Спосіб поверхневої обробки деталей
Номер патенту: 23145
Опубліковано: 10.05.2007
Автори: Мазанко Володимир Федорович, Погорєлов Олександр Євгенович, Храновська Катерина Миколаївна, Іващенко Євген Вадимович
Формула / Реферат
Спосіб поверхневої обробки деталей, який полягає в тому, що здійснюють електроіскрове легування, який відрізняється тим, що катод, деталь (виріб) легують анодом при температурі, нижчій за кімнатну та достатній для мартенситних перетворень у аноді.
Текст
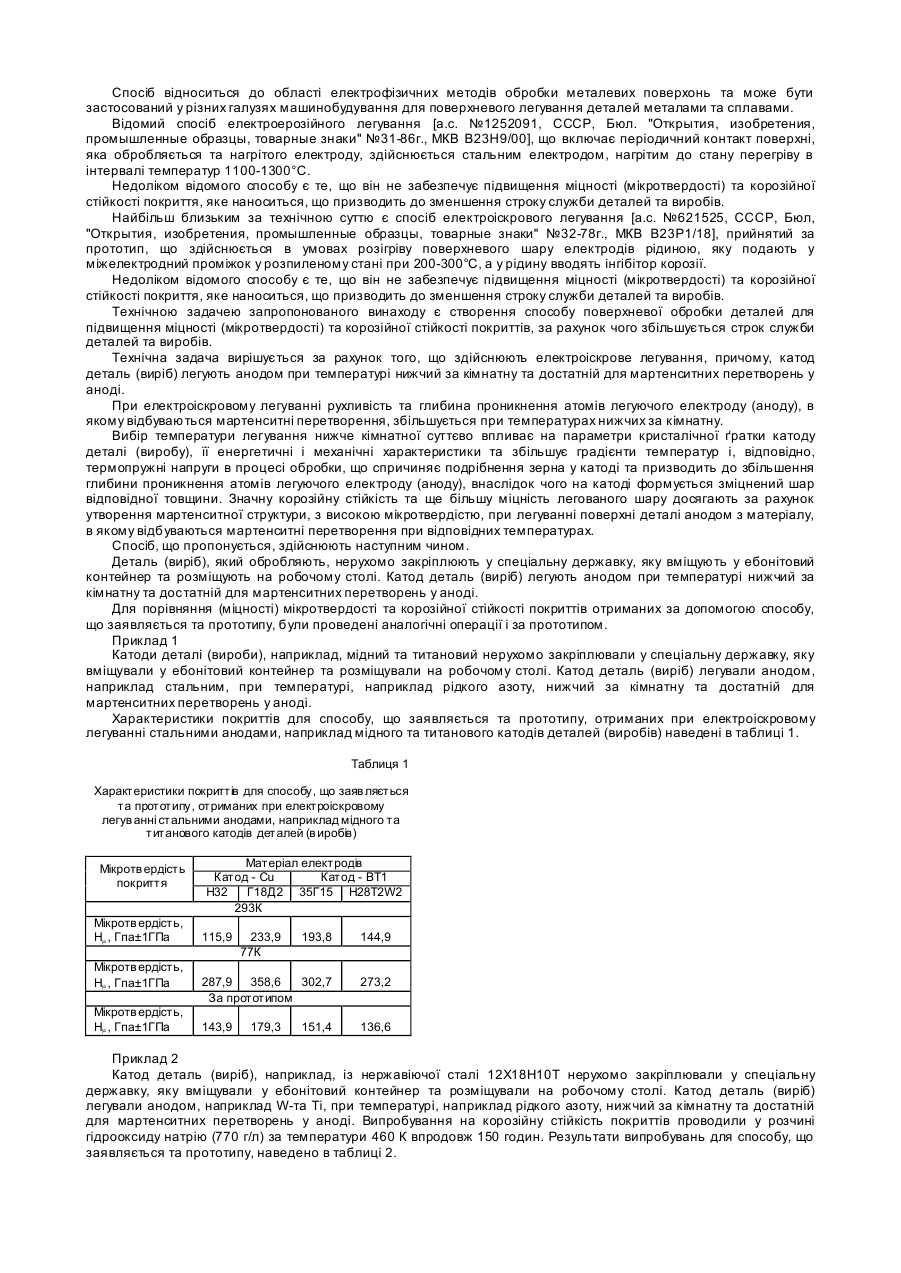
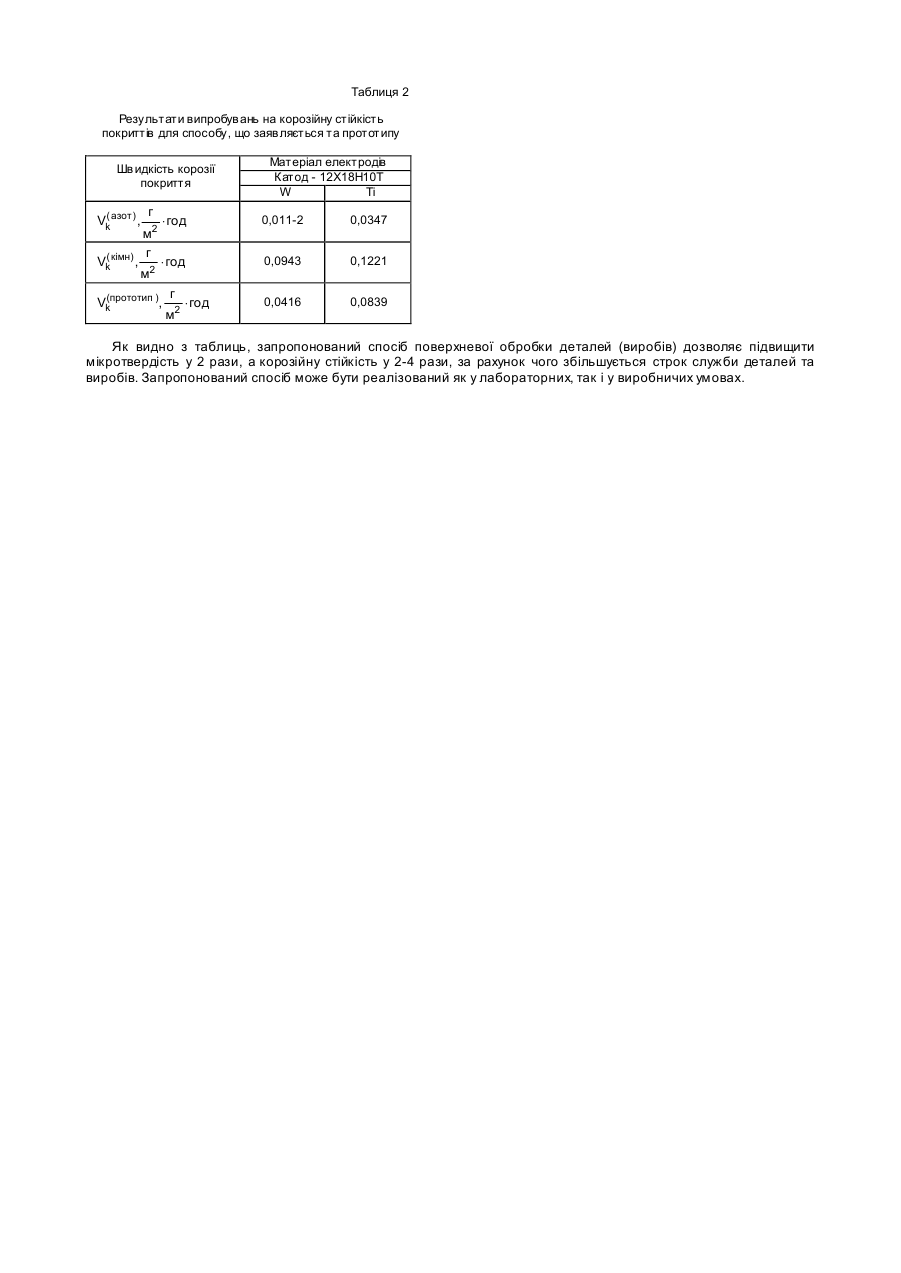
Спосіб відноситься до області електрофізичних методів обробки металевих поверхонь та може бути застосований у різних галузях машинобудування для поверхневого легування деталей металами та сплавами. Відомий спосіб електроерозійного легування [а.с. №1252091, СССР, Бюл. "Открытия, изобретения, промышленные образцы, товарные знаки" №31-86г., МКВ В23Н9/00], що включає періодичний контакт поверхні, яка обробляється та нагрітого електроду, здійснюється стальним електродом, нагрітим до стану перегріву в інтервалі температур 1100-1300°С. Недоліком відомого способу є те, що він не забезпечує підвищення міцності (мікротвердості) та корозійної стійкості покриття, яке наноситься, що призводить до зменшення строку служби деталей та виробів. Найбільш близьким за технічною суттю є спосіб електроіскрового легування [а.с. №621525, СССР, Бюл, "Открытия, изобретения, промышленные образцы, товарные знаки" №32-78г., МКВ В23Р1/18], прийнятий за прототип, що здійснюється в умовах розігріву поверхневого шару електродів рідиною, яку подають у міжелектродний проміжок у розпиленому стані при 200-300°С, а у рідину вводять інгібітор корозії. Недоліком відомого способу є те, що він не забезпечує підвищення міцності (мікротвердості) та корозійної стійкості покриття, яке наноситься, що призводить до зменшення строку служби деталей та виробів. Технічною задачею запропонованого винаходу є створення способу поверхневої обробки деталей для підвищення міцності (мікротвердості) та корозійної стійкості покриттів, за рахунок чого збільшується строк служби деталей та виробів. Технічна задача вирішується за рахунок того, що здійснюють електроіскрове легування, причому, катод деталь (виріб) легують анодом при температурі нижчий за кімнатну та достатній для мартенситних перетворень у аноді. При електроіскровому легуванні рухливість та глибина проникнення атомів легуючого електроду (аноду), в якому відбуваються мартенситні перетворення, збільшується при температурах нижчих за кімнатну. Вибір температури легування нижче кімнатної суттєво впливає на параметри кристалічної ґратки катоду деталі (виробу), її енергетичні і механічні характеристики та збільшує градієнти температур і, відповідно, термопружні напруги в процесі обробки, що спричиняє подрібнення зерна у катоді та призводить до збільшення глибини проникнення атомів легуючого електроду (аноду), внаслідок чого на катоді формується зміцнений шар відповідної товщини. Значну корозійну стійкість та ще більшу міцність легованого шару досягають за рахунок утворення мартенситної структури, з високою мікротвердістю, при легуванні поверхні деталі анодом з матеріалу, в якому відбуваються мартенситні перетворення при відповідних температурах. Спосіб, що пропонується, здійснюють наступним чином. Деталь (виріб), який обробляють, нерухомо закріплюють у спеціальну державку, яку вміщують у ебонітовий контейнер та розміщують на робочому столі. Катод деталь (виріб) легують анодом при температурі нижчий за кімнатну та достатній для мартенситних перетворень у аноді. Для порівняння (міцності) мікротвердості та корозійної стійкості покриттів отриманих за допомогою способу, що заявляється та прототипу, були проведені аналогічні операції і за прототипом. Приклад 1 Катоди деталі (вироби), наприклад, мідний та титановий нерухомо закріплювали у спеціальну державку, яку вміщували у ебонітовий контейнер та розміщували на робочому столі. Катод деталь (виріб) легували анодом, наприклад стальним, при температурі, наприклад рідкого азоту, нижчий за кімнатну та достатній для мартенситних перетворень у аноді. Характеристики покриттів для способу, що заявляється та прототипу, отриманих при електроіскровому легуванні стальними анодами, наприклад мідного та титанового катодів деталей (виробів) наведені в таблиці 1. Таблиця 1 Характеристики покриттів для способу, що заяв ляється та прототипу, отриманих при електроіскровому легув анні стальними анодами, наприклад мідного та титанового катодів деталей (в иробів) Мікротв ердість покриття Мікротв ердість, Hm , Гпа±1ГПа Мікротв ердість, Hm , Гпа±1ГПа Мікротв ердість, Hm , Гпа±1ГПа Матеріал електродів Катод - Сu Катод - ВТ1 Н32 Г18Д2 35Г15 H28T2W2 293К 115,9 233,9 77К 193,8 144,9 287,9 358,6 302,7 За прототипом 273,2 143,9 136,6 179,3 151,4 Приклад 2 Катод деталь (виріб), наприклад, із нержавіючої сталі 12Х18Н10Т нерухомо закріплювали у спеціальну державку, яку вміщували у ебонітовий контейнер та розміщували на робочому столі. Катод деталь (виріб) легували анодом, наприклад W-та Ті, при температурі, наприклад рідкого азоту, нижчий за кімнатну та достатній для мартенситних перетворень у аноді. Випробування на корозійну стійкість покриттів проводили у розчині гідрооксиду натрію (770 г/л) за температури 460 К впродовж 150 годин. Результати випробувань для способу, що заявляється та прототипу, наведено в таблиці 2. Таблиця 2 Результати випробув ань на корозійну стійкість покриттів для способу, що заяв ляється та прототипу Шв идкість корозії покриття ( Vkазот ) , ( Vkкімн) , г м2 г м2 Матеріал електродів Катод - 12Х18Н10Т W Ті × год 0,011-2 0,0347 × год 0,0943 0,1221 0,0416 0,0839 ( Vkпрототип ), г м2 × год Як видно з таблиць, запропонований спосіб поверхневої обробки деталей (виробів) дозволяє підвищити мікротвердість у 2 рази, а корозійну стійкість у 2-4 рази, за рахунок чого збільшується строк служби деталей та виробів. Запропонований спосіб може бути реалізований як у лабораторних, так і у виробничих умовах.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surface treatment of components
Автори англійськоюPolischuk Dmytro Fedorovych, Khranovska Kateryna Mykolaivna, Pohorielov Oleksandr Yevhenovych, Ivaschenko Yevhen Vadymovych
Назва патенту російськоюСпособ поверхностной обработки деталей
Автори російськоюМазанко Владимир Федорович, Храновская Катерина Николаевна, Погорелов Александр Евгеньевич, Иващенко Евгений Вадимович
МПК / Мітки
МПК: B23H 9/00
Мітки: поверхневої, деталей, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/2-23145-sposib-poverkhnevo-obrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневої обробки деталей</a>
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Марчук Володимир Єфремович, Шульга Іван Федорович, Гресько Володимир Ларіонович, Лабунець Василь Федорович, Ляшенко Борис Артемович
Мітки: деталей, електроіскрової, струмопровідних, тертя, обробки, поверхонь, спосіб
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Пристрій для зміцнюючої поверхневої обробки деталей

Номер патенту: 42331
Опубліковано: 15.10.2001
Автори: Жданов Ігор Михайлович, Бородянський Олексій Борисович, Паращанов Георгій Михайлович
МПК: C21D 7/00
Мітки: зміцнюючої, обробки, пристрій, деталей, поверхневої
Формула / Реферат:
Пристрій для зміцнюючої поверхневої обробки деталей, що містить корпус та ударні елементи в вигляді пакетів роликів вільно насаджених на вісь, який відрізняється тим, що він оснащений сергами, на кінцях яких розташовані ударні елементи, причому серги встановлені в корпусі таким чином, що мають можливість вільного повороту на заданий кут.
Спосіб обробки деталей електродом-інструментом для шліфування
Номер патенту: 7750
Опубліковано: 15.07.2005
Автори: Шульга Іван Федорович, Куровська Тетяна Юріївна, Марчук Володимир Єфремович
Мітки: електродом-інструментом, обробки, спосіб, деталей, шліфування
Формула / Реферат:
Спосіб обробки деталей електродом-інструментом для шліфування, при якому підключають через ключ керування електрод-інструмент і деталь до джерела живлення постійним струмом прямої полярності та зворотної полярності, прокачують електроліт в зону контакту електрода-інструмента і деталі, подають через ключ керування на електрод-інструмент і деталь струм прямої полярності, обробляють деталь електродом-інструментом при прямій полярності струму,...
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами
Номер патенту: 5681
Опубліковано: 15.03.2005
Автори: Рудковський Анатолій Віталійович, Ляшенко Борис Артемович, Шульга Іван Федорович, Кравець Василь Васильович, Лабунець Василь Федорович, Марчук Володимир Єфремович
МПК: B23H 7/00, C23C 12/00, B23H 9/00
Мітки: графітовими, електродами, спосіб, обробки, деталей, електроіскрової, поверхонь, струмопровідних
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами, при якому анодом є графітовий електрод, а катодом - деталь, який відрізняється тим, що перед зміцненням поверхонь деталей електроіскровою обробкою додатково змащують поверхню деталі мастилом, яке служить оточуючим поверхню деталі середовищем для зниження залишкових структурних напружень металу і підвищення зносостійкості легованого шару деталі.
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Номер патенту: 5683
Опубліковано: 15.03.2005
Автори: Лабунець Василь Федорович, Гресько Володимир Ларіонович, Кудрін Анатолій Павлович, Шульга Іван Федорович, Марчук Володимир Єфремович
МПК: B23H 7/00
Мітки: обробки, джерелом, поверхонь, струму, спосіб, деталей, тертя, струмопровідних, електроіскровим
Формула / Реферат:
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму, що включає встановлення деталі на верстат для електроіскрової обробки, утворення електродом-інструментом (катодом) заглиблень на поверхні тертя деталі, щоб зменшити зношування поверхні тертя, оброблюючи електродом-інструментом (анодом) поверхню тертя деталі, покривають шарами металів, що підвищують зношування, який відрізняється тим, що утворені...