Електронно-механічна система активного контролю і керування врізним шліфуванням
Номер патенту: 3918
Опубліковано: 15.12.2004
Автори: Красовський Володимир Всеволодович, Кайдик Олег Леонтійович, Марчук Віктор Іванович
Формула / Реферат
Електронно-механічна система активного контролю і керування врізним шліфуванням, що містить встановлені у технологічній послідовності оправку-тримач, давач мікропереміщень, механічний компенсатор, шліфувальний круг, бабку шліфувального круга, шпиндель деталі, яка відрізняється тим, що вона сформована за допомогою давача мікропереміщень та відліково-керуючого пристрою.
Текст
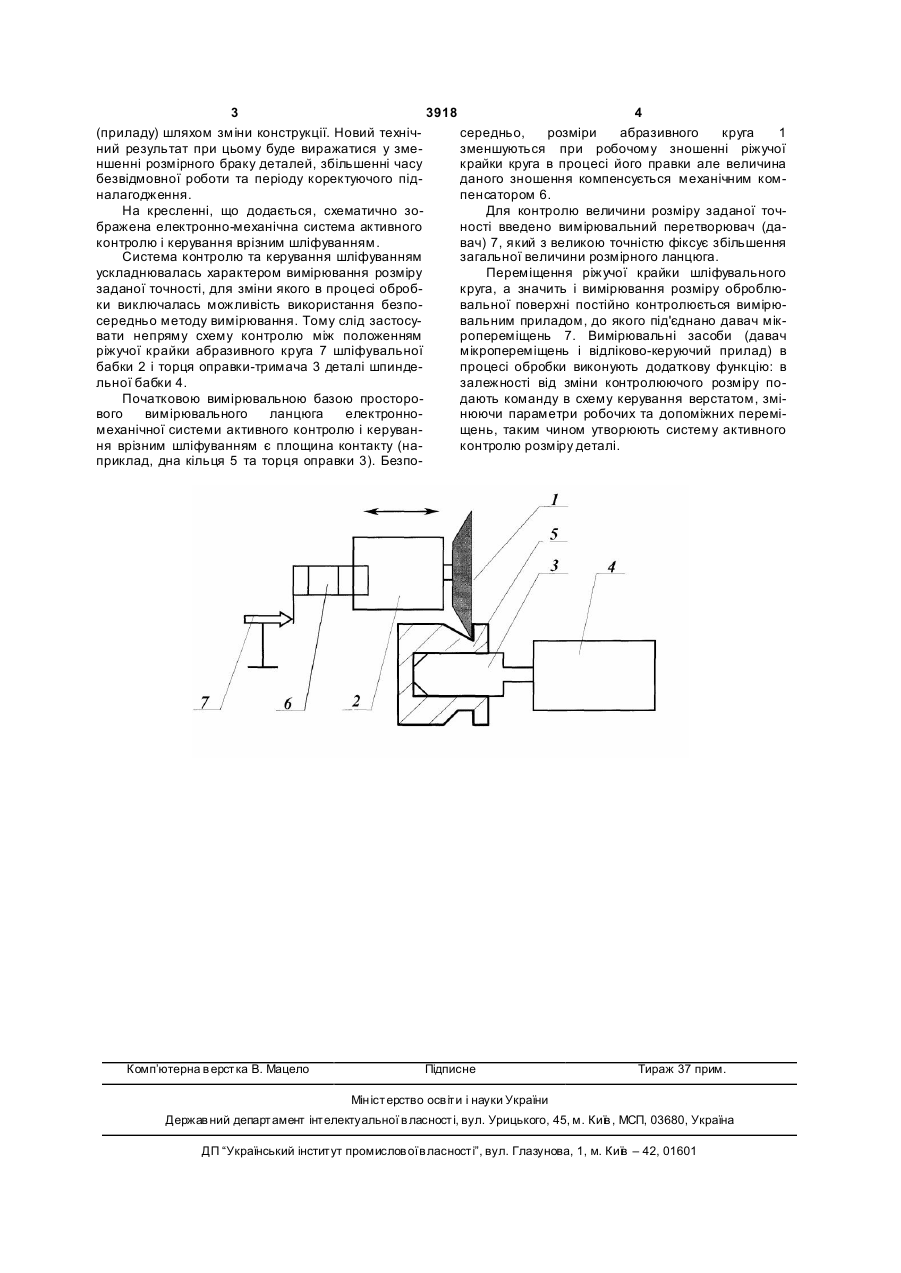
Електронно-механічна система активного контролю і керування врізним шліфуванням, що містить встановлені у технологічній послідовності оправку-тримач, давач мікропереміщень, механічний компенсатор, шліфувальний круг, бабку шліфувального круга, шпиндель деталі, яка відрізняється тим, що вона сформована за допомогою давача мікропереміщень та відліково-керуючого пристрою. (19) (21) 2004042433 (22) 01.04.2004 (24) 15.12.2004 (46) 15.12.2004, Бюл. № 12, 2004 р. (72) Кайдик Олег Леонтійович, Марчук Віктор Іванович, Красовський Володимир Всеволодович (73) ЛУЦЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ 3 3918 4 (приладу) шляхом зміни конструкції. Новий технічсередньо, розміри абразивного круга 1 ний результат при цьому буде виражатися у змезменшуються при робочому зношенні ріжучої ншенні розмірного браку деталей, збільшенні часу крайки круга в процесі його правки але величина безвідмовної роботи та періоду коректуючого підданого зношення компенсується механічним комналагодження. пенсатором 6. На кресленні, що додається, схематично зоДля контролю величини розміру заданої точбражена електронно-механічна система активного ності введено вимірювальний перетворювач (даконтролю і керування врізним шліфуванням. вач) 7, який з великою точністю фіксує збільшення Система контролю та керування шліфуванням загальної величини розмірного ланцюга. ускладнювалась характером вимірювання розміру Переміщення ріжучої крайки шліфувального заданої точності, для зміни якого в процесі обробкруга, а значить і вимірювання розміру оброблюки виключалась можливість використання безповальної поверхні постійно контролюється вимірюсередньо методу вимірювання. Тому слід застосувальним приладом, до якого під'єднано давач міквати непряму схему контролю між положенням ропереміщень 7. Вимірювальні засоби (давач ріжучої крайки абразивного круга 7 шліфувальної мікропереміщень і відліково-керуючий прилад) в бабки 2 і торця оправки-тримача 3 деталі шпиндепроцесі обробки виконують додаткову функцію: в льної бабки 4. залежності від зміни контролюючого розміру поПочатковою вимірювальною базою простородають команду в схему керування верстатом, змівого вимірювального ланцюга електроннонюючи параметри робочих та допоміжних перемімеханічної системи активного контролю і керуванщень, таким чином утворюють систему активного ня врізним шліфуванням є площина контакту (наконтролю розміру деталі. приклад, дна кільця 5 та торця оправки 3). Безпо Комп’ютерна в ерстка В. Мацело Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюMarchuk Viktor Ivanovych
Автори російськоюМарчук Виктор Иванович
МПК / Мітки
МПК: B24B 49/00, G05D 5/00
Мітки: активного, керування, врізним, контролю, електронно-механічна, шліфуванням, система
Код посилання
<a href="https://ua.patents.su/2-3918-elektronno-mekhanichna-sistema-aktivnogo-kontrolyu-i-keruvannya-vriznim-shlifuvannyam.html" target="_blank" rel="follow" title="База патентів України">Електронно-механічна система активного контролю і керування врізним шліфуванням</a>
Пристрій для активного контролю стану оператора
Номер патенту: 58957
Опубліковано: 15.08.2003
Автор: Герасіка Віктор Андрійович
МПК: A61B 5/05, G08B 23/00
Мітки: стану, активного, контролю, оператора, пристрій
Формула / Реферат:
1. Пристрій для активного контролю стану оператора, що містить реєстратор рухової активності оператора, блок сигналізації, який відрізняється тим, що реєстратор рухової активності оператора виконаний у вигляді електричного давача, який під'єднаний до спрацьовуючого на електричні сигнали таймера, вихід якого під'єднаний до блока сигналізації, при цьому електричний давач розміщений у зоні впливу на його параметри положення пальців рук...
Система контролю і керування на відстані об’єктами
Номер патенту: 47240
Опубліковано: 17.06.2002
Автор: Ліповцев Дмитро Дмитрович
МПК: G08C 19/00
Мітки: об'єктами, відстані, система, керування, контролю
Формула / Реферат:
Система контролю і керування на відстані об'єктами, яка включає пульт керування, органи керування пристроями об'єкта, первинні перетворювачі, встановлені на пристроях об'єкта для отримання сигналів телевимірювання і телесигналізації, що вказують на стан контрольованого об'єкта, і контрольний пункт, зв'язаний з первинними перетворювачами та органами керування пристроями об'єкта і за допомогою каналу зв'язку з пультом керування, причому...
Система керування і контролю сільського телефонного зв’язку
Номер патенту: 47931
Опубліковано: 15.07.2002
Автори: Ольховський Віктор Петрович, Рильський-Риловніков Ігор Тимофійович, Мисливцева Олена Володимирівна, Дубовик Ігор Васильович, Охріменко Тетяна Іванівна
МПК: H04M 3/22
Мітки: система, телефонного, сільського, зв'язку, керування, контролю
Формула / Реферат:
1. Система керування і контролю сільського телефонного зв'язку, яка містить центральну автоматичну телефонну станцію, кінцеву автоматичну телефонну станцію, два блоки контролю, з'єднані послідовно перший блок ущільнення, лінію зв'язку і другий блок ущільнення, яка відрізняється тим, що введені узгоджуючий пристрій, два перетворювачі, блок датчиків позастанційних параметрів, диспетчерський пульт, який містить електронну обчислювальну машину,...
Система керування та контролю параметрів газотурбінного двигуна
Номер патенту: 22952
Опубліковано: 15.11.2001
Автор: БЕЗСЧАСТНИЙ Василь Олексійович
МПК: F02C 9/28
Мітки: двигуна, газотурбінного, параметрів, контролю, система, керування
Формула / Реферат:
Система керування та контролю параметрів газотурбінного двигуна, яка містить блок сигналізаторів, який з'єднано з блоком керування переладнанням блоком формування відмови, блоком n –входових елементів "І", вихід якого через блок зв'язку з виконавчими елементами та блок формувачів установки з'єднано з блоком сигналів дозволу, вихід блока контролю з'єднано з блоком сигналізаторів, першим блоком елементів "І" та елементом...
Система автоматичного контролю та керування “інтелектуальний будинок” /варіанти/
Номер патенту: 64647
Опубліковано: 16.02.2004
Автор: Іренков Артем Вячеславович
МПК: G08B 19/00
Мітки: контролю, варіанти, автоматичного, система, інтелектуальний, будинок, керування
Формула / Реферат:
1. Система автоматичного контролю та керування, що включає комунікаційну шину системи ЕІВ, комунікаційні контролери, датчики, кінцеві виконавчі пристрої, яка відрізняється тим, що містить не менш ніж один головний контролер як інтелектуальний керуючий елемент системи та ЕІВ-контролери як елементи-посередники між головним контролером та датчиками і кінцевими виконавчими пристроями, причому ЕІВ-контролери під’єднані до комунікаційної шини...
Попередній патент: Мікрохроматична поліфункціональна панель для музичного клавішного синтезатора
Наступний патент: Система віброзбудження вібраційної установки
Випадковий патент: Система охолодження металургійного агрегату