Спосіб холодного плакування листового прокату
Номер патенту: 68900
Опубліковано: 15.08.2005
Автори: Маншилін Олександр Гейнійович, Байков Євген Вікторович
Формула / Реферат
1. Спосіб холодного плакування листового прокату, за яким здійснюють підготування компонентів з різнорідних металів і їх спільне холодне прокатування за один прохід для зварювання тиском, який відрізняється тим, що холодне прокатування здійснюють із використанням металевого порошку, який у процесі прокатування знаходиться між прокатним валком і компонентом листового прокату з меншим коефіцієнтом тертя.
2. Спосіб за п. 1, який відрізняється тим, що товщину шару металевого порошку підтримують на рівні ![]() мм.
мм.
3. Спосіб за п. 1, який відрізняється тим, що порошок подають на штабу.
4. Спосіб за п. 1, який відрізняється тим, що порошок подають на прокатний валок.
5. Спосіб за п. 1, який відрізняється тим, що металевий порошок вибирають із того ж матеріалу, що і компонент листового прокату з більшим коефіцієнтом тертя.
6. Спосіб за п. 1, який відрізняється тим, що при плакуванні двошарового листового прокату компонент із меншим коефіцієнтом тертя призначають нижнім.
Текст
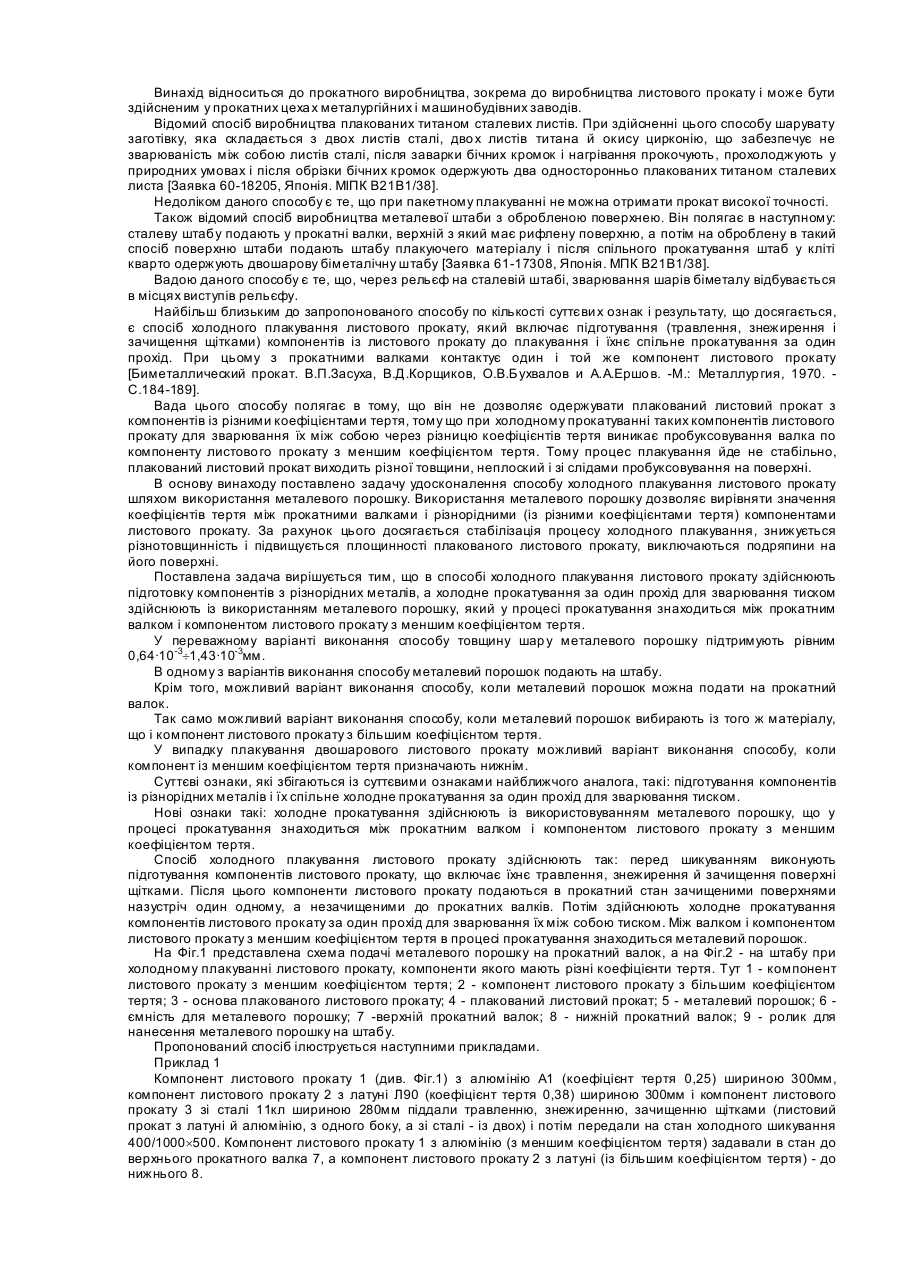
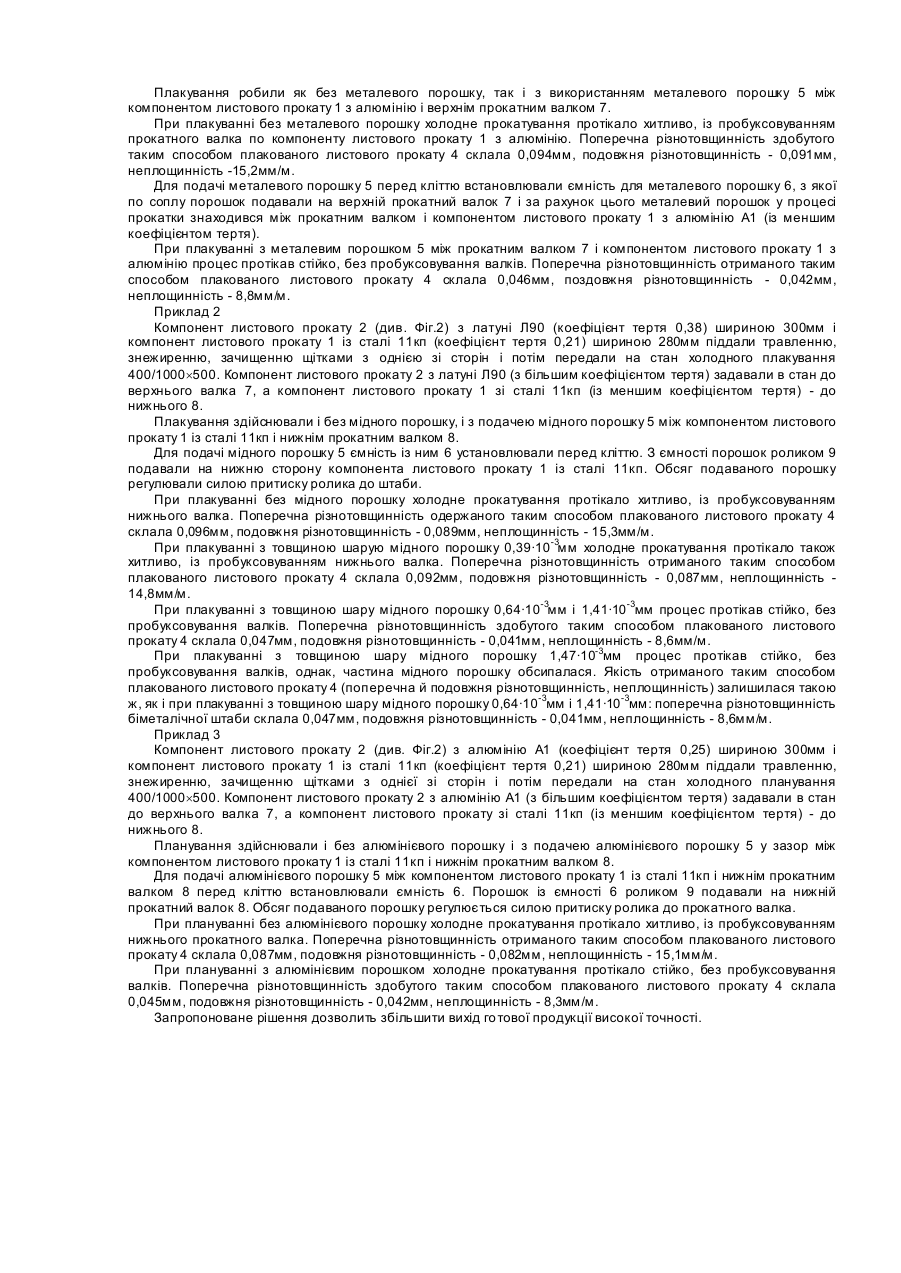
Винахід відноситься до прокатного виробництва, зокрема до виробництва листового прокату і може бути здійсненим у прокатних цеха х металургійних і машинобудівних заводів. Відомий спосіб виробництва плакованих титаном сталевих листів. При здійсненні цього способу шарувату заготівку, яка складається з двох листів сталі, дво х листів титана й окису цирконію, що забезпечує не зварюваність між собою листів сталі, після заварки бічних кромок і нагрівання прокочують, прохолоджують у природних умовах і після обрізки бічних кромок одержують два односторонньо плакованих титаном сталевих листа [Заявка 60-18205, Японія. МІПК В21В1/38]. Недоліком даного способу є те, що при пакетному плакуванні не можна отримати прокат високої точності. Також відомий спосіб виробництва металевої штаби з обробленою поверхнею. Він полягає в наступному: сталеву штабу подають у прокатні валки, верхній з який має рифлену поверхню, а потім на оброблену в такий спосіб поверхню штаби подають штабу плакуючего матеріалу і після спільного прокатування штаб у кліті кварто одержують двошарову біметалічну штабу [Заявка 61-17308, Японія. МПК В21В1/38]. Вадою даного способу є те, що, через рельєф на сталевій штабі, зварювання шарів біметалу відбувається в місцях виступів рельєфу. Найбільш близьким до запропонованого способу по кількості суттєви х ознак і результату, що досягається, є спосіб холодного плакування листового прокату, який включає підготування (травлення, знежирення і зачищення щітками) компонентів із листового прокату до плакування і їхнє спільне прокатування за один прохід. При цьому з прокатними валками контактує один і той же компонент листового прокату [Биметаллический прокат. В.П.Засуха, В.Д.Корщиков, О.В.Бухвалов и А.А.Ершо в. -М.: Металлур гия, 1970. С.184-189]. Вада цього способу полягає в тому, що він не дозволяє одержувати плакований листовий прокат з компонентів із різними коефіцієнтами тертя, тому що при холодному прокатуванні таких компонентів листового прокату для зварювання їх між собою через різницю коефіцієнтів тертя виникає пробуксовування валка по компоненту листово го прокату з меншим коефіцієнтом тертя. Тому процес плакування йде не стабільно, плакований листовий прокат виходить різної товщини, неплоский і зі слідами пробуксовування на поверхні. В основу винаходу поставлено задачу удосконалення способу холодного плакування листового прокату шляхом використання металевого порошку. Використання металевого порошку дозволяє вирівняти значення коефіцієнтів тертя між прокатними валками і різнорідними (із різними коефіцієнтами тертя) компонентами листового прокату. За рахунок цього досягається стабілізація процесу холодного плакування, знижується різнотовщинність і підвищується площинності плакованого листового прокату, виключаються подряпини на його поверхні. Поставлена задача вирішується тим, що в способі холодного плакування листового прокату здійснюють підготовку компонентів з різнорідних металів, а холодне прокатування за один прохід для зварювання тиском здійснюють із використанням металевого порошку, який у процесі прокатування знаходиться між прокатним валком і компонентом листового прокату з меншим коефіцієнтом тертя. У переважному варіанті виконання способу товщину шар у металевого порошку підтримують рівним 0,64·10-3¸1,43·10-3мм. В одному з варіантів виконання способу металевий порошок подають на штабу. Крім того, можливий варіант виконання способу, коли металевий порошок можна подати на прокатний валок. Так само можливий варіант виконання способу, коли металевий порошок вибирають із того ж матеріалу, що і компонент листового прокату з більшим коефіцієнтом тертя. У випадку плакування двошарового листового прокату можливий варіант виконання способу, коли компонент із меншим коефіцієнтом тертя призначають нижнім. Суттєві ознаки, які збігаються із суттєвими ознаками найближчого аналога, такі: підготування компонентів із різнорідних металів і їх спільне холодне прокатування за один прохід для зварювання тиском. Нові ознаки такі: холодне прокатування здійснюють із використовуванням металевого порошку, що у процесі прокатування знаходиться між прокатним валком і компонентом листового прокату з меншим коефіцієнтом тертя. Спосіб холодного плакування листового прокату здійснюють так: перед шикуванням виконують підготування компонентів листового прокату, що включає їхнє травлення, знежирення й зачищення поверхні щітками. Після цього компоненти листового прокату подаються в прокатний стан зачищеними поверхнями назустріч один одному, а незачищеними до прокатних валків. Потім здійснюють холодне прокатування компонентів листового прокату за один прохід для зварювання їх між собою тиском. Між валком і компонентом листового прокату з меншим коефіцієнтом тертя в процесі прокатування знаходиться металевий порошок. На Фіг.1 представлена схема подачі металевого порошку на прокатний валок, а на Фіг.2 - на штабу при холодному плакуванні листового прокату, компоненти якого мають різні коефіцієнти тертя. Тут 1 - компонент листового прокату з меншим коефіцієнтом тертя; 2 - компонент листового прокату з більшим коефіцієнтом тертя; 3 - основа плакованого листового прокату; 4 - плакований листовий прокат; 5 - металевий порошок; 6 ємність для металевого порошку; 7 -верхній прокатний валок; 8 - нижній прокатний валок; 9 - ролик для нанесення металевого порошку на штабу. Пропонований спосіб ілюструється наступними прикладами. Приклад 1 Компонент листового прокату 1 (див. Фіг.1) з алюмінію А1 (коефіцієнт тертя 0,25) шириною 300мм, компонент листового прокату 2 з латуні Л90 (коефіцієнт тертя 0,38) шириною 300мм і компонент листового прокату 3 зі сталі 11кл шириною 280мм піддали травленню, знежиренню, зачищенню щітками (листовий прокат з латуні й алюмінію, з одного боку, а зі сталі - із двох) і потім передали на стан холодного шикування 400/1000´500. Компонент листового прокату 1 з алюмінію (з меншим коефіцієнтом тертя) задавали в стан до верхнього прокатного валка 7, а компонент листового прокату 2 з латуні (із більшим коефіцієнтом тертя) - до нижнього 8. Плакування робили як без металевого порошку, так і з використанням металевого порошку 5 між компонентом листового прокату 1 з алюмінію і верхнім прокатним валком 7. При плакуванні без металевого порошку холодне прокатування протікало хитливо, із пробуксовуванням прокатного валка по компоненту листового прокату 1 з алюмінію. Поперечна різнотовщинність здобутого таким способом плакованого листового прокату 4 склала 0,094мм, подовжня різнотовщинність - 0,091мм, неплощинність -15,2мм/м. Для подачі металевого порошку 5 перед кліттю встановлювали ємність для металевого порошку 6, з якої по соплу порошок подавали на верхній прокатний валок 7 і за рахунок цього металевий порошок у процесі прокатки знаходився між прокатним валком і компонентом листового прокату 1 з алюмінію А1 (із меншим коефіцієнтом тертя). При плакуванні з металевим порошком 5 між прокатним валком 7 і компонентом листового прокату 1 з алюмінію процес протікав стійко, без пробуксовування валків. Поперечна різнотовщинність отриманого таким способом плакованого листового прокату 4 склала 0,046мм, поздовжня різнотовщинність - 0,042мм, неплощинність - 8,8мм/м. Приклад 2 Компонент листового прокату 2 (див. Фіг.2) з латуні Л90 (коефіцієнт тертя 0,38) шириною 300мм і компонент листового прокату 1 із сталі 11кп (коефіцієнт тертя 0,21) шириною 280мм піддали травленню, знежиренню, зачищенню щітками з однією зі сторін і потім передали на стан холодного плакування 400/1000´500. Компонент листового прокату 2 з латуні Л90 (з більшим коефіцієнтом тертя) задавали в стан до верхнього валка 7, а компонент листового прокату 1 зі сталі 11кп (із меншим коефіцієнтом тертя) - до нижнього 8. Плакування здійснювали і без мідного порошку, і з подачею мідного порошку 5 між компонентом листового прокату 1 із сталі 11кп і нижнім прокатним валком 8. Для подачі мідного порошку 5 ємність із ним 6 установлювали перед кліттю. З ємності порошок роликом 9 подавали на нижню сторону компонента листового прокату 1 із сталі 11кп. Обсяг подаваного порошку регулювали силою притиску ролика до штаби. При плакуванні без мідного порошку холодне прокатування протікало хитливо, із пробуксовуванням нижнього валка. Поперечна різнотовщинність одержаного таким способом плакованого листового прокату 4 склала 0,096мм, подовжня різнотовщинність - 0,089мм, неплощинність - 15,3мм/м. При плакуванні з товщиною шарую мідного порошку 0,39·10-3мм холодне прокатування протікало також хитливо, із пробуксовуванням нижнього валка. Поперечна різнотовщинність отриманого таким способом плакованого листового прокату 4 склала 0,092мм, подовжня різнотовщинність - 0,087мм, неплощинність 14,8мм/м. При плакуванні з товщиною шару мідного порошку 0,64·10-3мм і 1,41·10-3мм процес протікав стійко, без пробуксовування валків. Поперечна різнотовщинність здобутого таким способом плакованого листового прокату 4 склала 0,047мм, подовжня різнотовщинність - 0,041мм, неплощинність - 8,6мм/м. При плакуванні з товщиною шару мідного порошку 1,47·10-3мм процес протікав стійко, без пробуксовування валків, однак, частина мідного порошку обсипалася. Якість отриманого таким способом плакованого листового прокату 4 (поперечна й подовжня різнотовщинність, неплощинність) залишилася такою ж, як і при плакуванні з товщиною шару мідного порошку 0,64·10-3мм і 1,41·10 -3мм: поперечна різнотовщинність біметалічної штаби склала 0,047мм, подовжня різнотовщинність - 0,041мм, неплощинність - 8,6мм/м. Приклад 3 Компонент листового прокату 2 (див. Фіг.2) з алюмінію А1 (коефіцієнт тертя 0,25) шириною 300мм і компонент листового прокату 1 із сталі 11кп (коефіцієнт тертя 0,21) шириною 280мм піддали травленню, знежиренню, зачищенню щітками з однієї зі сторін і потім передали на стан холодного планування 400/1000´500. Компонент листового прокату 2 з алюмінію А1 (з більшим коефіцієнтом тертя) задавали в стан до верхнього валка 7, а компонент листового прокату зі сталі 11кп (із меншим коефіцієнтом тертя) - до нижнього 8. Планування здійснювали і без алюмінієвого порошку і з подачею алюмінієвого порошку 5 у зазор між компонентом листового прокату 1 із сталі 11кп і нижнім прокатним валком 8. Для подачі алюмінієвого порошку 5 між компонентом листового прокату 1 із сталі 11кп і нижнім прокатним валком 8 перед кліттю встановлювали ємність 6. Порошок із ємності 6 роликом 9 подавали на нижній прокатний валок 8. Обсяг подаваного порошку регулюється силою притиску ролика до прокатного валка. При плануванні без алюмінієвого порошку холодне прокатування протікало хитливо, із пробуксовуванням нижнього прокатного валка. Поперечна різнотовщинність отриманого таким способом плакованого листового прокату 4 склала 0,087мм, подовжня різнотовщинність - 0,082мм, неплощинність - 15,1мм/м. При плануванні з алюмінієвим порошком холодне прокатування протікало стійко, без пробуксовування валків. Поперечна різнотовщинність здобутого таким способом плакованого листового прокату 4 склала 0,045мм, подовжня різнотовщинність - 0,042мм, неплощинність - 8,3мм/м. Запропоноване рішення дозволить збільшити вихід го тової продукції високої точності.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold cladding of sheets
Автори англійськоюBaikov Yevhen Viktorovych, Manshylin Oleksandr Heiniiovych
Назва патенту російськоюСпособ холодного плакирования листового проката
Автори російськоюБайков Евгений Викторович, Маншилин Александр Гейниевич
МПК / Мітки
МПК: B23K 20/04
Мітки: листового, плакування, спосіб, холодного, прокату
Код посилання
<a href="https://ua.patents.su/3-68900-sposib-kholodnogo-plakuvannya-listovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного плакування листового прокату</a>
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: спосіб, заготовок, виготовлення, листового, прокату, гвинтових
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з...
Вагон-платформа для рулонів металевого листового прокату
Номер патенту: 8657
Опубліковано: 15.08.2005
Автори: Гурцев Сергій Павлович, Крупеніна Ганна Віталіївна, Худина Валерій Миколайович, Лозовой Євгеній Олексійович, Жовтобрюх Григорій Дем'янович
МПК: B61D 3/16
Мітки: вагон-платформа, металевого, прокату, листового, рулонів
Формула / Реферат:
1. Вагон-платформа для перевезення рулонів металевого листового прокату, що містить раму, встановлену на два ходові візки, обладнану опорами у вигляді зварних призм трикутної форми у перерізі, які мають поперечне розташування на вагоні, що своїми бічними сторонами утворюють ложементи для рулонів, який відрізняється тим, що не менше як дві опори виконані пересувними вздовж рами вагона.2. Вагон-платформа за п.1, який відрізняється тим,...
Пристрій для ультразвукової дефектоскопії листового прокату
Номер патенту: 27652
Опубліковано: 15.09.2000
Автори: Батичко Іван Авксентьович, Кашірін Валєнтін Алєксєєвіч, Кривочуров Ігор Анатольович, Манчха Валерій Костянтинович, Вєрьовкін Владімір Міхайловіч, Любімов Володимир Олександрович
МПК: G01N 29/04
Мітки: прокату, ультразвукової, пристрій, листового, дефектоскопії
Текст:
...ґі з формою пружної лінії контролюємого листового прокату при його руху по рольгангу При виборі такої форми рольгангу лист, який прогибает ься під дією своєї ваги, повторює профіль рольгангу, що необхідно для того, щоб лист не розгортався на рольганзі та не просковзував Також для рішення поставленої задачі акустичний блок, принаймні та його частина, в якій розташовані ультразвукові датчики, встановлена у водопідйомну камеру, однією з...
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Міллєр Віктор Вікторович, Тарасов Віктор Іванович, Паталаха Анатолій Кузьмич, Антипенко Валентин Григорович, Локтіонов Петро Якович, Мочонов Валерій Георгійович, Крицький Володимир Леонідович
МПК: B21B 1/38
Мітки: листового, прокату, вироблення, спосіб
Формула / Реферат:
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Спосіб одержання жорстких металевих обичайок підвищеної точності з листового прокату
Номер патенту: 28289
Опубліковано: 15.01.2002
Автори: Міщенко Сергій Степанович, Бакулін Сергій Вікторович, Ященко Олег Волевич, Адамов Георгій Гургенович, Денисюк Анатолій Іванович
МПК: B21B 19/00, B21D 1/00
Мітки: точності, обичайок, жорстких, одержання, спосіб, листового, прокату, підвищеної, металевих
Формула / Реферат:
Способ получения жестких металлических обечаек повышенной точности из листового проката путец гибки и сварки листовой заготовки в цилиндрическую и ее последующей правки-калибровки вращавшимися телами качения на вращающейся оправке, отличающийся тем, что сварку стыкового шва предварительно загнутой листовой заготовки с последующей зачисткой до основного металла производят на оправке при полном прилегании заготовки к оправке, а затем...
Попередній патент: Пристрій для натягування ланцюга
Наступний патент: Спосіб очищення ставків-відстійників
Випадковий патент: Спосіб здвоювання й устаткування здвоювання для виробництва багатошарових виробів