Спосіб нанесення антифрикційних покрить
Номер патенту: 49090
Опубліковано: 16.09.2002
Автори: Соколенко Іван Миколайович, Черновол Михайло Іванович, Соколенко Костянтин Іванович, Павлюк-Мороз Володимир Андрійович
Формула / Реферат
Спосіб нанесення антифрикційних покриттів на вироби з феромагнітних матеріалів шляхом використання металоплакувальних середовищ, який відрізняється тим, що процес здійснюють в змінному електромагнітному полі.
Текст
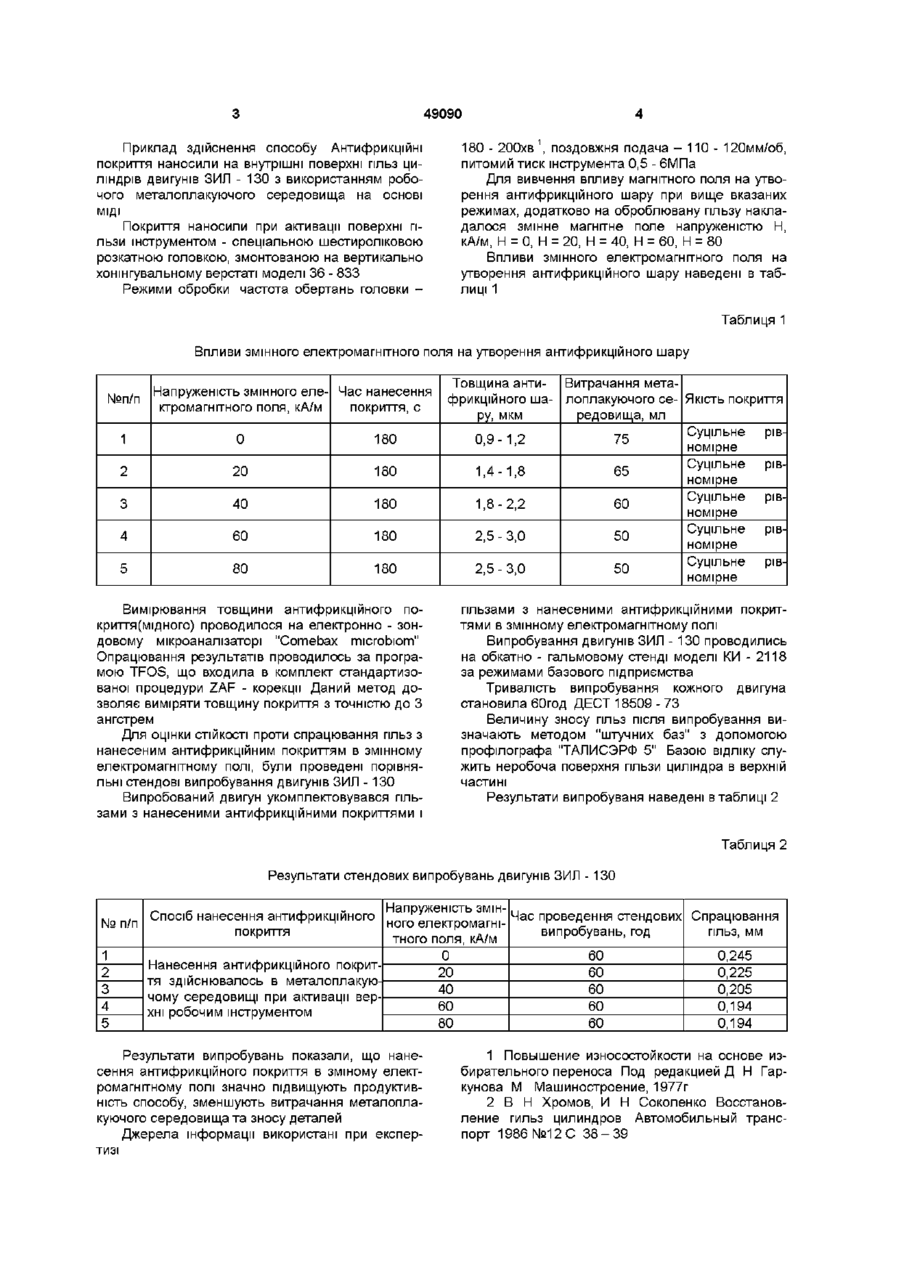
Спосіб нанесення антифрикційних покриттів на вироби з феромагнітних матеріалів шляхом використання металоплакувальних середовищ, який відрізняється тим, що процес здійснюють в змінному електромагнітному полі Винахід відноситься до машинобудівного і ремонтного виробництва, зокрема до фінішної обробки виробів із феромагнітних матеріалів з метою надання їм антифрикційних властивостей за рахунок нанесення покрить з МІДІ І її сплавів Відомий спосіб нанесення антифрикційних покрить на вироби із феромагнітних матеріалів шляхом натирання їх робочих поверхонь міддю або її сплавами в середовищі гліцерину[1] Фрикційну обробку проводять при швидкості ковзання 0,15 - 0,2м/с, питомому тиску 102 - 150МПа, поздовжній подачі 0,1 0,2мм/об Вказаний спосіб має ряд недоліків Низьку продуктивність процесу, нерівномірність покриття по товщині, наявність великих навантажень на інструмент, інтенсивне виділення тепла в зоні тертя, і як наслідок - виникнення вібрацій і шумів Найближчим до запропонованого способу є спосіб нанесення антифрикційних покрить на вироби із феромагнітних матеріалів з використанням металоплакуючих середовищ[2] Антифрикційна металічна плівка у цьому випадку формується в результаті фізико - ХІМІЧНИХ процесів, що відбуваються між металоплакуючим середовищем і оброблюваною поверхнею при механічній активації поверхні інструментом Обробку проводять при поздовжній подачі інструменту 110 120мм/об, кутовій швидкості 180 - 200хв \ питомому тиску 0,5 - бМПа Даний спосіб має ряд переваг в порівнянні з вищевказаним способом невеликі навантаження на інструмент, рівномірність покриття по товщині До недоліків способу можна віднести підвищене витрачання метал оплакуючого середовища, невисока СТІЙКІСТЬ проти спрацювання деталі Задача, яку вирішує даний винахід, полягає в інтенсифікації способу нанесення антифрикційних покрить на поверхні тертя виробів із феромагнітних матеріалів, підвищення їх СТІЙКОСТІ проти спрацювання, зменшення витрачання металоплакуючого середовища Поставлена мета досягається тим, що на відміну від відомого способу, нанесення антифрикційного покриття на поверхні тертя виробів з феромагнітних матеріалів з використанням робочого метал оплакуючого середовища проводиться в змінному електромагнітному полі Магнітне поле створює електричний струм у поверхневому шарі деталі, і її поверхня набуває електричну зарядженість Це активізує електрохімічні процеси на оброблюваній поверхні і дію поверхнево - активних речовин, наявних в металоплакуючому середовищі, викликає зміну фізико механічних властивостей поверхневого шару Вплив змінного магнітного поля надає обробленим поверхням підвищені експлуатаційні властивості, зменшує насичення воднем поверхні Під ДІЄЮ електромагнітного поля відбувається поляризація молекул метал оплакуючого середовища Поляризовані молекули з більшою інтенсивністю адсорбуються на обробленій поверхні і утворюють граничні шари Знижуються втрати металоплакуючого середовища за рахунок віддалення його з зони тертя (21)2000052806 (22)17 05 2000 О о о> о 49090 180 - 200хв \ поздовжня подача - 110 - 120мм/об, питомий тиск інструмента 0,5 - бМПа Для вивчення впливу магнітного поля на утворення антифрикційного шару при вище вказаних режимах, додатково на оброблювану гільзу накладалося змінне магнітне поле напруженістю Н, кА/м, Н = 0, Н = 20, Н = 40, Н = 60, Н = 80 Впливи змінного електромагнітного поля на утворення антифрикційного шару наведені в таблиці 1 Приклад здійснення способу Антифрикційні покриття наносили на внутрішні поверхні гільз циліндрів двигунів ЗИЛ - 130 з використанням робочого метал оплакуючого середовища на основі МІДІ Покриття наносили при активації поверхні гільзи інструментом - спеціальною шестироліковою розкатною головкою, змонтованою на вертикально хонінгувальному верстаті моделі 36 - 833 Режими обробки частота обертань головки Таблиця 1 Впливи змінного електромагнітного поля на утворення антифрикційного шару №п/п Напруженість змінного еле- Час нанесення ктромагнітного поля, кА/м покриття, с 1 0 180 2 20 180 3 40 180 4 60 180 5 80 180 Товщина анти- Витрачання метафрикційного ша- лоплакуючого се- Якість покриття ру, мкм редовища, мл Суцільне рів0,9-1,2 75 номірне Суцільне рів1,4-1,8 65 номірне Суцільне рів1,8-2,2 60 номірне Суцільне рів2,5-3,0 50 номірне Суцільне рів2,5-3,0 50 номірне Вимірювання товщини антифрикційного покриття(мідного) проводилося на електронно - зондовому мікроаналізаторі "Comebax microbiom" Опрацювання результатів проводилось за програмою TFOS, що входила в комплектстандартизованої процедури ZAF - корекції Даний метод дозволяє виміряти товщину покриття з точністю до З ангстрем Для оцінки СТІЙКОСТІ проти спрацювання гільз з нанесеним антифрикційним покриттям в змінному електромагнітному полі, були проведені порівняльні стендові випробування двигунів ЗИЛ -130 Випробований двигун укомплектовувався гільзами з нанесеними антифрикційними покриттями і гільзами з нанесеними антифрикційними покриттями в змінному електромагнітному полі Випробування двигунів ЗИЛ - 130 проводились на обкатно - гальмовому стенді моделі КИ - 2118 за режимами базового підприємства Тривалість випробування кожного двигуна становила бОгод ДЕСТ 18509 - 73 Величину зносу гільз після випробування визначають методом "штучних баз" з допомогою профілографа "ТАЛИСЭРФ 5" Базою відліку служить неробоча поверхня гільзи циліндра в верхній частині Результати випробуваня наведені в таблиці 2 Таблиця 2 Результати стендових випробувань двигунів ЗИЛ -130 № п/п Напруженість змінСпосіб нанесення антифрикційного Час проведення стендових Спрацювання ного електромагніпокриття випробувань, год ГІЛЬЗ, MM тного поля, кА/м 1 2 3 4 5 Нанесення антифрикційного покриття здійснювалось в металоплакуючому середовищі при активації верхні робочим інструментом Результати випробувань показали, що нанесення антифрикційного покриття в зміному електромагнітному полі значно підвищують продуктивність способу, зменшують витрачання металоплакуючого середовища та зносу деталей Джерела інформації використані при експертизі 0 60 0,245 20 60 0,225 40 60 0,205 60 60 0,194 80 60 0,194 1 Повышение износостойкости на основе избирательного переноса Под редакцией Д Н Гаркунова М Машиностроение, 1977г 2 В Н Хромов, И Н Соколенко Восстановление гильз цилиндров Автомобильный транспорт 1986 №12 С 3 8 - 3 9 49090 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of anti-friction coatings
Автори англійськоюChernovol Mykhailo Ivanovych, Pavliuk-Moroz Volodymyr Andriiovych, Sokolenko Ivan Mykolaiovych, Sokolenko Kostiantyn Ivanovych
Назва патенту російськоюСпособ нанесения антифрикционных покрытий
Автори російськоюЧерновол Михаил Иванович, Павлюк-Мороз Владимир Андреевич, Соколенко Иван Николаевич, Соколенко Константин Иванович
МПК / Мітки
МПК: B23K 20/00, B23K 20/06
Мітки: антифрикційних, нанесення, покрить, спосіб
Код посилання
<a href="https://ua.patents.su/3-49090-sposib-nanesennya-antifrikcijjnikh-pokrit.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення антифрикційних покрить</a>
Спосіб нанесення антифрикційних покриттів
Номер патенту: 35859
Опубліковано: 16.04.2001
Автори: Черновол Михайло Іванович, Щербина Андрій Михайлович, Черкун Віталій Володимирович, Наливайко Володимир Миколайович, Шепеленко Ігор Віталійович, Солових Євген Костянтинович
МПК: C23C 20/00
Мітки: нанесення, антифрикційних, спосіб, покриттів
Формула / Реферат:
Спосіб нанесення антифрикційних покриттів, який полягає в їх нанесенні на циліндричні поверхні тертя, який відрізняється тим, що застосовують зворотнопоступальне переміщення інструмента паралельно осі деталі, що оброблюється.
Пристрій для нанесення покрить
Номер патенту: 35003
Опубліковано: 15.03.2001
Автори: Шатинський Віктор Федорович, Смірнов Ігор Володимирович
МПК: C23C 8/00
Мітки: пристрій, нанесення, покрить
Формула / Реферат:
Пристрій для нанесення покрить, який містить ванну з нагрівальною системою, відрізняється тим, що ванна виконана у вигляді трубчастого контуру за формою еліпсоїда, що має відводи для завантаження та розвантаження виробів, а також відвід для додання технологічного середовища для одержання покрить та розміщення змінної пластини з металу покриття, при цьому всередині контуру розміщена система для транспортування деталей, яка виконана у вигляді...
Олігоефірна композиція для захисних покрить, яка полімеризується, спосіб нанесення захисних покрить на поверхні металевих виробів і пристрій для здійснення способу
Номер патенту: 27979
Опубліковано: 16.10.2000
Автори: Веселовський Роман Олександрович, Ляшенко Борис Артемович
МПК: B05D 7/22, B05C 7/00, C09D 5/00
Мітки: виробів, спосіб, металевих, нанесення, покрить, пристрій, яка, поверхні, здійснення, полімеризується, композиція, олігоефірна, способу, захисних
Текст:
...и сшивающего агента, по меньшей мере один инициатор полимеризации в достаточном количестве, по меньшей мере один подходящий ускоритель в достаточном для регулирования жизнеспособности количестве, комплексную поверхностно-активную присадку и дисперсный минеральный наполнитель, согласно изобретению, комплексная поверхностно-активная присадка содержит оксиэтилированный эфир алкилфенола (ОЭАФ) общей формулы где п = 8 - 1 0 и т - б - 1 2 , и...
Спосіб нанесення покрить із діамагнітних матеріалів
Номер патенту: 14444
Опубліковано: 25.04.1997
Автори: Олеськів Борис Степанович, Олеськів Степан Петрович
МПК: C23C 14/04
Мітки: нанесення, спосіб, покрить, діамагнітних, матеріалів
Формула / Реферат:
Способ нанесения покрытий из диамагнитных материалов, включающий экранирование внутренней поверхности вакуумной камеры, испарение исходного материала и осаждение его на подложку, отличающийся тем, что, с целью упрощения процесса, экранирование проводят путем последовательного осаждения на внутренние поверхности вакуумной камеры слоя диэлектрического материала толщиной 0,15-0,2 мкм и ферромагнитного материала толщиной не менее 0,2 мкм с...
Пристрій для фрикційно-механічного нанесення покрить
Номер патенту: 23690
Опубліковано: 02.06.1998
Автори: Гарасимів Григорій Васильович, Порайко Юрій Іванович, Климишин Ярослав Данилович, Бурда Мирослав Йосипович
МПК: C23C 26/00
Мітки: фрикційно-механічного, покрить, пристрій, нанесення
Формула / Реферат:
Пристрій для фрикційно-механічного нанесення покриття на тіла обертання, котрий містить натираючий вузол і механізм притиску з корпусом з двома важелями, який відрізняється тим, що додатково містить натираючий вузол, обидва натираючі вузли розміщені опозитно по лінії центрів відносно оброблюваної деталі, механізм притиску додатково включає регульовану опору і пневмосистему, пневмоциліндр якої закріплений на одному з важелів і взаємодіє з...
Попередній патент: Похідні вуглеводів та фармацевтична композиція на їх основі
Наступний патент: Тонка сигарета
Випадковий патент: Сировинна суміш з техногенних відходів