Спосіб обробки деталей електродом-інструментом для шліфування
Номер патенту: 7750
Опубліковано: 15.07.2005
Автори: Марчук Володимир Єфремович, Куровська Тетяна Юріївна, Шульга Іван Федорович
Формула / Реферат
Спосіб обробки деталей електродом-інструментом для шліфування, при якому підключають через ключ керування електрод-інструмент і деталь до джерела живлення постійним струмом прямої полярності та зворотної полярності, прокачують електроліт в зону контакту електрода-інструмента і деталі, подають через ключ керування на електрод-інструмент і деталь струм прямої полярності, обробляють деталь електродом-інструментом при прямій полярності струму, при цьому деталь виконує функцію анода, який відрізняється тим, що після обробки деталі електродом-інструментом при прямій полярності струму, обробляють іншу поверхню деталі цим же електродом-інструментом при зворотній полярності струму, при цьому електрод-інструмент виконує функцію анода.
Текст
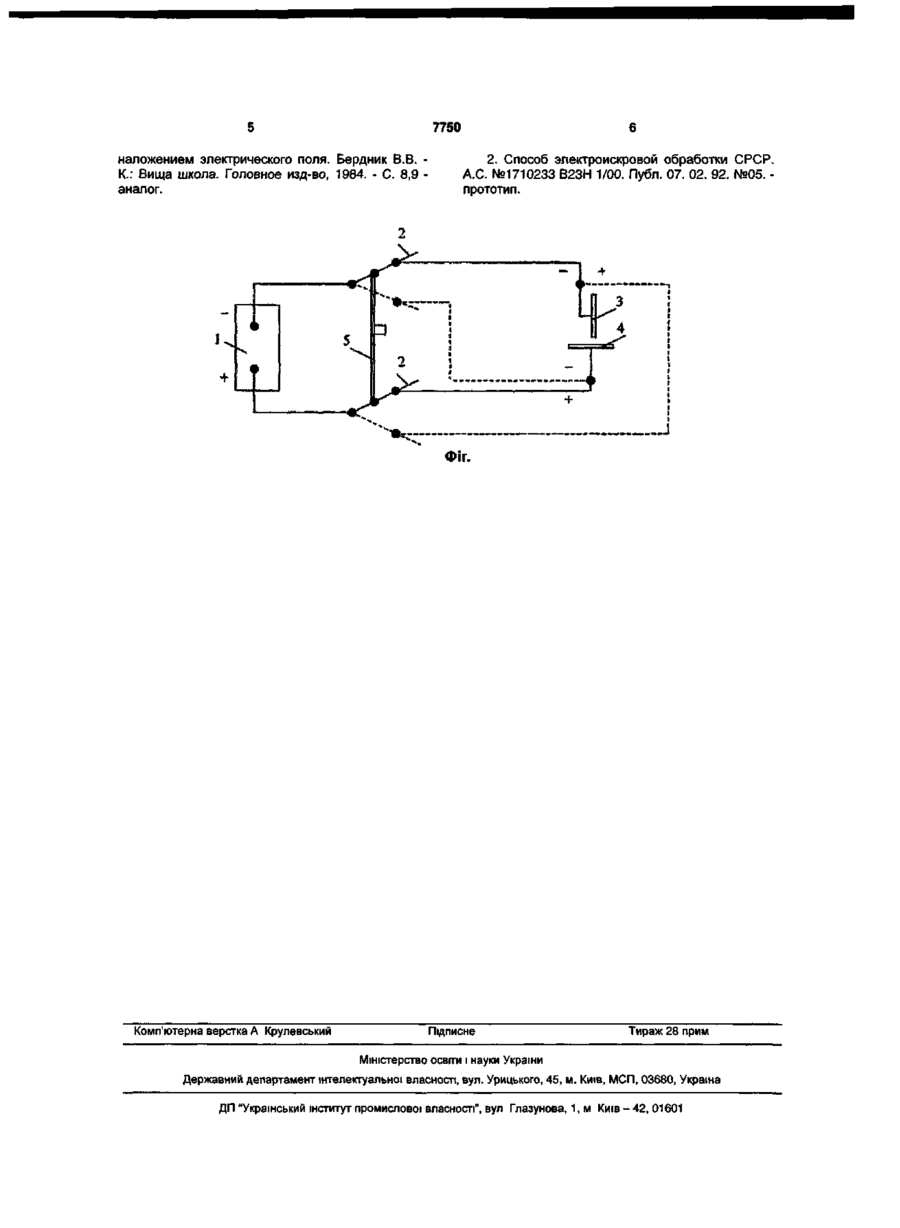
Спосіб обробки деталей електродомінструментом для шліфування, при якому підключають через ключ керування електрод-інструмент і деталь до джерела живлення постійним струмом прямої полярності та зворотної полярності, прока чують електроліт в зону контакту електродаінструмента і деталі, подають через ключ керування на електрод-інструмент і деталь струм прямої полярності, обробляють деталь електродомінструментом при прямій полярності струму, при цьому деталь виконує функцію анода, який відрізняється тим, що після обробки деталі електродом-інструментом при прямій полярності струму, обробляють іншу поверхню деталі цим же електродом-інструментом при зворотній полярності струму, при цьому електрод-інструмент виконує функцію анода. Корисна модель відноситься до галузі машинобудування та ремонту машин, зокрема, до електротехнічних методів обробки, а саме, до способу обробки деталей електродом-інструментом для шліфування, наприклад, для шліфуванні шліців деталей військової техніки. Відомий спосіб шліфування поверхні деталі струмопровідними кругами на прямій полярності, при якому анодом є деталь і припуск знімається дією електричного поля і електроліту та механічним різанням абразивними зернами шліфувальних кругів [1]. Недоліком відомого способу шліфування струмопровідними кругами на прямій полярності, при якому анодом служить деталь, є те, що для знімання припуску металу прикладається велике механічне зусилля. Велике механічне зусилля призводить до підвищеного нагрівання поверхні. Якщо температура в зоні різання перевищує температуру структурних перетворень на поверхні, що обробляється, утворюються припіки, які знижують зносостійкість деталі. Відомий спосіб шліфування на зворотній полярності, при якому анодом є ріжучий інструмент, полягає в тому, що за рахунок анодного розчину абразивні зерна постійно оголюються і самозаточуються [1 ]. Недоліки відомого способу шліфування на зворотній полярності, є те, що підвищене зношування шліфувального круга дещо знижує економі чні показники процесу, а також точносні характеристики обробки. Найбільш близьким технічним рішенням, обраним за прототип, є спосіб обробки деталей електродом-інструментом для шліфування, при якому підключають через ключ керування електродінструмент і деталь до джерела живлення постійним струмом прямої полярності та зворотної полярності, прокачують електроліт в зону контакту електрода-інструмента і деталі, подають через ключ керування на електрод-інструмент і деталь струм прямої полярності, обробляють деталь електродом-інструментом при прямій полярності струму, при цьому деталь виконує функцію анода [2]. У нашому випадку електродом-інструментом служить струмопровідний круг для шліфування. Недоліком відомого способу електроіскрової обробки є те, що струм зворотної полярності не використовують для обробки деталі і самозаточування електрода-інструмента, щоб підвищити продуктивність процесу та якість обробки деталі. В основу корисної моделі поставлено задачу шляхом додаткового використання струму зворотної полярності для обробки деталей та одночасного оголення і самозаточування абразивних зерен електрода-інструмента для шліфування при переважній обробці деталі на прямій полярності струму, коли зношування електрода-інструмента для шліфування менше, ніж при зворотній полярності СО О ю < 7750 струму забезпечити підвищення продуктивності процесу та якості обробки деталей електродомінструментом для шліфування Поставлена задача в корисній моделі спосіб обробки деталей електродом-інструментом для шліфування вирішується тим, що після обробки деталі електродом-інструментом при прямій полярності струму, при цьому анодом є деталь, обробляють іншу поверхню деталі цим же електродомінструментом при зворотній полярності струму, коли анодом став електрод-інструмент, що забезпечує одночасне шліфування поверхні деталі та оголення і самозаточування абразивних зерен електрода-інструмента для шліфування деталей Суть корисної моделі в способі обробки деталей електродом-інструментом для шліфування, при якому підключають через ключ керування електрод-інструмент і деталь до джерела живлення постійним струмом прямої полярності та зворотної полярності, прокачують електроліт в зону контакту електрода-інструмента і деталі, подають через ключ керування на електрод-інструмент і деталь струм прямої полярності, обробляють деталь електродом-інструментом при прямій полярності струму, при цьому деталь виконує функцію анода досягається тим, що після обробки деталі електродом-інструментом при прямій полярності струму, обробляють іншу поверхню деталі цим же електродом-інструментом при зворотній полярності струму, при цьому електрод-інструмент виконує функцію анода Порівняння технічного рішення, що заявляється, з прототипом дозволяє зробити висновок, що спосіб обробки деталей електродом-інструментом для шліфування, що з'являється, відрізняється тим, що після обробки деталі електродомінструментом при прямій полярності струму, обробляють іншу поверхню деталі цим же електродомінструментом при зворотній полярності струму, при цьому електрод-інструмент виконує функцію анода Суть корисної моделі пояснюється за допомогою креслення, де на Фіг показана схема підключення електрода-інструмента для шліфування і деталі до джерела живлення постійним струмом, що містить джерело живлення постійним струмом 1, ключ керування 2, електрод інструмент для шліфування 3, деталь 4, механізм блокування двох ключів керування 5 Реалізацію способу обробки деталей електродом-інструментом для шліфування здійснюють таким чином Попередньо виготовляють деталь з припуском під шліфування, наприклад, деталь із шліцами Установлюють деталь на шліфувальний станок, який обладнано джерелом живлення постійним струмом 1 (див Фіг) Підключають через ключ керування 2 електрод-інструмент 3 і деталь 4 до джерела живлення постійним струмом На електрод-інструмент, яким є струмопровідний шліфувальний круг і деталь, як правило, методом вільного поливання поступає електроліт Подають через ключ керування на електрод-інструмент і деталь струм прямої полярності, обробляють деталь електродом-інструментом при прямій полярності стуму, при цьому анодом є деталь (знак +), а катодом є електрод-інструмент (знак -) Після обробки поверхні деталі електродом-інструментом для шліфування при прямій полярності струму переключають механізмом блокування 5 ключ керування на зворотну полярність струму (на Фіг показано пунктиром) і обробляють іншу поверхню цієї ж деталі або обробляють поверхню іншої деталі цим же електродом-інструментом при зворотній полярності струму, коли анодом став електродінструмент (знак +), а деталь стала катодом (знак ) Переключення ланки струму з однієї полярності на іншу здійснюють тоді, коли шліфування деталі не проводять На оптимальних режимах шліфування з накладанням електричного поля припуск знімається за рахунок електрохімічного розчинення та механічного різання абразивними зернами При прямій полярності струму зношування шліфувального круга менше, але підвищені механічне зусилля і температура в зоні контакту круга і деталі, що може спричинити припіки і понизити ЗНОСОСТІЙКІСТЬ шліфованої поверхні При зворотній полярності струму оголюються і самозаточуються абразивні зерна шліфувального круга, завдяки чому зменшується механічне зусилля різання і температура поверхні деталі, але підвищується зношування шліфувального круга, що знижує економічні показники процесу Оптимальна тривалість шліфування на прямій і зворотній полярності залежить від твердості поверхні, чим менша твердість, тим частіше необхідно переходити на зворотну полярності, щоб очищати засалений круг Оптимальну тривалість шліфування на різній полярності за продуктивністю, вартістю обробки і якістю визначають експериментально для кожної конкретної деталі Підвищення ефективності застосування способу обробки деталей електродом-інструментом для шліфування, що заявляється, у порівнянні з прототипом, досягається за рахунок того, що струм зворотної полярності використовують для обробки деталі і самозаточування електродаінструмента, щоб підвищити продуктивність процесу та якість обробки деталі Використання одного і того шліфувального круга, як катод, і частково, як анод дозволяє зменшити зношування шліфувального круга та забезпечити очищення і самозаточування абразивних зерен шліфувального круга, і тим зменшити механічний тиск при шліфуванні і, ВІДПОВІДНО, температуру нагрівання поверхні деталі Відсутність припіків і тріщин на поверхні деталі забезпечують високі експлуатаційні показники При обробці складних поверхонь (профілі ШЛІЦІВ І т д ) досягається великий ефект, так як електродінструмент зношується незначно (біля 0,2% від знятого припуску), що дозволяє отримати високі показники точності, а продуктивність збільшується в 1,5-1,7 рази Найбільш високу продуктивність отримують при шліфуванні в'язких матеріалів, які схильні до засалювання шліфованих кругів В цьому випадку переключення струмопровідного круга на зворотну полярність здійснюють частіше, ніж при шліфуванні твердосплавних, швидкоріжучих, конструкційних і жаростійких сплавів Джерела інформації 1 Шлифование токопроводящими кругами с 7750 наложением электрического поля. Бердник В.В. К.: Вища школа. Головное изд-во, 1984. - С. 8,9 аналог. 2. Способ электроискровой обработки СРСР. А.С. №1710233 В23Н 1/00. Публ. 07. 02. 92. №05. прототип. ФІГ. Комп'ютерна верстка А Крулевський Підписне Тираж 28 прим Міністерство освгги і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for machining the parts by tool electrode for polishing
Автори англійськоюMarchuk Volodymyr Yefremovych, Shulha Ivan Fedorovych, Kurovska Tetiana Yuriivna
Назва патенту російськоюСпособ обработки деталей электродом-инструментом для шлифования
Автори російськоюМарчук Владимир Ефремович, Шульга Иван Федорович, Куровская Татьяна Юриевна
МПК / Мітки
Мітки: спосіб, деталей, шліфування, обробки, електродом-інструментом
Код посилання
<a href="https://ua.patents.su/4-7750-sposib-obrobki-detalejj-elektrodom-instrumentom-dlya-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки деталей електродом-інструментом для шліфування</a>
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Лабунець Василь Федорович, Ляшенко Борис Артемович, Гресько Володимир Ларіонович, Марчук Володимир Єфремович, Шульга Іван Федорович
Мітки: обробки, спосіб, електроіскрової, поверхонь, струмопровідних, деталей, тертя
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Марчук Володимир Єфремович, Шульга Іван Федорович, Кравець Василь Васильович
МПК: B23H 9/00, B23H 9/04, B23H 7/00
Мітки: струмопровідних, електроерозійної, поверхонь, обробки, деталей, спосіб
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Спосіб циклічного алмазно-електрохімічного шліфування
Номер патенту: 4263
Опубліковано: 17.01.2005
Автори: Пономаренко Ірина Пилипівна, Головатий Сергій Сергійович, Бровченко Анатолій Михайлович, Возна Надія Григорівна, Смоквина Володимир Віталійович
МПК: B24B 1/00
Мітки: шліфування, циклічного, алмазно-електрохімічного, спосіб
Формула / Реферат:
Спосіб циклічного алмазно-електрохімічного шліфування в графітовмісному середовищі, який відрізняється тим, що пуансон або матрицю, які армовані твердим сплавом, шліфують одночасно з матеріалом високої теплопровідності (наприклад із латуні), причому обробку деталі, армованої твердим сплавом, здійснюють на прямій полярності (U=6B), а зразка з латуні - на зворотній (U=12B) при співвідношенні довжин 3:1.
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Номер патенту: 5683
Опубліковано: 15.03.2005
Автори: Гресько Володимир Ларіонович, Шульга Іван Федорович, Лабунець Василь Федорович, Кудрін Анатолій Павлович, Марчук Володимир Єфремович
МПК: B23H 7/00
Мітки: деталей, електроіскровим, спосіб, тертя, струмопровідних, обробки, джерелом, поверхонь, струму
Формула / Реферат:
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму, що включає встановлення деталі на верстат для електроіскрової обробки, утворення електродом-інструментом (катодом) заглиблень на поверхні тертя деталі, щоб зменшити зношування поверхні тертя, оброблюючи електродом-інструментом (анодом) поверхню тертя деталі, покривають шарами металів, що підвищують зношування, який відрізняється тим, що утворені...
Спосіб алмазно-електрохімічного шліфування деталей з рідкоземельних магнітних сплавів
Номер патенту: 3879
Опубліковано: 15.12.2004
Автори: Гришина Ера Олександрівна, Волченко Михайло Федорович, Пономаренко Ірина Пилипівна, Бровченко Анатолій Михайлович, Смоквина Володимир Віталійович
МПК: B24B 1/00
Мітки: сплавів, спосіб, магнітних, шліфування, деталей, рідкоземельних, алмазно-електрохімічного
Формула / Реферат:
Спосіб алмазно-електрохімічного шліфування деталей з рідкоземельних магнітних сплавів, що включає закріплення деталей на охолоджуючому столі, який відрізняється тим, що деталі з рідкоземельних магнітних сплавів закріплюють на охолоджуючому столі шляхом приморожування в середовищі графітовмісного електроліту таким чином, щоб прошарок льоду виступав на висоту 0,5-1,0 мм над рівнем оброблюваної деталі.
Попередній патент: Висівний модуль
Наступний патент: Лінія для сепарації мідьвмісної стружки
Випадковий патент: Калоприймач