Спосіб одержання біметалу у електронно-променевих установках
Номер патенту: 20591
Опубліковано: 15.07.1997
Автори: Жук Генадій Віліорович, Пап Петро Аркадійович, Ахонін Сергій Володимирович, ДЕРЕЧА Олександр Якович, ТРИГУБ Микола Петрович, Патон Борис Євгенович
Формула / Реферат
Способ получения биметалла в электроннолучевых установках, включающий подачу предварительно нагретой первой составляющей биметалла и нанесение на нее слоя второй составляющей биметалла путем осаждения направленного потока диспергированного расплава, отличающийся тем, что формируют направленный поток высо-кодисперсных капель расплава в вакууме за счет центробежного распыления жидкого металла с боковой поверхности цилиндрической заготовки, вращающейся со скоростью 3500-5000 обмян, при этом наносимый слой металла проплавляют на всю его толщину, а скорость подачи биметаллической ленты задают, исходя из соотношения:
где Р - проплавляющая мощность, Вт; ρ и q -плотность и скрытая теплота плавления второй составляющей, кг/м3, Дж/кг; L и S - ширина и толщина наносимого слоя, м.
Текст
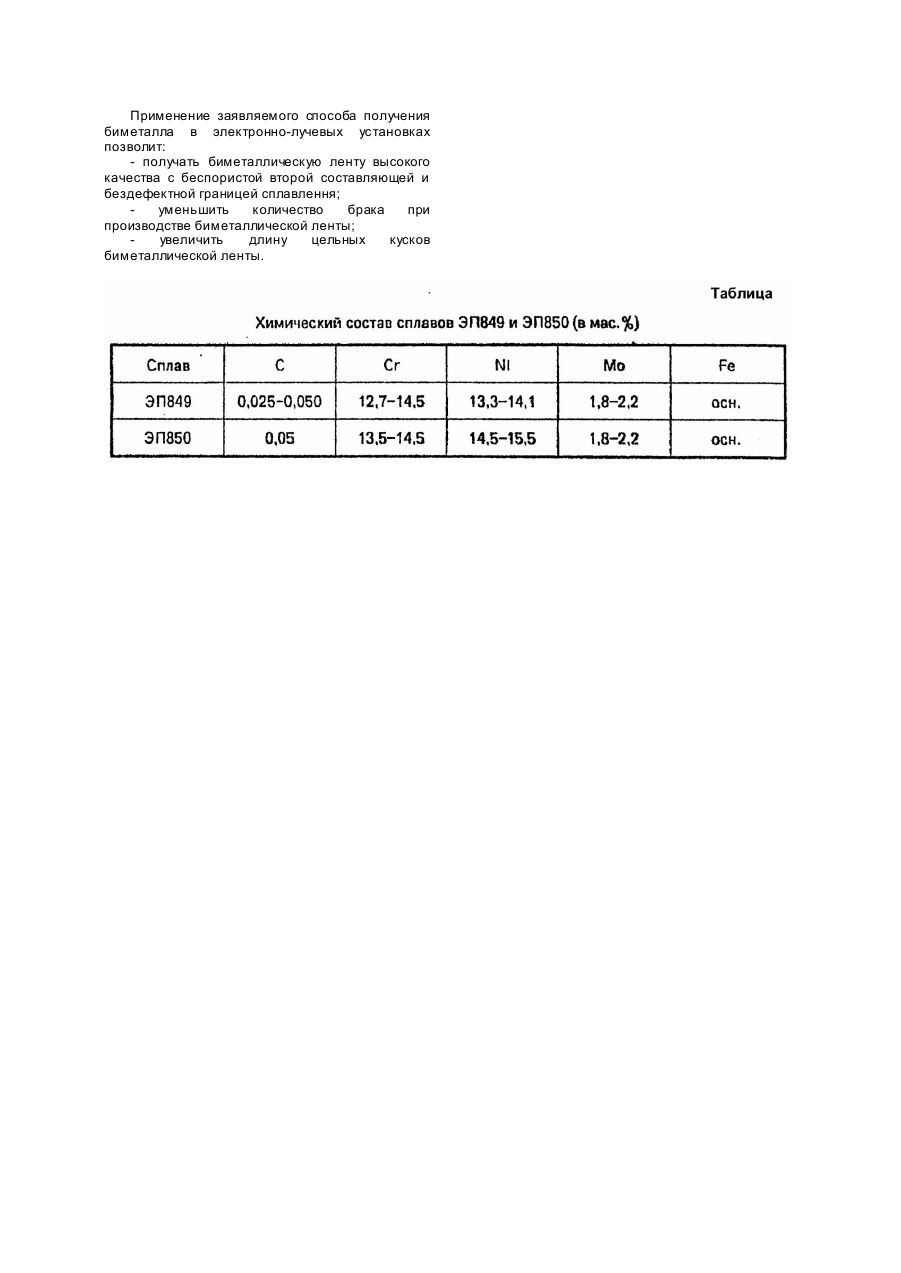
Изобретение относится к области специальной металлургии и может быть использовано для получения биметаллической ленты методом электронно-лучевого литья из диспергированного расплава. Наиболее близким по технической сущности к достигаемому эффекту является способ получения биметалла, включающий подачу предварительно нагретой первой составляющей биметалла и нанесение на нее слоя второй составляющей биметалла путем осаждения направленного потока диспергированного расплава, который получают, распыляя газом струю жидкого металла (Патент США 5154219, кл. B22D23/00. - РЖ "Технология и оборудование литейного производства," 1994, №2). Недостатками указанного способа являются: - пористость второй составляющей из-за попадания микрообъемов газа во время диспергирования; - дефекты сцепления первой и второй составляющей из-за загрязнения поверхности газами. Задача предложенного способа - получение биметаллических лент с беспористой второй составляющей и бездефектной границей раздела первой и второй составляющих. Поставленная задача решается таким образом, что в известной способе получения биметалла, включающем подачу предварительно нагретой первой составляющей биметалла и нанесение на нее слоя второй составляющей биметалла путем осаждения направленного потока диспергированного расплава, формируют направленный поток высокодисперсных капель расплава в вакууме за счет центробежного распыления жидкого металла с боковой поверхности цилиндрической заготовки, вращающейся со скоростью 3500 - 5000об/мин, при этом наносимый слой металла проплавляют во всю его толщину, а скорость подачи биметаллической ленты задают, исходя из соотношения где - проплавляющая мощность, Вм; и плотность и скрытая теплота плавления второй составляющей, кг/м 3, Дж/кг; и - ширина и толщина наносимого слоя, м. Сущностью изобретения является формирование направленного потока высокодисперсных капель расплава в вакууме за счет центробежного распыления жидкого металла с боковой поверхности цилиндрической заготовки, вращающейся со скоростью 3500 - 5000об/мин, при этом наносимый слой металла проплавляют на всю его толщину, а скорость подачи биметаллической ленты задают, исходя из соотношения: где - проплавляющая мощность, Вт; и плотность и скрытая теплота плавления второй составляющей, кг/м 3, Дж/кг; и -ширина к толщина наносимого слоя, м. Проведение процесса в вакууме обеспечивает отсутствие пор в слое второй составляющей и дефектов на границе первой и второй составляющей. Подача биметаллической ленты с указанной скоростью обеспечивает проплавление наносимого слоя на всю его толщину. Таким образом, совокупность технологических параметров и приемов получения биметалла в электроннолучевых установках обеспечивает получение биметаллической ленты с беспористой второй составляющей и бездефектной границей раздела первой и второй составляющих, Способ опробывался при получении биметаллической ленты для магнитной записи. Процесс получения биметаллической ленты в электронно-лучевой установке осуществлялся следующим образом. Камера плавки электронно-лучевой установки вакуумируется до давления не выше 0,067Па. Цилиндрической расходуемой заготовке из материала второй составляющей с помощью привода вращения сообщается скорость вращения 3500 - 5000об/мин. На ее боковую поверхность подается электронный луч, который посредством проплавления образует на боковой поверхности расходуемой заготовки локальную жидкую ванну. Под действием центробежных сил с поверхности заготовки срывается поток диспергированных капель расплава. В установившийся поток капель с помощью механизма подачи подается предварительно нагретая с помощью второго электронного луча первая составляющая. Расплавленные капли второй составляющей осаждаются на ленте и затвердевают с образованием плотного слоя. После затвердевания второй составляющей нанесенный слой проплавляется на всю его толщину третьим электронным лучом, для этого лента подается со скоростью где - проплавляющая мощность, Вт; и плотность и скрытая теплота плавления второй составляющей, кг/м 3, Дж/кг; и -ширина и толщина наносимого слоя, м. После повторного застывания второй составляющей лента подается в приемник и так остывает до достижения комнатной температуры. Затем камеру развакуумируют и производят извлечение готовой ленты из приемника. Пример. Получение биметаллической ленты осуществляли на электронно-лучевой установке УЗ-121 ИЭС им. Е.О. Патона. В качестве первой составляющей применялся сплав ЭП850, а в качестве второй - ЭП849 (см. таблицу), Лента из первой составляющей предварительно нагревалась до 0,95 величины температуры плавления. Мощность третьего (проплавляющего) электронного луча составляла 5кВт, а наносимый слой второй составляющей имел следующие характеристики: плотность материала - 8000кг/м 3; скрытая теплота плавления материала 290кДж/кг; ширина наносимого слоя - 0,05м; толщина наносимого слоя - 0,004м. Рассчитанная в соответствии с формулой скорость подачи ленты составляла 0,01м/с. Все остальные технологические операции проводились в соответствии с описанием, изложенным в данной заявке. Лента, полученная данным способом, имеет удовлетворительное качество по всей толщине первой и второй составляющей, а так же поверхности их взаимодействия. Применение заявляемого способа получения биметалла в электронно-лучевых установках позволит: - получать биметаллическую ленту высокого качества с беспористой второй составляющей и бездефектной границей сплавлення; уменьшить количество брака при производстве биметаллической ленты; увеличить длину цельных кусков биметаллической ленты.
ДивитисяДодаткова інформація
Автори англійськоюPaton Borys Yevhenovych, Tryhub Mykola Petrovych, Zhuk Hennadii Viliorovych, Pap Petro Arkadiiovych, Akhonin Serhii Volodymyrovych, Derecha Oleksandr Yakovych
Автори російськоюПатон Борис Евгеньевич, Тригуб Николай Петрович, Жук Геннадий Вилиорович, Пап Петр Аркадиевич, Ахонин Сергей Владимирович, ДЕРЕЧА Александр Яковлевич
МПК / Мітки
МПК: B22D 23/00
Мітки: одержання, електронно-променевих, спосіб, установках, біметалу
Код посилання
<a href="https://ua.patents.su/2-20591-sposib-oderzhannya-bimetalu-u-elektronno-promenevikh-ustanovkakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання біметалу у електронно-променевих установках</a>
Електронно-оптична система для кольорових електронно-променевих трубок з планарним розміщенням прожекторів
Номер патенту: 15711
Опубліковано: 30.06.1997
Автори: Шумик Іван Йосипович, Андрієвич Ігор Володимирович
МПК: H01J 29/50
Мітки: електронно-променевих, планарним, кольорових, розміщенням, система, електронно-оптична, прожекторів, трубок
Текст:
...с я тем, что часть фокусирующего электрода, обращенная к аноду, и анод выполнены из четырех электрически соединенных между собой частей: первой чашки с тремя отбортованными отверстиями, имеющими плавный переход перзсекающихся частей отверстий, диафрагмы с тремя отверстиями, соединенной с первой чашкой по фланцу, второй чашки с тремя отверстиями, соединенной дном с диафрагмой, и вставки, выполненной в виде пластины с тремя отбортованными...
Спосіб одержання дрібноструктурних катодолюмінесцентних покриттів для електронно-променевих трубок високої розрізняльної здатності

Номер патенту: 11036
Опубліковано: 25.12.1996
Автори: Гаврилів Віра Дмитрівна, Пігрух Володимир Володимирович, Лущік Галина Ярославівна, Солтис Михайло Миколайович, Кузь Віра Іванівна
МПК: H01J 9/22
Мітки: спосіб, дрібноструктурних, високої, покриттів, катодолюмінесцентних, здатності, одержання, електронно-променевих, трубок, розрізняльної
Спосіб одержання зливків з відходів сплавів титану в електронно-променевій печі з проміжною ємкістю
Номер патенту: 17544
Опубліковано: 06.05.1997
Автори: Ахонін Сергій Володимирович, ДЕРЕЧА Олександр Якович, ТРИГУБ Микола Петрович, Калинюк Олексій Михайлович, Савчинський Дмитро Васильович
Мітки: сплавів, ємкістю, відходів, спосіб, печі, проміжною, титану, одержання, зливків, електронно-променевий
Формула / Реферат:
Способ получения слитков из отходов сплавов титана в электронно-лучевой печи с промежуточной емкостью, включающий подготовку расходуемой заготовки, ее плавление электронными лучами в промежуточную емкость, слив расплава в кристаллизатор и формирование слитка в условиях обогрева свободной поверхности расплава электронными лучами, отличающийся тем, что создают над свободной поверхностью расплава повышенное парциальное давление легколетучих...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Іванченко Олександр Денисович, Мельникова Вікторія Валер'янівна, Зеленський Віктор Михайлович, Блескун Валерій Пилипович, Гольдін Валерій Зінов'євич
МПК: B22D 11/00
Мітки: заготівки, лиття, здійснення, безперервного, порожнистої, пристрій, біметалевої, спосіб
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Спосіб визначення залишкового ресурсу електронно-променевих трубок
Номер патенту: 9909
Опубліковано: 30.09.1996
Автори: Дума Іван Михайлович, Стасюк Зиновій Васильович, Козак Михайло Михайлович, Герасимович Михайло Васильович
МПК: H01J 9/42
Мітки: трубок, визначення, ресурсу, залишкового, електронно-променевих, спосіб
Формула / Реферат:
(57) Способ определения остаточного ресурса электронно-лучевых трубок, включающий двухкратное последовательное определение давления остаточных газов по результатам измерения суммарного тока колектора электронно-лучевой трубки при установившемся электронном токе и тока утечки, отличающийся тем, что предварительно производят форсированный нагрев катода электронно-лучевой трубки до температуры 900-1000°С путем подачи повышенного напряжения на...
Попередній патент: Пристрій для дозування сипучих кормів
Наступний патент: Склад для аерозольного пожежогасіння
Випадковий патент: Спосіб корекції цитокінового статусу організму хворих на бешиху з наявністю гнійно-запальних ускладнень хірургічного профілю