
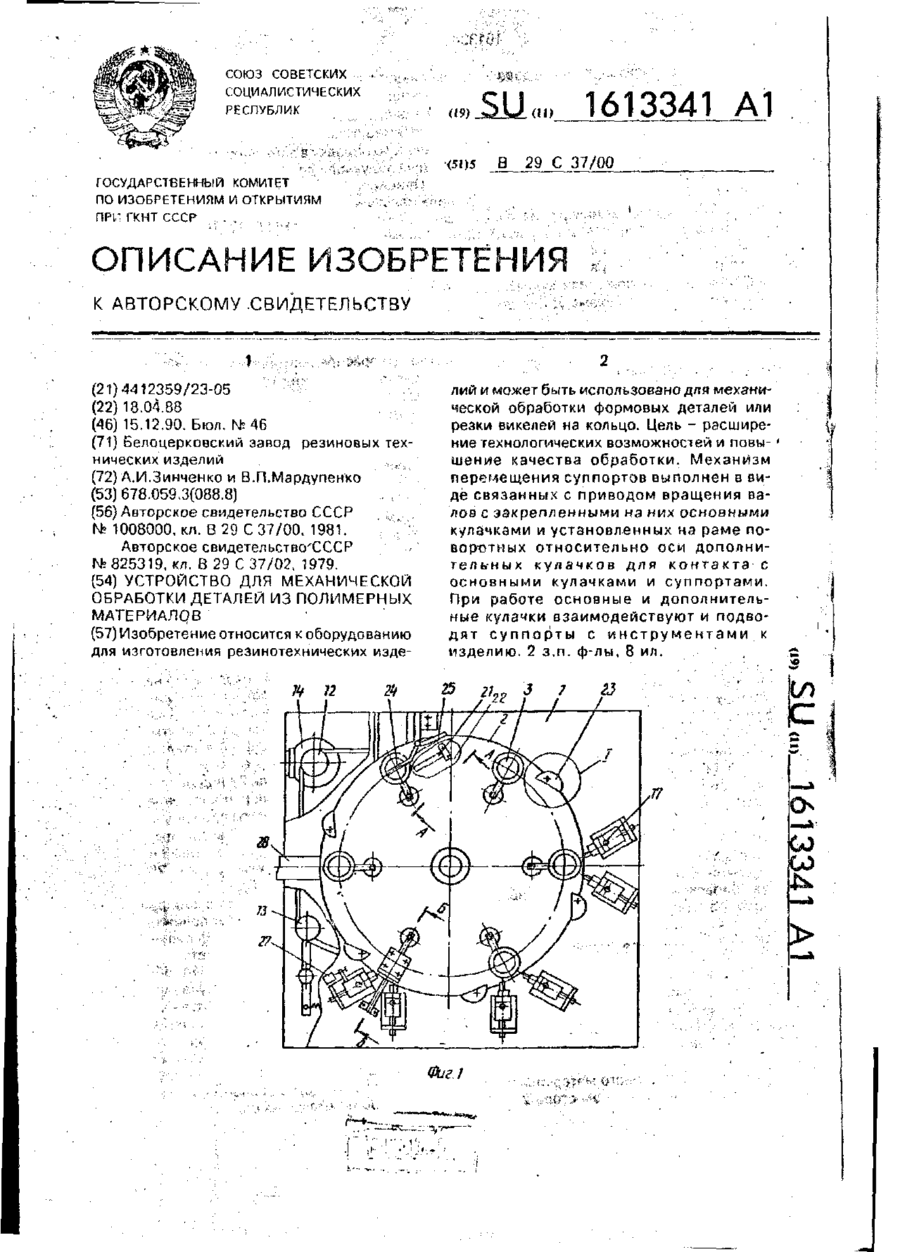
Ф о р м у л а и з о б р е т е н и я 1. Устройство для механической обработки деталей из полимерных материалов, содержащее смонтированные на раме поворотный стол с оправками для деталей, мальтийский механизм прерывистого вращения стола, механизм вращения оправок, прижим, который закреплен на штоке цилиндра и установлен соосно с оправками, механизм сбрасывания деталей и связанные с механизмом их перемещения суппорты с обрабатывающим...
Абразивоструминний пристрій
Номер патенту: 1583
Опубліковано: 25.10.1994
Автори: Пилипенко Віктор Васильович, Чернов Григорій Іванович, Іванов Володимир Іванович, Дрозд Віталій Антонович
МПК: B24C 7/00
Мітки: пристрій, абразивоструминний
Формула / Реферат:
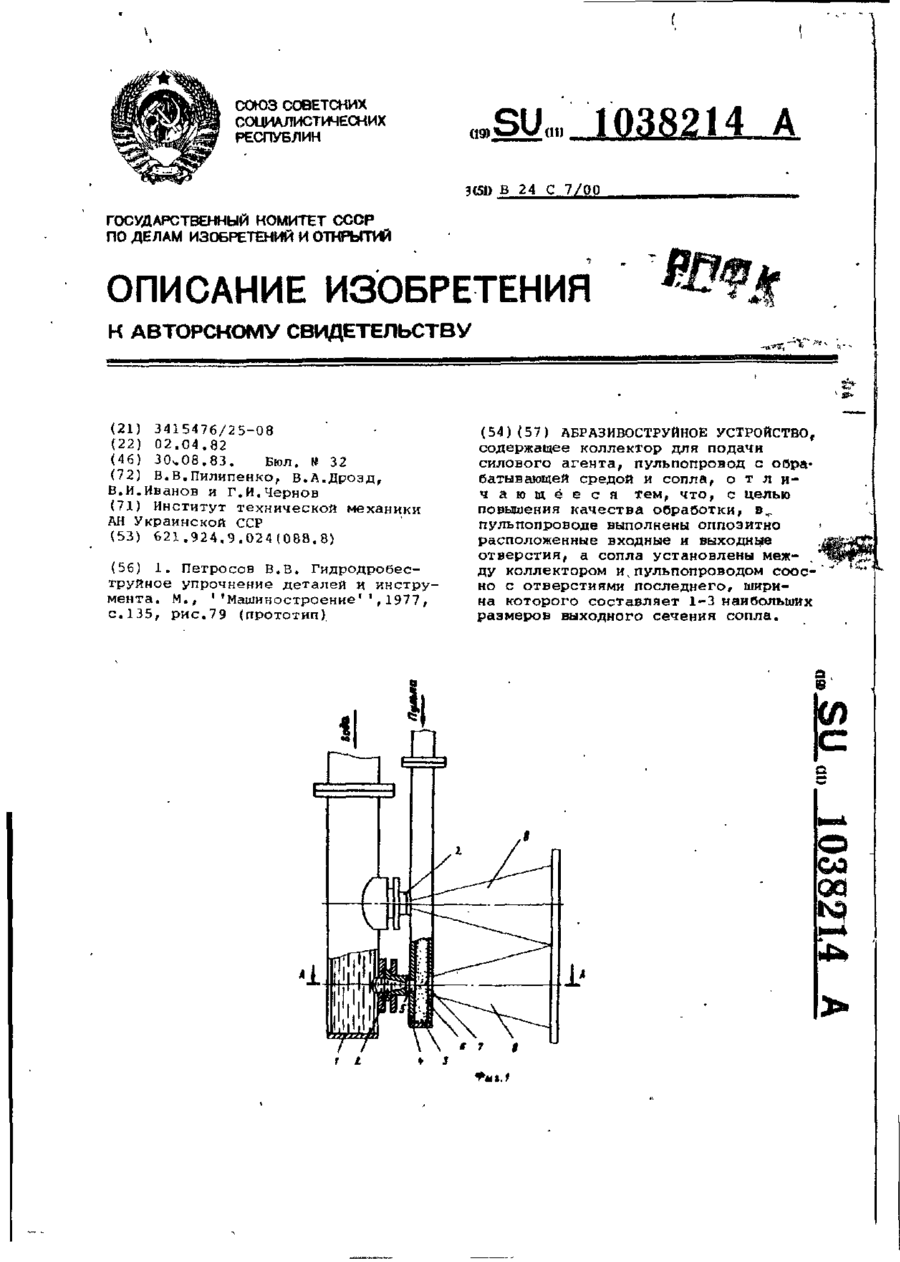
Абразивоструйное устройство, содержащее коллектор для подачи силового агента, пульпопровод с обрабатывающей средой и сопла, отличающееся тем, что, с целью повышения качества обработки, в пульпопроводе выполнены оппозитно расположенные входные и выходные отверстия, а сопла установлены между коллектором и пульпопроводом соосно с отверстиями последнего, ширина которого составляет 1—3 наибольших размеров выходного сечения сопла.
Шіхта для виготовлення деталей контейнеру камери високого тиску

Номер патенту: 1373
Опубліковано: 25.03.1994
Автори: Білоусов Ігор Святославович, Виноградов Сергій Олександрович, Чіпенко Георгій Володимирович, Шульженко Олександр Олександрович, Івахненко Сергій Олексійович
МПК: B01J 3/04, C04B 35/48
Мітки: тиску, високого, шихта, контейнеру, камери, виготовлення, деталей
Формула / Реферат:
Шихта для изготовления деталей контейнера камеры высокого давлення, включающая галогенид щелочного металла и оксид, отличающаяся тем, что, с целью повышения стабильности давления, в реакционной ячейке контейнера и снижения потребляемой мощности нагрева, она в качестве оксида содержит стабилизированный диоксид циркония, при следующем соотношении компонентов, об. %:галогенид щелочного металла 30—95...
Спосіб фінішної обробки напівпровідникових пластин
Номер патенту: 1563
Опубліковано: 25.07.1994
Автори: Богданов Євген Іванович, Живов Михайло Давидович
МПК: H01L 21/302
Мітки: спосіб, обробки, фінішної, пластин, напівпровідникових
Формула / Реферат:
Способ финишной полировки полупроводниковых пластин, включающий многостадийную химико-механическую полировку полупроводниковых пластин на двух полировальниках с использованием водных абразивных суспензий, причем на первой стадии водородный показатель суспензий поддерживают от 11,5 до 12,4, отличающийся тем, что, с целью повышения выхода годных за счет улучшения качества полированной поверхности пластин, химико-механическую полировку на...
Попередній патент: Установка для виготовлення виробів засобом гальванопластики
Наступний патент: Сопло пісочниці рейкового транспортного засобу
Випадковий патент: Крано-маніпуляторна установка