Спосіб одержання керамізованих ливарних форм
Номер патенту: 54805
Опубліковано: 17.03.2003
Автори: Козловський Ярослав Антонович, Іванова Ліна Олександрівна
Формула / Реферат
Спосіб одержання керамізованих ливарних форм, який включає виготовлення пористого опорного шару, формування на опорному шарі гідрофобного шару з розплаву, який відрізняється тим, що формування гідрофобного шару проводять оплавленням внутрішньої поверхні опорного шару, при цьому температура нагріву поверхні опорного шару складає 600 - 8000С.
Текст
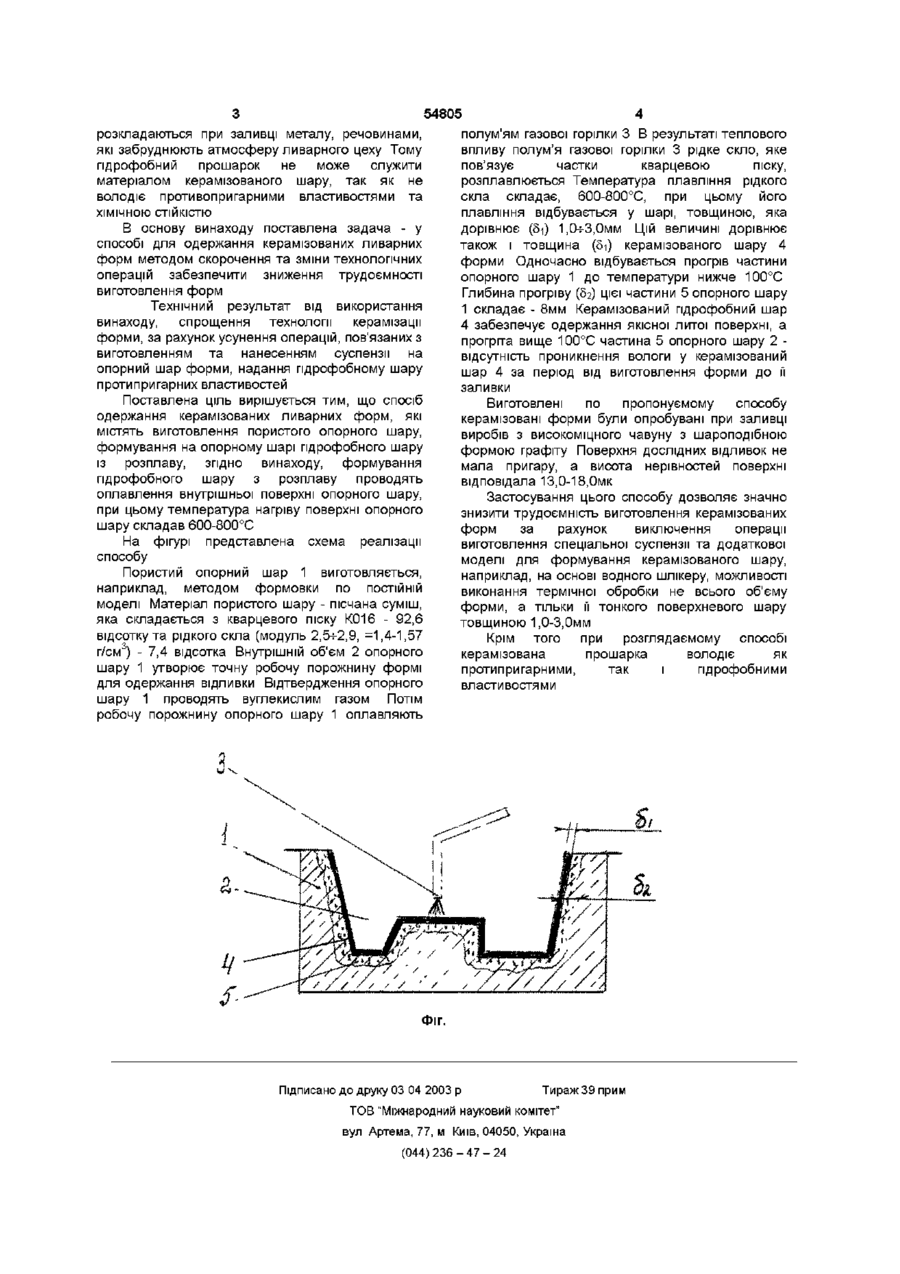
Спосіб одержання керамізованих ливарних форм, який включає виготовлення пористого опорного шару, формування на опорному шарі гідрофобного шару з розплаву, який відрізняється тим, що формування гідрофобного шару проводять оплавленням внутрішньої поверхні опорного шару, при цьому температура нагріву поверхні опорного шару складає 600 800°С Винахід відноситься до ливарного виробництва, а саме до виготовлення керамізованих пісчаних форм чорних та кольорових металів для литва Відомий спосіб одержання керамізованих ливарних форм, наприклад, на зв'язуючому з рідкого скла, який містить в собі виготовлення опорної частини форми, Затверд івання поверхневого шару, усунення моделі, термообробку форми сумісно з поверхневом шаром (див, Иванов В,Н , Зарецкая Г М Литье в керамические формы по постоянным моделям М «Машиностроение» 1975, с 28-29) Недоліками відомого способу є висока трудоємність процесу, необхідність використовування спеціальної суспензії та моделі для формування поверхневого керамізованого шару, значне зчеплення твердіючого поверхневого шару з моделью керамізованої форми* Відомим Є спосіб одержання комбінованих керамізійних форм по ПОСТІЙНІЙ моделі 9 який містить в собі виготовлення опорної частини форми, змазку моделі роз'єднуючим шаром, збірку опорної частини форми та моделі, заливку суспензії у щілину між опорною частиною форми та моделью для формування керамізованого поверхневого шару, здійснюють поопераційне з утворенням окремих ізольованих частин поверхневого шару, при чому після ствердження попередньої частини поверхневого шару, короткочасного відділення від моделі та повернення и на попередив місце заливають наступну частину поверхневого шару, затверд івання поверхневого шару та усунення моделі (див Каркин В,И Иванова Л А и др Способ получения ком-бинированных форм по постоянной модели АС №1135525 А кл 22 С 9/00, опубл 23 01 85, Бюл №3) Відомий спосіб дозволяв знизити рівень зчеплення затверд ївшого поверхневого шару з моделью, однак за рахунок поопераційної залівки та затверд івання декількох шарів суспензії трудоемкость процесу виготовлення керамізованої форми додатково зростає Найбільш близьким по технічній суті до заявленого способу одержання керамізованих ливарних форм є обраний, як прототип спосіб одержання двошарових ливарних форм, які включають виготовлення гористого опорного шару, нанесення на опорний шар гідрофобного пропарку та послідуючу заливку шлікерної суспензії у щілину між опорним шаром та моделью, при цьому як гідрофобні прошарки використовуються водорозчинні солі різних металів (див Савченко О Я Оболенцев Ф Д , Иванова Л А «Способ получения двухслойных литейных форм», АС №944742, кл, 22 С 9/00, опубл 27 07 82, Бюл №27) Використання гідрофобного прошарку, який наносять на опорний шар форми методом занурюванняд наприклад, у розплав хлористого натрію при температурі 750°С, дозволяє зменшити усмоктування рідкої фази із шлікеру всередину пористого опорного шару форми у період заливки лікеру, його сушки Однак, виготовлення спеціального гідрофобного прошарку збільшує трудоємність виконання керамізованої форми Крім того, пропонуємі як гідрофобні прошарки матеріали (хлористий натр, мочевина, азотнокислий натр) є ХІМІЧНО шкідливими, та ю о 0 0 ю 54805 розкладаються при заливці металу, речовинами, які забруднюють атмосферу ливарного цеху Тому гідрофобний прошарок не може служити матеріалом керамізованого шару, так як не володіє противопригарними властивостями та ХІМІЧНОЮ СТІЙКІСТЮ В основу винаходу поставлена задача - у способі для одержання керамізованих ливарних форм методом скорочення та зміни технологічних операцій забезпечити зниження трудоємності виготовлення форм Технічний результат від використання винаходу, спрощення технології керамізацм форми, за рахунок усунення операцій, пов'язаних з виготовленням та нанесенням суспензії на опорний шар форми, надання гідрофобному шару протипригарних властивостей Поставлена ціль вирішується тим, що спосіб одержання керамізованих ливарних форм, які містять виготовлення пористого опорного шару, формування на опорному шарі гідрофобного шару із розплаву, згідно винаходу, формування гідрофобного шару з розплаву проводять оплавлення внутрішньої поверхні опорного шару, при цьому температура нагріву поверхні опорного шару складав 600-800°С На фігурі представлена схема реалізації способу Пористий опорний шар 1 виготовляється, наприклад, методом формовки по ПОСТІЙНІЙ моделі Матеріал пористого шару - пісчанасуміш, яка складається з кварцевого піску К016 - 92,6 відсотку та рідкого скла (модуль 2,5ч-2,9, =1,4-1,57 г/см3) - 7,4 відсотка Внутрішній об'єм 2 опорного шару 1 утворює точну робочу порожнину формі для одержання відливки Відтвердження опорного шару 1 проводять вуглекислим газом Потім робочу порожнину опорного шару 1 оплавляють полум'ям газової горілки З В результаті теплового впливу полум'я газової горілки 3 рідке скло, яке пов'язує частки кварцевою піску, розплавлюється Температура плавління рідкого скла складає, 600-800°С, при цьому його плавління відбувається у шарі, товщиною, яка дорівнює (5-і) 1,0-ЬЗ,0ММ ЦІЙ величині дорівнює також і товщина (5-і) керамізованого шару 4 форми Одночасно відбувається прогрів частини опорного шару 1 до температури нижче 100°С Глибина прогріву (5г) цієї частини 5 опорного шару 1 складає - 8мм Керамізований гідрофобний шар 4 забезпечує одержання якісної литої поверхні, а прогріта вище 100°С частина 5 опорного шару 2 відсутність проникнення вологи у керамізований шар 4 за період від виготовлення форми до її заливки Виготовлені по пропонуємому способу керамізовані форми були опробувані при заливці виробів з високоміцного чавуну з шароподібною формою графіту Поверхня дослідних відливок не мала пригару, а висота нерівностей поверхні відповідала 13,0-18,0мк Застосування цього способу дозволяє значно знизити трудоємність виготовлення керамізованих форм за рахунок виключення операції виготовлення спеціальної суспензії та додаткової моделі для формування керамізованого шару, наприклад, на основі водного шлікеру, можливості виконання термічної обробки не всього об'єму форми, а тільки її тонкого поверхневого шару товщиною 1,0-3,0мм Крім того при розглядаємому способі керамізована прошарка володіє як протипригарними, так і гідрофобними властивостями Фіг. Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of ceramic molds
Автори англійськоюIvanova Lina Oleksandrivna
Назва патенту російськоюСпособ получения керамизированных литейных форм
Автори російськоюИванова Лина Александровна
МПК / Мітки
МПК: B22C 9/00
Мітки: ливарних, спосіб, форм, одержання, керамізованих
Код посилання
<a href="https://ua.patents.su/2-54805-sposib-oderzhannya-keramizovanikh-livarnikh-form.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання керамізованих ливарних форм</a>
Спосіб виготовлення металевих ливарних форм
Номер патенту: 51030
Опубліковано: 15.11.2002
Автори: Мірошниченко Володимир Іванович, Ладохін Сергій Васильович, Аникін Юрій Пилипович, Левицький Микола Іванович
МПК: B22D 15/00
Мітки: ливарних, виготовлення, форм, спосіб, металевих
Формула / Реферат:
Спосіб виготовлення металевих ливарних форм, що включає формування зовнішніх габаритів і робочої порожнини, який відрізняється тим, що формування зовнішніх габаритів і робочої порожнини мідної форми здійснюється методом лиття у вакуумі з застосуванням електронно-променевої плавки.
Прокладка ущільнювальна для ливарних форм
Номер патенту: 31551
Опубліковано: 15.12.2000
Автори: Марков Юрій Ілліч, Харченко Борис Васильович, Марков Інокентій Юр'євич
МПК: B22D 7/08
Мітки: прокладка, ущільнювальна, ливарних, форм
Текст:
...оболонки цілою найтонша вуглецева плівка, що спікання утворюється після ущільнювального поверхні роздавленого піролізу елемента з ливарною ущільнювального зменшенню пилоутворення за видалення відпрацьованого оболонки, рахунок попереджує формою елемента, забезпечення ущільнювального по що всій сприяє можливості елемента крупними частинами, що спеклися. За третім пунктом формули винаходу Прокладка ущільнювальна...
Самотвердіюча суміш для виготовлення ливарних форм та стержнів
Номер патенту: 29274
Опубліковано: 16.10.2000
Автори: Альошинський Віктор Григорович, Каплун Віра Іванівна, Кисельов Володимир Миколаєвич, Арциленко Марія Володимирівна, Сварика Анатолій Анатолієвич, Бєляков Борис Петрович
Мітки: стержнів, ливарних, суміш, форм, самотвердіюча, виготовлення
Формула / Реферат:
Самотвердіюча суміш для виготовлення ливарних форм та стержнів, що містить вогнетривкий наповнювач, рідке скло і стверджувач, яка відрізняється тим, що як стверджувач суміш містить матеріал на основі частково зневодненого або зневодненого, або суміші частково зневодненого та зневодненого сульфату алюмінію, одержаних при прожарюванні у інтервалі температур 270-700°С на протязі 0,5-3,0 години і подрібнених до розмірів часток менше 200 мкм при...
Рідка самотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 37590
Опубліковано: 15.05.2001
Автори: Сажнєв Володимир Миколайович, Шрамко Михайло Семенович, Варшавський Юрій Борисович, Кузовов Олексій Федорович, Косяк Анатолій Терентійович, Лещенко Олександр Дмитрович
Мітки: стрижнів, самотвердіюча, ливарних, форм, суміш, виготовлення, рідка
Формула / Реферат:
Рідка самотвердіюча суміш для виготовлення ливарних стрижнів та форм, що включає вогнетривкий наповнювач, затверджувач, рідке скло та аніонактивний піноутворювач, яка відрізняється тим, що як вогнетривкий наповнювач містить кварцовий пісок, як затверджувач містить у собі шлак доменного виробництва та клінкер, та як аніонактивний піноутворювач - ДС-РАС, при наступному співвідношенні компонентів, мас. %: кварцовий...
Холоднотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 33696
Опубліковано: 15.02.2001
Автори: Сажнєв Володимир Миколайович, Кузовов Олексій Федорович, Шрамко Михайло Семенович, Лещенко Олександр Дмитрович, Варшавський Юрій Борисович, Косяк Анатолій Терентійович
МПК: B22C 1/16
Мітки: суміш, ливарних, стрижнів, форм, холоднотвердіюча, виготовлення
Текст:
...оптимальні умови твердіння стрижнів та гарантує задовільні фізикомеханічні властивості суміші та гото вих ливарних стрижнів. Зменшення її нижче 0,20 мас. частин призводить до збільшення часу твердіння стрижнів. Завдяки цьому збільшується кількість браку. Збільшення ортофосфорної кислоти в складі холоднотвердіючої суміші більш ніж 0,60 мас ч. різко зменшує живучість суміші, що значно ускладнює технологію виготовлення стрижнів. В табл. 1...
Попередній патент: Спосіб виконання промислової роботи
Наступний патент: Органо-мінеральна суміш добрив
Випадковий патент: Спосіб приготування гіркої настоянки "журналіст"