Спосіб розкислювання сталі
Номер патенту: 63769
Опубліковано: 15.06.2005
Автори: Кукуй Давид Пенхусович, Максаков Анатолій Іванович, Лебедев Євген Миколайович, Оганесян Мелекон Оганезович, Дворядкін Борис Олександрович, Бросєв Олександр Олександрович, Лук'янов Олександр Вікторович, Шевченко Тарас Григорович
Формула / Реферат
1. Спосіб розкислювання сталі, що включає попереднє розкислювання сталі в ковші й остаточне розкислювання у виливниці алюмінієм, який відрізняється тим, що остаточне розкислювання у виливниці виконують подачею алюмінієвої штаби перерізом 1,5-3,5 мм х 15-35 мм покритої оболонкою зі сплаву заліза товщиною 0,3-1,0 мм.
2. Спосіб за п. 1, який відрізняється тим, що попереднє розкислювання здійснюють алюмінієм.
Текст
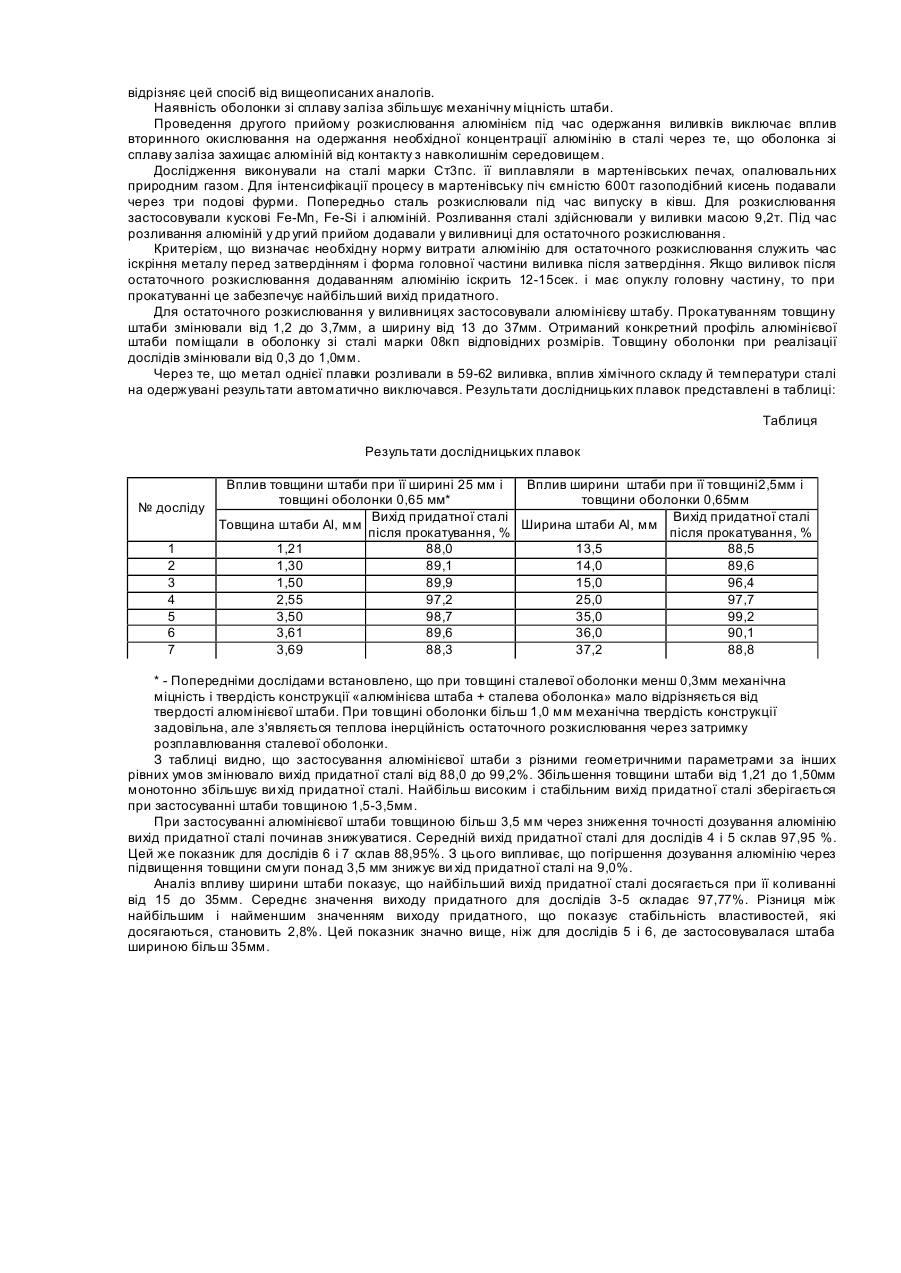
Винахід може бути використаним у чорній металургії при розкислюванні сталі. Відомий спосіб розкислювання сталі ( Общая металлургия[Текст]: учебник для вузов / Воскобойников В.Г., Кудрин В.А., Якушев А.М.-6 изд., перераб и доп.- М.: ИКЦ «Академкнига» 2002. -768с: 253 ил. стр.242-243), при реалізації якого розкислювач додають у ківш під час випуску сталі. У якості розкислювача застосовуються кускові сплави Fe-Mn, Fe-Si і ін. Остаточне розкислювання сталі здійснюють алюмінієм. Алюміній додають у сталь у ви гляді шматків, гранул, дроту й ін. До недоліків цього способу розкислювання сталі варто віднести: - високий угар розкислювачей; - необхідність попереднього підготування (довбання) розкислювачей перед їхнім уведенням; - неможливість автоматизації процесу через відсутність умов для точного дозування. Відомий спосіб виготовлення виливків, що передбачає додавання порошкових штаб і дротів (Патент Російської Федерації № 2013452, МПК С21С7/06). У якості наповнювача цих розкислювачей застосовують порошкоподібні речовини. У їхній якості можуть бути Аl, Si-Ca, Fe-Si і інші матеріали. При реалізації цього способу розкислювання сталі процес виготовлення виливків піддається автоматизації, а матеріали, що додаються - точному дозуванню. Разом з тим цей спосіб розкислювання й виготовлення виливків має наступні недоліки: - застосовувані для розкислювання матеріали вимагають спеціального здрібнювання; - розкислювачі, які закладаються в сталеву оболонку, мають щільність менше, ніж сплави даних матеріалів чи монолітні форми даних металів і сплавів; - наявність нещільностей при закладенні порошків в оболонку збільшує ступінь угару застосовуваних розкислювачей через повітря в нещільностях. Відомий спосіб одержання виливків (Кузькина Н.Н., Кофман Ю.В., Морозова И.Ю., Целых Г.В Улучшение качества кипящей и полуспокойной стали корректировкой ее окисления. «Сталь» №3 2002 г.), при реалізації якого виконують попереднє й остаточне розкислювання сталі. Попереднє розкислювання сталі здійснюють у ковші. У ківш додаються кускові Fe-Mn і Fe-Si і алюміній у вигляді дроту діаметром 14-16мм. Подачу дроту роблять трайб-апаратом. Необхідну масу алюмінію призначають за результатами приладового виміру активності кисню. Оптимальним вважається такий зміст алюмінію в сталі (його пропорційна залишкова концентрація), при якому рівень браку прокату мінімальний. До недоліків цього способу одержання виливків і прокату з них треба віднести: 1. Попереднє й остаточне розкислювання сталі алюмінієвим дротом здійснюється тільки в ковші, що знижує точність вибору його витрати. 2. Зміна залишкового змісту алюмінію в сталі в період часу від додавання останньої порції дроту до одержання останнього виливка за рахунок його окислювання. 3. Зміна вмісту алюмінію в сталі в результаті взаємодії сталі з навколишнім середовищем і ковшовим шлаком (вторинного окислювання). 4. Підвищений угар алюмінію з дроту під час його введення в сталь. Останнє пояснюється тим, що температура плавлення алюмінію в 2-2,5 рази менше температури рідкої сталі. 5. Низька механічна твердість дроту через низьку температуру плавлення алюмінію. Тому прийнятий її діаметр 14-16мм погіршує умови дозування алюмінію. Найбільш близьким аналогом є спосіб розкислювання сталі (Разливка стали. Подготовка сталеразливочных составов. Те хнологическая инструкция ТИ 226-СТ.М.06-89 Запорожье 1990г. Металлургический комбинат «Запорожсталь» имени С.Орджоникижзе) для реалізації якого алюмінієві прутки круглого чи прямокутного перерізу, що забезпечує в погонному метрі 160-190 грамів алюмінію для остаточного розкислювання підвішуються на усю висоту виливниці. До суттєвих недоліків даного способу варто віднести реалізацію дифузійного розкислювання. Алюміній, оплавляючись, стікає на поверхню сталі (її дзеркало). Точність одержання заданої концентрації алюмінію в сталі буде низкою через неконтрольований ступінь його угар у. Крім цього, алюмінієві прутки при невеликому перерізі мають низьку механічну міцність. З цієї причини їхній діаметр вибирається не менш 8-9мм. Це утруднює точне дозування алюмінію. Тому вихід придатної сталі буде коливатися. Задача винаходу - удосконалення способу розкислювання сталі шляхом підвищення точності дозування алюмінію при додаванні його в сталь, що дозволяє підвищити якість виливків і вихід придатної сталі. Поставлена задача вирішується тим, що в способі розкислювання сталі роблять попереднє розкислювання в ковші й остаточне розкислювання алюмінієм у виливниці. При цьому остаточне розкислювання у виливниці роблять подачею алюмінієвої штаби перерізом 1,5¸3,5мм х 15¸35мм покритої оболонкою зі сплаву заліза товщиною 0,3¸1,0мм. В одному з варіантів використання винаходу попереднє розкислювання здійснюють алюмінієм. Суттєві ознаки, спільні із суттєвими ознаками найближчого аналога наступні: роблять попереднє розкислювання сталі в ковші; при розливанні сталі у виливниці, роблять остаточне розкислювання алюмінієм. Суттєві ознаки, що відрізняють цей винахід, від найближчого аналога наступні: алюміній для остаточного розкислювання подають у вигляді алюмінієвої штаби перерізом 1,5¸3,5мм х 15¸35мм покритої оболонкою зі сплаву заліза товщиною 0,3¸1,0мм. У процесі попереднього розкислювання в якості розкислювача можливе використання алюмінію (перший прийом його введення). У цьому випадку одержують середній зміст алюмінію, заданий у залежності від концентрації вуглецю в сталі. Алюміній може додаватися в шматках, у вигляді гранул, у вигляді дроту і т.д. У другий прийом алюміній для остаточного розкислювання додають у виливницю під час розливання сталі (при одержанні виливків). Алюміній додають у вигляді штаби з оболонкою зі сплаву заліза. Наявність сталевої оболонки підвищує механічну твердість штаби. Це дозволяє знизити кількість алюмінію на одному погонному метрі штаби і підвищити точність його дозування при остаточному розкислюванні. Застосування монолітного алюмінію звільнює від необхідності підготовки порошкоподібних матеріалів. Це відрізняє цей спосіб від вищеописаних аналогів. Наявність оболонки зі сплаву заліза збільшує механічну міцність штаби. Проведення другого прийому розкислювання алюмінієм під час одержання виливків виключає вплив вторинного окислювання на одержання необхідної концентрації алюмінію в сталі через те, що оболонка зі сплаву заліза захищає алюміній від контакту з навколишнім середовищем. Дослідження виконували на сталі марки Ст3пс. її виплавляли в мартенівських печах, опалювальних природним газом. Для інтенсифікації процесу в мартенівську піч ємністю 600т газоподібний кисень подавали через три подові фурми. Попередньо сталь розкислювали під час випуску в ківш. Для розкислювання застосовували кускові Fe-Mn, Fe-Si і алюміній. Розливання сталі здійснювали у виливки масою 9,2т. Під час розливання алюміній у др угий прийом додавали у виливниці для остаточного розкислювання. Критерієм, що визначає необхідну норму витрати алюмінію для остаточного розкислювання служить час іскріння металу перед затвердінням і форма головної частини виливка після затвердіння. Якщо виливок після остаточного розкислювання додаванням алюмінію іскрить 12-15сек. і має опуклу головну частину, то при прокатуванні це забезпечує найбільший вихід придатного. Для остаточного розкислювання у виливницях застосовували алюмінієву штабу. Прокатуванням товщину штаби змінювали від 1,2 до 3,7мм, а ширину від 13 до 37мм. Отриманий конкретний профіль алюмінієвої штаби поміщали в оболонку зі сталі марки 08кп відповідних розмірів. Товщину оболонки при реалізації дослідів змінювали від 0,3 до 1,0мм. Через те, що метал однієї плавки розливали в 59-62 виливка, вплив хімічного складу й температури сталі на одержувані результати автоматично виключався. Результати дослідницьких плавок представлені в таблиці: Таблиця Результати дослідницьких плавок № досліду 1 2 3 4 5 6 7 Вплив товщини штаби при її ширині 25 мм і Вплив ширини штаби при її товщині2,5мм і товщині оболонки 0,65 мм* товщини оболонки 0,65мм Вихід придатної сталі Вихід придатної сталі Товщина штаби Аl, мм Ширина штаби Аl, мм після прокатування, % після прокатування, % 1,21 88,0 13,5 88,5 1,30 89,1 14,0 89,6 1,50 89,9 15,0 96,4 2,55 97,2 25,0 97,7 3,50 98,7 35,0 99,2 3,61 89,6 36,0 90,1 3,69 88,3 37,2 88,8 * - Попередніми дослідами встановлено, що при товщині сталевої оболонки менш 0,3мм механічна міцність і твердість конструкції «алюмінієва штаба + сталева оболонка» мало відрізняється від твердості алюмінієвої штаби. При товщині оболонки більш 1,0 мм механічна твердість конструкції задовільна, але з'являється теплова інерційність остаточного розкислювання через затримку розплавлювання сталевої оболонки. З таблиці видно, що застосування алюмінієвої штаби з різними геометричними параметрами за інших рівних умов змінювало вихід придатної сталі від 88,0 до 99,2%. Збільшення товщини штаби від 1,21 до 1,50мм монотонно збільшує ви хід придатної сталі. Найбільш високим і стабільним вихід придатної сталі зберігається при застосуванні штаби товщиною 1,5-3,5мм. При застосуванні алюмінієвої штаби товщиною більш 3,5 мм через зниження точності дозування алюмінію вихід придатної сталі починав знижуватися. Середній вихід придатної сталі для дослідів 4 і 5 склав 97,95 %. Цей же показник для дослідів 6 і 7 склав 88,95%. З цього випливає, що погіршення дозування алюмінію через підвищення товщини смуги понад 3,5 мм знижує ви хід придатної сталі на 9,0%. Аналіз впливу ширини штаби показує, що найбільший вихід придатної сталі досягається при її коливанні від 15 до 35мм. Середнє значення виходу придатного для дослідів 3-5 складає 97,77%. Різниця між найбільшим і найменшим значенням виходу придатного, що показує стабільність властивостей, які досягаються, становить 2,8%. Цей показник значно вище, ніж для дослідів 5 і 6, де застосовувалася штаба шириною більш 35мм.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for steel deoxidation
Автори англійськоюDviroadkin Borys Oleksandrovych, Maksakov Anatolii Ivanovych, Shevchenko Taras Hryhorovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Brosiev Oleksandr Oleksandrovych
Назва патенту російськоюСпособ раскисления стали
Автори російськоюДворядкин Борис Александрович, Максаков Анатолий Иванович, Шевченко Тарас Григорьевич, Кукуй Давид Пенхусович, Бросев Александр Александрович
МПК / Мітки
МПК: C21C 7/06
Мітки: спосіб, сталі, розкислювання
Код посилання
<a href="https://ua.patents.su/2-63769-sposib-rozkislyuvannya-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб розкислювання сталі</a>
Сплав для комплексного розкислювання сталі, закупорювання зливків киплячої сталі та легування сталі і чавуну “силікоалюміній”
Номер патенту: 60931
Опубліковано: 15.10.2003
Автори: Паренчук Ігор Валерійович, Паренчук Валерій Васильович, Удовиченко Юрій Миколайович
МПК: C22C 35/00
Мітки: комплексного, сплав, легування, зливків, сталі, киплячої, чавуну, силікоалюміній, закупорювання, розкислювання
Формула / Реферат:
1. Віброзбуджувач, що містить привід, встановлений у корпусі привідний вал з основним дебалансом, розміщений в основному дебалансі додатковий вал з додатковим дебалансом і привід додаткового дебаланса, який відрізняється тим, що привід додаткового дебаланса виконаний у вигляді тіла кочення, наприклад колеса, ролика і т.ін., введеного в контакт з внутрішньою поверхнею корпуса.2. Віброзбуджувач за п. 1, який відрізняється тим, що в місці...
Флюс для розкислювання сталі
Номер патенту: 50869
Опубліковано: 15.11.2002
Автори: Котенко Володимир Григорович, Шлемко Степан Васильович, Шостак Сергій Владилинович
МПК: C21C 7/06
Мітки: флюс, розкислювання, сталі
Формула / Реферат:
Флюс для розкислювання сталі, що містить шлаки виробництва вторинного алюмінію, який відрізняється тим, що додатково містить шлаки виробництва силікоалюмінію і відсіви алюмінієвої стружки при такому співвідношенні компонентів, ваг. %: шлаки виробництва силікоалюмінію 28 - 34 шлаки виробництва вторинного алюмінію 55 - 65 відсіви алюмінієвої стружки ...
Суміш для розкислювання сталі
Номер патенту: 57394
Опубліковано: 16.06.2003
Автори: Шрамко Михайло Семенович, Чайкін Владімір Андрєєвіч, Каргінов Володимир Петрович
МПК: C21C 7/06
Мітки: сталі, розкислювання, суміш
Формула / Реферат:
Суміш для розкислювання сталі, що містить вапно, порошок вуглецю, порошок кремнію, яка відрізняється тим, що більша частина вуглецю та кремнію знаходиться в ультрадисперсному стані при наступному співвідношенні компонентів, мас. %: вапно 53,00-59,00 порошок вуглецю 27,00-31,00 порошок кремнію 14,00-16,00.
Сплав для розкислювання та легування сталі і чавуну “фероалюміній”
Номер патенту: 45937
Опубліковано: 15.03.2004
Автори: Паренчук Ігор Валерійович, Паренчук Валерій Васильович
МПК: C21C 7/06, C22C 35/00
Мітки: розкислювання, фероалюміній, легування, сплав, чавуну, сталі
Формула / Реферат:
Сплав для розкислювання та легування сталі і чавуну, що містить алюміній, кремній, мідь, титан, залізо, вуглець, який відрізняється тим, що він додатково містить марганець, хром, нікель при наступному співвідношенні елементів, мас.%: алюміній 4 -75 кремній не більше 9,0 мідь не більше 3,8 марганець ...
Спосіб розкислювання та легування сталі у ковші
Номер патенту: 22378
Опубліковано: 03.03.1998
Автори: Міронов Євген Костянтинович, Гончаров Юрій Олександрович, Бондаренко Микола Андрійович, Локтіонов Петро Якович, Дворядкін Борис Олександрович, Кущенко Олександр Іванович, Шостак Сергій Володимирович, Бросєв Олександр Олександрович
МПК: C21C 7/06
Мітки: легування, спосіб, ковші, сталі, розкислювання
Формула / Реферат:
Способ раскисления и легирования стали в ковше, включающий ввод алюминийсодержащих материалов, чушкового алюминия и ферросплавов, отличающийся тем, что алюминийсодержащие материалы вводят на дно ковша в количестве 2,5-5 кг на тонну стали перед выпуском металла, ферросплавы вводят при наполнении ковша металлом на 0,2-0,4 высоты, а чушковый алюминий присаживают в ковш после ввода ферросплавов в количестве 0,02-0,5 кг на тонну стали.
Попередній патент: Спосіб непрямого нанесення тонкого шару покриття і установка для його здійснення
Наступний патент: Спосіб термічної обробки дисперсних речовин і пристрій для його реалізації
Випадковий патент: Спосіб створення антропоморфного фантому для соноеластографічних обстежень з моделюванням різних патологічних станів