Спосіб миття порожнистих виробів
Номер патенту: 19263
Опубліковано: 25.12.1997
Автори: Скібенко Євген Іванович, Юферов Володимир Борисович, Федотов Іван Федорович, Нестеренко Валерій Борисович, Холод Юрій Васильович
Формула / Реферат
Изобретение относится к области техники, в которой возникает необходимость очистки полых изделий от поверхностных загрязнений (минеральных или органических) с использованием моющей жидкости, и может быть использовано в машиностроении, на ремонтных предприятиях и в других отраслях промышленности и народного хозяйства.
Известен способ мойки полых изделий, размещенных в моющей жидкости, путем взаимодействия их внутренней поверхности с моющей жидкостью и очистными элементами за счет их относительных перемещений вследствие возвратно-поступательного движения очистных элементов относительно очищаемых полых изделий.
К недостаткам известного способа следует отнести то, что он сложен при практической реализации и малопроизводителен.
В качестве способа-прототипа может быть принят известный способ [1], заключающийся в том, что изделие размещают на держателе в ванне с моющей жидкостью, причем в процессе мойки в жидкость подают импульсы сжатого газа, чередующиеся с восстановлением вакуума в свободном пространстве над моющей жидкостью. Это приводит к эффективной очистке наружной поверхности полых изделий от поверхностных загрязнений.
К недостаткам способа-прототипа следует отнести недостаточное качество очистки внутренних поверхностей полых изделий. Объясняется это тем, что возбуждаемые в жидкости импульсами сжатого газа длинноволновые колебания проникают во внутренние полости полых изделий частично и ослабленными. Их воздействия недостаточно для разрушения загрязнений и их отрыва от внутренней поверхности полых изделий.
В основу изобретения поставлена задача усовершенствования способа, обеспечивающего повышение качества и производительности мойки полых изделий от поверхностных загрязнений.
Способ мойки полых изделий заключается в том, что изделие размещают на держателе в ванне с моющей жидкостью, причем, в процессе мойки в жидкость подают импульсы сжатого газа. В отличие от прототипа, перед процессом мойки в полости изделия располагают очистной элемент, а импульсы газа подают так, чтобы осуществить перемещение изделия относительно очистного элемента направленными потоками моющей жидкости.
Если изделие располагают вертикально, то импульсы газа подают вдоль оси изделия на нижний его торец. При установке изделия на держателе свободно посредством пружины сжатия импульсы газа подают вдоль оси изделия на его верхний торец. При горизонтальном расположении изделия импульсы газа подают на боковую поверхность изделия с обеспечением его хаотичных вращения и горизонтального перемещения.
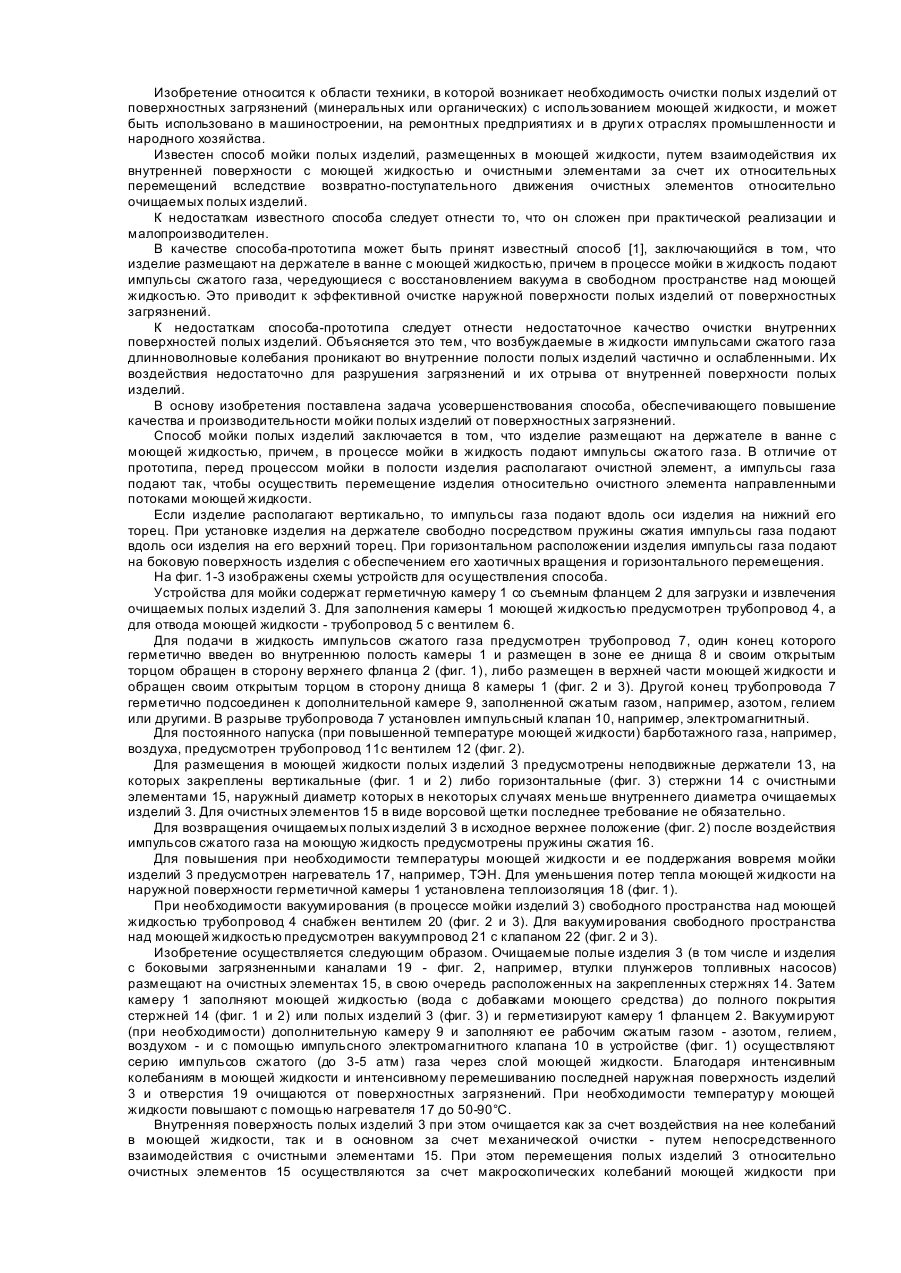
На фиг. 1-3 изображены схемы устройств для осуществления способа.
Устройства для мойки содержат герметичную камеру 1 со съемным фланцем 2 для загрузки и извлечения очищаемых полых изделий 3. Для заполнения камеры 1 моющей жидкостью предусмотрен трубопровод 4, а для отвода моющей жидкости - трубопровод 5 с вентилем 6.
Для подачи в жидкость импульсов сжатого газа предусмотрен трубопровод 7, один конец которого герметично введен во внутреннюю полость камеры 1 и размещен в зоне ее днища 8 и своим открытым торцом обращен в сторону верхнего фланца 2 (фиг. 1), либо размещен в верхней части моющей жидкости и обращен своим открытым торцом в сторону днища 8 камеры 1 (фиг. 2 и 3). Другой конец трубопровода 7 герметично подсоединен к дополнительной камере 9, заполненной сжатым газом, например, азотом, гелием или другими. В разрыве трубопровода 7 установлен импульсный клапан 10, например, электромагнитный.
Для постоянного напуска (при повышенной температуре моющей жидкости) барботажного газа, например, воздуха, предусмотрен трубопровод 11с вентилем 12 (фиг. 2).
Для размещения в моющей жидкости полых изделий 3 предусмотрены неподвижные держатели 13, на которых закреплены вертикальные (фиг. 1 и 2) либо горизонтальные (фиг. 3) стержни 14 с очистными элементами 15, наружный диаметр которых в некоторых случаях меньше внутреннего диаметра очищаемых изделий 3. Для очистных элементов 15 в виде ворсовой щетки последнее требование не обязательно.
Для возвращения очищаемых полых изделий 3 в исходное верхнее положение (фиг. 2) после воздействия импульсов сжатого газа на моющую жидкость предусмотрены пружины сжатия 16.
Для повышения при необходимости температуры моющей жидкости и ее поддержания вовремя мойки изделий 3 предусмотрен нагреватель 17, например, ТЭН. Для уменьшения потер тепла моющей жидкости на наружной поверхности герметичной камеры 1 установлена теплоизоляция 18 (фиг. 1).
При необходимости вакуумирования (в процессе мойки изделий 3) свободного пространства над моющей жидкостью трубопровод 4 снабжен вентилем 20 (фиг. 2 и 3). Для вакуумирования свободного пространства над моющей жидкостью предусмотрен вакуумпровод 21 с клапаном 22 (фиг. 2 и 3).
Изобретение осуществляется следующим образом. Очищаемые полые изделия 3 (в том числе и изделия с боковыми загрязненными каналами 19 - фиг. 2, например, втулки плунжеров топливных насосов) размещают на очистных элементах 15, в свою очередь расположенных на закрепленных стержнях 14. Затем камеру 1 заполняют моющей жидкостью (вода с добавками моющего средства) до полного покрытия стержней 14 (фиг. 1 и 2) или полых изделий 3 (фиг. 3) и герметизируют камеру 1 фланцем 2. Вакуумируют (при необходимости) дополнительную камеру 9 и заполняют ее рабочим сжатым газом - азотом, гелием, воздухом - и с помощью импульсного электромагнитного клапана 10 в устройстве (фиг. 1) осуществляют серию импульсов сжатого (до 3-5 атм) газа через слой моющей жидкости. Благодаря интенсивным колебаниям в моющей жидкости и интенсивному перемешиванию последней наружная поверхность изделий 3 и отверстия 19 очищаются от поверхностных загрязнений. При необходимости температуру моющей жидкости повышают с помощью нагревателя 17 до 50-90°С.
Внутренняя поверхность полых изделий 3 при этом очищается как за счет воздействия на нее колебаний в моющей жидкости, так и в основном за счет механической очистки - путем непосредственного взаимодействия с очистными элементами 15. При этом перемещения полых изделий 3 относительно очистных элементов 15 осуществляются за счет макроскопических колебаний моющей жидкости при импульсах сжатого газа.
При недостаточной эффективности очистки изделий 3 (фиг. 1) целесообразно в свободном пространстве над моющей жидкостью создать и поддерживать (с помощью механического форвакуумного насоса) вакуум - величиной 13-26 кПа (фиг. 2 и 3) в зависимости от температуры моющей жидкости.
При повышенной температуре моющей жидкости (50-90°С) целесообразно через трубопровод 11 (фиг. 2) осуществлять постоянный напуск барботируемого газа, регулируемый вентилем 12.
Совокупность вышеназванных операций позволяет повысить качество очистки полых изделий от поверхностных загрязнений как снаружи, так и внутри них, а также повысить производительность мойки.
Текст
Изобретение относится к области техники, в которой возникает необходимость очистки полых изделий от поверхностных загрязнений (минеральных или органических) с использованием моющей жидкости, и может быть использовано в машиностроении, на ремонтных предприятиях и в други х отраслях промышленности и народного хозяйства. Известен способ мойки полых изделий, размещенных в моющей жидкости, путем взаимодействия их внутренней поверхности с моющей жидкостью и очистными элементами за счет их относительных перемещений вследствие возвратно-поступательного движения очистных элементов относительно очищаемых полых изделий. К недостаткам известного способа следует отнести то, что он сложен при практической реализации и малопроизводителен. В качестве способа-прототипа может быть принят известный способ [1], заключающийся в том, что изделие размещают на держателе в ванне с моющей жидкостью, причем в процессе мойки в жидкость подают импульсы сжатого газа, чередующиеся с восстановлением вакуума в свободном пространстве над моющей жидкостью. Это приводит к эффективной очистке наружной поверхности полых изделий от поверхностных загрязнений. К недостаткам способа-прототипа следует отнести недостаточное качество очистки внутренних поверхностей полых изделий. Объясняется это тем, что возбуждаемые в жидкости импульсами сжатого газа длинноволновые колебания проникают во внутренние полости полых изделий частично и ослабленными. Их воздействия недостаточно для разрушения загрязнений и их отрыва от внутренней поверхности полых изделий. В основу изобретения поставлена задача усовершенствования способа, обеспечивающего повышение качества и производительности мойки полых изделий от поверхностных загрязнений. Способ мойки полых изделий заключается в том, что изделие размещают на держателе в ванне с моющей жидкостью, причем, в процессе мойки в жидкость подают импульсы сжатого газа. В отличие от прототипа, перед процессом мойки в полости изделия располагают очистной элемент, а импульсы газа подают так, чтобы осуществить перемещение изделия относительно очистного элемента направленными потоками моющей жидкости. Если изделие располагают вертикально, то импульсы газа подают вдоль оси изделия на нижний его торец. При установке изделия на держателе свободно посредством пружины сжатия импульсы газа подают вдоль оси изделия на его верхний торец. При горизонтальном расположении изделия импульсы газа подают на боковую поверхность изделия с обеспечением его хаотичных вращения и горизонтального перемещения. На фиг. 1-3 изображены схемы устройств для осуществления способа. Устройства для мойки содержат герметичную камеру 1 со съемным фланцем 2 для загрузки и извлечения очищаемых полых изделий 3. Для заполнения камеры 1 моющей жидкостью предусмотрен трубопровод 4, а для отвода моющей жидкости - трубопровод 5 с вентилем 6. Для подачи в жидкость импульсов сжатого газа предусмотрен трубопровод 7, один конец которого герметично введен во внутреннюю полость камеры 1 и размещен в зоне ее днища 8 и своим открытым торцом обращен в сторону верхнего фланца 2 (фиг. 1), либо размещен в верхней части моющей жидкости и обращен своим открытым торцом в сторону днища 8 камеры 1 (фиг. 2 и 3). Другой конец трубопровода 7 герметично подсоединен к дополнительной камере 9, заполненной сжатым газом, например, азотом, гелием или другими. В разрыве трубопровода 7 установлен импульсный клапан 10, например, электромагнитный. Для постоянного напуска (при повышенной температуре моющей жидкости) барботажного газа, например, воздуха, предусмотрен трубопровод 11с вентилем 12 (фиг. 2). Для размещения в моющей жидкости полых изделий 3 предусмотрены неподвижные держатели 13, на которых закреплены вертикальные (фиг. 1 и 2) либо горизонтальные (фиг. 3) стержни 14 с очистными элементами 15, наружный диаметр которых в некоторых случаях меньше внутреннего диаметра очищаемых изделий 3. Для очистных элементов 15 в виде ворсовой щетки последнее требование не обязательно. Для возвращения очищаемых полых изделий 3 в исходное верхнее положение (фиг. 2) после воздействия импульсов сжатого газа на моющую жидкость предусмотрены пружины сжатия 16. Для повышения при необходимости температуры моющей жидкости и ее поддержания вовремя мойки изделий 3 предусмотрен нагреватель 17, например, ТЭН. Для уменьшения потер тепла моющей жидкости на наружной поверхности герметичной камеры 1 установлена теплоизоляция 18 (фиг. 1). При необходимости вакуумирования (в процессе мойки изделий 3) свободного пространства над моющей жидкостью трубопровод 4 снабжен вентилем 20 (фиг. 2 и 3). Для вакуумирования свободного пространства над моющей жидкостью предусмотрен вакуумпровод 21 с клапаном 22 (фиг. 2 и 3). Изобретение осуществляется следующим образом. Очищаемые полые изделия 3 (в том числе и изделия с боковыми загрязненными каналами 19 - фиг. 2, например, втулки плунжеров топливных насосов) размещают на очистных элементах 15, в свою очередь расположенных на закрепленных стержнях 14. Затем камеру 1 заполняют моющей жидкостью (вода с добавками моющего средства) до полного покрытия стержней 14 (фиг. 1 и 2) или полых изделий 3 (фиг. 3) и герметизируют камеру 1 фланцем 2. Вакуумируют (при необходимости) дополнительную камеру 9 и заполняют ее рабочим сжатым газом - азотом, гелием, воздухом - и с помощью импульсного электромагнитного клапана 10 в устройстве (фиг. 1) осуществляют серию импульсов сжатого (до 3-5 атм) газа через слой моющей жидкости. Благодаря интенсивным колебаниям в моющей жидкости и интенсивному перемешиванию последней наружная поверхность изделий 3 и отверстия 19 очищаются от поверхностных загрязнений. При необходимости температур у моющей жидкости повышают с помощью нагревателя 17 до 50-90°С. Внутренняя поверхность полых изделий 3 при этом очищается как за счет воздействия на нее колебаний в моющей жидкости, так и в основном за счет механической очистки - путем непосредственного взаимодействия с очистными элементами 15. При этом перемещения полых изделий 3 относительно очистных элементов 15 осуществляются за счет макроскопических колебаний моющей жидкости при импульсах сжатого газа. При недостаточной эффективности очистки изделий 3 (фиг. 1) целесообразно в свободном пространстве над моющей жидкостью создать и поддерживать (с помощью механического форвакуумного насоса) вакуум величиной 13-26 кПа (фиг. 2 и 3) в зависимости от температуры моющей жидкости. При повышенной температуре моющей жидкости (50-90°С) целесообразно через трубопровод 11 (фиг. 2) осуществлять постоянный напуск барботируемого газа, регулируемый вентилем 12. Совокупность вышеназванных операций позволяет повысить качество очистки полых изделий от поверхностных загрязнений как снаружи, так и внутри ни х, а также повысить производительность мойки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for washing hollow articles
Автори англійськоюKholod Yurii Vasyliovych, Yuferov Volodymyr Borysovych, Skibenko Yevhen Ivanovych, Fedotov Ivan Fedorovych
Назва патенту російськоюСпособ мойки полых изделий
Автори російськоюХолод Юрий Васильевич, Юферов Владимир Борисович, Скибенко Евгений Иванович, Федотов Иван Федорович
МПК / Мітки
Мітки: спосіб, порожнистих, виробів, миття
Код посилання
<a href="https://ua.patents.su/2-19263-sposib-mittya-porozhnistikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб миття порожнистих виробів</a>
Спосіб очищення виробів
Номер патенту: 18750
Опубліковано: 25.12.1997
Автори: Холод Юрій Васильович, Скібенко Євген Іванович, Чеканов Станіслав Якович, Гутнік Генадій Миколайович, Гурьянов Борис Сергійович, Нестеренко Валерій Борисович, Артюх Вячеслав Григорович, Юферов Володимир Борисович, Розумний Анатолій Олексійович, Федотов Іван Федорович
МПК: B08B 3/04
Мітки: очищення, виробів, спосіб
Формула / Реферат:
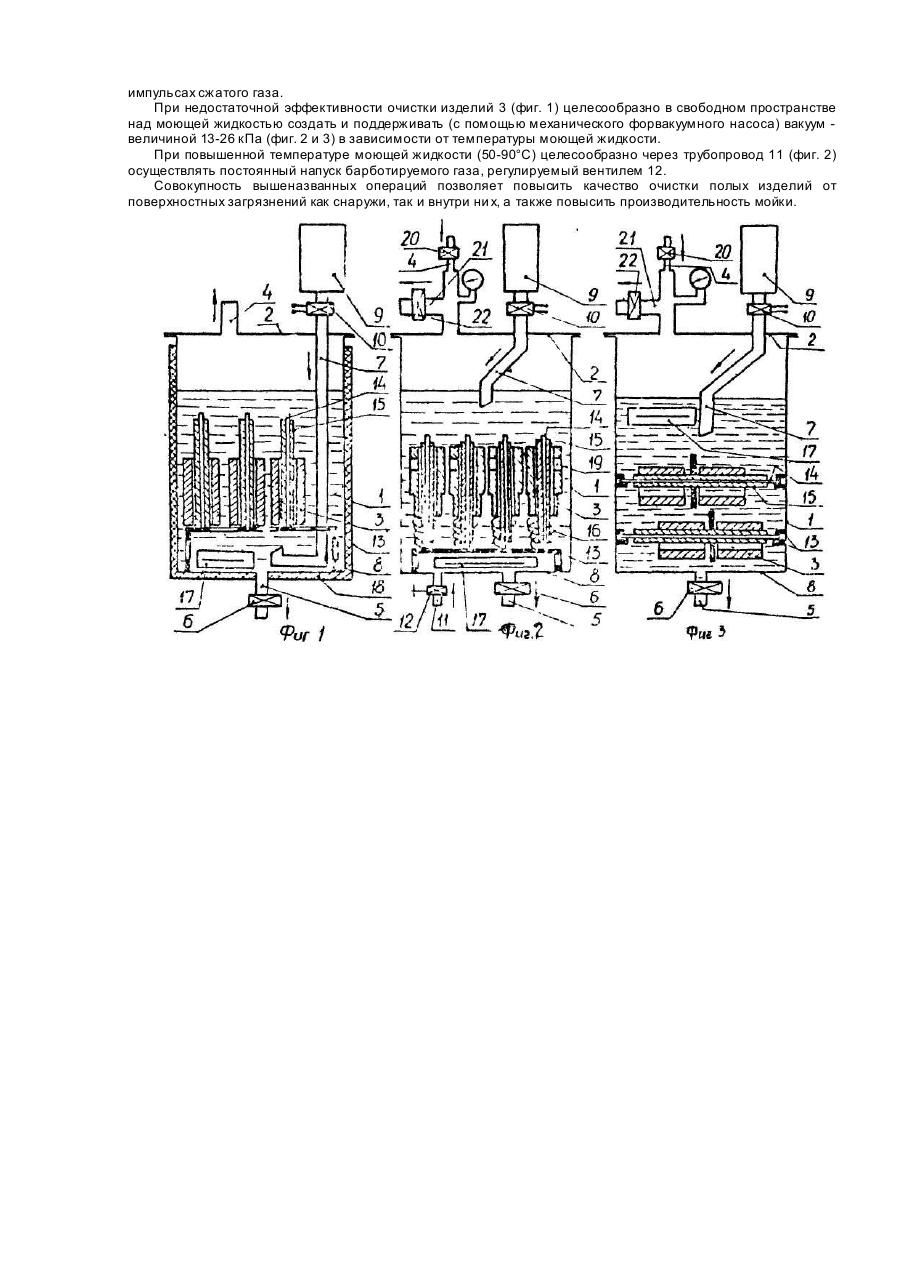
1. Способ очистки изделий, заключающийся в том, что герметичную камеру заполняют моющей жидкостью с образованием над ее поверхностью свободного пространства, изделия помещают в моющую жидкость, в свободном пространстве камеры создают вакуум и периодически осуществляют чередующиеся импульсный напуск газа в свободном пространстве и восстановление рабочего вакуума в этом пространстве, отличающийся тем, что напуск газа в свободное пространство...
Пристрій для прання виробів
Номер патенту: 16816
Опубліковано: 29.08.1997
Автор: Кафітін Юхим Давидович
МПК: D06F 17/00
Мітки: виробів, пристрій, прання
Формула / Реферат:
Устройство для мойки изделий, содержащее герметичную рабочую емкость с моющей жидкостью, средство создания в ней вакуума и систему водоснабжения, отличающееся тем, что, с целью повышения эффективности воздействия жидкости на изделия, средство создания вакуума содержит камеру с находящимися внутри испарителем в виде пластин, связанных с источником электрического тока дозатором и конденсатором, при этом камера посредством патрубков с...
Установка для миття виробів
Номер патенту: 705
Опубліковано: 15.12.1993
Автор: Бондаренко Олександр Андрійович
Мітки: миття, виробів, установка
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я 1. Установка для мойки изделий, содержащая моечную камеру, тележку для перемещения изделий в моечную камеру, приводы перемещения тележки и возвратно-поступательного движения тележки в моечной камере и систему управления приводом возвратно-поступательного перемещения тележки, содержащую клапан, о т л и ч а ю щ а я с я тем, что, с целью повышения эффективности мойки, привод возвратно-поступательного...
Спосіб фрідмана виміру товщини стінок порожнистих виробів із немагнітного матеріалу
Номер патенту: 12095
Опубліковано: 25.12.1996
Автор: Фрідман Борис Петрович
Мітки: виміру, виробів, спосіб, стінок, матеріалу, товщини, немагнітного, фрідмана, порожнистих
Формула / Реферат:
1. Способ измерения толщины стенок полых изделий из немагнитного материала по авт.св. № 937996, отличающийся тем, что, с целью расширения области использования за счет контроля также и функционирующих объектов, заполненных рабочей средой, порошкообразный магнитопроводящий агент совместно с жидкими фракциями перед введением во внутреннюю полость контролируемого объекта помещают в эластичную герметизированную тонкостенную оболочку из...
Установка для очищення виробів
Номер патенту: 5372
Опубліковано: 28.12.1994
Автори: Коляда Володимир Олександрович, Аксенко Олександр Олександрович, Галушка Володимир Федорович, Єрмоленко Юрій Петрович, Зміївський Микола Никифорович
МПК: B08B 3/02
Мітки: очищення, установка, виробів
Формула / Реферат:
1. Установка для очистки изделий, содержащая ванну для моющей жидкости, моечные коллекторы, насос с встроенным в ванну заборным патрубком и напорным трубопроводом, соединенным с моечными коллекторами, а также размещенный в ванне теплообменник с охватывающим его перфорированным кожухом, отличающаяся тем, что она снабжена дополнительно возвратным трубопроводом, соединяющим напорный трубопровод с ванной, при этом на возвратном и напорном...
Попередній патент: Спосіб гравітаційного очищення робочих рідин та гідробак, який його реалізує
Наступний патент: Клейова композиція
Випадковий патент: Спосіб синтезу нанодисперсного стануму (iv) оксиду