Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення
Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Іванченко Олександр Денисович, Мельникова Вікторія Валер'янівна, Гольдін Валерій Зінов'євич, Блескун Валерій Пилипович, Зеленський Віктор Михайлович

Формула / Реферат
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.
2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке сообщают одновременно поступательное и вращательное движения.
3. Способ по п.1, отличающийся тем, что формирование внешнего слоя заготовки осуществляют предварительно с последующим нагревом металла до температуры не ниже 0,8 температуры его плавления.
4. Устройство для непрерывного лиття биметаллической заготовки, содержащее охлаждаемый наружный кристаллизатор и установленный внутри него полый глухо-донный дорн ступенчатой формы с каналами для подвода жидкого металла на выходной ступени, отличающееся тем,что выходная ступень дорна выполнена с обратной конусностью.
5. Устройство по п.4, отличающеся тем, что угол наклона образующей выходной ступени дорна α не превышает 25°.
Текст
1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, от л и чающ и й с я тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки. 4. Устройство для непрерывного литья биметаллической заготовки, содержащее охлаждаемый наружный кристаллизатор и установленный внутри него полый глуходойный дорн ступенчатой формы с каналами для подвода ж и д к о г о металла на выходной ступени, о т л и ч а ю щ е е с я тем, что выходная ступень дорна выполнена с обратной конусностью. 5. Устройство по п.4, о т л и ч э ю щ е с я тем, что угол наклона образующей выходной ступени дорна а не превышает 25°. Изобретение относится к металлургии и может быть использовано при производстве полых биметаллических заготовок, например для подшипников скольжения, из цветных и черных металлов и сплавов методом непрерывного литья. Известен способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя загот о в к и , подачу на его в н у т р е н н ю ю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание [1]. Недостатком известного способа является низкое качество заготовки в связи с частыми случаями брака по расслоению, особенно при трудносвариваемых материалах слоев заготовки. Известно устройство для осуществления способа непрерывного литья полых биметаллических заготовок, содержащее охлаждаемый наружный кристаллизатор и установленный внутри него полый глуходонный дорн ступенчатой формы с каналами для подвода ж и д к о г о металла на выходной ступени. 2. Способ по п. 1 , о т л и ч а ю щ и й с я тем, что в процессе вытягивания заготовке сообщают одновременно поступательное и вращательное движения. 3. Способ по п . 1 , о т л и ч а ю щ и й с я тем, что формирование внешнего слоя заготовки осуществляют предварительно с последующим н а г р е в о м металла до температуры не ниже 0,8 температуры его плавления. ю ел О 9954 осуществление способа и содержащем охНедостатком известного устройства явлаждаемый наружный кристаллизатор и усляется то, что выходная ступень дорна имет@новленный внутри него полый ет цилиндрическую форму, так как это не глуходонный дорн ступенчатой формы с капозволяет осуществить формирование внутреннего слоя заготовки с увеличением дав- 5 налами для подвода жидкого металла на выходной ступени, последняя согласно изоления е направлении ее вытягивания и бретению, выполнена с обратной конусноприводит к снижению качество заготовки, стью, а угол наклона образующей обратного появлению брака по расслоению, особенно конуса а :S 25°. при трудносвариваемых материалах слоев заготовки. 10 Заявляемое устройство обеспечивает Задачей изобретения является повышеповышение качества заготовки, устранение ние качества заготовки, устранение брака брака по расслоению, расширение сортапо расслоению, расширение сортамента замента заготовок за счєі трудносвариваемых готовок за счет трудносвариааемых материматериалов. алов. 15 Кроме того, предлагаемое решение отДля достижения поставленной задачи о личается от прототипа тем, что выходная способе непрерывного литья полой биместупень дорна выполнена с обратной конусталлической заготовки, включающем форностью, а угол нрклона образующей обратмирование внешнего слоя, подачу на его ного конуса а
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of continuous casting of hollow bimetallic billet
Автори англійськоюBleskun Valerii Pylypovych, Holdin Valerii Zinovievych, Zelenskyi Viktor Mykhailovych, Ivanchenko Oleksandr Denisovych, Melnykova Viktoriia Valerianivna
Назва патенту російськоюСпособ непрерывного литья полой биметаллической заготовки и устройство для его осуществления
Автори російськоюБлескун Валерий Филиппович, Гольдин Валерий Зиновьевич, Зеленский Виктор Михайлович, Иванченко Александр Денисович, Мельникова Виктория Валерьяновна
МПК / Мітки
МПК: B22D 11/00
Мітки: пристрій, безперервного, спосіб, здійснення, біметалевої, порожнистої, заготівки, лиття
Код посилання
<a href="https://ua.patents.su/4-9954-sposib-bezperervnogo-littya-porozhnisto-bimetalevo-zagotivki-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення</a>
Спосіб непреривного лиття чугуних тінкостінних труб і установка для його здійснення
Номер патенту: 6315
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ріо Беллосі
МПК: B22D 11/06, B22D 11/117, B22D 11/04, B22D 11/112, B22D 11/14
Мітки: лиття, установка, непреривного, здійснення, спосіб, труб, тінкостінних, чугуних
Формула / Реферат:
1. Способ непрерывного литья чугунных тонкостенных труб, включающий подачу жидкого чугуна в охлаждаемый кристаллизатор с дорном, нагрев дорна и вытягивание трубы, отличающийся тем, что, с целью повышения надежности процесса литья, в его начале нагревают верхний конец дорна, а затем в кристаллизатор подают жидкометаллический охладитель, не прекращая нагрева дорна. 2. Установка для непрерывного литья чугунных тонкостенных труб,...
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: безперервного, кольорових, пристрій, сплавів, заготовок, металів, порожнистих, лиття, горизонтального
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Пристрій для одержання армованої квазімонолітної порожнистої заготівки
Номер патенту: 8462
Опубліковано: 30.09.1996
Автори: Лапін Віталій Вікторович, Саєнко Володимир Якович, Нагаєвський Ігор Дмитрович, Медовар Лев Борисович, Клименко Генадій Петрович, Богаченко Олексій Георгійович, Литвиненко Олександр Віталійович, Шукстульський Борис Ілліч, Кучеров Василь Андрійович, Іпатов Веніамін Андрійович, Медовар Борис Ізраілевич, Лисяна Світлана Петрівна, Шатуров Сергій Валентинович, Іванов Валентин Борисович, Чепурний Анатолій Данилович, Солодов Леонід Анатолійович, Кохан Анатолій Омел'янович, Ус Василь Іванович, Клочков Євген Петрович, Патон Борис Євгенович, Фофанов Володимир Сергійович
МПК: B22D 19/00
Мітки: порожнистої, квазімонолітної, заготівки, пристрій, одержання, армованої
Формула / Реферат:
Устройство для получения армированной квазимонолитной полой заготовки корпуса контейнера для транспортировки и хранения отработанных тепловыделяющих сборок, содержащее изложницу, размещенную на поддоне, и армирующий вкладыш в виде концентрично установленных вертикальных армирующих элементов, отличающееся тем, что, с целью повышения надежности эксплуатации контейнера и технологичности его изготовления, армирующий вкладыш выполнен из...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Якунін Іван Олексійович, Руденко Анатолій Олександрович, Шишков Михайло Михайлович, Глібов Євген Валеріанович, Мартинов Валерій Васильович, Афонін Володимир Олексійович, Беседіна Елеонора Борисівна, Белкін Юхим Львович, Чернишова Світлана Никодимівна
МПК: B22D 11/04
Мітки: круглих, безперервного, лиття, кристалізатор, заготовок
Формула / Реферат:
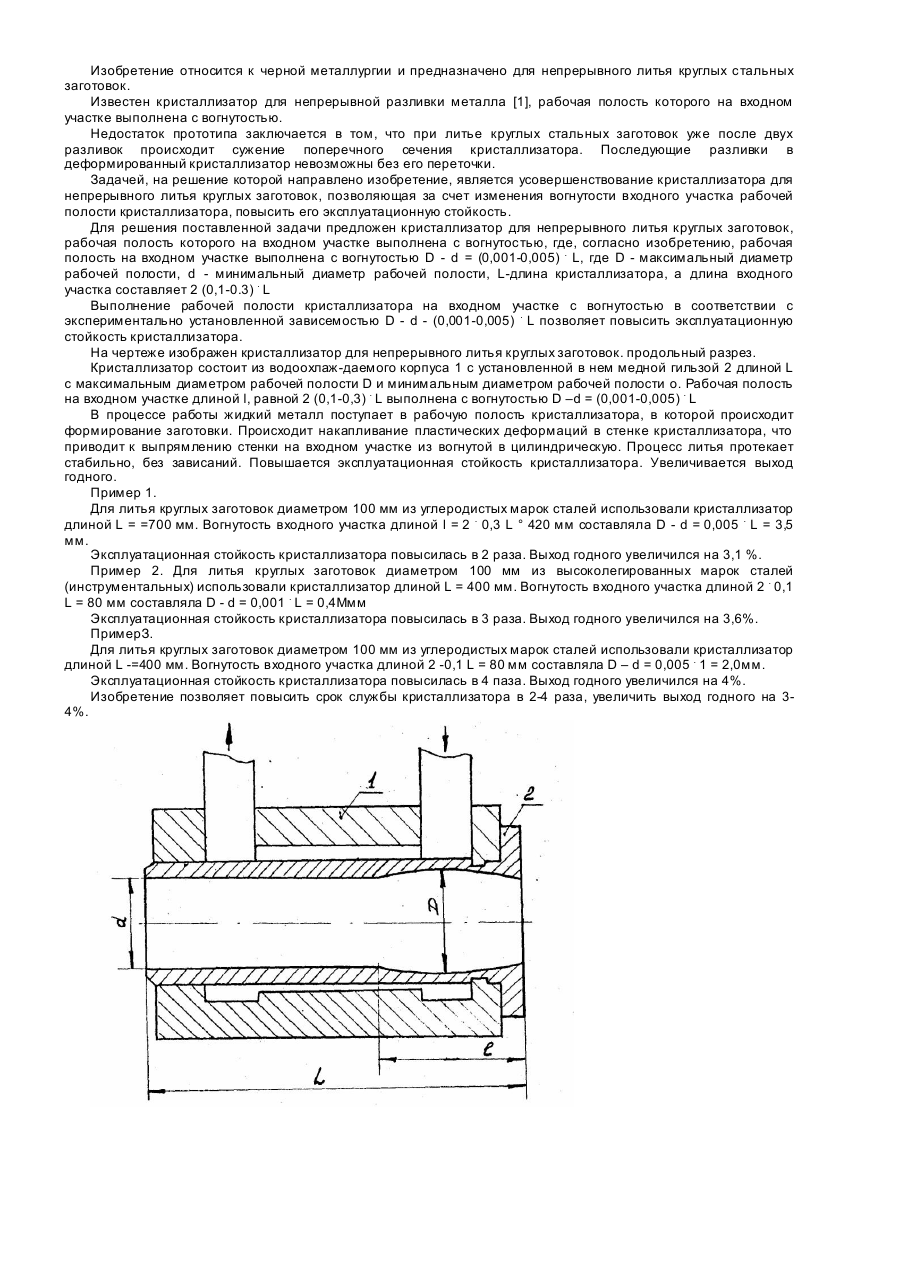
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Кристалізатор для горизонтального безперервного лиття порожнистих заготовок
Номер патенту: 4671
Опубліковано: 28.12.1994
Автори: Корягін Олексій Федорович, Богданов Аркадій Іванович, Бєлякова Лілія Іванівна, Козаченко Станіслав Митрофанович
МПК: B22D 11/04
Мітки: горизонтального, порожнистих, безперервного, заготовок, кристалізатор, лиття
Формула / Реферат:
(57) Кристаллизатор для горизонтального непрерывного литья полых заготовок, со держащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на расстоянии от втулки, при этом втулка и дорн выполнены из тепло проводного материала определенной твердости, отличающийся тем, что отношение расстояния от каналов дорна до втулки к минимальному размеру рабочей полости кристаллизатора составляет 0,1...0,3, а твердость...
Попередній патент: Спосіб одержання beta-каротину
Наступний патент: Термодинамічний перетворювач енергії
Випадковий патент: Відцентровий давач зупинки шпинделя гайкокрута