Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Васильків Василь Васильович, Гевко Іван Богданович, Радик Дмитро Леонидович
Формула / Реферат
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з заданими параметрами кроку і діаметра.
Текст
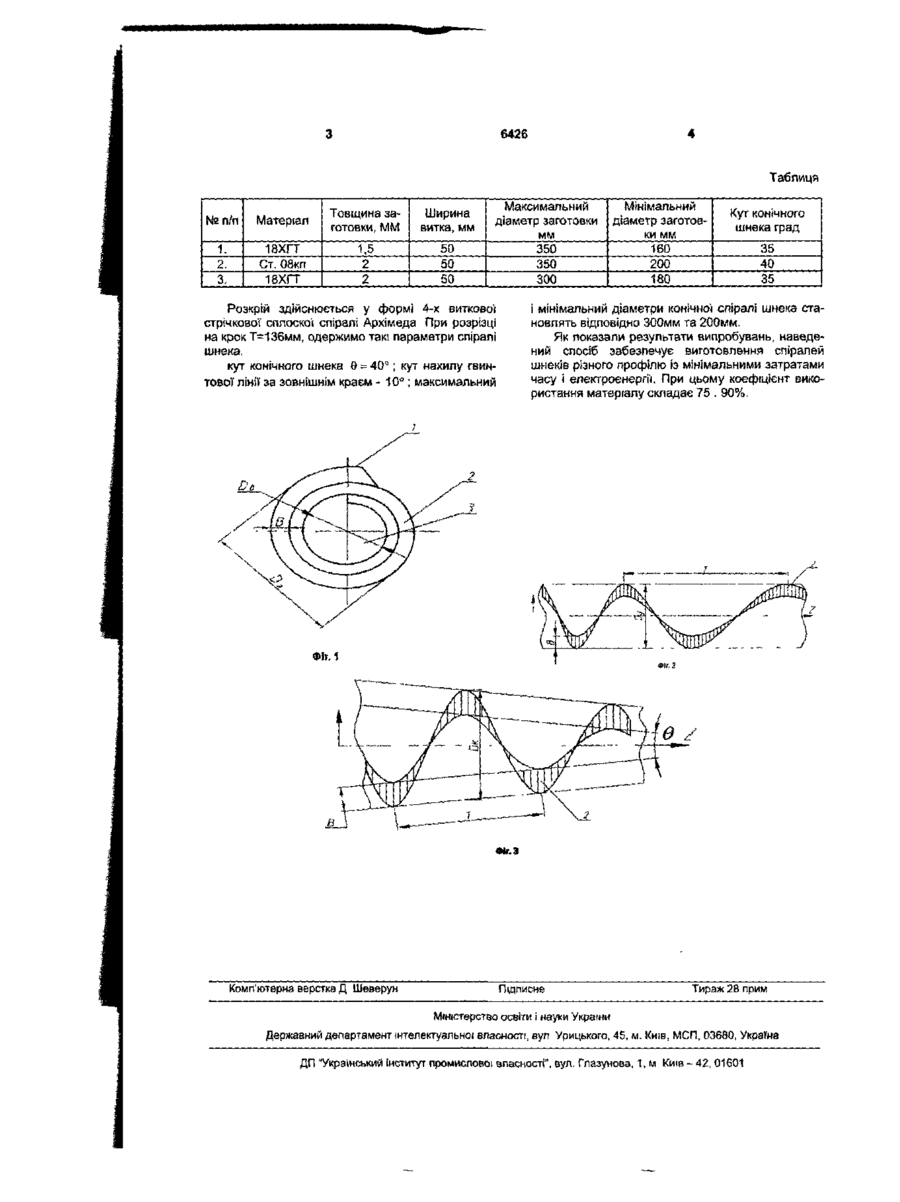
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізу вання із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з заданими параметрами кроку і діаметра. Корисна модель відноситься до технології машинобудування і може мати практичне використання в галузі створення гвинтових заготовок і деталей транспортно-технологічних систем з розширеними технологічними можливостями. Відомий спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування їх із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків [АС. СРСР №1382560А1, кл В21НЗ/12, 1988р]. Недоліком вказаного способу є необхідність у зварювальних операціях для з'єднання елементів гвинтових секцій у суцільну спіраль з великою трудомісткістю і низькою якістю виготовлення і низьким коефіцієнтом використання металу, що знижує технологічні можливості. В основу корисної моделі поставлено задачу эозширення технологічних можливостей і підвищення продуктивності, якості і зниження трудоміс-кості виготовлення, а також збільшення коефіцієгга використання металу, шляхом реалізації пособу виготовлення гвинтових заготовок з лисового прокату, при якому здійснюють вирізування с із листового прокату плоских заготовок з настуним розтягуванням на крок до утворення витків, оичому заготовку вирізають у вигляді розвертки згатовиткової стрічкової спіралі, причому кінець злого діаметра розкручують до розмірів необхідії гвинтової заготовки, а кінець великого діаметра ручують до необхідного розміру з заданим паметрами кроку і діаметру. На Фіг.1 показана форма розкрою плоскої заготовки; на Фіг 2 варіант виготовлення циліндричної гвинтової заготовки та Фіг.З - варіанти виготовлення конічної заготовки спіралей шнека Спосіб реалізується наступним чином Із листового прокату вирізуванням по контуру 1 до утворення розвертки багатовитковоі плоскої стрічкової спіралі 2, якою може бути, наприклад, спіраль Архімеда. Розрізування може здійснюватись на висічних ножицях, штампах або іншими способами. В залежності від діаметра заготовки Дз і ширини гвинтової заготовки В, відхід з діаметром відходу Д в можна використати для виготовлення номенклатури деталей, які ідуть на виготовлення машин. Після цього стрічкову спіраль 2 розтягують на потрібний (постійний або змінний крок Т) до утворення гвинтової циліндрично'! заготовки спіралі шнека заданого діаметра Д у , або конічної форми Дк, при цьому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з заданим параметрами кроку і діаметру Приклад виконання способу, табл. Із прокатного стального листа здійснювали вирізання багатовиткової стрічкової спіралі із такими параметрами: Ширина витка В - 50мм; кількість витків 4; діаметр початкової заготовки Д 3 - у формі плоского кільця із радіусами зовнішнього та внутрішнього країв відповідно 250мм, внутрішнього 50мм., товщиною заготовки 1,5мм, Сталь 18ХГТ. to CM со 6426 Таблиця №п/п 1. 2. 3. 18ХГГ Ст. 08кп 1ВХГТ Товщина заготовки, MM Матеріал 1,5 2 2 50 50 50 Максимальний діаметр заготовки Ширина витка, мм L MM L Розкрій здійснюється у формі 4-х виткової стрічкової сплоскоі спіралі Архімеда При розрізці на крок Т=136мм, одержимо такі параметри спіралі шнека. кут конічного шнека 8 = 40°; кут нахилу гвинтової лінії за зовнішнім краєм - 10°; максимальний 350 350 300 Мінімальний діаметр заготовки MM 160 200 180 Кут конічного шнека град 35 40 35 і мінімальний діаметри конічної спіралі шнека становлять відповідно 300мм та 200мм. Як показали результати випробувань, наведений спосіб забезпечує виготовлення спіралей шнеків різного профілю із мінімальними затратами часу і електроенергії. При цьому коефіцієнт використання матеріалу складає 75 . 90%. Фіг. 1 Комп'ютерна верстка Д Шеверун Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Киш, МСП, 03680, Україна ДП "Український інститут промислової впасності", вул. Глазунова, 1, м К и і в - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of screw billets of sheets products
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Hevko Ivan Bohdanovych
Назва патенту російськоюСпособ изготовления винтовых заготовок из листового проката
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Гевко Иван Богданович
МПК / Мітки
МПК: B21D 11/06
Мітки: гвинтових, спосіб, виготовлення, листового, прокату, заготовок
Код посилання
<a href="https://ua.patents.su/2-6426-sposib-vigotovlennya-gvintovikh-zagotovok-z-listovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гвинтових заготовок з листового прокату</a>
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: гофрованих, гвинтових, виготовлення, пристрій, заготовок
Формула / Реферат:
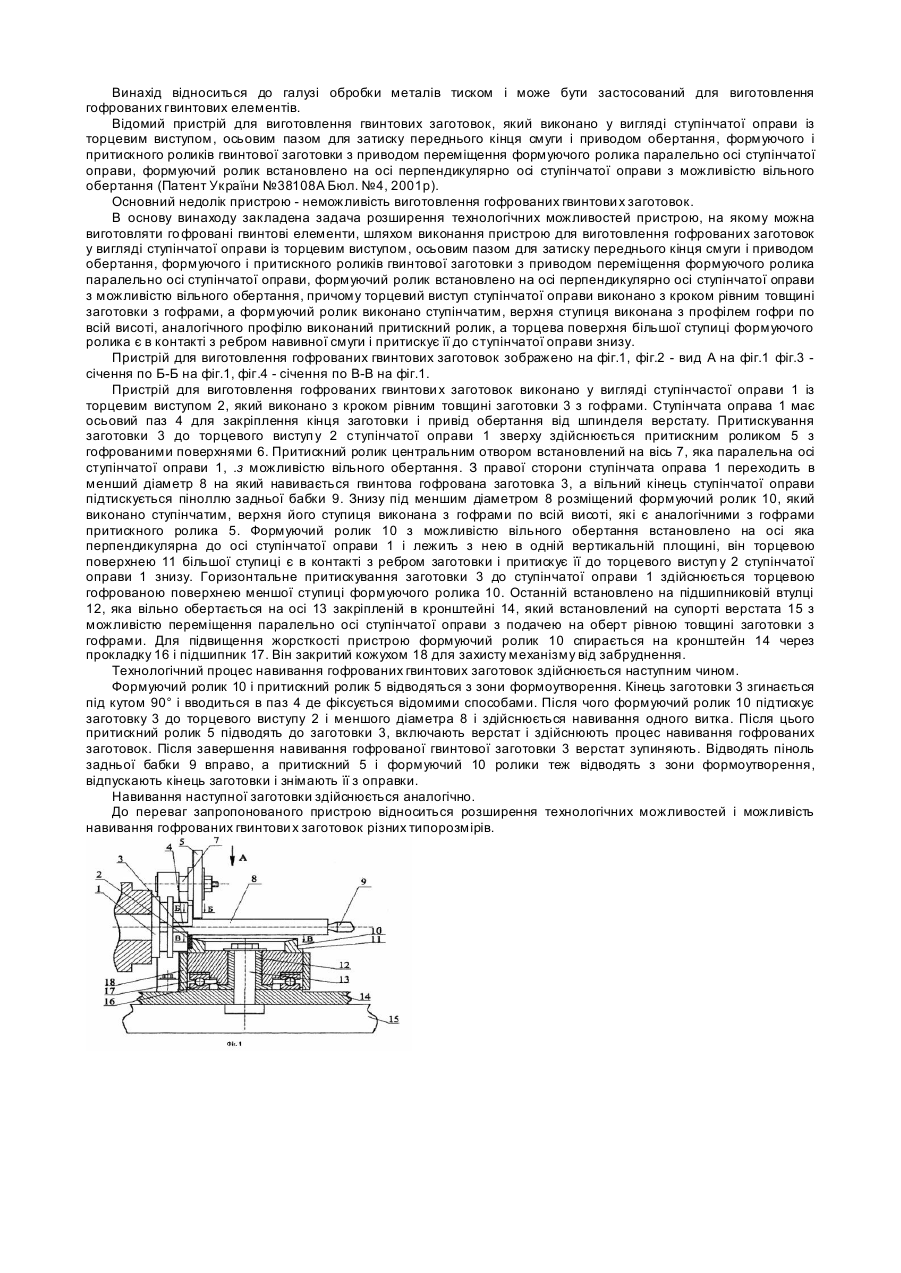
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 5430
Опубліковано: 15.03.2005
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: гофрованих, виготовлення, заготовок, пристрій, гвинтових
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді опори, формувального валка і формувальної основи, осі яких встановлені під кутом одна до одної, приводу і механізму подачі, який відрізняється тим, що на верхній торцевій поверхні формувальної основи, яка виконана круглої форми, виконане зубчате конічне зачеплення для взаємодії з відповідним конічним зачепленням формувального валка через товщину заготовки,...
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Пилипець Михайло Ількович, Лясота Оксана Михайлівна, Васильків Василь Васильович, Гевко Ігор Богданович, Гупка Богдан Васильович
МПК: B21D 11/06
Мітки: спосіб, верстат, гвинтових, реалізації, профільних, заготовок, формоутворення
Формула / Реферат:
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Спосіб виготовлення гвинтових стрічкових робочих органів
Номер патенту: 61354
Опубліковано: 17.11.2003
Автори: Гевко Іван Богданович, Лящук Олег Леонтійович
МПК: B21D 11/06
Мітки: робочих, стрічкових, спосіб, органів, гвинтових, виготовлення
Формула / Реферат:
Спосіб виготовлення стрічкових робочих органів з смуги, при якому кінець смуги закріпляють та навивають стрічкову смугу на привідний вал, якому надають обертового руху і переміщення в осьовому напрямку подачі смуги із заданим кроком, та обтискують смугу по зовнішньому діаметру обтискним роликом і надалі жорстко закріплюють перемички до смуги в кількості на один крок, наприклад, три або більше перемичок, який відрізняється тим, що смугу...
Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Номер патенту: 45678
Опубліковано: 15.04.2002
Автори: Гевко Іван Богданович, Гудь Віктор Зіновійович, Лещук Роман Ярославович
МПК: B23B 5/00
Мітки: здійснення, заготовок, спосіб, оправка, профілювання, гвинтових
Формула / Реферат:
1. Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є...
Попередній патент: Таймер
Наступний патент: Модифікатор для алюмінієвих сплавів
Випадковий патент: Спосіб інформаційного забезпечення користувачів