Спосіб плавлення плоских деталей із тонколистового пружинистого металу
Номер патенту: 23468
Опубліковано: 02.06.1998
Автори: Пукалов Віктор Пантелейович, Боков Віктор Михайлович

Формула / Реферат
Спосіб правлення плоских деталей із тонколистового пружистого металу багато-валковим вальцюванням, який відрізняється тим, що процес вальцювання повторюють багаторазово Із зміною напрямку при кожному разі на гострий кут.
Текст
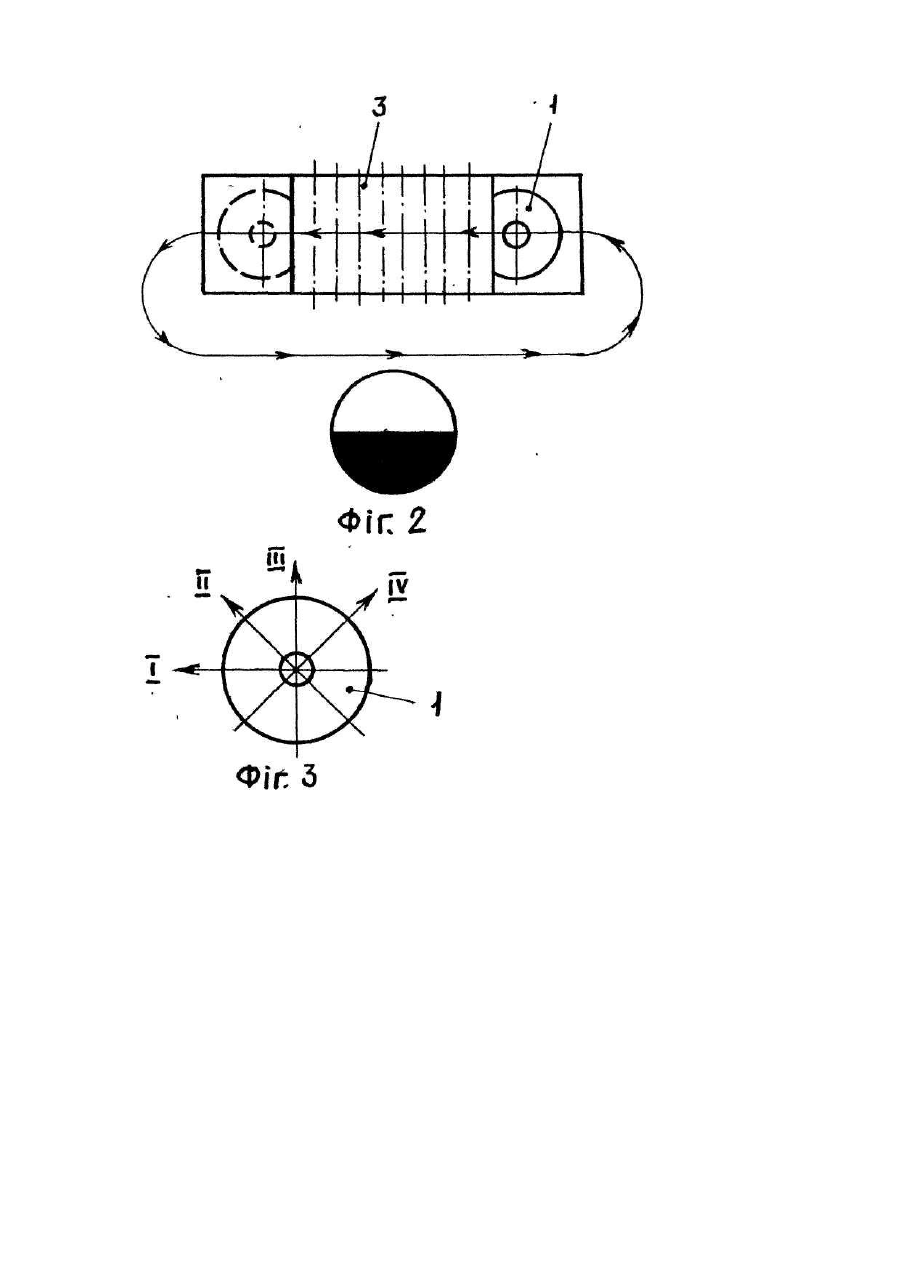
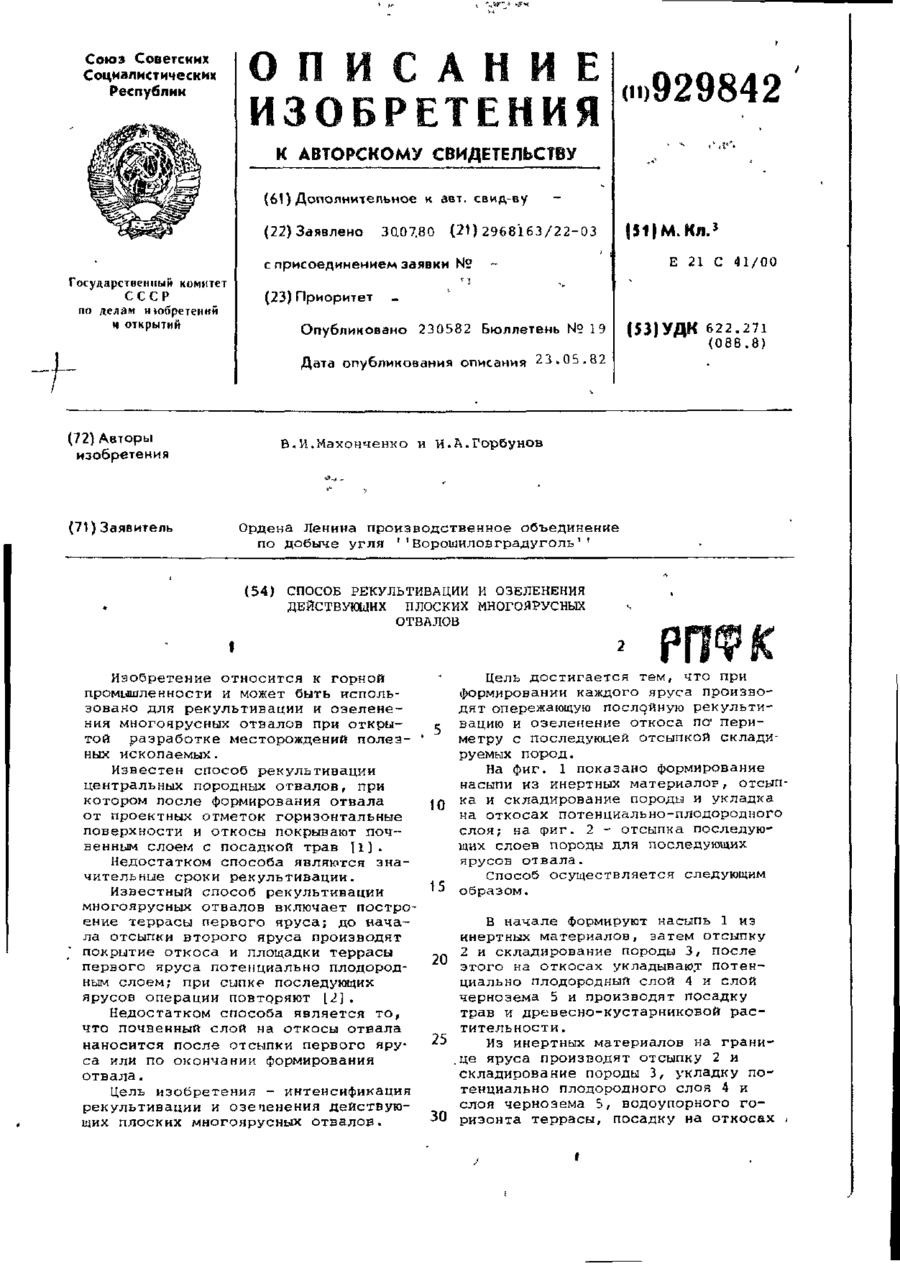
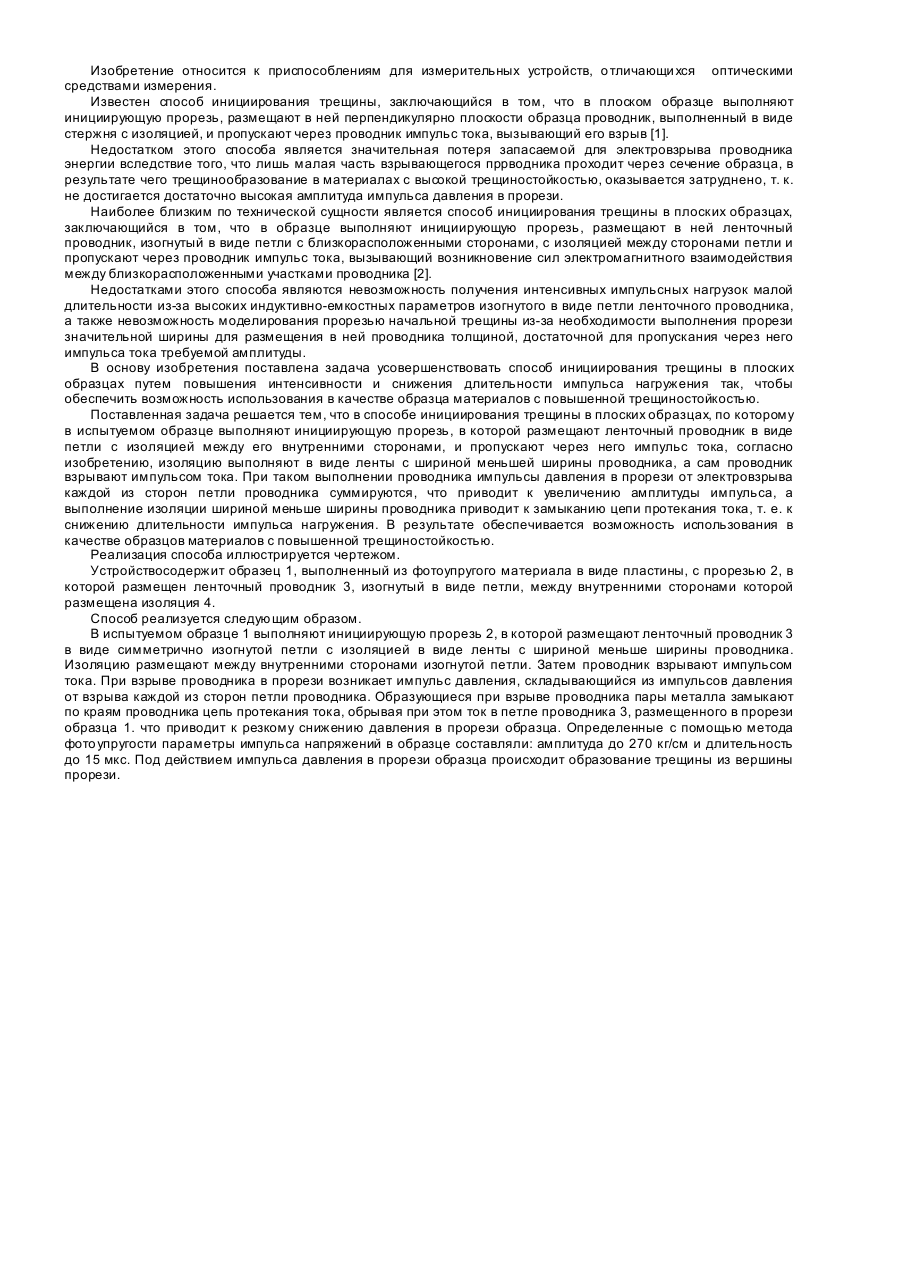
Винахід стосується області обробки металів тиском і може бути використаний у машинобудуванні для правлення плоских деталей із тонколистового пружистого металу. Широко відомі аналогічні способи правлення плоских деталей із тонколистового пластичного металу, наприклад затисканням між двома паралельними плитами [Романовский В.П. Справочник по холодной штамповке. - 6-е изд., перераб. и доп. - Л.: Машиностроение. Ленингр, отд-ние, 1979, 520 с, ил., с. 231]. Дані способи не дозволяють виконувати правлення деталей, що виготовлені із пружистих металів, наприклад із сталі 65Г, так як при зніманні навантаження деталі пружинять і залишаються не плоскими (деформованими). Відомий спосіб правлення плоских деталей із тонколистового металу багатовалковим вальцюванням, що здійснюється на спеціальних правильних машинах [Романовский В.П. Справочник по холодной штамповке. 6-е изд., перераб. и доп. - Л.: Машиностроение. Ленингр. отд-ние, 1979, 520 с, ил., с. 229]. При даному способі деталі деформуються валками у пластичній зоні, тобто за межею пружності, що дозволяє правити деталі із пружистих металів. Однак, внаслідок того, що різні види нерівностей поверхні деталі (хвильоподібність, випуклість, угнутість тощо) розташовані по відношенню до напрямку вальцювання випадково, якість правлення деталей дуже низька (іноді не перевищує 20%). Задачею даного технічного рішення є підвищення якості правлення плоских деталей із тонколистового пружистого металу багатовалковим вальцюванням за рахунок варіювання напрямком вальцювання. Дана задача вирішується у відомому способі правлення плоских деталей із тонколистового пружистого металу багатовалковим вальцюванням за рахунок того, що процес вальцювання повторюють багаторазово із зміною напрямку при кожному разі на гострий кут. Таке технічне рішення забезпечує дискретне (порційне) правлення нерівностей деталі, які у даний момент вигідно розташовані по відношенню до напрямку вальцювання, і дозволяє підвищити якість правлення до 95-100 %. На фіг.1 зображена схема правлення деталі на багатовалковій правильній машини; на фіг.2 - одна із можливих план-схем організації робочого місця вальцювальника та траєкторія переміщення деталі при багаторазовому повторенні вальцювання; на фіг.3 - послідовність чергування напрямків (І-IV) вальцювання деталі. Процес правлення плоскої деталі (фіг.1), наприклад диска 1, діаметром 330 мм, що виготовлений Із сталі 65Г, товщиною 1 мм, здійснюється на багатовалковій правильній машині у холодному стані. Для гарантування якості правлення кількість правильних валків вибирають звичайно більше дев'яти. Диск 1 пропускають крізь вальці 3 (фіг, 2) багаторазово із зміною напрямку при кожному разі на гострий кут a (фіг.3). Кількість разів (n) вальцювання визначається досвідним методом в залежності від геометричних параметрів, матеріалу та видів нерівностей поверхні виправляємої деталі. Для багатьох практичних випадків n = 2-8. Слід відмітити, що чим менше a, тим більше n, і тим вище якість правлення, але і тим менша його продуктивність. Тому, з метою оптимізації продуктивності процесу, доцільно встановлювати a теж досвідним методом. При правлінні пропонуємим способом будь-які види нерівностей поверхні деталі підлягають пластичному деформуванню багаторазово у різних напрямках. Саме ця обставина гарантує якісне правлення. Контроль якості правлення здійснюють за допомогою універсальної плити із підвищеною площинністю, або у спеціальному контрольному пристрої (плити та пристрій не показані). При виявленні незадовільної площинності, вальцювання деталі повторюють. Використання пропонуємого способу правлення плоских деталей із тонколистового пружистого металу, у порівнянні із відомим способом одноразового вальцювання, дозволяє зменшити процент браку у 40-60 разів.
ДивитисяДодаткова інформація
Автори англійськоюBokov Viktor Myhailovych, Pukalov Viktor Panteleiovych
Автори російськоюБоков Виктор Михайлович, Пукалов Виктор Пантелеевич
МПК / Мітки
МПК: B21D 1/00
Мітки: тонколистового, спосіб, металу, плавлення, деталей, плоских, пружинистого
Код посилання
<a href="https://ua.patents.su/2-23468-sposib-plavlennya-ploskikh-detalejj-iz-tonkolistovogo-pruzhinistogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб плавлення плоских деталей із тонколистового пружинистого металу</a>
Спосіб рекультивації та озеленення діючих плоских багатоярусних відвалів
Номер патенту: 47
Опубліковано: 30.04.1993
Автори: Махонченко Валерій Івановіч, Горбунов Іван Аврамович
МПК: E21C 41/32
Мітки: рекультивації, спосіб, діючих, багатоярусних, відвалів, озеленення, плоских
Формула / Реферат:
Формула изобретенияСпособ рекультивации и озеленения действующих плоских многоярусных отвалов, включающий укладку пород в отвал ярусами, построение террас, покрытие почвенным слоем и озеленение, отличающийся тем, что, с целью интенсификации рекультивации и озеленения, при формировании каждого яруса производят опережающую послойную рекультивацию и озеленение откоса по периметру с последующей отсыпкой складируемых пород.
Спосіб ініціювання тріщини в плоских зразках
Номер патенту: 2015
Опубліковано: 20.12.1994
Автори: Костандов Юрій Аршавирович, Рижаков Андрій Миколаєвич
МПК: G01M 3/00, G01B 11/16
Мітки: спосіб, тріщини, ініціювання, плоских, зразках
Формула / Реферат:
Способ инициирования трещины в плоских образцах, по которому в испытуемом образце выполняют инициирующую прорезь, в которой размещают ленточный проводник в виде петли с изоляцией между его внутренними сторонами, и пропускают через него импульс тока, отличающийся тем, что изоляцию выполняют в виде ленты с шириной меньшей ширины проводника, а сам проводник взрывают импульсом тока.
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Тончева Ніна Миколаївна, Черновол Михайло Іванович, Коровайченко Юрій Миколайович
МПК: C21D 8/00
Мітки: сталевих, відновлення, деталей, спосіб
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб відсипання плоских відвалів
Номер патенту: 45
Опубліковано: 30.04.1993
Автор: Махонченко Валерій Івановіч
МПК: E21C 41/26
Мітки: плоских, відвалів, спосіб, відсипання
Формула / Реферат:
Формула изобретенияСпособ отсыпки плоских отвалов, включающий доставку пород автотранспортом к месту складирования, укладку пород слоями с формированием грунтовых призм по внешнему контуру слоев, последующее уплотнение отвальной массы и отвод поверхностных стоков от основания отвала, отличающийся тем, что с целью предотвращения загрязнения прилегающей гидрографической сети и обеспечения безаварийного движения автотранспорта при...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Березовецький Андрій Петрович, Тесленко Анатолій Григорович, Хом'як Йосип Васильович, Пістун Ігор Павлович
МПК: B21D 26/06
Мітки: машин, поверхонь, деталей, металевих, обробки, спосіб
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Попередній патент: Електродвигун
Наступний патент: Спосіб збирання рослинної маси і машина для його здійснення
Випадковий патент: Вловлювач