Спосіб термомеханічної обробки високоміцних a+b-титанових сплавів
Номер патенту: 22693
Опубліковано: 25.04.2007
Автори: Марковський Павло Євгенович, Моляр Олександр Григорович, Матвійчук Юрій Васильович, Івасишин Орест Михайлович, Теруков Андрій Вікторович
Формула / Реферат
Спосіб термомеханічної обробки високоміцних α+β-титанових сплавів, який включає пластичну деформацію при температурах верхньої частини двофазної α+β-області, охолодження і наступний рекристалізаційний відпал при тій же температурі, який відрізняється тим, що перед пластичною деформацією виконують відпал при температурі вище температури завершення поліморфного перетворення Тпп, тривалість якого визначають за формулою 0,6 х h (у хвилинах, де h - товщина перерізу в міліметрах), охолодження після відпалу проводять зі швидкістю, яку визначають за формулою: V = 216/С0 ± 10(°С/с) (де С0 - молібденовий еквівалент загального вмісту всіх легуючих елементів,), а деформацію виконують зі ступенями 50-70 %.
Текст
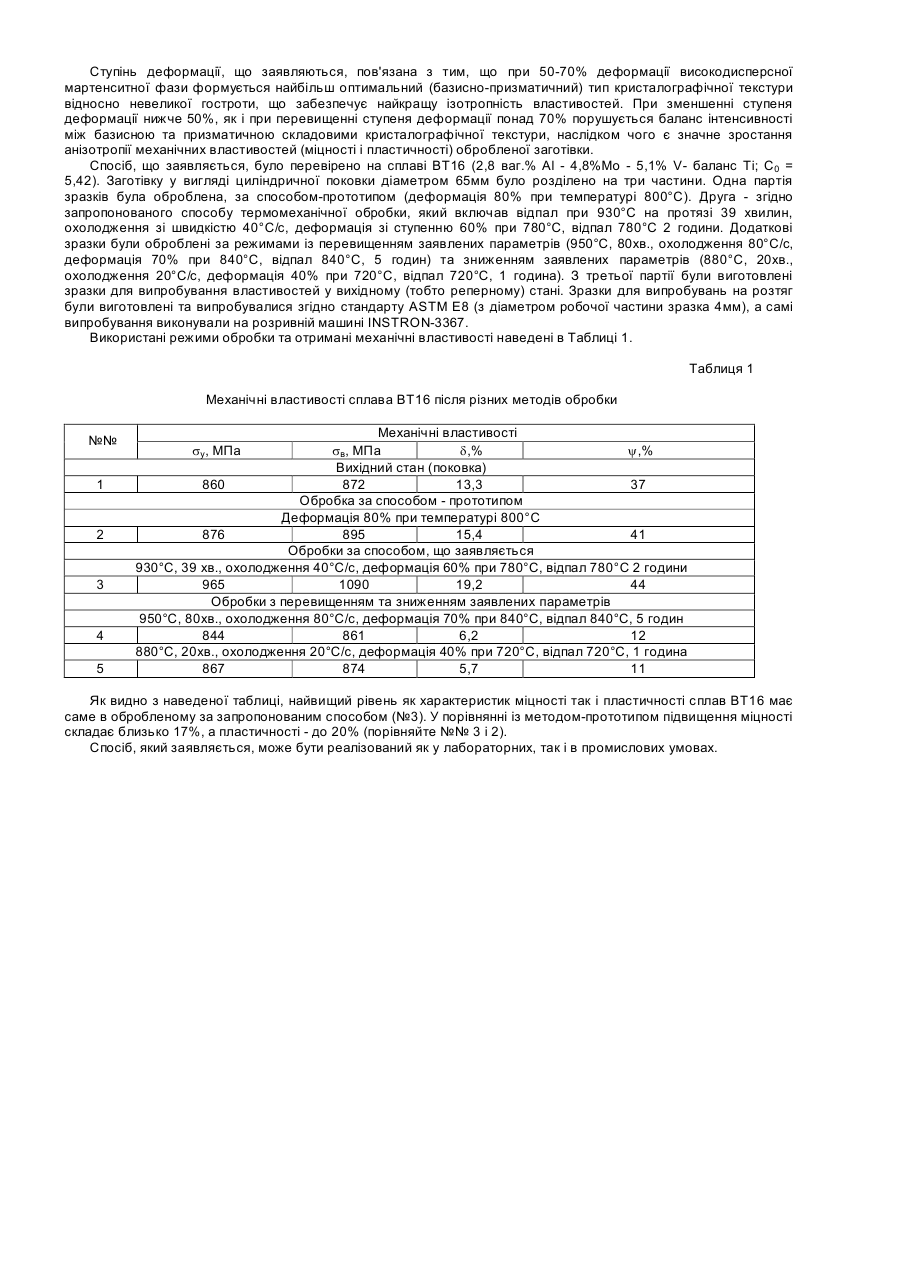
Корисна модель відноситься до металургії, а саме до способів отримання заготівок для виробів з високоміцних титанових a+b сплавів які можуть бути використані в різних галузях техніки: металургія, авіакосмічне та автомобільне машинобудування, машинобудування для нафтової, газової, хімічної промисловості, тощо. Відомий спосіб термомеханічної обробки титанових a+b сплавів, який включає гаряче деформування при температурах однофазної b- області або у верхній частині двофазної a+b -області зі ступенями обтиску понад 6080% [Полуфабрикаты титановых сплавов, М., Металлургия, 1976, 386 с.]. Недоліком відомого способу є те, що він не дозволяє отримати високий рівень фізико-механічних властивостей матеріалу, перш за все таких характеристик, як міцність і пластичність. Це відбувається тому, що така обробка не створює добре проробленої (трансформованої з пластинчастої у глобулярну) мікроструктури, а в залежності від габаритів заготівок та їх вихідної мікроструктури, формується цілий спектр кінцевих структурних станів - від крупнозернистого із грубопластинчастою внутрізеренною a- фазою до дрібнозернистою глобулярною. При цьому мікроструктура заготівок є дуже неоднорідною за січенням а такий важливий з точки зору ізотропії властивостей параметр, як їх кристалографічна текстура, є зовсім неконтрольованим. Найбільш близьким до способу, що заявляється є спосіб обробки високоміцних титанових сплавів, що включає пластичну деформацію зі ступенями 70-90% при температурах верхньої частини двофазної a+b області, рекристалізаційний відпал при тій же температурі, охолодження і відпал при температурах 500-550°С [Авиационные материалы, т. 5, Титанове сплавы, М, ВИАМ, 1973, с. 410-489], для утворення бімодальної мікроструктури, яка складається з первинної глобулярної а- фази і вторинної пластинчастої a+b - матриці. Недоліком відомого способу є те, що за рахунок широкого варіювання температури та ступеня деформації, а також завдяки використанню різного вихідного стану заготовок, вона приводить до формування різних результуючих структурних станів, у різних об'ємах заготівки у поєднанні з їх неконтрольованою кристалографічною текстурою. Наслідком цього є відносно низький рівень таких механічних властивостей як міцність, пластичність і їх повторюваність та анізотропія у різних січеннях. Технічною задачею корисної моделі, що заявляється, є створення способу термомеханічної обробки високоміцних титанових a+b сплавів, який би дозволив підвищити рівень механічних властивостей цих сплавів міцність і пластичність і забезпечити їх ізотропність по всьому об'єму заготовок. Технічна задача вирішується за рахунок пластичної деформації при температурах верхньої частини двофазної a+b - області, охолодження і наступного рекристалізаційного відпалу при тій же температурі, причому до пластичної деформації роблять відпал при температурі вище температури завершення поліморфного перетворення Тпп, тривалість якого визначають за формулою 0,6 ´ h (у хвилинах, де h - товщина перетину в міліметрах), охолодження після відпалу проводять зі швидкістю, яку визначають за формулою: V = 216/С0 ± 10 (°С/с) (де С0 - молібденовій еквівалент загального вмісту всіх легуючих елементів) С0 розраховується за відомою формулою С 0 = 1,0 (ваг.) % Мо + 0,67% V + 0,44% W + 0,28% Nb + 0,22% Та +2,9% Fe + 1,6% Cr - 1,0% Al (Bania P. J. Beta Titanium Alloys and their Role in the Titanium Industry // Beta Titanium Alloys in the 90's. - TMS Publications, Warrendale, PA, 1993. - P. 3-14).), а деформацію виконують зі ступенями 50-70%. Використання в якості першої технологічної операції відпалу протягом 0,6 ´ h хвилин (де h - товщина перетину в міліметрах) при температурі вище температури завершення поліморфного перетворення Т пп дозволяє повністю розчинити первинну а- фазу і утворити однорідний Р- твердий розчин, тим самим нівелюючи вплив всіх попередніх обробок. При наступному швидкому охолодженні зі швидкістю, яку визначають за формулою: V = 216/С0 ± 10(°С/с), цей твердий b- розчин розпадається з формуванням b- перетвореної мартенситної мікроструктури, яка утворюється в умовах часткового дифузійного перерозподілу легуючих елементів, завдяки чому ця мікроструктура є найбільш дисперсною з усіх, які формуються при розпаді метастабільної високотемпературної фази. Завдяки найвищій дисперсності утвореної пластинчастої мартенситної фази при наступній деформації всього зі ступенями 50-70% при температурах нижче Тпп, вона відносно швидко і в однакових температурно-силових умовах (на відміну від звичайних грубих литих або деформованих при температурах однофазної b-області мікроструктур) швидко і одночасно трансформується в фазу глобулярного типу. Заключний відпал при тій же температурі дозволяє завершити почату в процесі деформації рекристалізацію і утворити стабільний фазовий та структурний стан, що у свою чергу, дозволить отримати стабільні та ізотропні по всьому січенню заготівки механічні властивості. Заявлена тривалість попереднього відпалу протягом 0,6 ´ h хвилин (де h - товщина перетину в міліметрах) при температурах вище температури завершення поліморфного перетворення Т пп) обумовлена тим, що саме при такій витримці стає можливим розчинити первинну a- фазу (тобто - зняти усі наслідки всіх попередніх обробок матеріалу) у заготовках навіть відносно великого поперечного січення. Використання відпалу коротше ніж заявлена не забезпечить повного розчинення первинної a- фази, і тим самим не зніме негативного пливу попередніх обробок на міцність і пластичність заготівок і їх анізотропію. Підвищення тривалості відпалу понад ту, що заявлена, супроводжується інтенсивним ростом b- зерен, що різко погіршує характеристики пластичності заготівок навіть до утворення цілковито крихкого стану. Заявлена швидкість охолодження після обробки на твердий b- розчин визначається за формулою V = 216/С0 ± 10 (°С/с) тому, що саме при подібному охолодженні в високоміцних титанових a+b сплавах реалізується мартенситне перетворення з частковою участю дифузійних процесів перерозподілу легуючих елементів, наслідком чого є утворення найбільш однорідної та дисперсної пластинчастої a+b- структури. При зменшенні швидкості охолодження нижче та, що заявляється, розпад метастабільної b- фази протікає не за мартенситним, а повністю за дифузійним механізмом, утворюючи відносно грубу пластинчасту a+b структуру, в той час як при охолодженні зі швидкостями більшими, ніж заявлена, реалізується чисто мартенситне (без вкладу дифузійного перерозподілу легуючих елементів) b ® a'(a") перетворення з формуванням дуже довгих та товстих первинних кристалів мартенситу. В обох випадках подібні грубі пластини a-фази можливо перетворити в глобулярну a-фазу в процесі деформації зі ступенями понад 80-90%, що в багатьох випадках виробництва заготівок є практично неможливим, а присутність пластин різного розміру приводить до формування дуже неоднорідної кінцевої мікроструктури, а отже і до нестабільних, неоднорідних по січенню заготівки та низьких за рівнем механічних властивостей. Ступінь деформації, що заявляються, пов'язана з тим, що при 50-70% деформації високодисперсної мартенситної фази формується найбільш оптимальний (базисно-призматичний) тип кристалографічної текстури відносно невеликої гостроти, що забезпечує найкращу ізотропність властивостей. При зменшенні ступеня деформації нижче 50%, як і при перевищенні ступеня деформації понад 70% порушується баланс інтенсивності між базисною та призматичною складовими кристалографічної текстури, наслідком чого є значне зростання анізотропії механічних властивостей (міцності і пластичності) обробленої заготівки. Спосіб, що заявляється, було перевірено на сплаві ВТ16 (2,8 ваг.% Аl - 4,8%Мо - 5,1% V- баланс Ті; C0 = 5,42). Заготівку у вигляді циліндричної поковки діаметром 65мм було розділено на три частини. Одна партія зразків була оброблена, за способом-прототипом (деформація 80% при температурі 800°С). Друга - згідно запропонованого способу термомеханічної обробки, який включав відпал при 930°С на протязі 39 хвилин, охолодження зі швидкістю 40°С/с, деформація зі ступенню 60% при 780°С, відпал 780°С 2 години. Додаткові зразки були оброблені за режимами із перевищенням заявлених параметрів (950°С, 80хв., охолодження 80°С/с, деформація 70% при 840°С, відпал 840°С, 5 годин) та зниженням заявлених параметрів (880°С, 20хв., охолодження 20°С/с, деформація 40% при 720°С, відпал 720°С, 1 година). З третьої партії були виготовлені зразки для випробування властивостей у вихідному (тобто реперному) стані. Зразки для випробувань на розтяг були виготовлені та випробувалися згідно стандарту ASTM E8 (з діаметром робочої частини зразка 4мм), а самі випробування виконували на розривній машині INSTRON-3367. Використані режими обробки та отримані механічні властивості наведені в Таблиці 1. Таблиця 1 Механічні властивості сплава ВТ16 після різних методів обробки №№ 1 2 3 4 5 Механічні властивості sв, МПа d,% y,% Вихідний стан (поковка) 860 872 13,3 37 Обробка за способом - прототипом Деформація 80% при температурі 800°С 876 895 15,4 41 Обробки за способом, що заявляється 930°С, 39 хв., охолодження 40°С/с, деформація 60% при 780°С, відпал 780°С 2 години 965 1090 19,2 44 Обробки з перевищенням та зниженням заявлених параметрів 950°С, 80хв., охолодження 80°С/с, деформація 70% при 840°С, відпал 840°С, 5 годин 844 861 6,2 12 880°С, 20хв., охолодження 20°С/с, деформація 40% при 720°С, відпал 720°С, 1 година 867 874 5,7 11 sу, МПа Як видно з наведеної таблиці, найвищий рівень як характеристик міцності так і пластичності сплав ВТ16 має саме в обробленому за запропонованим способом (№3). У порівнянні із методом-прототипом підвищення міцності складає близько 17%, а пластичності - до 20% (порівняйте №№ 3 і 2). Спосіб, який заявляється, може бути реалізований як у лабораторних, так і в промислових умовах.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermomechanical treatment of high-test a+b-titanium alloys
Автори англійськоюIvasyshyn Orest Mykhailovych, Markovskyi Pavlo Yevhenovych, Terukov Andrii Viktorovych, Moliar Oleksandr Hryhorovych, Matviichuk Yurii Vasyliovych
Назва патенту російськоюСпособ термомеханической обработки высокопрочных a+b-титановых сплавов
Автори російськоюИвасишин Орест Михайлович, Марковский Павел Евгеньевич, Теруков Андрей Викторович, Моляр Александр Григорьевич, Матвийчук Юрий Васильевич
МПК / Мітки
МПК: C22F 1/18
Мітки: спосіб, сплавів, високоміцних, a+b-титанових, обробки, термомеханічної
Код посилання
<a href="https://ua.patents.su/2-22693-sposib-termomekhanichno-obrobki-visokomicnikh-ab-titanovikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термомеханічної обробки високоміцних a+b-титанових сплавів</a>
Спосіб термо-механічної обробки високоміцних бета-титанових сплавів
Номер патенту: 40862
Опубліковано: 15.08.2001
Автори: Івасишин Орест Михайлович, Марковський Павло Євгенович, Матвійчук Юрій Васильович
МПК: C22F 1/18
Мітки: обробки, термо-механічної, високоміцних, спосіб, сплавів, бета-титанових
Формула / Реферат:
Спосіб термомеханічної обробки високоміцних бета-титанових сплавів, який включає: холодну деформацію не менш ніж на 50%, наступне швидке нагрівання, повторення циклу деформації і нагрівання та заключне старіння, який відрізняється тим, що перед першою деформацією сплав піддають попередньому швидкому нагріванню до температур в інтервалі від температури закінчення поліморфного перетворення (Тпп) до Тпп+80°С, кожне нагрівання після деформації...
Спосіб термічної обробки титанових сплавів
Номер патенту: 72159
Опубліковано: 17.01.2005
Автори: Маркова Ірина Анатоліївна, Шаповалова Оксана Михайлівна, Лавров Олексій Сергійович
МПК: C22F 1/18
Мітки: обробки, титанових, сплавів, термічної, спосіб
Формула / Реферат:
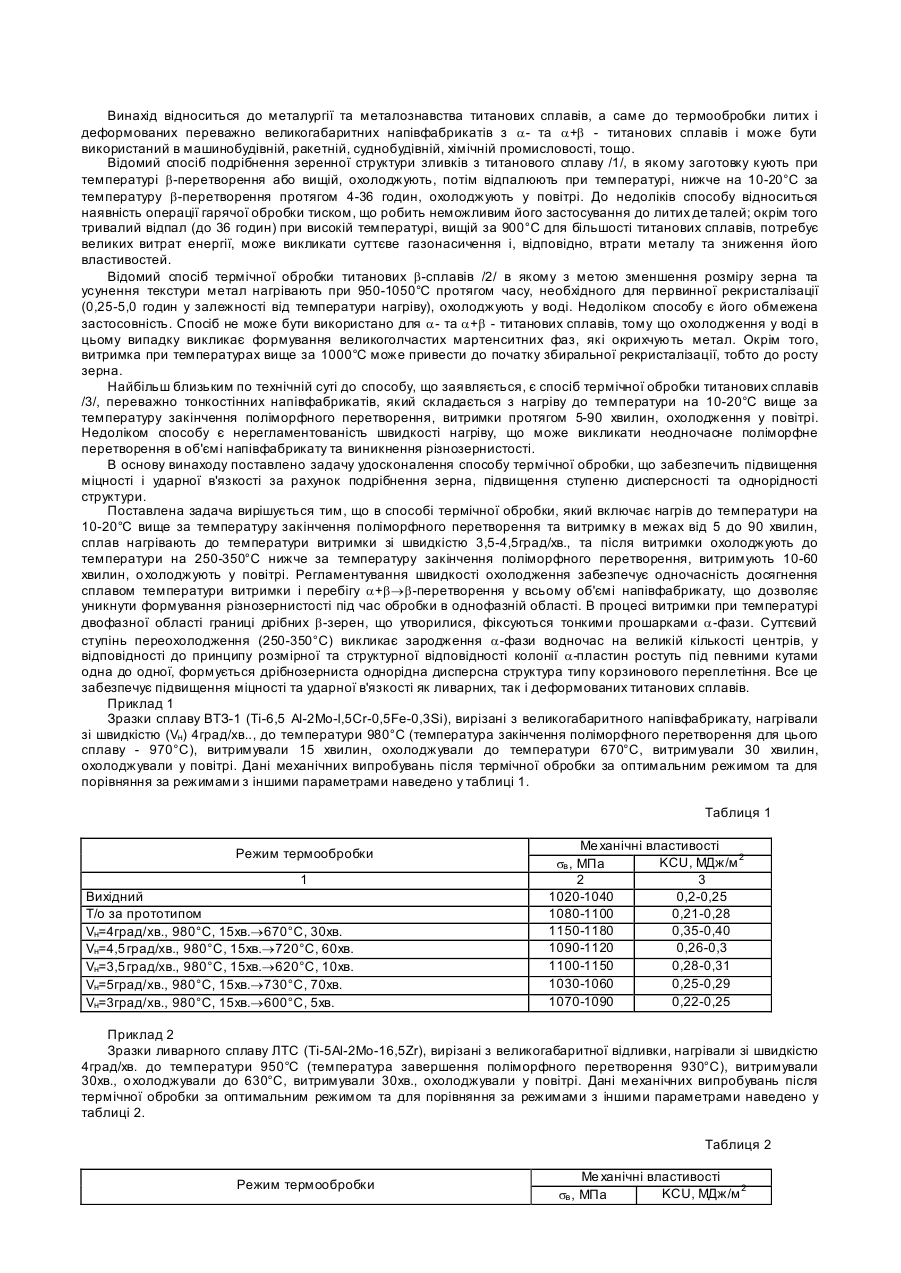
Спосіб термічної обробки титанових сплавів, переважно великогабаритних напівфабрикатів, який включає нагрів до температури на 10-20°С вище за температуру закінчення поліморфного перетворення, витримку в межах від 5 до 90 хвилин, який відрізняється тим, що титанові сплави нагрівають зі швидкістю 3,5-4,5 град/хв та після витримки охолоджують до температури на 250-350°С нижче за температуру закінчення поліморфного перетворення, витримують...
Спосіб хіміко-термічної обробки титанових сплавів
Номер патенту: 11725
Опубліковано: 16.01.2006
Автори: Дюг Ірина Василівна, Яськів Олег Ігорович, Погрелюк Ірина Миколаївна, Гурин Світлана Василівна, Федірко Віктор Миколайович
МПК: C23C 8/00
Мітки: обробки, хіміко-термічної, титанових, спосіб, сплавів
Формула / Реферат:
Спосіб хіміко-термічної обробки титанових сплавів, який полягає у тому, що азотування проводять при температурах 850-950 °С протягом 5-30 годин в насичувальному азотовмісному середовищі, який відрізняється тим, що насичувальне середовище додатково містить графітову засипку.
Спосіб термічної обробки титанових сплавів
Номер патенту: 53076
Опубліковано: 15.01.2003
Автори: Маркова Ірина Анатоліївна, Шаповалова Оксана Михайлівна, Сусленкова Світлана Василівна
МПК: C22F 1/18
Мітки: термічної, спосіб, титанових, обробки, сплавів
Формула / Реферат:
Спосіб термічної обробки титанових сплавів, переважно тонкостінних напівфабрикатів, який включає нагрівання до температури, що на 10-20 °С перевищує температуру закінчення поліморфного перетворення, витримку та охолодження на повітрі, який відрізняється тим, що титанові сплави витримують в межах від 5 до 90 хвилин, час витримки збільшують зі зростанням ступеня легованості сплаву та визначають рентгенографічно на загартованих зразках-свідках...
Спосіб хіміко-термічної обробки для підвищення корозійної тривкості титанових сплавів
Номер патенту: 7085
Опубліковано: 15.06.2005
Автори: Дюг Ірина Василівна, Гурин Світлана Василівна, Яськів Олег Ігорович, Федірко Віктор Миколайович, Погрелюк Ірина Миколаївна
МПК: C23C 8/00
Мітки: тривкості, обробки, спосіб, хіміко-термічної, корозійної, сплавів, титанових, підвищення
Формула / Реферат:
1. Спосіб хіміко-термічної обробки для підвищення корозійної тривкості титанових сплавів, який відрізняється тим, що нагрів у вуглецекисневмісному середовищі проводять при температурах, які не перевищують температурний інтервал поліморфного перетворення, а саме при 900-950°С, і ізотермічну витримку здійснюють протягом 5 год. для одночасного підвищення корозійної тривкості і збереження пластичної характеристики титанових сплавів.2....
Попередній патент: Спосіб отримання виробів з титанових сплавів
Наступний патент: Різальний інструмент
Випадковий патент: Гербіцидна композиція для обробки зернових культур