Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань
Формула / Реферат
1. Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань, який відрізняється тим, що у зварювальній ванні матеріалу, що наплавляється, створюють коливальні рухи з амплітудою коливань 3-20 мкм і частотою коливань 16-26 кГц.
2. Спосіб за п. 1, який відрізняється тим, що коливальні рухи, які передаються механізмом, що подає наплавну стрічку, створюють перетворювачем ультразвуку, який через концентратор коливань передає коливальні рухи матеріалу, що наплавляється.
Текст
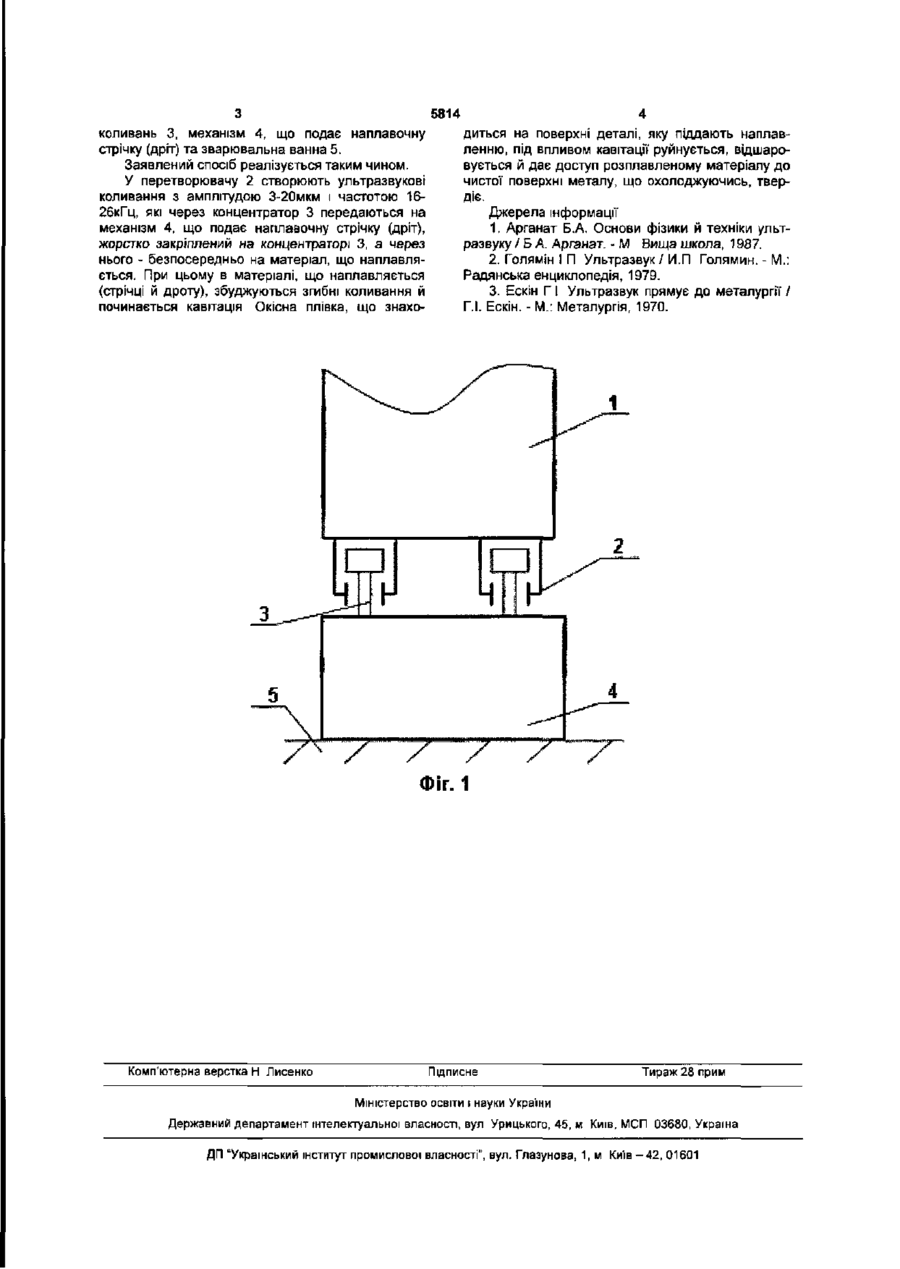
1 Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань, який відрізняється тим, що у зварювальній ванні ма теріалу, що наплавляється, створюють коливальні рухи з амплітудою коливань 3-20мкм і частотою коливань 16-26кГц. 2. Спосіб за п.1, який відрізняється тим, що коливальні рухи, які передаються механізмом, що подає наплавну стрічку, створюють перетворювачем ультразвуку, який через концентратор коливань передає коливальні рухи матеріалу, що наплавляється. Корисна модель стосується технології електродугового зварювання і може застосовуватися для відбудовного ремонту й нанесення високоміцних захисних покриттів деталей металургійного обладнання методом наплавлення. Відомі способи наплавлення, в основу яких покладено застосування дугового зварювання електродом При цьому використовують різні види дугового наплавлення, наприклад, наплавлення під шаром флюсу, наплавлення електродом, що плавить, вібродугове наплавлення Однак, використання даних способів для наплавлення твердими сплавами типу «сармайт» призводить до виникнення дефектів у наплавленому металі у вигляді пор, тріщин, а до також нерівномірної твердості захисного шару. Існує опис методів наплавлення із застосуванням ультразвукових коливань, що дозволяють підвищити якість наплавляемого шару. Якість наплавлення підвищується за рахунок зменшення розміру литого зерна й підвищення опору металу утворенню гарячих тріщин [1, 2]. Найбільш близьким по технічній суті є, обраний як прототип, спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань [3]. Дана корисна модель спрямована на поліпшення структури захисного покриття, що призво дить до збільшення його механічних властивостей на 10-30% і більше та значному зменшенню тріщиноутворення. Поставлена задача досягається тим, що в способі наплавлення захисних покриттів із застосуванням ультразвукових коливань, згідно корисної моделі, у зварювальній ванні матеріалу, що наплавляється, створюють коливальні рухи з амплітудою коливань 3-20мкм і частотою коливань 1626кГц. До того ж, коливальні рухи, які передаються механізмом, що подає наплавочну стрічку, створюють перетворювачем ультразвуку, який через концентратор коливань передає коливальні рухи матеріалу, що наплавляється. Механізм ультразвукового наплавлення заснований на принципах ультразвукової металізації* й пайки, фізичні й хімічні принципи яких описані на стор 144-145 [3], стор 209-210 [3]. У цьому випадку в якості жала паяльника виступає зварювальна стрічка або дріт При цьому необхідною умовою передачі коливань є, щоб кут нахилу дроту до поверхні, що наплавляється, складав 35°. Сутність корисної моделі пояснюється кресленням, на Фіг. 1 якого зображена схема, здійснення пропонованого способу, на якій зображено механізм підіймання зварювального апарата 1, корпус перетворювача з обмоткою 2, жорстко закріплений на механізмі підіймання 1, концентратор 00 ю 5814 коливань 3, механізм 4, що подає наплавочну стрічку (дріт) та зварювальна ванна 5. Заявлений спосіб реалізується таким чином. У перетворювачу 2 створюють ультразвукові коливання з амплітудою 3-20мкм і частотою 1626кГц, які через концентратор 3 передаються на механізм 4, що подає наплавочну стрічку (дріт), жорстко закріплений на концентраторі 3, а через нього - безпосередньо на матеріал, що наплавляється. При цьому в матеріалі, що наплавляється (стрічці й дроту), збуджуються згибні коливання й починається кавітація Окісна плівка, що знахо Комп'ютерна верстка Н Лисенко диться на поверхні деталі, яку піддають наплавленню, під впливом кавітації руйнується, відшаровується й дає доступ розплавленому матеріалу до чистої поверхні металу, що охолоджуючись, твердіє. Джерела інформації 1. Арганат Б.А. Основи фізики й техніки ультразвуку /БА. Арганат. - М Вища школа, 1987. 2. Голямін І П Ультразвук / И.П Голямин. - М.: Радянська енциклопедія, 1979. 3. Ескін Г І Ультразвук прямує до металургії" / Г.І. Ескін. - М.: Металургія, 1970. Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of protective coatings using ultrasonic oscillations
Назва патенту російськоюСпособ наплавки защитных покрытий с применением ультразвуковых колебаний
МПК / Мітки
МПК: B22D 19/00
Мітки: захисних, спосіб, покриттів, коливань, застосуванням, ультразвукових, наплавлення
Код посилання
<a href="https://ua.patents.su/2-5814-sposib-naplavlennya-zakhisnikh-pokrittiv-iz-zastosuvannyam-ultrazvukovikh-kolivan.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань</a>
Кремнієорганічна композиція для захисних покриттів
Номер патенту: 54650
Опубліковано: 17.03.2003
Автори: Свідерський Валентин Анатолійович, Мережко Ніна Василівна, Сім'ячко Олена Іванівна
МПК: C09D 5/24
Мітки: покриттів, композиція, захисних, кремнієорганічна
Формула / Реферат:
Кремнієорганічна композиція для захисних покриттів, яка містить як наповнювач шамот та аеросил при такому відношенні компонентів (мас. част.): органосилоксановий немодифікований лак 60-80 шамот, модифікований поліетилгідридсилоксаном (0,25-0,30 мас. %) 90-120 аеросил 0,5 отверджувач-амінопропілтриетоксисилан ...
Кремнієорганічна композиція для захисних покриттів
Номер патенту: 54651
Опубліковано: 17.03.2003
Автори: Сім'ячко Олена Іванівна, Мережко Ніна Василівна, Свідерський Валентин Анатолійович
МПК: C09D 5/24
Мітки: композиція, покриттів, захисних, кремнієорганічна
Формула / Реферат:
Кремнієорганічна композиція для захисних покриттів, яка містить додатково акриловий лак при такому відношенні компонентів (мас. част.): органосилоксановий немодифікований лак 90-160 акриловий лак 30-80 мінеральний наповнювач 300-350 отверджувач-амінопропілтриетоксисилан 0,1-1,0.
Спосіб прання виробів із тканини із застосуванням ультразвукових побутових пральних машин
Номер патенту: 61195
Опубліковано: 17.11.2003
Автор: Борисенко Микола Павлович
МПК: D06B 3/00
Мітки: застосуванням, побутових, ультразвукових, виробів, тканини, спосіб, прання, машин, пральних
Формула / Реферат:
Спосіб прання виробів із тканини із застосуванням ультразвукових побутових пральних машин, який включає сортування виробів за кольором, допустимим температурним режимом прання, їх ручне завантаження і вивантаження з внесенням будь-яких миючих засобів, сумішей для пом'якшення води, відбілювання, подачу, зміну холодної води, прання і полоскання з використанням ультразвукової обробки виробів, роботу ультразвукових випромінювачів під час прання...
Лакофарбова композиція для захисних і декоративних покриттів
Номер патенту: 56121
Опубліковано: 15.04.2003
Автори: Мережко Ніна Василівна, Черняк Людмила Володимирівна
МПК: C09D 5/00
Мітки: захисних, покриттів, композиція, декоративних, лакофарбова
Формула / Реферат:
Лакофарбова композиція для захисних і декоративних покриттів, що містить пентафталеву емаль ПФ-115, яка являє собою суспензію в пентафталевому лаці пігментів, наповнювачів, сикативів і розчинників, яка відрізняється тим, що як пентафталевий лак використовують лак ПФ-060, як наповнювач - діоксид титану, як пігмент – ультрамарин, крім того, композиція додатково містить олігометилгідридсилоксан як кремнієорганічний модифікатор при такому...
Спосіб прання виробів із тканини із застосуванням ультразвукових промислових пральних машин і установок
Номер патенту: 64866
Опубліковано: 15.03.2004
Автор: Борисенко Микола Павлович
МПК: D06B 3/00
Мітки: промислових, виробів, пральних, застосуванням, прання, машин, спосіб, тканини, установок, ультразвукових
Формула / Реферат:
Спосіб прання виробів із тканини із застосуванням ультразвукових промислових пральних машин і установок, який включає сортування виробів за кольоровістю та температурою прання, їх ручне завантаження і вивантаження з внесенням будь-яких миючих засобів, сумішок для відбілювання, пом'якшення води, подачу, зміну холодної води, прання і полоскання з використанням ультразвукової обробки виробів, прання в холодній воді, роботу ультразвукових...
Попередній патент: Екранована камера
Наступний патент: Пристрій керування трифазними асинхронними електродвигунами з короткозамкненим ротором
Випадковий патент: Бризкальна градирня