Установка для роликового формування плоских залізобетонних виробів з керованим гідроприводом
Номер патенту: 21888
Опубліковано: 10.04.2007
Автори: Паламарчук Дмитро Анатолійович, Почка Костянтин Іванович, Ярошенко Володимир Федорович, Ловейкін Вячеслав Сергійович
Формула / Реферат
Установка для роликового формування плоских залізобетонних виробів з керованим гідроприводом, що містить портал, бункер, горизонтально рухому раму з укочувальними роликами, розподільний бункер і форму, яка відрізняється тим, що привід формувального візка додатково містить два паралельно підключених гідроциліндри двосторонньої дії з дросельним регулюванням швидкості переміщення робочої рідини з безштокової до штокової порожнини гідроциліндра зі зміною перепускної щілини за допомогою роликового штовхача, контактуючого з профільованим кулачком, нерухомо закріпленим на формувальному візку.
Текст
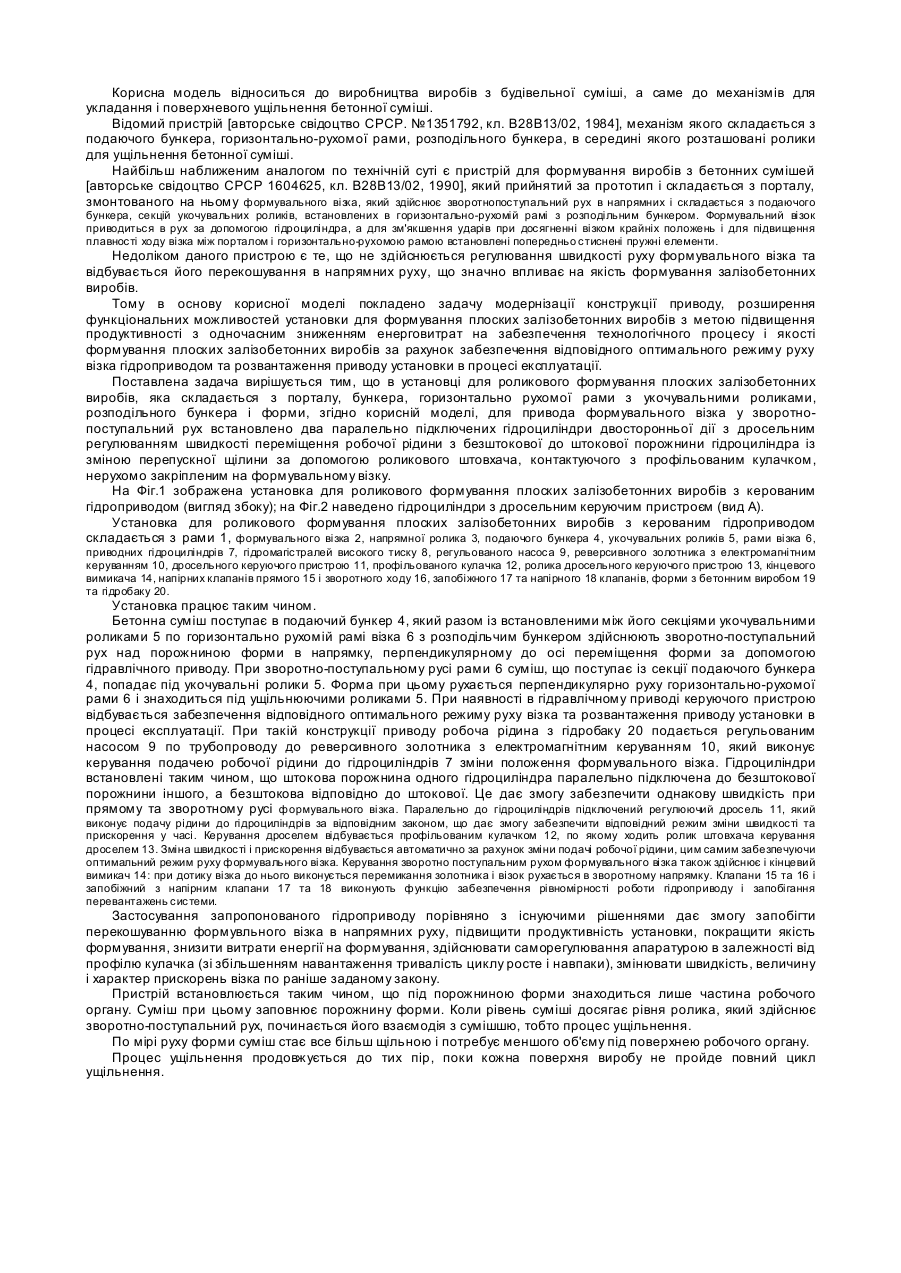
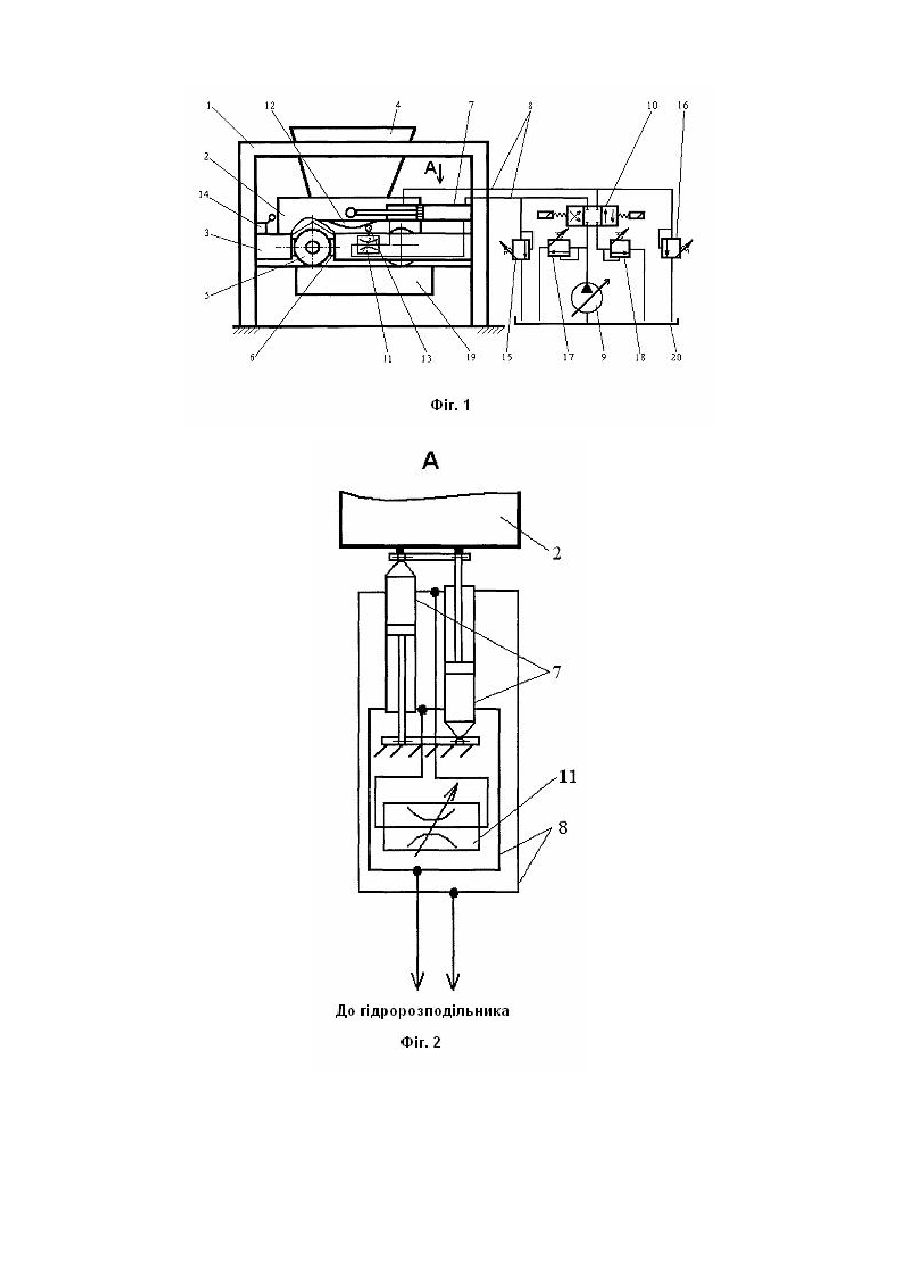
Корисна модель відноситься до виробництва виробів з будівельної суміші, а саме до механізмів для укладання і поверхневого ущільнення бетонної суміші. Відомий пристрій [авторське свідоцтво СРСР. №1351792, кл. В28В13/02, 1984], механізм якого складається з подаючого бункера, горизонтально-рухомої рами, розподільного бункера, в середині якого розташовані ролики для ущільнення бетонної суміші. Найбільш наближеним аналогом по технічній суті є пристрій для формування виробів з бетонних сумішей [авторське свідоцтво СРСР 1604625, кл. В28В13/02, 1990], який прийнятий за прототип і складається з порталу, змонтованого на ньому формувального візка, який здійснює зворотнопоступальний рух в напрямних і складається з подаючого бункера, секцій укочувальних роликів, встановлених в горизонтально-рухомій рамі з розподільним бункером. Формувальний візок приводиться в рух за допомогою гідроциліндра, а для зм'якшення ударів при досягненні візком крайніх положень і для підвищення плавності ходу візка між порталом і горизонтально-рухомою рамою встановлені попередньо стиснені пружні елементи. Недоліком даного пристрою є те, що не здійснюється регулювання швидкості руху формувального візка та відбувається його перекошування в напрямних руху, що значно впливає на якість формування залізобетонних виробів. Тому в основу корисної моделі покладено задачу модернізації конструкції приводу, розширення функціональних можливостей установки для формування плоских залізобетонних виробів з метою підвищення продуктивності з одночасним зниженням енерговитрат на забезпечення технологічного процесу і якості формування плоских залізобетонних виробів за рахунок забезпечення відповідного оптимального режиму руху візка гідроприводом та розвантаження приводу установки в процесі експлуатації. Поставлена задача вирішується тим, що в установці для роликового формування плоских залізобетонних виробів, яка складається з порталу, бункера, горизонтально рухомої рами з укочувальними роликами, розподільного бункера і форми, згідно корисній моделі, для привода формувального візка у зворотнопоступальний рух встановлено два паралельно підключених гідроциліндри двосторонньої дії з дросельним регулюванням швидкості переміщення робочої рідини з безштокової до штокової порожнини гідроциліндра із зміною перепускної щілини за допомогою роликового штовхача, контактуючого з профільованим кулачком, нерухомо закріпленим на формувальному візку. На Фіг.1 зображена установка для роликового формування плоских залізобетонних виробів з керованим гідроприводом (вигляд збоку); на Фіг.2 наведено гідроциліндри з дросельним керуючим пристроєм (вид А). Установка для роликового формування плоских залізобетонних виробів з керованим гідроприводом складається з рами 1, формувального візка 2, напрямної ролика 3, подаючого бункера 4, укочувальних роликів 5, рами візка 6, приводних гідроциліндрів 7, гідромагістралей високого тиску 8, регульованого насоса 9, реверсивного золотника з електромагнітним керуванням 10, дросельного керуючого пристрою 11, профільованого кулачка 12, ролика дросельного керуючого пристрою 13, кінцевого вимикача 14, напірних клапанів прямого 15 і зворотного ходу 16, запобіжного 17 та напірного 18 клапанів, форми з бетонним виробом 19 та гідробаку 20. Установка працює таким чином. Бетонна суміш поступає в подаючий бункер 4, який разом із встановленими між його секціями укочувальними роликами 5 по горизонтально рухомій рамі візка 6 з розподільчим бункером здійснюють зворотно-поступальний рух над порожниною форми в напрямку, перпендикулярному до осі переміщення форми за допомогою гідравлічного приводу. При зворотно-поступальному русі рами 6 суміш, що поступає із секції подаючого бункера 4, попадає під укочувальні ролики 5. Форма при цьому рухається перпендикулярно руху горизонтально-рухомої рами 6 і знаходиться під ущільнюючими роликами 5. При наявності в гідравлічному приводі керуючого пристрою відбувається забезпечення відповідного оптимального режиму руху візка та розвантаження приводу установки в процесі експлуатації. При такій конструкції приводу робоча рідина з гідробаку 20 подається регульованим насосом 9 по трубопроводу до реверсивного золотника з електромагнітним керуванням 10, який виконує керування подачею робочої рідини до гідроциліндрів 7 зміни положення формувального візка. Гідроциліндри встановлені таким чином, що штокова порожнина одного гідроциліндра паралельно підключена до безштокової порожнини іншого, а безштокова відповідно до штокової. Це дає змогу забезпечити однакову швидкість при прямому та зворотному русі формувального візка. Паралельно до гідроциліндрів підключений регулюючий дросель 11, який виконує подачу рідини до гідроциліндрів за відповідним законом, що дає змогу забезпечити відповідний режим зміни швидкості та прискорення у часі. Керування дроселем відбувається профільованим кулачком 12, по якому ходить ролик штовхача керування дроселем 13. Зміна швидкості і прискорення відбувається автоматично за рахунок зміни подачі робочої рідини, цим самим забезпечуючи оптимальний режим руху формувального візка. Керування зворотно поступальним рухом формувального візка також здійснює і кінцевий вимикач 14: при дотику візка до нього виконується перемикання золотника і візок рухається в зворотному напрямку. Клапани 15 та 16 і запобіжний з напірним клапани 17 та 18 виконують функцію забезпечення рівномірності роботи гідроприводу і запобігання перевантажень системи. Застосування запропонованого гідроприводу порівняно з існуючими рішеннями дає змогу запобігти перекошуванню формувльного візка в напрямних руху, підвищити продуктивність установки, покращити якість формування, знизити витрати енергії на формування, здійснювати саморегулювання апаратурою в залежності від профілю кулачка (зі збільшенням навантаження тривалість циклу росте і навпаки), змінювати швидкість, величину і характер прискорень візка по раніше заданому закону. Пристрій встановлюється таким чином, що під порожниною форми знаходиться лише частина робочого органу. Суміш при цьому заповнює порожнину форми. Коли рівень суміші досягає рівня ролика, який здійснює зворотно-поступальний рух, починається його взаємодія з сумішшю, тобто процес ущільнення. По мірі руху форми суміш стає все більш щільною і потребує меншого об'єму під поверхнею робочого органу. Процес ущільнення продовжується до тих пір, поки кожна поверхня виробу не пройде повний цикл ущільнення.
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for roller moulding of flat reinforced-concrete articles with controlled hydraulic drive
Автори англійськоюLoveikin Viacheslav Serhiiovych, Yaroshenko Volodymyr Fedorovych, Pochka Kostiantyn Ivanovych, Palamarchuk Dmytro Anatoliiovych
Назва патенту російськоюУстановка для роликового формования плоских железобетонных изделий с управляемым гидроприводом
Автори російськоюЛовейкин Вячеслав Сергеевич, Ярошенко Владимир Федорович, Почка Константин Иванович, Паламарчук Дмитрий Анатольевич
МПК / Мітки
МПК: B28B 13/00
Мітки: гідроприводом, роликового, залізобетонних, виробів, плоских, керованим, формування, установка
Код посилання
<a href="https://ua.patents.su/2-21888-ustanovka-dlya-rolikovogo-formuvannya-ploskikh-zalizobetonnikh-virobiv-z-kerovanim-gidroprivodom.html" target="_blank" rel="follow" title="База патентів України">Установка для роликового формування плоских залізобетонних виробів з керованим гідроприводом</a>
Установка з гідроприводом для роликового формування плоских виробів
Номер патенту: 10414
Опубліковано: 15.11.2005
Автори: Почка Костянтин Іванович, Ловейкін Вячеслав Сергійович, Шевченко Тарас Васильович, Гарнець Володимир Миколайович, Ярошенко Володимир Федорович
МПК: B28B 13/00
Мітки: гідроприводом, роликового, формування, плоских, виробів, установка
Формула / Реферат:
Установка з гідроприводом для роликового формування плоских виробів, яка складається з порталу, бункера, горизонтально рухомої рами з укочувальними роликами, привідного гідроциліндра, розподільного бункера і форми, яка відрізняється тим, що система гідравлічного приводу додатково містить дросельний керувальний пристрій управління кулачковим механізмом.
Установка для формування виробів з вологих сипких сумішей
Номер патенту: 10711
Опубліковано: 15.11.2005
Автори: Ловейкін Вячеслав Сергійович, Ярошенко Володимир Федорович, Почка Костянтин Іванович
МПК: B28B 13/00
Мітки: виробів, установка, сумішей, формування, вологих, сипких
Формула / Реферат:
Установка для формування виробів з вологих сипких сумішей, що складається з формувального візка, подавального бункера, горизонтально рухомої рами, розподілювального бункера та приводу, яка відрізняється тим, що привід формувального візка містить головний циліндр та два допоміжних гідроциліндри, а також ведучий вал з двома кривошипами, жорстко закріпленими на ньому і зміщеними між собою на кут
Установка для формування виробів з вологих сипких сумішей
Номер патенту: 15814
Опубліковано: 17.07.2006
Автори: Ловейкін Вячеслав Сергійович, Почка Костянтин Іванович, Ярошенко Володимир Федорович
МПК: B28B 13/00
Мітки: установка, сипких, вологих, сумішей, виробів, формування
Формула / Реферат:
Установка для формування виробів з вологих сипких сумішей, що складається з нерухомого порталу, формувального пристрою та кривошипно-шатунного приводу, яка відрізняється тим, що містить пружний шарнір з гумовою втулкою з'єднання шатуна та формувального візка.
Пристрій для формування пустотних залізобетонних виробів
Номер патенту: 68417
Опубліковано: 16.08.2004
Автори: Гаврилов Руслан Васильович, Олехнович Каземір Олександрович, Денисенко Олександр Петрович
МПК: B28B 1/08
Мітки: пустотних, формування, залізобетонних, виробів, пристрій
Формула / Реферат:
Пристрій для формування пустотних залізобетонних виробів, який включає основну раму, приєднані до неї віброзбуджувачі, що коливаються, та форму, який відрізняється тим, що він виконаний у вигляді зрівноваженої бетонним заповнювачем рами, стаціонарно встановленої на основі за допомогою пружних опор, до якої жорстко приєднані пустотоутворювачі і одиночний віброзбуджувач колових коливань з похилою віссю обертання дебалансу, причому...
Установка для формування виробів із сипких вологих сумішей
Номер патенту: 9675
Опубліковано: 17.10.2005
Автори: Ловейкін Вячеслав Сергійович, Почка Костянтин Іванович, Ярошенко Володимир Федорович, Паламарчук Дмитро Анатолійович
МПК: B28B 13/00
Мітки: сипких, формування, сумішей, установка, вологих, виробів
Формула / Реферат:
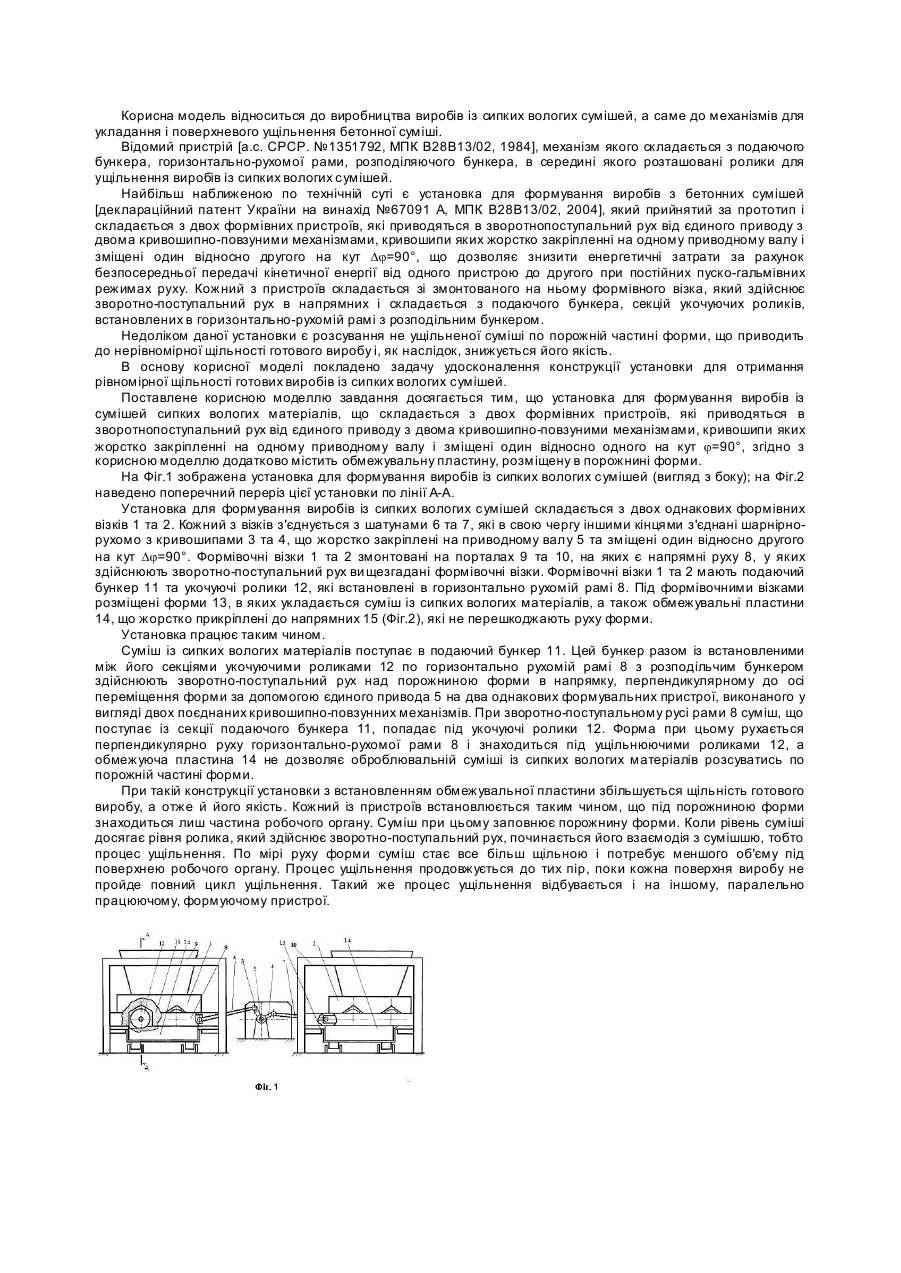
Установка для формування виробів із сумішей сипких вологих матеріалів, що складається з двох формівних пристроїв, які приводяться в зворотно-поступальний рух від єдиного приводу з двома кривошипно-повзунними механізмами, кривошипи яких жорстко закріплені на одному привідному валу і зміщені один відносно одного на кут Δφ=90°, яка відрізняється тим, що додатково містить обмежувальну пластину, розміщену в порожнині форми.
Попередній патент: Засіб для лікування гнійних ран м`яких тканин у тварин
Наступний патент: Ортез шарнірний на колінний суглоб
Випадковий патент: Гексагональний силосний корпус