Спосіб виготовлення еластичних гумових трубок
Номер патенту: 24235
Опубліковано: 25.06.2007
Автори: Удод Андрій Миколайович, Хорольський Михайло Степанович, Богуцька Євгенія Олександрівна, Семенов Гурій Дмитрович
Формула / Реферат
1. Спосіб виготовлення еластичних гумових трубок шприцюванням заготовок на черв'ячній шприц-машині з подальшою вулканізацією їх у паровому котлі за режимом вулканізації гуми, який відрізняється тим, що невулканізовані заготовки гумових трубок розміщують всередині металевих трубок, кінці яких закріпляють пробками з отворами для проходження пари, а внутрішню поверхню гумових заготовок обпудрюють тальком.
2. Спосіб за п. 1, який відрізняється тим, що як гумові суміші використовують низькомодульні гумові суміші та/або суміші на основі каучуків НК, СКІ, СКД та їх комбінацій.
Текст
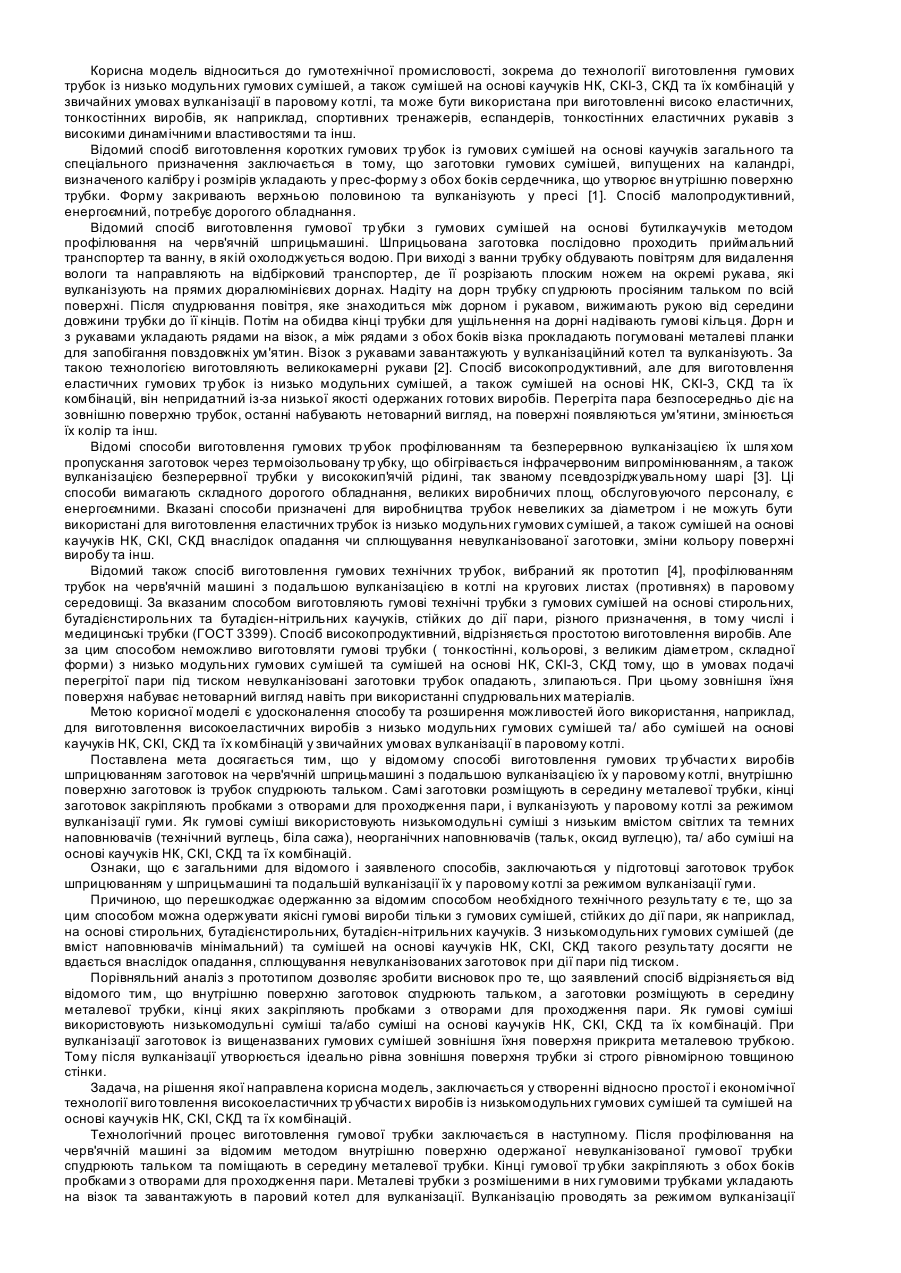
Корисна модель відноситься до гумотехнічної промисловості, зокрема до технології виготовлення гумових трубок із низько модульних гумових сумішей, а також сумішей на основі каучуків НК, СКІ-3, СКД та їх комбінацій у звичайних умовах вулканізації в паровому котлі, та може бути використана при виготовленні високо еластичних, тонкостінних виробів, як наприклад, спортивних тренажерів, еспандерів, тонкостінних еластичних рукавів з високими динамічними властивостями та інш. Відомий спосіб виготовлення коротких гумових тр убок із гумових сумішей на основі каучуків загального та спеціального призначення заключається в тому, що заготовки гумових сумішей, випущених на каландрі, визначеного калібру і розмірів укладають у прес-форму з обох боків сердечника, що утворює вн утрішню поверхню трубки. Форму закривають верхньою половиною та вулканізують у пресі [1]. Спосіб малопродуктивний, енергоємний, потребує дорогого обладнання. Відомий спосіб виготовлення гумової тр убки з гумових сумішей на основі бутилкаучуків методом профілювання на черв'ячній шприцьмашині. Шприцьована заготовка послідовно проходить приймальний транспортер та ванну, в якій охолоджується водою. При виході з ванни трубку обдувають повітрям для видалення вологи та направляють на відбірковий транспортер, де її розрізають плоским ножем на окремі рукава, які вулканізують на прямих дюралюмінієвих дорнах. Надіту на дорн трубку сп удрюють просіяним тальком по всій поверхні. Після спудрювання повітря, яке знаходиться між дорном і рукавом, вижимають рукою від середини довжини трубки до її кінців. Потім на обидва кінці трубки для ущільнення на дорні надівають гумові кільця. Дорн и з рукавами укладають рядами на візок, а між рядами з обох боків візка прокладають погумовані металеві планки для запобігання повздовжніх ум'ятин. Візок з рукавами завантажують у вулканізаційний котел та вулканізують. За такою технологією виготовляють великокамерні рукави [2]. Спосіб високопродуктивний, але для виготовлення еластичних гумових тр убок із низько модульних сумішей, а також сумішей на основі НК, СКІ-3, СКД та їх комбінацій, він непридатний із-за низької якості одержаних готових виробів. Перегріта пара безпосередньо діє на зовнішню поверхню трубок, останні набувають нетоварний вигляд, на поверхні появляються ум'ятини, змінюється їх колір та інш. Відомі способи виготовлення гумових тр убок профілюванням та безперервною вулканізацією їх шля хом пропускання заготовок через термоізольовану тр убку, що обігрівається інфрачервоним випромінюванням, а також вулканізацією безперервної трубки у висококип'ячій рідині, так званому псевдозріджувальному шарі [3]. Ці способи вимагають складного дорогого обладнання, великих виробничих площ, обслуговуючого персоналу, є енергоємними. Вказані способи призначені для виробництва трубок невеликих за діаметром і не можуть бути використані для виготовлення еластичних трубок із низько модульних гумових сумішей, а також сумішей на основі каучуків НК, СКІ, СКД внаслідок опадання чи сплющування невулканізованої заготовки, зміни кольору поверхні виробу та інш. Відомий також спосіб виготовлення гумових технічних тр убок, вибраний як прототип [4], профілюванням трубок на черв'ячній машині з подальшою вулканізацією в котлі на кругових листах (противнях) в паровому середовищі. За вказаним способом виготовляють гумові технічні трубки з гумових сумішей на основі стирольних, бутадієнстирольних та бутадієн-нітрильних каучуків, стійких до дії пари, різного призначення, в тому числі і медицинські трубки (ГОСТ 3399). Спосіб високопродуктивний, відрізняється простотою виготовлення виробів. Але за цим способом неможливо виготовляти гумові трубки ( тонкостінні, кольорові, з великим діаметром, складної форми) з низько модульних гумових сумішей та сумішей на основі НК, СКІ-3, СКД тому, що в умовах подачі перегрітої пари під тиском невулканізовані заготовки трубок опадають, злипаються. При цьому зовнішня їхня поверхня набуває нетоварний вигляд навіть при використанні спудрювальних матеріалів. Метою корисної моделі є удосконалення способу та розширення можливостей його використання, наприклад, для виготовлення високоеластичних виробів з низько модульних гумових сумішей та/ або сумішей на основі каучуків НК, СКІ, СКД та їх комбінацій у звичайних умовах вулканізації в паровому котлі. Поставлена мета досягається тим, що у відомому способі виготовлення гумових тр убчасти х виробів шприцюванням заготовок на черв'ячній шприцьмашині з подальшою вулканізацією їх у паровому котлі, внутрішню поверхню заготовок із трубок спудрюють тальком. Самі заготовки розміщують в середину металевої трубки, кінці заготовок закріпляють пробками з отворами для проходження пари, і вулканізують у паровому котлі за режимом вулканізації гуми. Як гумові суміші використовують низькомодульні суміші з низьким вмістом світлих та темних наповнювачів (технічний вуглець, біла сажа), неорганічних наповнювачів (тальк, оксид вуглецю), та/ або суміші на основі каучуків НК, СКІ, СКД та їх комбінацій. Ознаки, що є загальними для відомого і заявленого способів, заключаються у підготовці заготовок трубок шприцюванням у шприцьмашині та подальшій вулканізації їх у паровому котлі за режимом вулканізації гуми. Причиною, що перешкоджає одержанню за відомим способом необхідного технічного результату є те, що за цим способом можна одержувати якісні гумові вироби тільки з гумових сумішей, стійких до дії пари, як наприклад, на основі стирольних, бутадієнстирольних, бутадієн-нітрильних каучуків. З низькомодульних гумових сумішей (де вміст наповнювачів мінімальний) та сумішей на основі каучуків НК, СКІ, СКД такого результату досягти не вдається внаслідок опадання, сплющування невулканізованих заготовок при дії пари під тиском. Порівняльний аналіз з прототипом дозволяє зробити висновок про те, що заявлений спосіб відрізняється від відомого тим, що внутрішню поверхню заготовок спудрюють тальком, а заготовки розміщують в середину металевої трубки, кінці яких закріпляють пробками з отворами для проходження пари. Як гумові суміші використовують низькомодульні суміші та/або суміші на основі каучуків НК, СКІ, СКД та їх комбінацій. При вулканізації заготовок із вищеназваних гумових сумішей зовнішня їхня поверхня прикрита металевою трубкою. Тому після вулканізації утворюється ідеально рівна зовнішня поверхня трубки зі строго рівномірною товщиною стінки. Задача, на рішення якої направлена корисна модель, заключається у створенні відносно простої і економічної технології виго товлення високоеластичних тр убчасти х виробів із низькомодульних гумових сумішей та сумішей на основі каучуків НК, СКІ, СКД та їх комбінацій. Технологічний процес виготовлення гумової трубки заключається в наступному. Після профілювання на черв'ячній машині за відомим методом внутрішню поверхню одержаної невулканізованої гумової трубки спудрюють тальком та поміщають в середину металевої трубки. Кінці гумової тр убки закріпляють з обох боків пробками з отворами для проходження пари. Металеві трубки з розмішеними в них гумовими трубками укладають на візок та завантажують в паровий котел для вулканізації. Вулканізацію проводять за режимом вулканізації гумової суміші, з якої виготовлена гумова заготовка. Після вулканізації гумові тр убки виймають з металевих трубок. За заявленим способом та відомим з прототипу було виготовлено гумові тр убки різного діаметру з низькомодульних гумових сумішей, та сумішей на основі каучуків НК, СКІ, СКД, НК+СКД, СКІ+СКД. Характеристики якості гумових трубок в залежності від способу їх виготовлення представлені в таблиці. Як видно із даних таблиці усі гумові тр убки, виготовлені за заявленим способом, якісні, мають товарний вигляд, зовнішня поверхня трубок гладка, не пошкоджена. Гумові трубки із сумішей на основі тих же самих каучуків за відомим способом виготовити не вдалося. Під час подання пари в котел заготовки трубок опадали, сплющувалися, змінювався колір гуми, зовнішня поверхня трубок мала нетоварний вигляд. Таким чином, запропонований спосіб виготовлення гумових тр убок з низькомодульних гумових сумішей на основі каучуків загального призначення, та/або на основі каучуків НК, СКІ, СКД, має значні переваги перед відомими способами. Створена відносно проста, економічна технологія виготовлення гумових тр убок високої якості. За цим способом стало можливим одержувати високоеластичні, високоміцні силові, тонкостінні великого діаметру, кольорові трубки, а також трубки і патрубки складної форми. Спосіб універсальний, за цією технологією можна виготовляти гумові тр убки з будь-яких гумових сумішей. Таблиця Характеристика якості гумових тр убок в залежності від способу їх виго товлення Тип гумових сумішей 1. Низькомодульні гумові суміші на основі каучуків загального призначення 2. Гумова суміш на основі каучуку НК (наповнювач вуглець) 3. Гумова суміш на основі каучуку НК (наповнювач - біла сажа) o Режим вулканізації в паровому котлі: 151 C х 30хв. Заявлений спосіб виготовлення Відомий з прототипу спосіб гумових тр убок виготовлення гумових трубок Трубка високоеластична, якісна, Заготовки трубок опадали під час без пошкоджень (будь-якого подачі пари, зовнішня поверхня діаметру) пошкоджена Високоеластична трубка, якісна, Заготовки трубок сплющувались під без пошкоджень (8x2)мм час подачі пари, змінювався колір Те ж (8x2)мм 4. Гумова суміш на основі СКД Те ж (8x3)мм 5. Гумова суміш на основі СКІ Те ж (10x2)мм 6. Гумова суміш на основі НК+СКД (70+30)мас ч. Те ж (30x4)мм 7. Гумова суміш на основі каучуків СКІ-3+СКД (75+25) мас.ч Високоеластична тонкостінна трубка (10x1,5)мм, якісна, без пошкоджень Заготовки трубок опадали під час подачі пари, колір змінювався з білого на сірувато - брудний Зовнішня поверхня пошкоджена, нетоварний вигляд Заготовки трубок опадають, поверхня занадто пошкоджена, трубку виготовити неможливо Зовнішня поверхня трубок мала нетоварний вигляд Заготовки трубок опадали, сплющувалися під час подачі пари, трубку виготови ти неможливо Джерела інформації 1. В.Н. Иванова, Л.А. Алешунина. Технология резиновых технических изделий. //« Химия». Л. 1975, 308 с. 2. В.В. Рагулин. Производство пневматических шин.// « Химия». М. 1965. С.443-445. 3. В.А. Лепетов. Резиновые технические изделия.// «Химия». М. - Л. 1976. 132 с. 4. ГОСТ 5496-78. Трубки резиновые технические. Технические условия.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing the elastic rubber tubes
Автори англійськоюKhorolskyi Mykhailo Stepanovych
Назва патенту російськоюСпособ изготовления эластичных резиновых трубок
Автори російськоюХорольский Михаил Степанович
МПК / Мітки
МПК: B29C 45/14, B29C 35/00
Мітки: еластичних, гумових, спосіб, трубок, виготовлення
Код посилання
<a href="https://ua.patents.su/2-24235-sposib-vigotovlennya-elastichnikh-gumovikh-trubok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення еластичних гумових трубок</a>
Спосіб виготовлення килимків гумових комбінованих
Номер патенту: 54004
Опубліковано: 17.02.2003
Автори: Савельєва Ніна Василівна, Дребезова Людмила Петрівна, Бойко Тетяна Анатоліївна, Пасько Ніна Іванівна
МПК: B29C 43/02
Мітки: килимків, спосіб, гумових, комбінованих, виготовлення
Формула / Реферат:
Спосіб виготовлення килимків гумових комбінованих, який включає виготовлення гумової суміші, нарізання заготовок з гумової суміші і нетканого покриття, вулканізацію гумової заготовки і з'єднання її з нетканим покриттям одночасно у пресформі, який відрізняється тим, що вулканізацію гумової заготовки і з'єднання її з нетканим покриттям проводять у пресформі, висота якої на 2 мм нижча від висоти ниток ворсу нетканого покриття.
Спосіб виготовлення килимків гумових комбінованих
Номер патенту: 41772
Опубліковано: 17.09.2001
Автори: Пасько Ніна Іванівна, Містюк Володимир Фокійович, Галка Вадим Михайлович, Сердюченко Людмила Володимирівна, Піднебесний Андрій Петрович, Дребезова Людмила Петрівна, Савельєва Ніна Василівна
МПК: B29C 43/02
Мітки: спосіб, виготовлення, килимків, гумових, комбінованих
Формула / Реферат:
1. Спосіб виготовлення килимків гумових комбінованих, який включає виготовлення гумової суміші, нарізання заготовок з гумової суміші і нетканого матеріалу, вулканізацію гумової заготовки і з‘єднання її з нетканим матеріалом, який відрізняється тим, що вулканізацію гумової заготовки і з'єднання її з нетканим матеріалом проводять одночасно у прес-формі.2. Спосіб по п.1, який відрізняється тим, що вулканізацію і з'єднання гумової...
Спосіб виготовлення кремнійорганічних гумових сумішей
Номер патенту: 30337
Опубліковано: 15.11.2000
Автори: Піднебесний Андрій Петрович, Чохленко Анатолій Ананійович, Дмитренко Ірина Олександрівна, Зубарєв Василь Якович, Колесник Юрій Романович, Сузанський Віктор Григорович
МПК: B29B 7/00
Мітки: спосіб, гумових, виготовлення, кремнійорганічних, сумішей
Формула / Реферат:
1. Спосіб виготовлення кремнійорганічних гумових сумішей, який включає змішування інгредієнтів гумової суміші у гумозмішувачі або на вальцях, який відрізняється тим, що змішування інгредієнтів гумової суміші проводять у 2 стадії: 1 стадія - без вулканізуючого агента, 2 стадія - з вулканізуючим агентом; при цьому на першій стадії інгредієнти гумової суміші прогрівають в процесі змішування або після нього протягом не менш ніж 20 хвилин при...
Спосіб виготовлення неформових тонкостінних гумових виробів
Номер патенту: 38004
Опубліковано: 15.05.2001
Автори: Тимошенко Валентина Борисівна, Савельєва Ніна Василівна, Владимирська Ольга Володимирівна, Піднебесний Андрій Петрович, Ланіна Тетяна Федорівна
МПК: B29C 49/04
Мітки: спосіб, виробів, виготовлення, тонкостінних, неформових, гумових
Формула / Реферат:
Спосіб виготовлення неформових тонкостінних гумових виробів, який включав розігрів гумової суміші, її подачу у черв’ячний прес, шприцювання та вулканізацію, який відрізняється тим, що перед вулканізацією один кінець профілю закривають пробкою або зліплюють гумовою сумішшю, а через другий подають стиснене повітря тиском ≤ 0,01 МПа.
Прискорювач вулканізації гумових сумішей
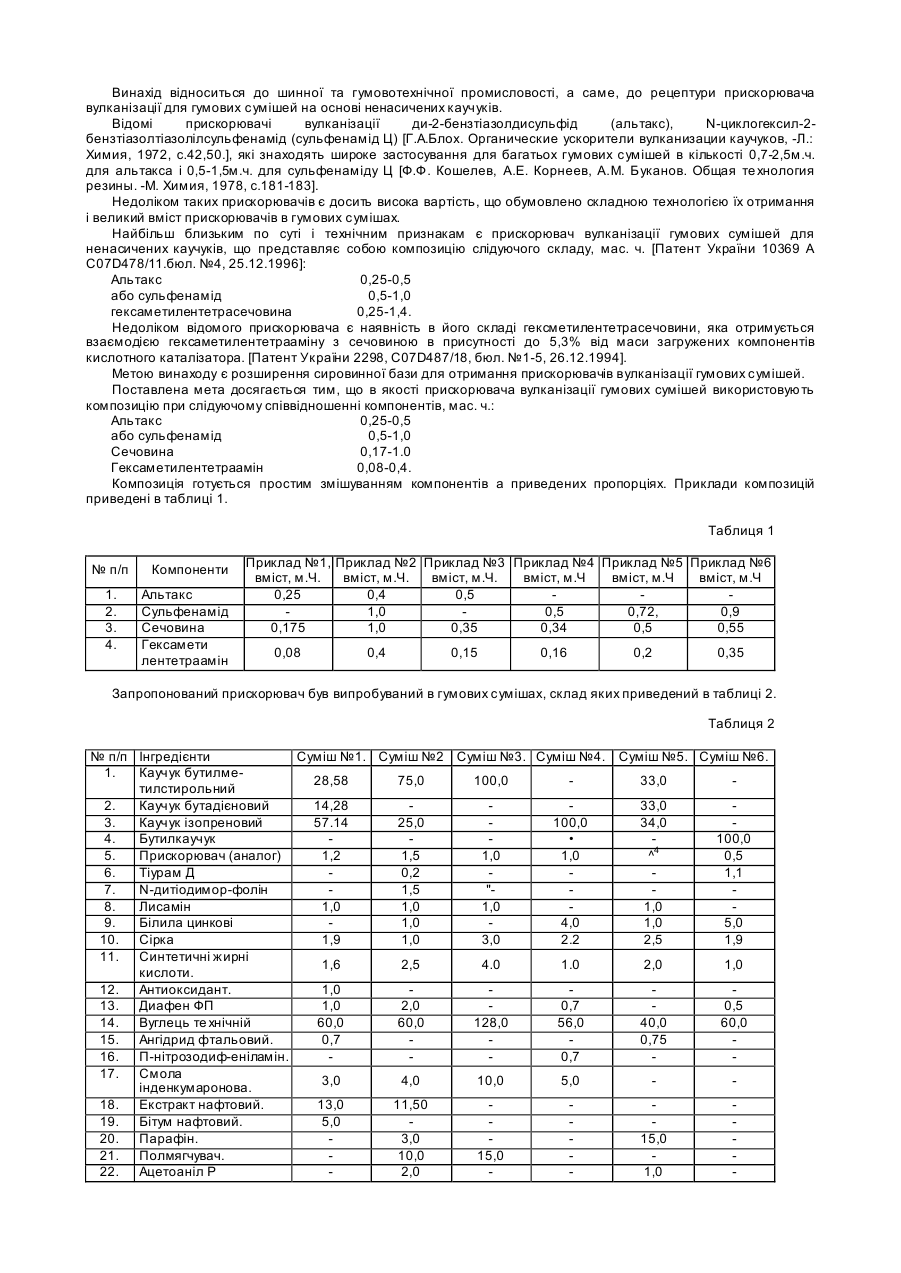
Номер патенту: 63197
Опубліковано: 15.01.2004
Автори: Маслош Ольга Володимирівна, Маслош Дмитро Володимирович
МПК: C08L 9/00, C07D 487/18
Мітки: гумових, вулканізації, прискорювач, сумішей
Формула / Реферат:
Прискорювач вулканізації гумових сумішей на основі альтаксу або/і сульфенаміду, який відрізняється тим, що додатково містить сечовину і гексаметилентетраамін при наступному співвідношенні компонентів, мас.ч.: альтакс 0,25-0,5 або/і сульфенамід 0,5-1,0 сечовина 0,17-1,0 гексаметилентетраамін 0,08-0,4.
Попередній патент: Механізм зміни крутного моменту коробки передач мотоцикла
Наступний патент: Коноплевмісна пряжа
Випадковий патент: Ливникова система для подвійної обробки рідкого металу в ливарній формі