Пристрій для деформаційного зміцнення зварних з’єднань
Номер патенту: 30992
Опубліковано: 25.03.2008
Автори: Серенко Олександр Микитович, Кирильченко Петро Миколайович, Коломійцев Євген Володимирович
Формула / Реферат
1. Пристрій для деформаційного зміцнення зварних з'єднань, що містить корпус із втулкою, усередині якої з можливістю поздовжнього переміщення розміщені бойок і стрижні, який відрізняється тим, що усередині втулки між бойком і стрижнями розташовані кульки.
2. Пристрій для деформаційного зміцнення зварних з'єднань за п. 1, який відрізняється тим, що внутрішня поверхня втулки з одного боку виконана циліндричною, а з іншого шестигранною.
3. Пристрій для деформаційного зміцнення зварних з'єднань за пп. 1 і 2, який відрізняється тим, що у втулці з боку внутрішньої циліндричної поверхні розташований бойок, а з боку внутрішньої шестигранної поверхні розташовані стрижні.
4. Пристрій для деформаційного зміцнення зварних з'єднань за пп. 1, 2 і 3, який відрізняється тим, що співвідношення діаметра кожної кульки і діаметра кожного стрижня повинне відповідати наступному інтервалу:
![]() ,
,
де ![]() - діаметр кульки;
- діаметр кульки;
![]() - діаметр стрижня.
- діаметр стрижня.
5. Пристрій для деформаційного зміцнення зварних з'єднань за пп. 1, 2, 3 і 4, який відрізняється тим, що відстань між стрижнями й бойком повинна перебувати в інтервалі від ![]() до
до ![]() .
.
Текст
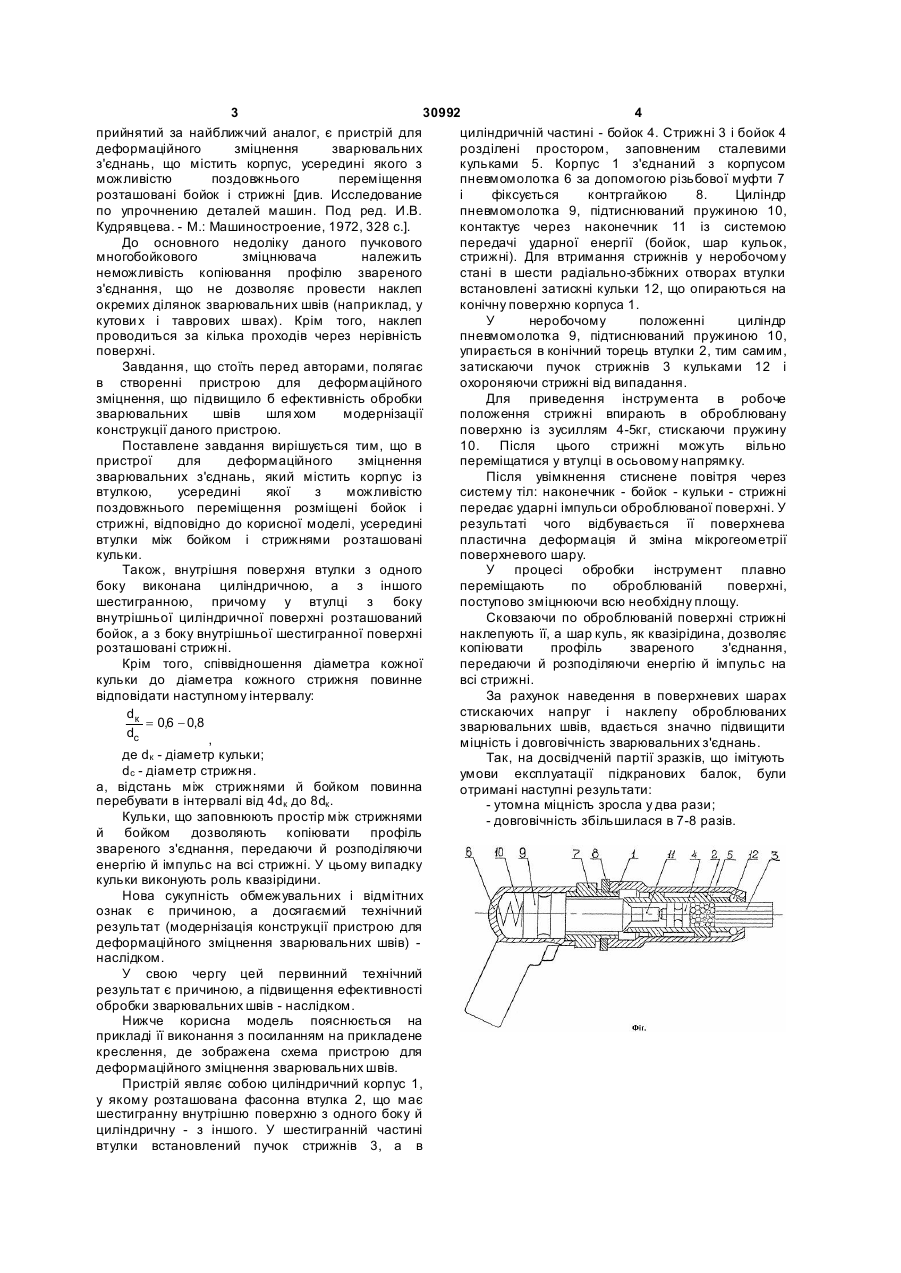
1. Пристрій для деформаційного зміцнення зварних з'єднань, що містить корпус із втулкою, усередині якої з можливістю поздовжнього переміщення розміщені бойок і стрижні, який відрізняє ться тим, що усередині втулки між бойком і стрижнями розташовані кульки. 2. Пристрій для деформаційного зміцнення зварних з'єднань за п. 1, який відрізняється тим, що вн утрішня поверхня втулки з одного боку виконана циліндричною, а з іншого шестигранною. 3. Пристрій для деформаційного зміцнення зварних з'єднань за пп. 1 і 2, який відрізняється тим, що у втулці з боку вн утрішньої циліндричної поверхні розташований бойок, а з боку внутрішньої шестигранної поверхні розташовані стрижні. 4. Пристрій для деформаційного зміцнення зварних з'єднань за пп. 1, 2 і 3, який відрізняє ться тим, що співвідношення діаметра кожної кульки і діаметра кожного стрижня повинне відповідати наступному інтервалу: Корисна модель може застосовуватися в різних галузях народного господарства (машинобудування, суднобудування), а саме - у зварювальному виробництві для зміцнення зварювальних швів шля хом наклепки. Дуже часто зварені шви вимагають підвищення опору руйн уванню при дії змінних експлуатаційних навантажень, тому й застосовуються дані пристрої. Відомі різні конструкції пристроїв і методи поверхневої обробки деталей і зварювальних конструкцій. Це можуть бути дробостр уминний наклеп, обкатування роликами, ультразвукове зміцнення й багато чого іншого. Наприклад, відома ультразвукова головка для деформаційного зміцнення [див. авт. свід. СРСР №472782, опубл. 05.06.1975 р.]. Недоліками даного пристрою є складність виготовлення й більші витрати на його виготовлення. Відомі також однобойкові пневматичні інструменти. Однак при їхньому використанні спостерігається дуже низька продуктивність. Тому найбільш ефективними будуть багатобойкові пристрої. Відомий інструмент для поверхневого зміцнення деталей, що містить пневматичний молоток і ударник, виконаний у вигляді пучка пружних дротів [див. авт. свид. СРСР №183790, опубл. 09.07.1966 р.]. Відомий також інструмент для поверхневого зміцнення деталей, що містить пневматичний молоток і ударник, виконаний у вигляді пучка пружних дротів, а на державку насаджена втулка з матеріалу більш твердого, чим матеріал державки [див. авт. свід. СРСР №252376, опубл. 22.09.1969 р.]. Наведені вище інструменти не дозволяють якісно обробити поверхню зварювальних швів через їхні нерівності. Найбільш близьким по технічній сутності, і dк = 0,6 - 0,8 , dc де d к - діаметр кульки; d c - діаметр стрижня. бойком повинна перебувати в інтервалі від (19) UA (11) 30992 (13) до 4dк 8d к . U 5. Пристрій для деформаційного зміцнення зварних з'єднань за пп. 1, 2, 3 і 4, який відрізняє ться тим, що відстань між стрижнями й 3 30992 4 прийнятий за найближчий аналог, є пристрій для циліндричній частині - бойок 4. Стрижні 3 і бойок 4 деформаційного зміцнення зварювальних розділені простором, заповненим сталевими з'єднань, що містить корпус, усередині якого з кульками 5. Корпус 1 з'єднаний з корпусом можливістю поздовжнього переміщення пневмомолотка 6 за допомогою різьбової муфти 7 розташовані бойок і стрижні [див. Исследование і фіксується контргайкою 8. Циліндр по упрочнению деталей машин. Под ред. И.В. пневмомолотка 9, підтиснюваний пружиною 10, Кудрявцева. - М.: Машиностроение, 1972, 328 с.]. контактує через наконечник 11 із системою До основного недоліку даного пучкового передачі ударної енергії (бойок, шар кульок, многобойкового зміцнювача належить стрижні). Для втримання стрижнів у неробочому неможливість копіювання профілю звареного стані в шести радіально-збіжних отворах втулки з'єднання, що не дозволяє провести наклеп встановлені затискні кульки 12, що опираються на окремих ділянок зварювальних швів (наприклад, у конічну поверхню корпуса 1. кутови х і таврових швах). Крім того, наклеп У неробочому положенні циліндр проводиться за кілька проходів через нерівність пневмомолотка 9, підтиснюваний пружиною 10, поверхні. упирається в конічний торець втулки 2, тим самим, Завдання, що стоїть перед авторами, полягає затискаючи пучок стрижнів 3 кульками 12 і в створенні пристрою для деформаційного охороняючи стрижні від випадання. зміцнення, що підвищило б ефективність обробки Для приведення інструмента в робоче зварювальних швів шля хом модернізації положення стрижні впирають в оброблювану конструкції даного пристрою. поверхню із зусиллям 4-5кг, стискаючи пружину Поставлене завдання вирішується тим, що в 10. Після цього стрижні можуть вільно пристрої для деформаційного зміцнення переміщатися у втулці в осьовому напрямку. зварювальних з'єднань, який містить корпус із Після увімкнення стиснене повітря через втулкою, усередині якої з можливістю систему тіл: наконечник - бойок - кульки - стрижні поздовжнього переміщення розміщені бойок і передає ударні імпульси оброблюваної поверхні. У стрижні, відповідно до корисної моделі, усередині результаті чого відбувається її поверхнева втулки між бойком і стрижнями розташовані пластична деформація й зміна мікрогеометрії кульки. поверхневого шару. Також, внутрішня поверхня втулки з одного У процесі обробки інструмент плавно боку виконана циліндричною, а з іншого переміщають по оброблюваній поверхні, шестигранною, причому у втулці з боку поступово зміцнюючи всю необхідну площу. внутрішньої циліндричної поверхні розташований Сковзаючи по оброблюваній поверхні стрижні бойок, а з боку внутрішньої шестигранної поверхні наклепують її, а шар куль, як квазірідина, дозволяє розташовані стрижні. копіювати профіль звареного з'єднання, Крім того, співвідношення діаметра кожної передаючи й розподіляючи енергію й імпульс на кульки до діаметра кожного стрижня повинне всі стрижні. відповідати наступному інтервалу: За рахунок наведення в поверхневих шарах стискаючих напруг і наклепу оброблюваних dк = 0,6 - 0,8 зварювальних швів, вдається значно підвищити dc , міцність і довговічність зварювальних з'єднань. де dк - діаметр кульки; Так, на досвідченій партії зразків, що імітують dc - діаметр стрижня. умови експлуатації підкранових балок, були а, відстань між стрижнями й бойком повинна отримані наступні результати: перебувати в інтервалі від 4dк до 8dк . - утомна міцність зросла у два рази; Кульки, що заповнюють простір між стрижнями - довговічність збільшилася в 7-8 разів. й бойком дозволяють копіювати профіль звареного з'єднання, передаючи й розподіляючи енергію й імпульс на всі стрижні. У цьому випадку кульки виконують роль квазірідини. Нова сукупність обмежувальних і відмітних ознак є причиною, а досягаємий технічний результат (модернізація конструкції пристрою для деформаційного зміцнення зварювальних швів) наслідком. У свою чергу цей первинний технічний результат є причиною, а підвищення ефективності обробки зварювальних швів - наслідком. Нижче корисна модель пояснюється на прикладі її виконання з посиланням на прикладене креслення, де зображена схема пристрою для деформаційного зміцнення зварювальних швів. Пристрій являє собою циліндричний корпус 1, у якому розташована фасонна втулка 2, що має шестигранну внутрішню поверхню з одного боку й циліндричну - з іншого. У шестигранній частині втулки встановлений пучок стрижнів 3, а в
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for deformation strengthening of welded joints
Автори англійськоюKolomiitsev Yevhen Volodymyrovych, Serenko Oleksandr Mykytovych, Kyrylchenko Petro Mykolaiovych
Назва патенту російськоюУстройство для деформационного укрепления сварных соединений
Автори російськоюКоломийцев Евгений Владимирович, Серенко Александр Никитович, Кирильченко Петр Николаевич
МПК / Мітки
МПК: C21D 7/00
Мітки: зварних, пристрій, деформаційного, з'єднань, зміцнення
Код посилання
<a href="https://ua.patents.su/2-30992-pristrijj-dlya-deformacijjnogo-zmicnennya-zvarnikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Пристрій для деформаційного зміцнення зварних з’єднань</a>
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 68264
Опубліковано: 15.02.2007
Автори: Мовчанюк Андрій Валерійович, Луговський Олександр Федорович, Прокопенко Георгій Іванович, Кудрявцев Юрій Філіпович, Чорний Валерій Іванович, Клейман Якоб Ісакович
МПК: B06B 1/06, B24B 39/00
Мітки: деформаційного, ультразвуковий, металів, інструмент, релаксаційної, обробки, зміцнення
Формула / Реферат:
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки, що містить корпус із захисним чохлом і кришкою, в якому встановлений ультразвуковий перетворювач, з'єднаний із трансформатором коливальної швидкості, що оснащений віброізоляційним ущільненням і має співвісну їм пневмокамеру, а також державку з ударними елементами, при цьому ультразвуковий перетворювач змонтований з можливістю осьового зворотно-поступального руху і...
Ультразвукова головка для деформаційного зміцнення металевих поверхонь
Номер патенту: 13936
Опубліковано: 25.04.1997
Автори: Козлов Олександр Вікторович, Прокопенко Георгій Іванович
МПК: B24B 39/00
Мітки: зміцнення, поверхонь, ультразвукова, металевих, головка, деформаційного
Формула / Реферат:
Ультразвуковая головка для деформационного упрочнения металлических поверхностей, содержащая последовательно соединенные преобразователь, трансформатор колебательной скорости и державку в форме направляющего стакана с отверстиями на выходном торце, в которых расположены инструменты, имеющие форму ступенчатых стержней, отличающаяся тем, что державка выполнена с возможностью свободного вращения вокруг оси трансформатора колебательной...
Спосіб зміцнення зварного шва металевих труб

Номер патенту: 17784
Опубліковано: 20.05.1997
Автори: Березовецький Андрій Петрович, Пістун Ігор Павлович, Хом'як Йосип Васильович, Тесленко Анатолій Григорович
МПК: B21D 26/08
Мітки: спосіб, зварного, труб, зміцнення, шва, металевих
Формула / Реферат:
1. Спосіб зміцнення зварного шва металічних труб енергією ударної хвилі, яка створюється при вибуху заряду, розташованого на оброблювальній поверхні, який відрізняється тим, що, з метою зняття розтягуючих І створення стискаючих напружень в навколишній зоні, між зарядом вибухової речовини І зварним швом розміщують проміжний шар інертного матеріалу з акустичною жорсткістю меншою, ніж у металу труби.2. Спосіб по п. 1, який відрізняється...
Тканина, погумована силоксаном, для улаштування лотка деформаційного шва

Номер патенту: 7592
Опубліковано: 15.06.2005
Автори: Колесник Юрій Романович, Семененко В'ячеслав Сергійович, Шкуратовський Анатолій Олександрович, Сиченко Віктор Григорович, Гриньов Ігор Вікторович, Мартиненко Леонід Сергійович, Коваль Петро Миколайович, Зема Віктор Євгенович
МПК: E01D 19/00
Мітки: льотка, погумована, тканина, деформаційного, шва, силоксаном, улаштування
Формула / Реферат:
Тканина, погумована силоксаном, для улаштування лотка деформаційного шва, що містить компенсатор, яка відрізняється тим, що як компенсатор використовують напівлляну погумовану силоксановою композицією "Сілон" тканину з наступною витратою матеріалів: напівлляна тканина 450 - 570 г/м2 полімерна композиція "Сілон" 1,3 кг, при цьому полімерна...
Ультразвуковий пристрій для зміцнення та наноструктуризації поверхні металів
Номер патенту: 9175
Опубліковано: 15.09.2005
Автори: Чорний Валерій Іванович, Кузьміч Григорій Іванович, Прокопенко Георгій Іванович, Мордюк Богдан Миколайович, Васильєв Михайло Олексійович, Луговський Олександр Федорович
МПК: B24B 1/04, B24B 39/00
Мітки: поверхні, зміцнення, металів, ультразвуковий, пристрій, наноструктуризації
Формула / Реферат:
Ультразвуковий пристрій для зміцнення та наноструктуризації поверхні металів, що містить послідовно з'єднані ультразвуковий генератор, п'єзокерамічний перетворювач, трансформатор коливальної швидкості (ТКШ) і головку в формі стакана з отворами в донній частині, в яких розташовані стрижневі ударні інструменти з конічними потовщеннями на верхніх кінцях, яка виконана з можливістю вільного обертання навколо осі ТКШ, який відрізняється тим, що...