Спосіб насичення вуглецем металевих виробів
Номер патенту: 47034
Опубліковано: 15.11.2004
Автори: Кримов Віталій Миколайович, Хребтов Андрій Олександрович, Єгоров Микола Тимофійович, Алімов Валерій Іванович, Штихно Алла Петрівна
Формула / Реферат
Спосіб насичення вуглецем металевих виробів, який включає вплив на поверхню виробу електродуговим розрядом, який відрізняється тим, що електродуговий розряд збуджують між вуглеграфітовим електродом та поверхнею виробу, а вуглеграфітовий електрод встановлюють від поверхні виробу на відстані, яку визначають за формулою: L= -3,299+0,017![]() І+1,707
І+1,707![]()
![]() -0,066
-0,066![]()
![]() 2, мм, де І - сила струму, А,
2, мм, де І - сила струму, А, ![]() - тривалість обробки елементарної ділянки, с.
- тривалість обробки елементарної ділянки, с.
Текст
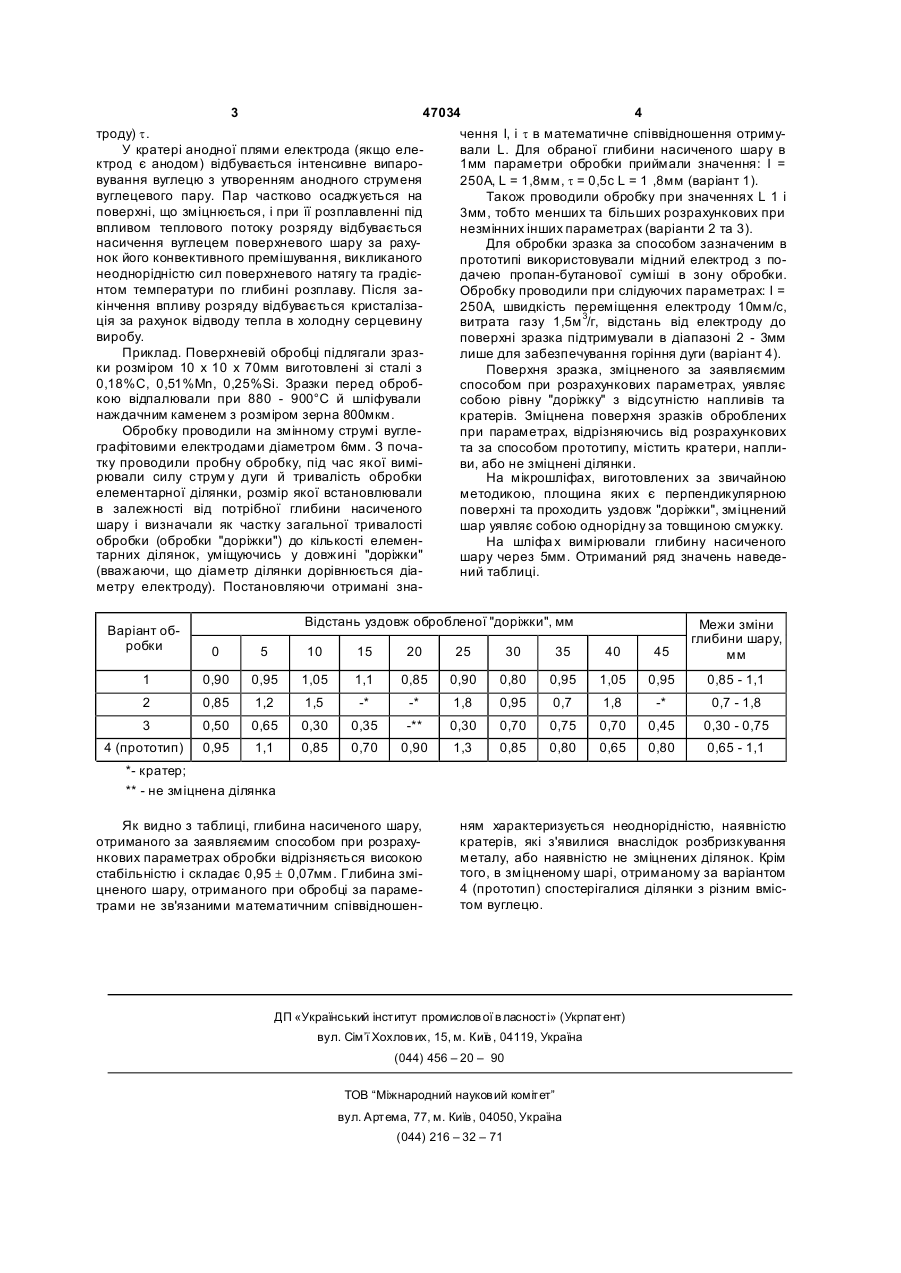
УКРАЇНА (19) UA (11) 47034 (51) 6 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА ВИНАХІД (13) A C23C8/20 в идається під в ідпов ідальність в ласника патенту (54) СПОСІБ НАСИЧЕННЯ ВУГЛЕЦ ЕМ МЕТАЛЕВИХ ВИРОБІВ 1 2 (13) 47034 (11) газу й необхідність в додатковому обладнанні для здійснення цього способу. В основу винаходу поставлено задачу удосконалити спосіб насичення вуглецем металевих виробів, в якому за рахунок оптимізації технологічних параметрів відбувалася б стабілізація товщини насиченого вуглецем шару. Поставлена задача, вирішується тим, що в способі насичення вуглецем металевих виробів, який включає вплив на поверхню виробу електродуговим розрядом відповідно до винаходу електричний розряд збуджують між вуглеграфітовим електродом й поверхнею виробу, а вуглеграфі товий електрод встановлюють від поверхні виробу на відстані, яка визначається із співвідношення: L = - 3,299 + 0,017 * І + 1,707 * t - 0,066 * t2(мм), де І міцність струму (А), t - тривалість обробки елементарної ділянки (с). При відстані L менш ніж розрахункова при інших незмінних параметрах спостерігається утворення кратерів та розбризкування металу. При відстані L більш ніж розрахункова при інших незмінних параметрах спостерігається з'явлення не зміцнених ділянок. Спосіб насичення вуглецем металевих виробів здійснюють наступним чином. Вуглеграфітовий електрод встановлюють на відстані, визначеної із співвідношення L = - 3,299 + 0,017 * І + 1,707 * t 0,066 * t2. Після запалення розряду здійснюється обробка поверхні зі швидкістю, що забезпечує тривалість обробки елементарної ділянки (що за розмірами дорівнюється приблизно діаметру елек UA Виріб відноситься до хіміко-термічної обробки й може бути використаний при виробництві деталей, які працюють в умовах зносу, а також ріжучого інструмента, з використанням висококонцентрованих джерел енергії. Є відомим спосіб насичування вуглецем поверхні сталевих виробів, який складається з нагріву деталі у контакті з графітовим електродом шляхом пропускання електричного струму, насичування вуглецем до концентрації, що забезпечує утворення рідкої фази, охолодження зі швидкістю 5000°С/с й дифузійного відпалу при 800 - 1000°С/с на протязі 5 - 10 годин (А. с. СРСР №1650765, Кл. С23СС8/20; опубл. 23.05.91). Недоліком цього способу є коливання товщини насиченого шару, дискретність зміцнених ділянок й необхідність послідуючої термообробки, яка включає дифузійний відпал. Є відомим також спосіб цементації сталевих виробів, що включає нагрів за допомогою електродугового розряду в потоці плазмоутворюючого газу з вмістом вуглецю 30 - 92,3%, при міцності струму 5 - 300А й швидкості переміщення виробу відносно дуги 0,1 - 25мм/с (А. с. СРСР №1509409, Кл. С23С8/32; Опубл. 23.09.89). Цей спосіб є найбільш близьким за технічною сутністю до заявленого й тому приймається як прототип. Недоліком цього способу є те, що при обробці з не оптимальною довжиною дуги виникає нестабільність розряду, яка виявляється у вигляді кратерів або не оброблених ділянках. Ін шими недоліками є необхідність подачі плазмоутворюючого A (57) Спосіб насичення вуглецем металевих виробів, який включає вплив на поверхню виробу електродуговим розрядом, який відрізняється тим, що електродуговий розряд збуджують між вуглеграфітовим електродом та поверхнею виробу, а вуглеграфітовий електрод встановлюють від поверхні виробу на відстані, яку визначають за формулою: L= -3,299+0,017 ´ І+1,707 ´ t -0,066 ´ t 2 (мм), де І - міцність струму (А), t - тривалість обробки елементарної ділянки (с). (19) (21) 2001064372 (22) 22.06.2001 (24) 17.06.2002 (46) 17.06.2002, Бюл. № 6, 2002 р. (72) Алімов Валерій Іванович, Єгоров Микола Тимофійович, Кримов Віталій Миколайович, Штихно Алла Петрівна, Хребтов Андрій Олександрович (73) ДОНЕЦЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ 3 47034 4 троду) t. чення І, і t в математичне співвідношення отримуУ кратері анодної плями електрода (якщо елевали L. Для обраної глибини насиченого шару в ктрод є анодом) відбувається інтенсивне випаро1мм параметри обробки приймали значення: І = вування вуглецю з утворенням анодного струменя 250A, L = 1,8мм, t = 0,5с L = 1 ,8мм (варіант 1). вуглецевого пару. Пар частково осаджується на Також проводили обробку при значеннях L 1 і поверхні, що зміцнюється, і при її розплавленні під 3мм, тобто менших та більших розрахункових при впливом теплового потоку розряду відбувається незмінних інших параметрах (варіанти 2 та 3). насичення вуглецем поверхневого шару за рахуДля обробки зразка за способом зазначеним в нок його конвективного премішування, викликаного прототипі використовували мідний електрод з понеоднорідністю сил поверхневого натягу та градієдачею пропан-бутанової суміші в зону обробки. нтом температури по глибині розплаву. Після заОбробку проводили при слідуючих параметрах: І = кінчення впливу розряду відбувається кристаліза250А, швидкість переміщення електроду 10мм/с, ція за рахунок відводу тепла в холодну серцевину витрата газу 1,5м 3/г, відстань від електроду до виробу. поверхні зразка підтримували в діапазоні 2 - 3мм Приклад. Поверхневій обробці підлягали зразлише для забезпечування горіння дуги (варіант 4). ки розміром 10 x 10 x 70мм виготовлені зі сталі з Поверхня зразка, зміцненого за заявляємим 0,18%С, 0,51%Mn, 0,25%Si. Зразки перед обробспособом при розрахункових параметрах, уявляє кою відпалювали при 880 - 900°С й шліфували собою рівну "доріжку" з відсутністю напливів та наждачним каменем з розміром зерна 800мкм. кратерів. Зміцнена поверхня зразків оброблених Обробку проводили на змінному струмі вуглепри параметрах, відрізняючись від розрахункових графітовими електродами діаметром 6мм. З почата за способом прототипу, містить кратери, наплитку проводили пробну обробку, під час якої виміви, або не зміцнені ділянки. рювали силу струм у дуги й тривалість обробки На мікрошліфах, виготовлених за звичайною елементарної ділянки, розмір якої встановлювали методикою, площина яких є перпендикулярною в залежності від потрібної глибини насиченого поверхні та проходить уздовж "доріжки", зміцнений шару і визначали як частку загальної тривалості шар уявляє собою однорідну за товщиною смужку. обробки (обробки "доріжки") до кількості елеменНа шліфа х вимірювали глибину насиченого тарних ділянок, уміщуючись у довжині "доріжки" шару через 5мм. Отриманий ряд значень наведе(вважаючи, що діаметр ділянки дорівнюється діаний таблиці. метру електроду). Постановляючи отримані знаВідстань уздовж обробленої "доріжки", мм Варіант обробки 0 5 10 15 20 25 30 35 40 45 Межи зміни глибини шару, мм 1 0,90 0,95 1,05 1,1 0,85 0,90 0,80 0,95 1,05 0,95 0,85 - 1,1 2 0,85 1,2 1,5 -* -* 1,8 0,95 0,7 1,8 -* 0,7 - 1,8 3 0,50 0,65 0,30 0,35 -** 0,30 0,70 0,75 0,70 0,45 0,30 - 0,75 4 (прототип) 0,95 1,1 0,85 0,70 0,90 1,3 0,85 0,80 0,65 0,80 0,65 - 1,1 *- кратер; ** - не зміцнена ділянка Як видно з таблиці, глибина насиченого шару, отриманого за заявляємим способом при розрахункових параметрах обробки відрізняється високою стабільністю і складає 0,95 ± 0,07мм. Глибина зміцненого шару, отриманого при обробці за параметрами не зв'язаними математичним співвідношен ням характеризується неоднорідністю, наявністю кратерів, які з'явилися внаслідок розбризкування металу, або наявністю не зміцнених ділянок. Крім того, в зміцненому шарі, отриманому за варіантом 4 (прототип) спостерігалися ділянки з різним вмістом вуглецю. ДП «Український інститут промислов ої в ласності» (Укрпатент) вул. Сім’ї Хохлов их, 15, м. Київ , 04119, Україна (044) 456 – 20 – 90 ТОВ “Міжнародний науков ий коміт ет” вул. Артема, 77, м. Київ , 04050, Україна (044) 216 – 32 – 71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for saturating metal articles with carbon
Автори англійськоюAlimov Valerii Ivanovych, Yehorov Mykola Tymofiiovych, Krymov Vitalii Mykolaiovych, Shtykhno Alla Petrivna
Назва патенту російськоюСпособ насыщения углеродом металлических изделий
Автори російськоюАлимов Валерий Иванович, Егоров Николай Тимофеевич, Крымов Виталий Николаевич, Штыхно Алла Петровна
МПК / Мітки
МПК: C23C 8/08
Мітки: металевих, вуглецем, спосіб, насичення, виробів
Код посилання
<a href="https://ua.patents.su/2-47034-sposib-nasichennya-vuglecem-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб насичення вуглецем металевих виробів</a>
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 31275
Опубліковано: 15.12.2000
Автори: Черватюк Володимир Арсенович, Бережницька Марія Пилипівна, Ткачов Володимир Іванович
МПК: C21D 1/34
Мітки: поверхневого, зміцнення, спосіб, виробів, металевих
Текст:
...що поверхню деталі попередньо титанують контактним способом |2] в негерметичних контейнерах у порошковій суміші /75 % феротитану, 20 % окису алюмінію, 5 % активатору А/ Н^р HF / при температурі ІООО-ПОО °С на протязі 6 год. та електролітично наводнюють в однонормальному розчині сірча ної кислоти з добавкою 5 мг/л двоокису миш"яку при густині струму 2 20 А/м на електроульразвуко-протязі 2-х год., а потім піддають вій обробці...
Спосіб очищення поверхні металевих виробів
Номер патенту: 51908
Опубліковано: 16.12.2002
Автор: Пастух Ігор Маркович
МПК: C23C 14/54, C23C 10/06
Мітки: очищення, металевих, виробів, спосіб, поверхні
Формула / Реферат:
Спосіб очищення поверхні металевих виробів, яке ведуть за рахунок катодного розпилення під дією електричного поля між виробом, котрий служить катодом, та корпусом камери, яка служить анодом, в розрідженій газовій атмосфері, який відрізняється тим, що після герметизації в розрядній камері створюють тиск порядку 1 Па, потім розрядну камеру наповнюють аргоном до тиску 1330 Па і знов відкачують до тиску 1,33 Па, а далі очистку ведуть в атмосфері...
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 36651
Опубліковано: 16.04.2001
Автори: Черватюк Володимир Арсенович, Бережницька Марія Пилипівна, Паустовський Олександр Васильович, Кириленко Степан Миколайович
Мітки: виробів, поверхневого, металевих, зміцнення, спосіб
Текст:
...0,5 хв/см 2. Зміцнені зразки піддавали дослідженням на мікротвердість та випробуванням на контактну втому на установці з електронним автоматичним вимикачем для фіксації контактновтомного викришування. Установка працювала за принципом фрикційної подачі з двома циклами навантаження за один оберт зразка (зразок Ø 10 мм обкатувався між двома навантажуючими дисками Ø 150 мм). В якості технологічного середовища використовували масло...
Спосіб хіміко-термічної обробки металевих трубчастих виробів
Номер патенту: 3330
Опубліковано: 15.11.2004
Автори: Буравлев Юрій Матвійович, Демянюк Оксана Олегівна, Ткаченко Микола Степанович, Іваніцин Микола Петрович, Милославський Олександр Григорович, Чернявська Наталія Вікторівна
МПК: C23C 8/24
Мітки: спосіб, обробки, виробів, хіміко-термічної, металевих, трубчастих
Формула / Реферат:
Спосіб хіміко-термічної обробки металевих трубчастих виробів, що включає хіміко-термічну обробку, який відрізняється тим, що проводять одночасну обробку двома типами хіміко-термічної обробки на внутрішніх і зовнішніх поверхнях виробів, а температурний режим, спосіб і час хіміко-термічної обробки вибираються в залежності від складу сплавів і фізико-технічних властивостей матеріалу.
Спосіб обробки поверхні металевих виробів
Номер патенту: 61002
Опубліковано: 15.10.2003
Автори: Коломицев Віктор Ілліч, Погорелов Олександр Євгенович, Прокопенко Георгій Іванович, Журавльов Борис Хомич, Журавльов Анатолій Хомич, Мордюк Богдан Миколайович
МПК: C21D 1/09
Мітки: виробів, обробки, поверхні, металевих, спосіб
Формула / Реферат:
Спосіб обробки поверхні металевих виробів, що включає вплив на поверхню виробу, який містить металеву основу і покриття з відмінними від основи властивостями, лазерним променем і акустичним полем до оплавлення покриття, який відрізняється тим, що питома потужність лазерного променя достатня для розплавлення поверхневого шару на глибину, яка перевищує товщину шару покриття, при цьому збуджують в переплавленому шарі акустичне поле заданої...
Попередній патент: Штучний острів, опора штучного острова та спосіб спорудження штучного острова
Наступний патент: Спосіб диференційної діагностики справжнього та несправжнього передчасного статевого розвитку у дівчаток
Випадковий патент: Пристрій для визначення орієнтації літального апарата в набігаючому потоці