Самотвердіюча суміш для виготовлення ливарних форм та стержнів
Номер патенту: 29274
Опубліковано: 16.10.2000
Автори: Бєляков Борис Петрович, Кисельов Володимир Миколаєвич, Каплун Віра Іванівна, Сварика Анатолій Анатолієвич, Альошинський Віктор Григорович, Арциленко Марія Володимирівна
Формула / Реферат
Самотвердіюча суміш для виготовлення ливарних форм та стержнів, що містить вогнетривкий наповнювач, рідке скло і стверджувач, яка відрізняється тим, що як стверджувач суміш містить матеріал на основі частково зневодненого або зневодненого, або суміші частково зневодненого та зневодненого сульфату алюмінію, одержаних при прожарюванні у інтервалі температур 270-700°С на протязі 0,5-3,0 години і подрібнених до розмірів часток менше 200 мкм при наступному співвідношенні інгредієнтів, мас. %:
рідке скло (М=2,0-2,8, 1,3-1,52 г/см3)
- 3,0-8,0
частково зневоднений або зневоднений, або суміш частково зневодненого та зневодненого сульфату алюмінію
- 0,2-2,5
вогнетривкий наповнювач
- решта.
Текст
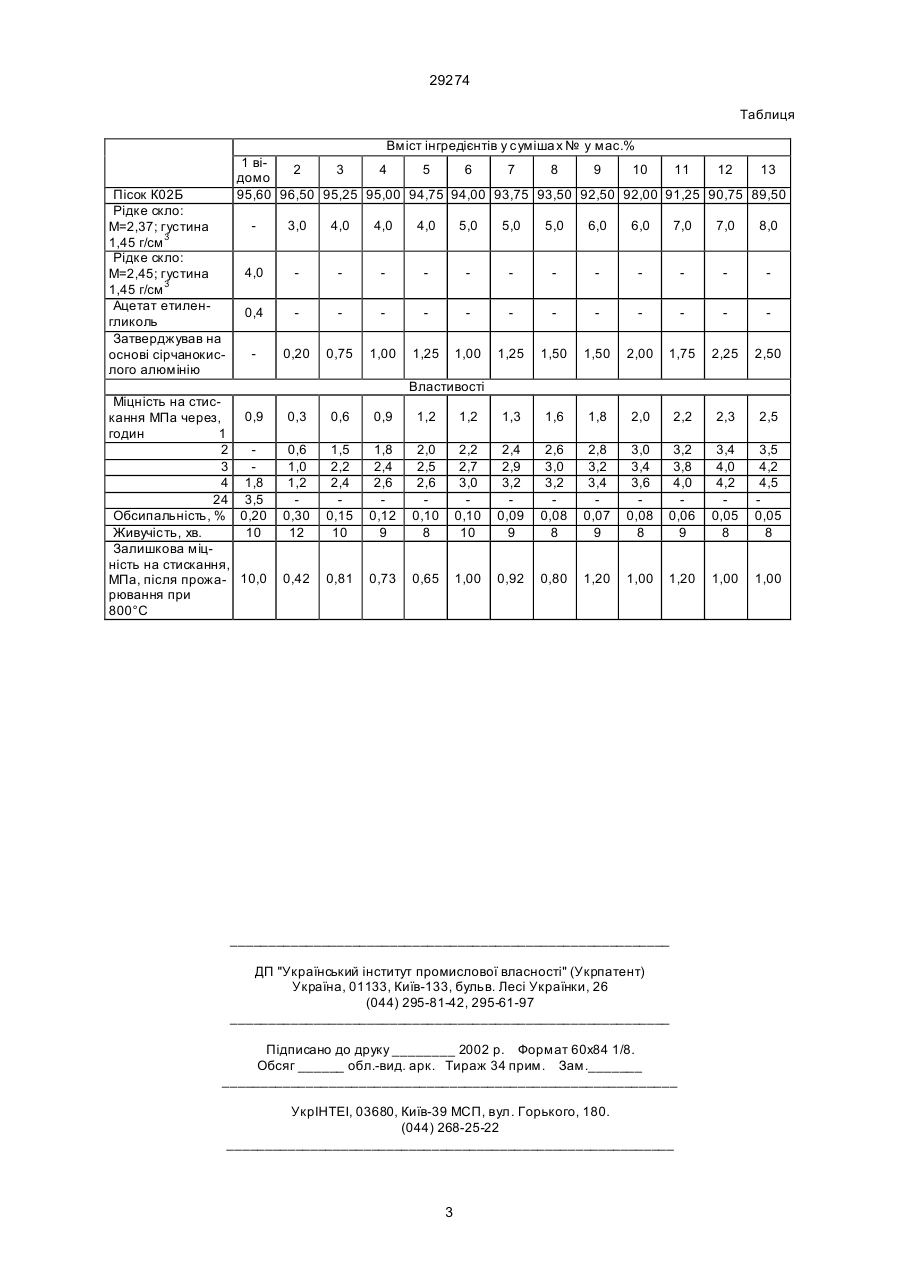
Самотвердіюча суміш для виготовлення ливарних форм та стержнів, що містить вогнетривкий 29274 автори не передбачали його використання для затверджування сумішів на рідкому склі. Відомо (П.А. Борсук, А.М. Лясс. Жидкие самотвердеющие смеси. М., Ма шиностроение, 1979, с. 79), що Al 2(SO4) 3 не може бути використаний для затверджування рідкого скла. Тобто авторам не вдалося виявити можливості цієї солі, як затверджувача рідкого скла. В основу винаходу поставлено задачу удосконалити властивості самотвердіючої суміші для виготовлення ливарних форм та стержнів, яка містить вогнетривкий наповнювач, рідке скло та затверджувач, шля хом використання в якості затверджувача рідинноскляної суміші частково збезводненого або збезводненого, або суміші частково збезводненого та збезводненого сульфату алюмінію, одержаних при прожарюванні у інтервалі температур 270-700°С на протязі 0,5-3,0 години (переважно 400-650°С на протязі 0,5-1,5 години), наступним охолодженням і подрібленням до розмірів часток менше 200 мкм, що дозволяє одержати значно більшу швидкість твердіння суміші і разом з тим зменшити її оста тню міцкість після заливання форми в порівнянні з прототипом. Кристалогідрат сірчанокислого алюмінію використовується для збезвожування у вигляді попередньо подріблених часток розміром 20...40 мм або гранульованих конгломератів. Поданий температурний режим (температура та час) дозволяє, одержати матеріал з різною активністю як затверджувача рідкого скла. Останнє також досягається наступним роздрібленням високопористої маси, що легко розсипається до часток менше 200 мкм (переважно менше 100 мкм). Кількість затверджувача може коливатися від 0,2 до 2,5 мас.% в залежності від вмісту рідкого скла. При запровадженні у суміш затверджувача менше 0,2 мас.% вона тужавіє дуже повільно і міцність її недостатня для виготовлення форм і стержнів. При доданні затверджувача більше 2,5 мас.% швидкість твердіння збільшується настільки, що живучість раптово скорочується і значно збільшується обсипальність суміші. В'яжучим, у суміші є рідке скло з модулем (відношення SiO2:Na2O) 2,0...2,8 густиною 1,30... ...1,52 г/см 3. Якщо змінювати модуль та густину рідкого скла у позначених межах, то можна змінювати живучість суміші в залежності від її застосування. Кількість рідкого скла у суміші може змінюватися від 3 до 8 мас.%. Якщо вміст рідкого скла в суміші буде більше 8 мас.%, то збільшується її обсипальність і не забезпечуються необхідні властивості по міцності, а також збільшується прилипання суміші до стержньового ящика і різко збільшується її газовитвірна здатність за рахунок підвищеного вмісту вологи. Приклад. Готують суміш шляхом змішування піску (наприклад марки К02Б) з рідким склом (наприклад з модулем 2,37 та густиною 1,46 г/см 3) з наступним уведенням затверджувача, одержаного з кристалогідрату сульфату алюмінію, наприклад, шляхом нагрівання його до температури 500°С і витримці при цій температурі на протязі 1,0 години з наступним охолодженням продукту і подрібленням до розмірів часток менше 100 мкм. З виготовленої суміші готують стандартні циліндричні зразки, які випробують на міцність при стисканні за ГOCT 23409.7-78 та обсипальність за ГОСТ 23409.9-78. Роботу вибивки визначають за величиною залишкової міцності та стискання зразків, прожарених при 800°С. Склад і властивості сумішів наведені в таблиці. З таблиці видно, що використання рідкоскляної суміші з поданим затверджувачем забезпечує достатньо високу міцність. При цьому визначається переважним співвідношення рідкого скла до затверджувача 5:1 до 3:1. При однаковому вмісті рідкого скла (див. таблицю, суміші № 1, 4) властивості суміші що до міцності, за прототипом та запропонованим варіантом рівнозначні, а вибиваємість запропонованої суміші на порядок нижче. Запропонований затверджувач забезпечує значно більшу швидкість твердіння суміші в порівнянні з прототипом. Так, наприклад, міцність запропонованої суміші у початковий період (через 2 години), у суміші згідно прототипу досягається лише через 4 години, а через 4 години міцність запропонованої суміші досягає такої міцності, яку має суміш згідно прототипу тільки після витримки на протязі 24 годин (див. таблицю суміші № 4-7). Збільшення вмісту рідкого скла та затверджувача у сумішах значно підвищують їх показники міцності і разом з тим зберігають на низькому рівні остатню міцність суміші після заливання форми металом (див. таблицю суміші № 8-13). Все це є суттєві переваги запропонованих сумішів у порівнянні з прототипом. Рідке скло є дешевий, недефіцитний зв'язуючий матеріал, що розповсюджений по Україні, для виготовлення ливарних форм та стержнів. 2 29274 Таблиця Пісок К02Б Рідке скло: М=2,37; густина 1,45 г/см 3 Рідке скло: М=2,45; густина 1,45 г/см 3 Ацетат етиленгликоль Затверджував на основі сірчанокислого алюмінію Вміст інгредієнтів у суміша х № у мас.% 1 ві2 3 4 5 6 7 8 9 10 11 12 13 домо 95,60 96,50 95,25 95,00 94,75 94,00 93,75 93,50 92,50 92,00 91,25 90,75 89,50 3,0 4,0 4,0 4,0 5,0 5,0 5,0 6,0 6,0 7,0 7,0 8,0 4,0 0,4 0,20 0,75 1,00 1,25 1,00 1,25 1,50 1,50 2,00 1,75 2,25 2,50 Властивості Міцність на стис0,9 кання МПа через, годин 1 2 3 4 1,8 24 3,5 Обсипальність, % 0,20 Живучість, хв. 10 Залишкова міцність на стискання, МПа, після прожа- 10,0 рювання при 800°С 0,3 0,6 0,9 1,2 1,2 1,3 1,6 1,8 2,0 2,2 2,3 2,5 0,6 1,0 1,2 0,30 12 1,5 2,2 2,4 0,15 10 1,8 2,4 2,6 0,12 9 2,0 2,5 2,6 0,10 8 2,2 2,7 3,0 0,10 10 2,4 2,9 3,2 0,09 9 2,6 3,0 3,2 0,08 8 2,8 3,2 3,4 0,07 9 3,0 3,4 3,6 0,08 8 3,2 3,8 4,0 0,06 9 3,4 4,0 4,2 0,05 8 3,5 4,2 4,5 0,05 8 0,42 0,81 0,73 0,65 1,00 0,92 0,80 1,20 1,00 1,20 1,00 1,00 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюAir-hardening mixture for foundry molds and rods
Автори англійськоюAlioshynskyi Viktor Hryhorovych, Artsylenko Maria Volodymyrivna, Beliakov Borys Petrovych, Kaplun Vira Ivanivna, Kyseliov Volodymyr Mykolaievych, Svaryka Anatolii Anatoliiovych
Назва патенту російськоюСамотвердеющая смесь для изготовления литейных форм и стержней
Автори російськоюАлешинский Виктор Григорьевич, Арциленко Мария Владимировна, Беляков Борис Петрович, Каплун Вера Ивановна, Киселев Владимир Николаевич, Сварыка Анатолий Анатольевич
МПК / Мітки
Мітки: суміш, стержнів, виготовлення, форм, самотвердіюча, ливарних
Код посилання
<a href="https://ua.patents.su/3-29274-samotverdiyucha-sumish-dlya-vigotovlennya-livarnikh-form-ta-sterzhniv.html" target="_blank" rel="follow" title="База патентів України">Самотвердіюча суміш для виготовлення ливарних форм та стержнів</a>
Суміш для виготовлення ливарних стержнів та форм
Номер патенту: 21358
Опубліковано: 02.12.1997
Автори: Василенко Олександр Сергійович, Шаульський Леонід Васильович, Файвелович Євгенія Семенівна, Яковлєв Микола Кирилович, Гендлер Леонід Шмульович, Ятло Валентина Григорівна, Свєтікова Зоя Василівна, Клемчук Людмила Володимирівна, Асєєв Володимир Дмитрович, Луньова Надія Аксентіївна
МПК: B22C 1/00
Мітки: суміш, виготовлення, форм, стержнів, ливарних
Формула / Реферат:
1. Смесь для изготовления литейных стержней и форм, включающая фосфатное связующее, кварцевый песок, воду, глицерин и технологическую добавку, отличающаяся тем, что она в качестве технологической добавки дополнительно содержит железный сурик и олеиновую кислоту при следующем соотношении компонентов, мас.%:Фосфатное связующее 2,5-5,5...
Суміш для виготовлення ливарних форм та стержнів
Номер патенту: 18877
Опубліковано: 25.12.1997
Автори: Дубовий Валентин Семенович, Большаніна Світлана Борисівна, Будьоний Олександр Петрович, Звягінцев Генадій Леонідович, Ілюха Микола Григорович
МПК: B22C 1/00
Мітки: ливарних, виготовлення, стержнів, форм, суміш
Формула / Реферат:
1. Смесь для изготовления литейных форм и стержней, включающая огнеупорный наполнитель, жидкое стекло, алюминийоксидсодержащую добавку, отличающаяся тем, что она дополнительно содержит материал на основе природных сланцев с содержанием органических веществ 17-80% при следующем соотношении ингредиентов:Жидкое стекло 3,5-7,0Алюминийоксидсодержащая добавка 2,0-5,0Материал на основе природных...
Вогнетривка суміш для ливарних форм ювелірних виробів
Номер патенту: 1906
Опубліковано: 20.12.1994
Автори: Воловик Валерій Володимирович, Купряков Ювеналій Прокопович, Литвиненко Дмитро Мартинович, Шелюх Олег Олексійович, Плющ Віктор Григорович, Єрмоленко Юрій Іванович, Мартиненко Сергій Анатолієвич
МПК: B22C 1/00
Мітки: вогнетривка, ливарних, ювелірних, суміш, форм, виробів
Формула / Реферат:
Огнеупорная смесь для литейных форм ювелирных изделий, содержащая высококремнеземистый наполнитель, нормально- и быстротвердеющий гипс, воду, отличающаяся тем, что, в качестве высококремнеземистого наполнителя смесь содержит термообработанный при 1500...1550°С кварцевый песок при следующем соотношении ингредиентов, в мас. %: Кварцевый песок, термообработанный при 1500...1550°С 54,88...64,10 ...
Спосіб виготовлення ливарних магнітних форм
Номер патенту: 20000
Опубліковано: 25.12.1997
Автори: Краснощоков Марко Михайлович, Шинський Олег Йосипович, Католіченко Володимир Іванович
МПК: C07D 403/10, C07D 239/46, C07D 239/26, C07D 239/36, A61K 31/505
Мітки: спосіб, виготовлення, ливарних, форм, магнітних
Формула / Реферат:
Способ изготовления литейных магнитных форм, включающий установку модели с литниковой системой в контейнер, заполнение его ферромагнитным материалом, уплотнение материала вибрацией и упрочнение формы воздействием электромагнитного поля, отличающийся тем, что виброуплотнение материала и воздействие на форму электромагнитного поля осуществляют поочередно с периодом 3-5с, причем во время воздействия электромагнитного поля измеряют его индукцию в...
Формовочна машина для виготовлення ливарних форм
Номер патенту: 31
Опубліковано: 28.02.1997
Автори: Плужніков Юрій Михайлович, Рябонеділя Віталій Миколайович, Коляда Володимир Олександрович, Бернацька Ірина Миколайовна, Зміївський Микола Никифорович, Пучканьов Анатолій Михайлович, Аксенко Олександр Олександрович
МПК: B22C 15/00
Мітки: ливарних, формовочна, машина, форм, виготовлення
Формула / Реферат:
1.Формовочная машина для изготовления литейных форм, содержащая коаксиально размещенные друг относительно друга в отверстии корпуса прессовый поршень и фланцевый ограничитель перемещения последнего, рабочий стол, прессовую плиту и поворотные штифты, попарно установленные с двух сторон рабочего стола, отличающаяся тем, что попарно установленные с каждой из сторон рабочего стола штифты кинематически связаны между собой посредством общего...
Попередній патент: Спосіб визначення тремору
Наступний патент: Пристрій для позаосередкового остеосинтезу переломів п’яткової кістки
Випадковий патент: Гідробак насосної установки