Спосіб нанесення захисних покрить
Номер патенту: 65091
Опубліковано: 15.03.2004
Автори: Щетинін Сергій Вікторович, Шебаніц Едуард Миколайович, Бойко Володимир Семенович, Норка Сергій Петрович, Зеленський Віктор Євгенович, Луковка Петро Володимирович, Климанчук Владислав Владиславович
Формула / Реферат
Спосіб нанесення захисних покрить, при якому смугу занурюють у розплавлений розчин покриття, який відрізняється тим, що по смузі і ванні з покриттям пропускають постійний струм однакового напрямку, величину якого встановлюють залежно від товщини покриття відповідно до виразу:
![]()
де ![]() - товщина покриття, мкм.
- товщина покриття, мкм.
Текст
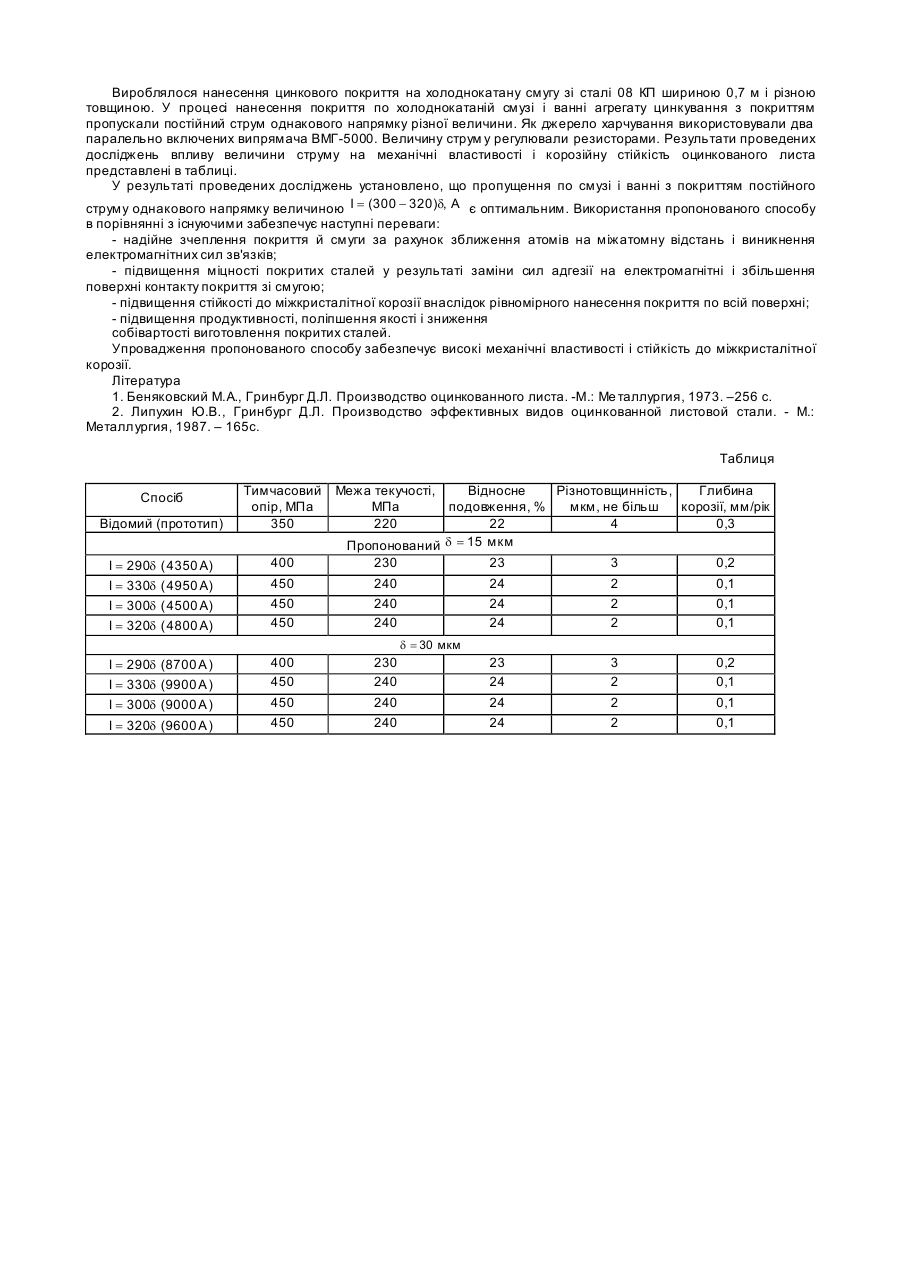
Винахід відноситься до області прокатного виробництва і може бути використаний при виготовленні оцинкованих сталей і нанесенні алюмоцинкового покриття в чорній металургії. При нанесенні цинкового й алюмоцинкового покриття важко забезпечити міцне зчеплення покриття з поверхнею металу, що приведе до відшаровування, нерівномірного покриття і зниження корозійної стійкості покритого металу. Всі існуючі способи поліпшення зчеплення покриття з металом засновані на збільшенні площі контакту покриття і металу за рахунок підвищення температури і часу перебування металу в розплавленому покритті. Відомий спосіб нанесення цинкового покриття, при якому для забезпечення стійкого технологічного процесу нанесення цинкового покриття на холоднокатану смугу в це хах холодної прокатки застосовується безупинне гаряче цинкування, що виробляється шляхом пропущення попередньо підготовленої смуги через ванну з розплавленим цинком при температурі 445-455°С [1]. Однак при цьому важко забезпечити рівномірне покриття і міцне зчеплення цинкового покриття зі смугою по всій поверхні. Відомий, узятий за прототип, спосіб нанесення цинкового покриття, при якому для поліпшення міцності зчеплення покриття холоднокатану смугу опускають у ванну цинкування за допомогою заглибного барабана агрегату цинкування [2], що виконує функцію елемента, що натягає. Однак заглибний барабан робить тільки механічний вплив і збільшує час перебування металу в рідкому розплаві, що не забезпечує міцне зчеплення покриття з металом. В основу винаходу поставлена задача розробити спосіб нанесення захисних покрить, у якому використання нових умов здійснення дозволить за рахунок створення електромагнітних сил притягнення забезпечити міжатомну взаємодію по всій поверхні контакту та надійне зчеплення покриття зі смугою, підвищення механічних властивостей і стійкості до міжкристалітної корозії. Поставлена задача зважується за рахунок того, що в способі нанесення захисних покрить, при якому смугу занурюють у розплавлений розчин покриття, відповідно винаходу по смузі і ванні з покриттям пропускають постійний струм однакового напрямку, величину якого встановлюють у залежності від товщини покриття відповідно до вираження: I = (300 - 320 )d, A, де d - товщина покриття, мкм. Нанесення захисних покрить із пропущенням по смузі і ванні з покриттям постійного струму однакового напрямку в заявленій залежності з товщиною покриття забезпечує виникнення електромагнітних сил притягання між атомами покриття й смуги. Незважаючи на великий електричний опір покриття, наприклад цинку, частина струму протікає по прилягаючим атомах цинку. У результаті виникає пінч-ефект і електромагнітні сили притягання. Під дією електромагнітних сил притягання поліпшується розтікання рідкого покриття і за рахунок пінчефекта забезпечується зближення атомів на міжатомну відстань, різке збільшення електромагнітного тиску, під дією якого покриття з'єднується зі смугою. Електромагнітний тиск у квадратичній залежності визначається індукцією електромагнітного поля, що прямо пропорційна величині струму і протилежно пропорційна відстані між поверхнями, що з'єднуються. Тому для зближення атомів на міжатомну відстань необхідно пропускати струм, величина якого визначається необхідною товщиною покриття. При пропущенні струму створюється електромагнітне поле, під дією якого сили взаємодії покриття зі смугою (сили адгезії) заміняються більш сильними електромагнітними силами. Природа сил міжатомної взаємодії є електромагнітна, тому утворення електромагнітних сил притягання між атомами покриття і смуги забезпечує одержання металу з новими властивостями єдиного тіла. При цьому покриття міцно зчіплюється зі смугою по всій поверхні, проникаючи під дією електромагнітних сил притягання в усі нерівності, що збільшує поверхню контакту, якість і корозійну стійкість металу. Пропонований винахід заснований на ефективному способі зближення атомів за рахунок електромагнітного притягання, створюваного шляхом пропущення по смузі і ванні з покриттям постійного струму однакового напрямку в залежності від товщини покриття. Отже, даний спосіб виявляє свої особливості - забезпечення виникнення сил міжатомної взаємодії по всій поверхні контакту покриття і смуги за певних умов, а саме, при пропущенні по смузі і ванні з покриттям постійного струму однакового напрямку, величину якого встановлюють у залежності від товщини покриття відповідно до вираження: I = (300 - 320 )d, A, де d - товщина покриття, мкм. Виходить, ці умови є істотними, а пропущення струму в заявленій закономірності, забезпечує виникнення сил міжатомної взаємодії по всій поверхні і міцне зчеплення покриття зі смугою. При пропущенні по смузі і ванні з покриттям постійного струму однакового напрямку величиною менш 300d, A виникаючі сили електромагнітного притягання й електромагнітний тиск недостатні для зближення атомів на міжатомну відстань. Тому сили адгезії не заміняються електромагнітними силами, зчеплення покриття зі смугою є неміцним, і не забезпечуються високі механічні властивості покритих сталей. При пропущенні по смузі і ванні з покриттям постійного струму однакового напрямку величиною більш 320d, A зростають виникаючі електромагнітні сили притягання й електромагнітний тиск, що приводить до збільшення товщини покриття, витрат цинку й електроенергії. Спосіб нанесення покриття здійснюється в такий спосіб. У ванну агрегату гарячого нанесення покриття занурюють попередньо оброблену холоднокатану смугу. До холоднокатаній смуги і ванни агрегату гарячого нанесення покриття здійснюють токопідвід, і пропускають постійний струм однакового напрямку в залежності від товщини покриття I = (300 - 320 )d, A. Приклад. Вироблялося нанесення цинкового покриття на холоднокатану смугу зі сталі 08 КП шириною 0,7 м і різною товщиною. У процесі нанесення покриття по холоднокатаній смузі і ванні агрегату цинкування з покриттям пропускали постійний струм однакового напрямку різної величини. Як джерело харчування використовували два паралельно включених випрямача ВМГ-5000. Величину струм у регулювали резисторами. Результати проведених досліджень впливу величини струму на механічні властивості і корозійну стійкість оцинкованого листа представлені в таблиці. У результаті проведених досліджень установлено, що пропущення по смузі і ванні з покриттям постійного струму однакового напрямку величиною I = (300 - 320 )d, A є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - надійне зчеплення покриття й смуги за рахунок зближення атомів на міжатомну відстань і виникнення електромагнітних сил зв'язків; - підвищення міцності покритих сталей у результаті заміни сил адгезії на електромагнітні і збільшення поверхні контакту покриття зі смугою; - підвищення стійкості до міжкристалітної корозії внаслідок рівномірного нанесення покриття по всій поверхні; - підвищення продуктивності, поліпшення якості і зниження собівартості виготовлення покритих сталей. Упровадження пропонованого способу забезпечує високі механічні властивості і стійкість до міжкристалітної корозії. Література 1. Беняковский М.А., Гринбург Д.Л. Производство оцинкованного листа. -М.: Ме таллургия, 1973. –256 с. 2. Липухин Ю.В., Гринбург Д.Л. Производство эффективных видов оцинкованной листовой стали. - М.: Металлургия, 1987. – 165с. Таблиця Спосіб Відомий (прототип) I = 290d ( 4350 A) I = 330d ( 4950 A) I = 300d ( 4500 A) I = 320d ( 4800 A) Тимчасовий опір, МПа 350 Межа текучості, Відносне Різнотовщинність, Глибина МПа подовження, % мкм, не більш корозії, мм/рік 220 22 4 0,3 d = 15 мкм Пропонований 400 450 450 450 230 240 240 240 400 450 450 450 230 240 240 240 23 24 24 24 3 2 2 2 0,2 0,1 0,1 0,1 23 24 24 24 3 2 2 2 0,2 0,1 0,1 0,1 d = 30 мкм I = 290d (8700 A ) I = 330d (9900 A ) I = 300d (9000 A ) I = 320d (9600 A )
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the application of protective coats
Автори англійськоюBoiko Volodymyr Semenovych, Schetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Shebanyts Eduard Mykolaiovych, Zelenskyi Viktor Yevhenovych, Norka Serhii Petrovych
Назва патенту російськоюСпособ нанесения защитных покрытий
Автори російськоюБойко Владимир Семенович, Щетинин Сергей Викторович, Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич, Зеленский Виктор Евгеньевич, Норка Сергей Петрович
МПК / Мітки
МПК: C23C 2/00
Мітки: покрить, нанесення, захисних, спосіб
Код посилання
<a href="https://ua.patents.su/2-65091-sposib-nanesennya-zakhisnikh-pokrit.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення захисних покрить</a>
Олігоефірна композиція для захисних покрить, яка полімеризується, спосіб нанесення захисних покрить на поверхні металевих виробів і пристрій для здійснення способу
Номер патенту: 27979
Опубліковано: 16.10.2000
Автори: Веселовський Роман Олександрович, Ляшенко Борис Артемович
МПК: B05C 7/00, B05D 7/22, C09D 5/00
Мітки: полімеризується, яка, олігоефірна, спосіб, композиція, нанесення, способу, покрить, поверхні, захисних, здійснення, пристрій, виробів, металевих
Текст:
...и сшивающего агента, по меньшей мере один инициатор полимеризации в достаточном количестве, по меньшей мере один подходящий ускоритель в достаточном для регулирования жизнеспособности количестве, комплексную поверхностно-активную присадку и дисперсный минеральный наполнитель, согласно изобретению, комплексная поверхностно-активная присадка содержит оксиэтилированный эфир алкилфенола (ОЭАФ) общей формулы где п = 8 - 1 0 и т - б - 1 2 , и...
Композиція для електрофоретичного нанесення захисних покрить
Номер патенту: 32768
Опубліковано: 15.02.2001
Автори: Шульженко Наталія Сергіївна, Погорілий Володимир Миколайович, Дворніченко Галина Леонідівна, Почивалов Володимир Миколайович, Прокволіт Анатолій Дмитрович, Дехно Олександр Леонідович
МПК: C09D 5/44
Мітки: нанесення, покрить, електрофоретичного, композиція, захисних
Формула / Реферат:
Композиція для електрофоретичного нанесення захисних покрить, що містить плівкоутворювач, органічний розчинник, пігмент, наповнювач та воду, яка відрізняється тим, що як плівкоутворювач вона містить адукт низькомолекулярного олігоаміну або їх суміші зі складним поліефіром малеїнового ангідриду і оксипропіліденфенілолпропану в ваговому співвідношенні 1:0,8-1,2, кремнійорганічну смолу, епоксидну діанову смолу, каніфоль та оцтову кислоту, при...
Склад розплаву для нанесення захисних металевих покрить в ультразвуковому полі, спосіб та установка для його здійснення
Номер патенту: 23495
Опубліковано: 02.06.1998
Автори: Лейбович Лев Іссахарович, Корчевський Микола Володимирович
МПК: C23C 2/06
Мітки: здійснення, полі, нанесення, спосіб, захисних, установка, склад, металевих, розплаву, ультразвуковому, покрить
Формула / Реферат:
1. Состав расплава для нанесения защитных металлических покрытий в ультразвуковом поле, содержащий алюминий, отличающийся тем, что он дополнительно содержит титан и ванадий при следующем соотношении компонентов, в мас.%:AI 5,3-22;Ті и Va 0,05-0,4;Zn Остальное2. Способ нанесения металлического покрытия в ультразвуковом поле из расплава на изделия путем их перемещения в...
Спосіб нанесення антифрикційних покрить
Номер патенту: 49090
Опубліковано: 16.09.2002
Автори: Соколенко Костянтин Іванович, Павлюк-Мороз Володимир Андрійович, Черновол Михайло Іванович, Соколенко Іван Миколайович
МПК: B23K 20/06, B23K 20/00
Мітки: нанесення, спосіб, покрить, антифрикційних
Формула / Реферат:
Спосіб нанесення антифрикційних покриттів на вироби з феромагнітних матеріалів шляхом використання металоплакувальних середовищ, який відрізняється тим, що процес здійснюють в змінному електромагнітному полі.
Спосіб випробування й оцінки якості захисних покрить від дії зварювальних бризок
Номер патенту: 46995
Опубліковано: 17.06.2002
Автори: Бородінов Володимир Олександрович, Роменський В'ячеслав Іванович, Будьонний Михайло Михайлович, Подобєдов Володимир Васильович
МПК: G01N 25/00, G01N 19/02
Мітки: зварювальних, оцінки, спосіб, покрить, дії, випробування, бризок, захисних, якості
Формула / Реферат:
1. Спосіб випробування й оцінки якості захисних покрить від дії зварювальних бризок, що полягає у виготовленні зразків у вигляді металевих пластин, нанесенні на них захисних покрить, установленні зразків у робочу позицію, одержанні крапель розплавленого металу, дії на поверхню зразків краплями розплавленого металу й оцінюванні якості захисних покрить, який відрізняється тим, що краплі розплавленого металу одержують у дуговому проміжку між...
Попередній патент: Спосіб запобігання фретинг-корозії
Наступний патент: Спосіб отримання кераміки гексабориду кремнію sib6
Випадковий патент: Спосіб аугментації альвеолярного відростка за складних анатомічних умов у ділянці жувальних зубів верхньої щелепи