Спосіб обрізання крайок листового прокату
Формула / Реферат
1. Спосіб обрізання крайок листового прокату, який відрізняється тим, що обрізання крайок листа виконують одночасним переміщенням уздовж подовжньої осі листового прокату на визначену відстань двох рядів плазменно-дугових різаків, установлених дзеркально відносно подовжньої осі листа, причому в кожному з рядів установлено з визначеним кроком принаймні по два плазменно-дугових різаки і кількість плазменно-дугових різаків у ряді, що задіяні для обрізання, визначають для кожного листа, що обрізають, по формулі:
N = (L/b)-1,
де: N - кількість плазменно-дугових різаків у ряді, задіяних для обрізання крайки листа, шт.;
L - довжина крайки листа, що обрізають, м; b - крок, з яким установлені різаки в рядах, м,
а обрізання крайок наступного листа виконують переміщенням різаків у напрямку, протилежному попередньому.
2. Спосіб за п. 1, який відрізняється тим, що при обрізанні крайок листа кожен плазменно-дуговий різак переміщають на відстань (b + ![]() ), де: b - крок, з яким установлені різаки в рядах, м;
), де: b - крок, з яким установлені різаки в рядах, м; ![]() = 0,004-0,010 м - постійна величина.
= 0,004-0,010 м - постійна величина.
Текст
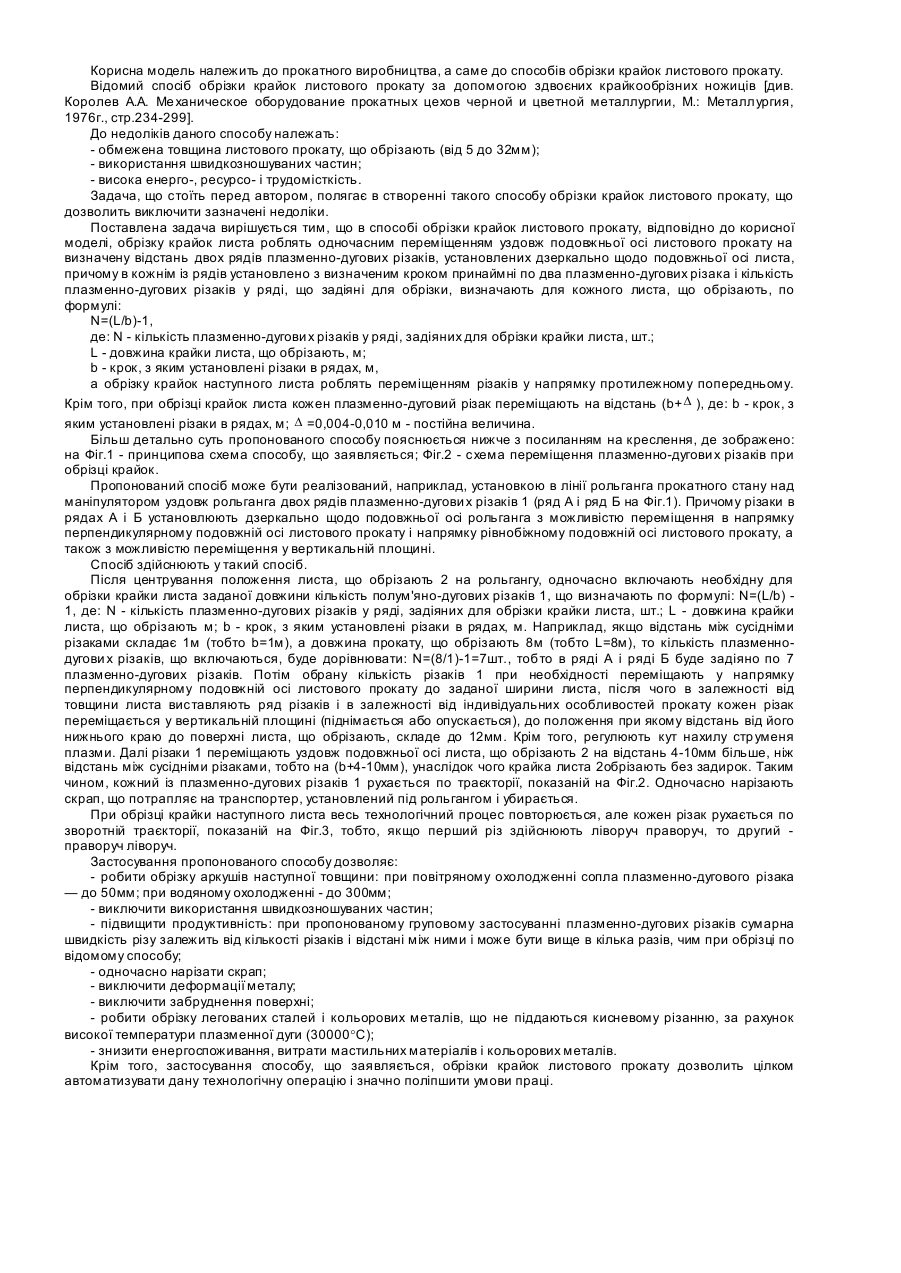
Корисна модель належить до прокатного виробництва, а саме до способів обрізки крайок листового прокату. Відомий спосіб обрізки крайок листового прокату за допомогою здвоєних крайкообрізних ножиців [див. Королев А.А. Ме ханическое оборудование прокатных цехов черной и цветной металлургии, М.: Металлургия, 1976г., стр.234-299]. До недоліків даного способу належать: - обмежена товщина листового прокату, що обрізають (від 5 до 32мм); - використання швидкозношуваних частин; - висока енерго-, ресурсо- і трудомісткість. Задача, що стоїть перед автором, полягає в створенні такого способу обрізки крайок листового прокату, що дозволить виключити зазначені недоліки. Поставлена задача вирішується тим, що в способі обрізки крайок листового прокату, відповідно до корисної моделі, обрізку крайок листа роблять одночасним переміщенням уздовж подовжньої осі листового прокату на визначену відстань двох рядів плазменно-дугових різаків, установлених дзеркально щодо подовжньої осі листа, причому в кожнім із рядів установлено з визначеним кроком принаймні по два плазменно-дугових різака і кількість плазменно-дугових різаків у ряді, що задіяні для обрізки, визначають для кожного листа, що обрізають, по формулі: N=(L/b)-1, де: N - кількість плазменно-дугови х різаків у ряді, задіяних для обрізки крайки листа, шт.; L - довжина крайки листа, що обрізають, м; b - крок, з яким установлені різаки в рядах, м, а обрізку крайок наступного листа роблять переміщенням різаків у напрямку протилежному попередньому. Крім того, при обрізці крайок листа кожен плазменно-дуговий різак переміщають на відстань (b+ D ), де: b - крок, з яким установлені різаки в рядах, м; D =0,004-0,010 м - постійна величина. Більш детально суть пропонованого способу пояснюється нижче з посиланням на креслення, де зображено: на Фіг.1 - принципова схема способу, що заявляється; Фіг.2 - схема переміщення плазменно-дугови х різаків при обрізці крайок. Пропонований спосіб може бути реалізований, наприклад, установкою в лінії рольганга прокатного стану над маніпулятором уздовж рольганга двох рядів плазменно-дугови х різаків 1 (ряд А і ряд Б на Фіг.1). Причому різаки в рядах А і Б установлюють дзеркально щодо подовжньої осі рольганга з можливістю переміщення в напрямку перпендикулярному подовжній осі листового прокату і напрямку рівнобіжному подовжній осі листового прокату, а також з можливістю переміщення у вертикальній площині. Спосіб здійснюють у такий спосіб. Після центрування положення листа, що обрізають 2 на рольгангу, одночасно включають необхідну для обрізки крайки листа заданої довжини кількість полум'яно-дугових різаків 1, що визначають по формулі: N=(L/b) 1, де: N - кількість плазменно-дугових різаків у ряді, задіяних для обрізки крайки листа, шт.; L - довжина крайки листа, що обрізають м; b - крок, з яким установлені різаки в рядах, м. Наприклад, якщо відстань між сусідніми різаками складає 1м (тобто b=1м), а довжина прокату, що обрізають 8м (тобто L=8м), то кількість плазменнодугови х різаків, що включаються, буде дорівнювати: N=(8/1)-1=7шт., тобто в ряді А і ряді Б буде задіяно по 7 плазменно-дугових різаків. Потім обрану кількість різаків 1 при необхідності переміщають у напрямку перпендикулярному подовжній осі листового прокату до заданої ширини листа, після чого в залежності від товщини листа виставляють ряд різаків і в залежності від індивідуальних особливостей прокату кожен різак переміщається у вертикальній площині (піднімається або опускається), до положення при якому відстань від його нижнього краю до поверхні листа, що обрізають, складе до 12мм. Крім того, регулюють кут нахилу стр уменя плазми. Далі різаки 1 переміщають уздовж подовжньої осі листа, що обрізають 2 на відстань 4-10мм більше, ніж відстань між сусідніми різаками, тобто на (b+4-10мм), унаслідок чого крайка листа 2обрізають без задирок. Таким чином, кожний із плазменно-дугових різаків 1 рухається по траєкторії, показаній на Фіг.2. Одночасно нарізають скрап, що потрапляє на транспортер, установлений під рольгангом і убирається. При обрізці крайки наступного листа весь технологічний процес повторюється, але кожен різак рухається по зворотній траєкторії, показаній на Фіг.3, тобто, якщо перший різ здійснюють ліворуч праворуч, то другий праворуч ліворуч. Застосування пропонованого способу дозволяє: - робити обрізку аркушів наступної товщини: при повітряному охолодженні сопла плазменно-дугового різака — до 50мм; при водяному охолодженні - до 300мм; - виключити використання швидкозношуваних частин; - підвищити продуктивність: при пропонованому груповому застосуванні плазменно-дугових різаків сумарна швидкість різу залежить від кількості різаків і відстані між ними і може бути вище в кілька разів, чим при обрізці по відомому способу; - одночасно нарізати скрап; - виключити деформації металу; - виключити забруднення поверхні; - робити обрізку легованих сталей і кольорових металів, що не піддаються кисневому різанню, за рахунок високої температури плазменної дуги (30000°C); - знизити енергоспоживання, витрати мастильних матеріалів і кольорових металів. Крім того, застосування способу, що заявляється, обрізки крайок листового прокату дозволить цілком автоматизувати дану технологічну операцію і значно поліпшити умови праці.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cutting edges of sheet rolled products
Автори англійськоюSibiliev Serhii Mykolaiovych
Назва патенту російськоюСпособ обрезки кромок листового проката
Автори російськоюСибилев Сергей Николаевич
МПК / Мітки
МПК: B23K 10/00
Мітки: обрізання, спосіб, крайок, листового, прокату
Код посилання
<a href="https://ua.patents.su/2-22825-sposib-obrizannya-krajjok-listovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обрізання крайок листового прокату</a>
Спосіб визначення тріщиностійкості листового прокату
Номер патенту: 13208
Опубліковано: 15.03.2006
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
Мітки: листового, тріщиностійкості, спосіб, прокату, визначення
Формула / Реферат:
Спосіб визначення тріщиностійкості листового прокату, що включає заготовку зразків з випробувального листового прокату, який відрізняється тим, що для визначення зусилля старту тріщини використовують призматичні зразки прямокутного перерізу, вирізані із поперечного і радіального перерізів листового прокату, у зразках виконують надрізи різної глибини і визначають значення тріщиностійкості по всьому перерізу в горизонтальній і вертикальних...
Спосіб зміцнення листового прокату
Номер патенту: 75518
Опубліковано: 17.04.2006
Автор: Максимов Олександр Борисович
МПК: C21D 1/02, C21D 9/46, C21D 9/48
Мітки: прокату, зміцнення, спосіб, листового
Формула / Реферат:
1. Спосіб зміцнення листового прокату шляхом нагрівання всього листа й охолодження окремих вибіркових його ділянок, який відрізняється тим, що охолоджують окремі ділянки у вигляді похилих штаб, кут нахилу яких до довжини листа визначають із співвідношення:де: - модулі пружності відповідно...
Спосіб холодного плакування листового прокату
Номер патенту: 68900
Опубліковано: 15.08.2005
Автори: Байков Євген Вікторович, Маншилін Олександр Гейнійович
МПК: B23K 20/04
Мітки: холодного, листового, плакування, спосіб, прокату
Формула / Реферат:
1. Спосіб холодного плакування листового прокату, за яким здійснюють підготування компонентів з різнорідних металів і їх спільне холодне прокатування за один прохід для зварювання тиском, який відрізняється тим, що холодне прокатування здійснюють із використанням металевого порошку, який у процесі прокатування знаходиться між прокатним валком і компонентом листового прокату з меншим коефіцієнтом тертя.2. Спосіб за п. 1, який...
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Радик Дмитро Леонидович, Гевко Іван Богданович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: листового, виготовлення, заготовок, гвинтових, прокату, спосіб
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з...
Спосіб оцінки механічних властивостей металу у виробах із листового прокату
Номер патенту: 13670
Опубліковано: 17.04.2006
Автори: Шебаніц Максим Юрієвич, Мурашкін Олександр Вікторович, Солошенко Павло Васильович, Білосточний Андрій Васильович, Троцан Анатолій Іванович, Білосточний Василь Володимирович, Левтерова Ірина Анатоліївна, Кармазін Андрій Вікторович, Зерницький Давид Ілліч
МПК: G01N 1/04
Мітки: металу, листового, механічних, властивостей, оцінки, спосіб, виробах, прокату
Формула / Реферат:
1. Спосіб оцінки механічних властивостей металу у виробах із листового прокату, що включає вирізку проб з листового прокату, призначеного для виготовлення виробу, виготовлення з вирізаних проб стандартних зразків для випробування механічних властивостей, який відрізняється тим, що перед виготовленням стандартних зразків для випробування механічних властивостей проби металу піддають такому ж механічному впливу, як і листовий прокат при...
Попередній патент: Спосіб утилізації тепла відхідних димових газів повітронагрівників доменних печей
Наступний патент: Спосіб зміцнення багатопрогонової балки
Випадковий патент: Радіолокатор беззупинного випромінювання