Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Коровайченко Юрій Миколайович, Тончева Ніна Миколаївна, Черновол Михайло Іванович
Формула / Реферат
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому кількість термоциклів попередньої і кінцевої обробки визначають по формулі
де - кількість термоциклів;
- ударна в'язкість металу деталі у попередньому стані.
Текст
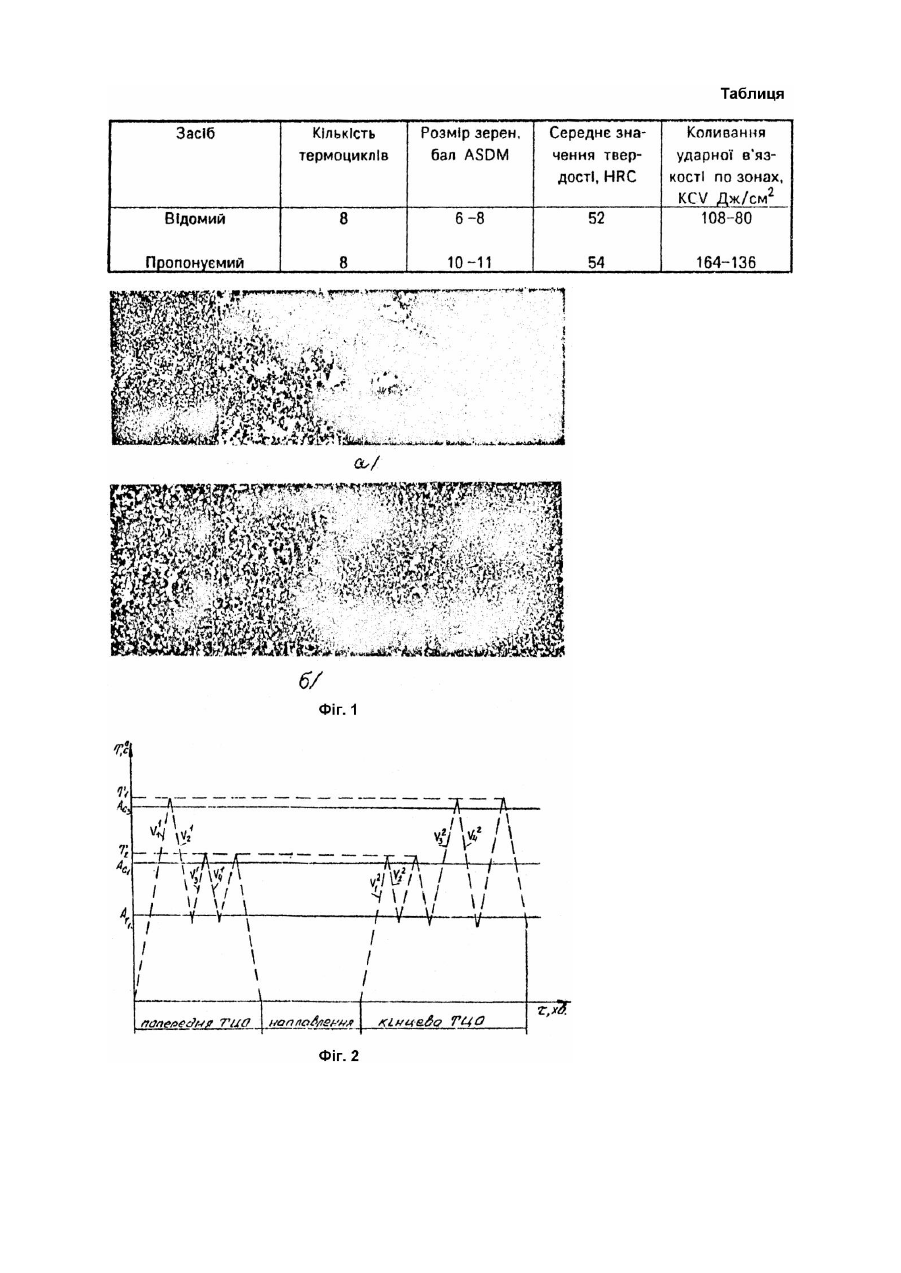
Спосіб відноситься до ремонтного виробництва, а саме до засобів відновлення стальних деталей, наприклад поверхонь валів з допомогою наплавлення. Найбільш близьким за технічним рішенням до засобу, що заявляється є засіб відновлення стальних деталей, за яким перед виконанням наплавлення та після нього виконують 5- та 3кратне термоциклювання в інтервалі температур 750 - 650°C та від 750 - 770°C до 650 - 500°C з кінцевим охолодженням в маслі, а в процесі наплавлення виконують поверхневе пластичне деформування в інтервалі температур 750 - 500°C з ступенем деформації 1 - 2 [1]. Недоліком цього засобу є те, що не усувається структурна та хімічна неоднородність зон термічного впливу, яка має місце після відновлення, що викликає нерівномірність розподілу механічних властивостей та внутрішніх напружень і не виключає утворення тріщин. Усунення цього недоліку за режимами відомого засобу потребує значно більшої кількості термоциклів ніж 5 та 3, як заявлено, що знижує виробничність процесу. Крім того, використання температурного інтервалу від 750 - 770°C до 750 500°C значно звужує діапазон металічних матеріалів, які можуть бути піддані відновленню з причин розташування точок та для багатьох металів за межами заявленого діапазону. Цей винахід вирішує задачу підвищення якості відновлених деталей. Задача, що була поставлена, досягається тим, що перед і після відновлення деталь піддають комбінованій почерговій термоциклічній обробці з зміними параметрами: в інтервалі температур з швидкістю нагрівання та охолодження 50°C/с; в інтервалі температур з швидкістю нагрівання 100°C/с та охолодження 50°C/с, при цьому кількість термоциклів визначають по формулі де - кількість термоциклів; - ударна в'язкість металу деталі у стані, що передує термоциклюванню. На фіг.1 наведена мікроструктура деталі з сталі 45, відновлені наплавленням сталлю 40Х по відомому (а) і пропонуємому засобу (б); на фіг. 2 загальна схема процесу відновлення. Пропонуємий засіб реалізується в три етапи (фіг.2). Перед відновленням з допомогою наплавлення деталь піддають комбінованій термоциклічній обробці з перемінними параметрами: нагрівання до температури з швидкістю 50°C/с; нагрівання до температури з швидкістю 100°C/с та охолодження в обох випадках до температури без витримки з швидкістю 50°C/с. Загальна кількість термоциклів попередньої термоциклічної обробки визначається рохрахунково по показнику ударної в'язкості металу відновляємої деталі перед відновленням. На другому етапі з температури виконується відновлення поверхонь деталі наплавленням і деформуванням по режимах відомого засобу. На третьому етапі виконують комбіновану термоциклічну обробку по режимах попередньої шляхом послідовного середньотемпературного та високотемпературного термоциклювання. Загальна кількість циклів кінцевої термоциклічної обробки визначається розрахунково по показникам ударної в'язкості найбільш важливих зон відновленої деталі. Після останнього циклу деталь охолоджується на повітрі до температури і далі - в маслі. Деталь, що відновляється у вихідному стані має зонально різнородну структур у, як результат виконання штатних термообробок в процесі виробництва (наприклад цементування, загартування та т.ін.). Виконання комбінованої термоциклічної обробки у різних температурних діапазонах і з різними режимними показниками дозволяє підготувати найбільш сприятливі умови для виконання процесу відновлення, а саме створити рівномірну дрібнозернисту структур у, яка перешкоджає значному зростанню розмірів зерен металу і погіршенню його якості в процесі наплавлення. Однак при цьому не виключається утворення зон термічного впливу і нерівномірний розподіл механічних властивостей металу по цих зонах. Виконання, після направлення, комбінованої термоциклічної обробки у різних температурних діапазонах ліквідує структурну та хімічну неоднорідність за рахунок прискорення дифузійних процесів та без дифузійних перетворень структури в процесі термоциклювання. При цьому термоциклювання в температурному діапазоні необхідне для підготовки аустеніту до переходу у тонку мілко дисперсну структуру з проведенням повної фазової перекристалізації у кожному циклі, перерозподілу хімічних елементів та їх відносно рівномірного розташування і отримання, в останьому циклі тонкої мартенситної структури. Термоциклювання в температурному інтервалі забезпечує утворення структури з однаковими розмірами зерен всіх зон термічного впливу (фіг.1) і однорідність механічних властивостей поперерізу деталі. Так виконувалось відновлення опорних шийок напіввісі трактора Т150К з сталі 45 шляхом однопрохідної наплавки дроту НП-40Х під шаром флюсу АН-348. Термоциклічна обробка виконувалась як зональна (місцевим індукційним нагрівом), так і загальна - у печах з наступними режимами відновлення: - високотемпературний діапазон температура нагрівання 880 + (50 - 80°C); швидкість нагрівання та охолодження - 50°C/с; - середньотемпературний діапазон температура нагрівання 750 + (50 - 80°C) з швидкістю 100°C/с; температура охолодження 600°C з швидкістю 50°C/с. Кількість термоциклів попередньої термоциклічної обробки: високотемпературної - 2; середньотемпературної - 2. Кількість термоциклів кінцевої термоциклічної обробки: середньотемпературної - 2; високотемпературної 2. В результаті порівняльних випробувань отримані наступні результати (див. таблицю).
ДивитисяДодаткова інформація
Автори англійськоюKorovaichenko Yurii Mykolaiovych, Chernovol Mykhailo Ivanovych
Автори російськоюКоровайченко Юрий Николаевич, Черновол Михаил Иванович
МПК / Мітки
МПК: C21D 8/00
Мітки: сталевих, деталей, спосіб, відновлення
Код посилання
<a href="https://ua.patents.su/2-20750-sposib-vidnovlennya-stalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення сталевих деталей</a>
Спосіб хіміко-термічної обробки сталевих деталей
Номер патенту: 6655
Опубліковано: 29.12.1994
Автори: Лисенко Олександр Леонідович, Пархоменко Володимир Димитрович, Будюк Едуард Димитрович, Крижановський Михайло Вікторович, Окара Сергій Володимирович
Мітки: хіміко-термічної, сталевих, деталей, спосіб, обробки
Формула / Реферат:
(57) Способ химико-термической обработки стальных деталей, включающий обработку поверхности струей азотосодержащей плазмы со среднемассовой температурой струи 6000-10000К с последующим охлаждением, отличающийся тем, что обработку осуществляют при скорости истечения плазменной струи 500-700 м/с за несколько термических циклов, причем после первого термического цикла проводят закалку поверхностного слоя детали, а последующие циклы осуществляют...
Спосіб низькотемпературного нітроцементування сталевих деталей
Номер патенту: 2256
Опубліковано: 26.12.1994
Автори: Вітчук Рафаїл Якимович, Городецький Данило Борисович, Хайтін Борис Шейликович
МПК: C23C 4/12
Мітки: нітроцементування, низькотемпературного, деталей, спосіб, сталевих
Формула / Реферат:
Способ низкотемпературной нитроцементации стальных деталей, включающий загрузку деталей в контейнер, нагрев, введение насыщающего азотсодержащего органического реагента, выдержку и охлаждение, отличающийся тем, что, с целью улучшения качества покрытия, насыщающий реагент вводят одновременно с загружаемыми деталями, контейнер герметизируют, а в качестве азотсодержащего органического реагента используют полиамиды.
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Бондарюк Микола Миколайович, Малимон Валентина Ігорівна, Жуков Андрій Олександрович, Бондаренко Олександр Вікторович
МПК: C23C 8/08
Мітки: деталей, зміцнення, спосіб, поверхневого, сталевих
Формула / Реферат:
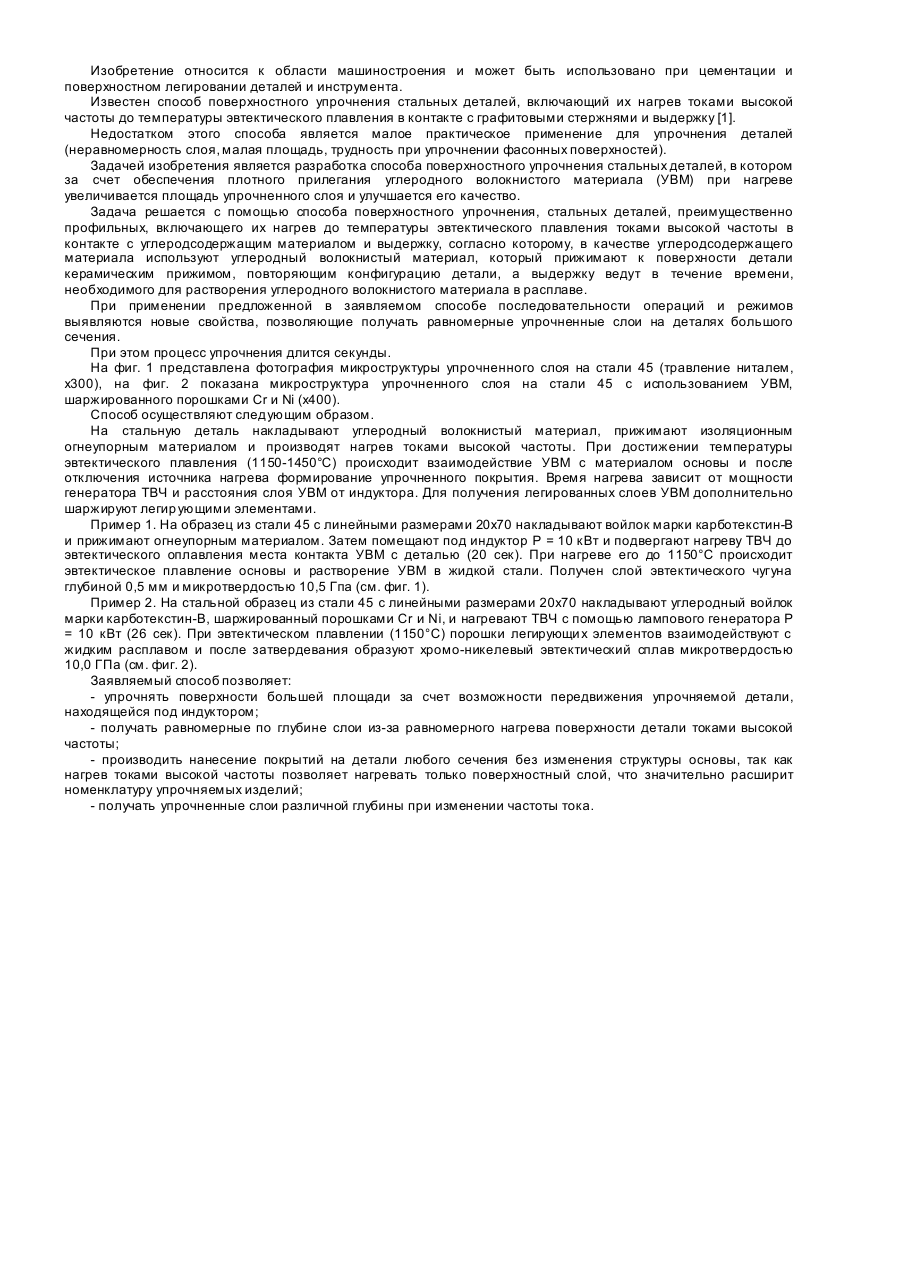
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Спосіб відновлення спрацьованих циліндричних деталей
Номер патенту: 13143
Опубліковано: 28.02.1997
Автори: Орлова Людмила Володимирівна, Тетянич Іван Костянтинович
МПК: B23P 6/00, B23K 11/06
Мітки: спрацьованих, деталей, циліндричних, спосіб, відновлення
Формула / Реферат:
(57) Способ восстановления изношенных цилиндрических деталей, при котором на деталь наматывают металлическую ленту, длина которой соответствует длине окружности детали, и осуществляют контактную приварку ленты к детали по винтовой линии, отличающийся тем, что приваркой ленты ее края и стык соединяют с деталью сплошной шовной сваркой.
Суміш для борування сталевих деталей
Номер патенту: 136
Опубліковано: 30.04.1993
Автори: Борозняк Олена Олеговна, Тракшинський Яків Романович, Борозняк Олександр Іванович, Рапопорт Семен Ілліч
МПК: C23C 8/00
Мітки: деталей, сталевих, суміш, борування
Формула / Реферат:
Формула изобретенияСостав для борирования стальных деталей, содержащий карбид бора, в качестве катализатора фтористый натрий, отличающийся тем, что, с целью интенсификации процесса и улучшения качества поверхности за счет уменьшения приваривания смеси к насыщаемой поверхности, он дополнительно содержит каменноугольную смолу при следующем соотношении компонентов, мас.%: Фтористый натрий 5-10 ...
Попередній патент: Спосіб одержання вуглецево-мінерального сорбенту
Наступний патент: Зубна щітка
Випадковий патент: Спосіб визначення координат центра мас колісного транспортного засобу