Спосіб запобігання фретинг-корозії
Номер патенту: 65090
Опубліковано: 15.03.2004
Автори: Шебаніц Едуард Миколайович, Бойко Владимир Семенович, Щетинін Сергій Вікторович, Матула Олексій Андрійович, Голі-Оглу Володимир Семенович, Кирильченко Петро Миколайович, Климанчук Владислав Владиславович, Бендрик Валерій Григорович
Формула / Реферат
Спосіб запобігання фретинг-корозії, що включає попереднє намагнічування контактних поверхонь і регулювання індукції залежно від величини механічного тиску, яка відрізняється тим, що контактні поверхні намагнічують із протилежним напрямком силових ліній, а величину індукції намагнічених поверхонь встановлюють залежно від величини механічного тиску відповідно до виразу:
У= (0,8-1,0).10-4 Р, Τ,
де Ρ - величина механічного тиску, МПа.
Текст
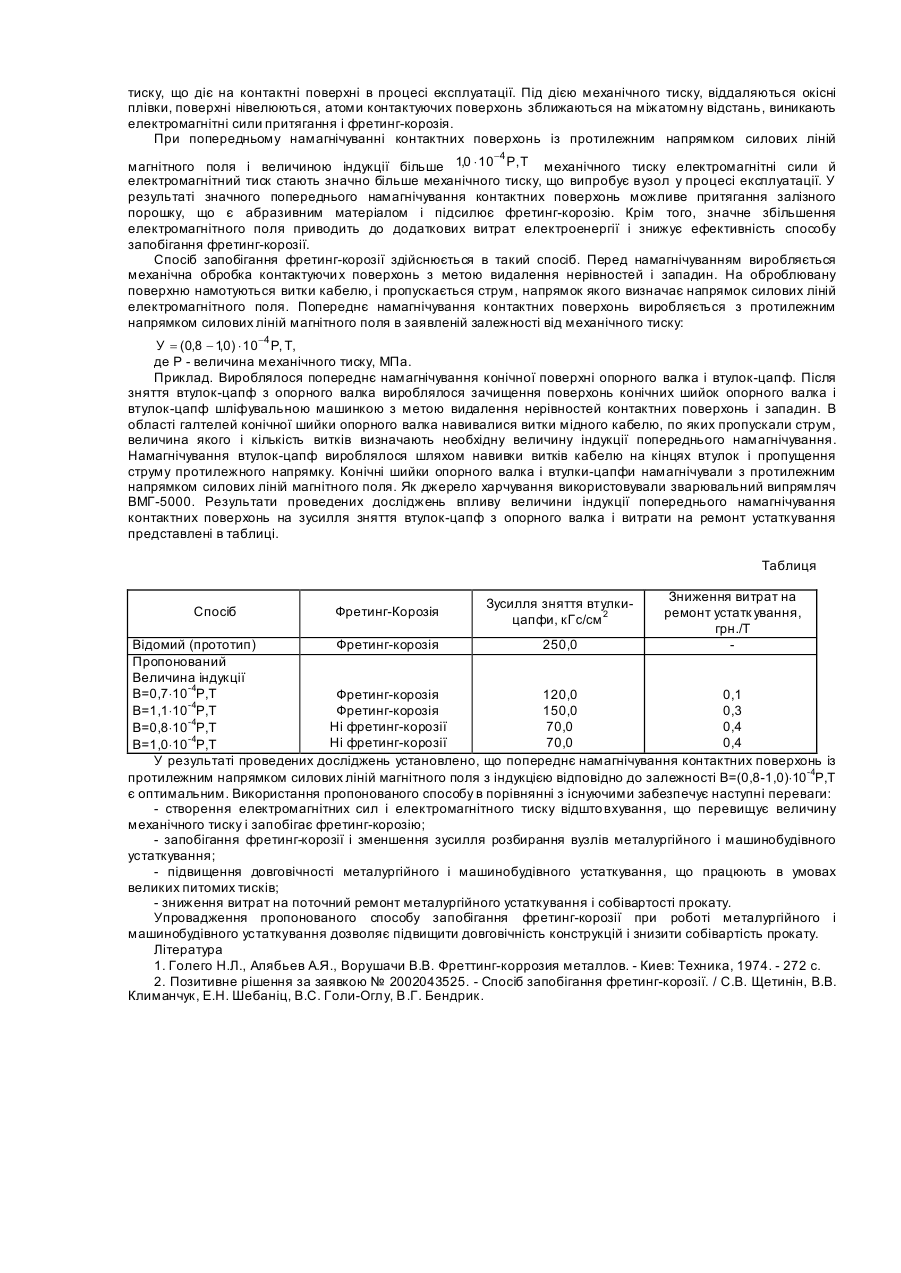
Винахід відноситься до області механіки і може бути використаний для запобігання фретинг-корозії при роботі механізмів у металургії, нафто хімічному і важкому машинобудуванні. Всі існуючі способи запобігання фретинг-корозії засновані на механічному впливі на контактні поверхні. Відомий спосіб запобігання фретинг-корозії за рахунок застосування змащень, що знижують коефіцієнт тертя [1]. Однак канали для подачі змащення зменшують площу контакту і збільшують питомі тиски, під дією яких змащення віддаляється з місця контакту. Крім того, змащення перестає бути е фективним засобом проти корозії, коли воно засмічено порошкоподібними продуктами окисних процесів і не знижує коефіцієнт тертя. Відомий спосіб запобігання фретинг-корозії [1], при якому контактні поверхні обробляють з метою створення на поверхні стискаючих напруг шля хом накатки роликами чи азотування. При цьому зона дії максимальних розтягуючи х напруг лежить під поверхнею і вилучена від контактної поверхні. Однак обкатування роликами не ефективне у місці пресової посадки, характерної для вузлів металургійного устаткування і контактних поверхонь конусних шийок опорного валка і втулки-цапфи, що працюють в умовах високих ударних і силових тисків. При експлуатації в результаті високих питомих тисків на контактній поверхні конічної шийки і втулки-цапфи виникає фретинг-корозія. Це утруднює зняття втулки-цапфи з опорного валка і підвищує ви трати на ремонт уста ткування і собівартість прокату. Відомий, узятий за прототип, спосіб запобігання корозії, при якому контактні поверхні попередньо намагнічують з однаковим напрямком силових ліній, а величину індукції намагнічених поверхонь регулюють у залежності від величини механічного тиску в процесі експлуатації відповідно до вираження: -4 У = (1 5 - 1 6 ) × 10 Р, Т, , , де Ρ - величина тиску в процесі експлуатації, МПа. Однак намагнічування контактних поверхонь з однаковим напрямком силових ліній електромагнітного поля, що замикаються у феромагнетику, приводить до виникнення електромагнітних сил відштовхування незначної величини і необхідності підвищувати індукцію [2]. В основу винаходу поставлена задача розробити спосіб запобігання фретинг-корозії, у якому використання нових умов здійснення дій дозволить за рахунок збільшення електромагнітного тиску відштовхування виключити схоплювання контактних поверхонь під дією високих питомих тисків, підвищити продуктивність процесу і довговічність металургійного устаткування, знизити витрати на ремонт і собівартість прокату. Поставлена задача зважується за рахунок того, що в способі запобігання фретинг-корозії, що включає попереднє намагнічування контактних поверхонь і регулювання індукції в залежності від величини механічного тиску, відповідно до винаходу контактні поверхні намагнічують із протилежним напрямком силових ліній, а величину індукції намагнічених поверхонь встановлюють у залежності від величини механічного тиску відповідно до вираження: -4 У = (0,8 - 1 0 ) × 10 Р, Т, , де Ρ - величина механічного тиску, МПа. Попереднє намагнічування контактних поверхонь із протилежним напрямком силових ліній електромагнітного поля створює виникнення електромагнітних сил і електромагнітного тиску відштовхування, що діють на атомарному рівні. При зближенні атомів контактуючи х поверхонь під дією великих питомих тисків у процесі прокатки електромагнітні сили й електромагнітний тиск відштовхування зростають, що запобігає зварюванню контактних поверхонь і фретинг-корозію. Теоретичні передумови способу запобігання фретингкорозії засновані на електромагнітній природі міжатомних сил зв'язків, що обумовлені обертовими навколо позитивних зарядів електронами. Обертові навколо зарядів електрони створюють струми, при однаковому напрямку яких, атоми притягаються, що приведе до зварювання і фретинг-корозії, а при протилежному напрямку відштовхуються, що приводить до запобігання фретинг-корозії. Це підтверджує ефективність пропонованого способу запобігання фретинг-корозії, що заснований на виникненні міжатомних сил відштовхування. Зі збільшенням питомого тиску в процесі експлуатації і зменшенням відстані між атомами електромагнітні сили й електромагнітний тиск відштовхування зростають, що підвищує е фективність запобігання фретинг-корозії. При пропонованому співвідношенні індукції і механічного тиску в процесі експлуатації виникають електромагнітні сили і прямо пропорційний квадрату індукції електромагнітний тиск відштовхування, що більше механічного тиску. Електромагнітний тиск відштовхування запобігає зближення атомів на міжатомну відстань, виникнення електромагнітних сил притягання і фретинг-корозію. Попереднє намагнічування контактних поверхонь із протилежним напрямком силових ліній у заявленому співвідношенні з механічним тиском забезпечує підвищення продуктивності процесу, довговічності металургійного устаткування, зниження зусиль при розбиранні вузлів і витрат на ремонт. Пропонований винахід заснований на ефективному способі впливу за рахунок створення електромагнітних сил і електромагнітного тиску відштовхування шляхом попереднього намагнічування контактуючих поверхонь із протилежним напрямком силових ліній магнітного поля. Отже, даний спосіб виявляє свої особливості - створення електромагнітних сил і електромагнітного тиску відштовхування тільки за певних умов, а саме, при величині індукції електромагнітного поля в залежності від -4 , величини механічного тиску в процесі експлуатації В = (0,8 - 1 0 ) × 10 Р, Т . Виходить, ці умови є істотними. А попереднє намагнічування контактуючих поверхонь із протилежним напрямком силових ліній магнітного поля в заявленій закономірності, забезпечує створення електромагнітних сил і електромагнітного тиску відштовхування більше механічного тиску і запобігає фретинг-корозію. При попередньому намагнічуванні контактних поверхонь із протилежним напрямком силових ліній -4 магнітного поля і величиною індукції менше 0,8 × 10 P, T механічного тиску зменшуються електромагнітні сили й електромагнітний тиск відштовхування. Електромагнітний тиск відштовхування стає менше механічного тиску, що діє на контактні поверхні в процесі експлуатації. Під дією механічного тиску, віддаляються окісні плівки, поверхні нівелюються, атоми контактуючих поверхонь зближаються на міжатомну відстань, виникають електромагнітні сили притягання і фретинг-корозія. При попередньому намагнічуванні контактних поверхонь із протилежним напрямком силових ліній -4 магнітного поля і величиною індукції більше 1,0 × 10 P, T механічного тиску електромагнітні сили й електромагнітний тиск стають значно більше механічного тиску, що випробує вузол у процесі експлуатації. У результаті значного попереднього намагнічування контактних поверхонь можливе притягання залізного порошку, що є абразивним матеріалом і підсилює фретинг-корозію. Крім того, значне збільшення електромагнітного поля приводить до додаткових витрат електроенергії і знижує ефективність способу запобігання фретинг-корозії. Спосіб запобігання фретинг-корозії здійснюється в такий спосіб. Перед намагнічуванням виробляється механічна обробка контактуючи х поверхонь з метою видалення нерівностей і западин. На оброблювану поверхню намотуються витки кабелю, і пропускається струм, напрямок якого визначає напрямок силових ліній електромагнітного поля. Попереднє намагнічування контактних поверхонь виробляється з протилежним напрямком силових ліній магнітного поля в заявленій залежності від механічного тиску: -4 У = (0,8 - 1 0 ) × 10 Р, Т, , де Ρ - величина механічного тиску, МПа. Приклад. Вироблялося попереднє намагнічування конічної поверхні опорного валка і втулок-цапф. Після зняття втулок-цапф з опорного валка вироблялося зачищення поверхонь конічних шийок опорного валка і втулок-цапф шліфувальною машинкою з метою видалення нерівностей контактних поверхонь і западин. В області галтелей конічної шийки опорного валка навивалися витки мідного кабелю, по яких пропускали струм, величина якого і кількість витків визначають необхідну величину індукції попереднього намагнічування. Намагнічування втулок-цапф вироблялося шляхом навивки витків кабелю на кінцях втулок і пропущення струму протилежного напрямку. Конічні шийки опорного валка і втулки-цапфи намагнічували з протилежним напрямком силових ліній магнітного поля. Як джерело харчування використовували зварювальний випрямляч ВМГ-5000. Результати проведених досліджень впливу величини індукції попереднього намагнічування контактних поверхонь на зусилля зняття втулок-цапф з опорного валка і витрати на ремонт устаткування представлені в таблиці. Таблиця Спосіб Фретинг-Корозія Зусилля зняття втулкицапфи, кГс/см 2 Зниження витрат на ремонт устатк ування, грн./Т Відомий (прототип) Фретинг-корозія 250,0 Пропонований Величина індукції B=0,7×10-4P,T Фретинг-корозія 120,0 0,1 В=1,1×10-4P,T Фретинг-корозія 150,0 0,3 Ні фретинг-корозії 70,0 0,4 В=0,8×10-4P,T Ні фретинг-корозії 70,0 0,4 Β=1,0×10-4P,T У результаті проведенихдосліджень установлено, що попереднє намагнічування контактних поверхонь із протилежним напрямком силових ліній магнітного поля з індукцією відповідно до залежності В=(0,8-1,0)×10-4P,T є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - створення електромагнітних сил і електромагнітного тиску відшто вхування, що перевищує величину механічного тиску і запобігає фретинг-корозію; - запобігання фретинг-корозії і зменшення зусилля розбирання вузлів металургійного і машинобудівного устаткування; - підвищення довговічності металургійного і машинобудівного устаткування, що працюють в умовах великих питомих тисків; - зниження витрат на поточний ремонт металургійного устаткування і собівартості прокату. Упровадження пропонованого способу запобігання фретинг-корозії при роботі металургійного і машинобудівного устаткування дозволяє підвищити довговічність конструкцій і знизити собівартість прокату. Література 1. Голего Н.Л., Алябьев А.Я., Ворушачи В.В. Фреттинг-коррозия металлов. - Киев: Техника, 1974. - 272 с. 2. Позитивне рішення за заявкою № 2002043525. - Спосіб запобігання фретинг-корозії. / С.В. Щетинін, В.В. Климанчук, Е.Н. Шебаніц, В.С. Голи-Оглу, В.Г. Бендрик.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the prevention of fretting-corrosion
Автори англійськоюSchetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Shebanyts Eduard Mykolaiovych, Kyrylchenko Petro Mykolaiovych, Holi-Ohlu Volodymyr Semenovych, Bendryk Valerii Hryhorovych, Matula Oleksii Andriovych
Назва патенту російськоюСпособ предотвращения фреттинг-коррозии
Автори російськоюЩетинин Сергей Викторович, Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич, Кирильченко Петр Николаевич, Голи-Оглу Владимир Семенович, Бендрик Валерий Григорьевич, Матула Алексей Андреевич
МПК / Мітки
МПК: C23G 1/00
Мітки: запобігання, фретинг-корозії, спосіб
Код посилання
<a href="https://ua.patents.su/2-65090-sposib-zapobigannya-freting-korozi.html" target="_blank" rel="follow" title="База патентів України">Спосіб запобігання фретинг-корозії</a>
Спосіб запобігання фретинг-корозії
Номер патенту: 54855
Опубліковано: 17.03.2003
Автори: Бендрик Валерій Григорович, Щетинін Сергій Вікторович, Климанчук Владислав Владиславович, Голі-Оглу Володимир Семенович, Шебаніц Едуард Миколайович
МПК: B23H 9/00
Мітки: запобігання, спосіб, фретинг-корозії
Формула / Реферат:
Спосіб запобігання фретинг-корозії, що включає обробку контактних поверхонь, який відрізняється тим, що контактні поверхні намагнічують з однаковим напрямком силових ліній електромагнітного поля, а величину індукції намагнічених поверхонь регулюють у залежності від величини механічного тиску в процесі експлуатації відповідно до виразу:де Р - величина...
Спосіб захисту поверхонь нагріву котельної установки від корозії під час простоювання
Номер патенту: 52703
Опубліковано: 15.01.2003
Автори: Якимів Евгеній Миколайович, Гут Пилип Омелянович, Крук Михайло Тихонович, Мисак Йосип Степанович
МПК: F23L 15/00
Мітки: поверхонь, установки, спосіб, нагріву, захисту, корозії, простоювання, котельної
Формула / Реферат:
Спосіб захисту поверхонь нагріву котельної установки від корозії під час простоювання, який включає забір повітряного потоку, нагрівання його та подачу на поверхні нагріву котельної установки, який відрізняється тим, що повітря підігрівають стороннім джерелом тепла, а подачу його на поверхні нагріву здійснюють за рахунок самотяги, створеної за допомогою димової труби, причому температуру нагрітого повітря підтримують такою, щоб температура...
Виріб, який підлягає впливу ерозії та корозії, і спосіб його захисту від ерозії та корозії
Номер патенту: 48169
Опубліковано: 15.08.2002
Автор: Беелє Вольфрам
МПК: C23C 14/06, C23C 14/08, C23C 28/04, C23C 14/02, C23C 28/00
Мітки: корозії, ерозії, спосіб, виріб, впливу, захисту, підлягає
Формула / Реферат:
1. Виріб, який підлягає впливу ерозії та корозії, з субстратом, утвореним суперсплавом на основі нікелю або кобальту, з розташованим на субстраті тепловим бар'єрним шаром, який має задану тягучість, який відрізняється тим, що захисне силіцидне покриття розташоване на вказаному тепловому бар'єрному шарі, тягучість якого є вищою за задану.2. Виріб за п. 1, який відрізняється тим, що його захисне покриття містить MoSi2.3. Виріб за...
Змішаний інгібітор корозії сталі і спосіб його одержання
Номер патенту: 6718
Опубліковано: 29.12.1994
Автори: Калахан Олег Степанович, Похмурський Василь Іванович, Ковбуз Мирослава Олексіївна, Білик Оксана Миронівна, Горбачевська Христина Романівна
МПК: C23F 11/00
Мітки: одержання, змішаний, корозії, спосіб, інгібітор, сталі
Формула / Реферат:
1. Змішаний інгібітор корозії сталі на основі октадециламіну, який відрізняється тим, що додатково містить піперидин при такому вмісті компонентів, мг/л:октадециламін - 30-50 піперидин - 50-100 2. Спосіб одержання інгібіторів корозії сталі шляхом змішування компонентів, який відрізняється тим, що октадециламін вводять через 15-20 хвилин після введення в робоче середовище піпсридину.
Спосіб захисту від корозії внутрішньої поверхні трубопроводів і обладнання
Номер патенту: 31879
Опубліковано: 15.12.2000
Автори: Гаркот Василь Степанович, Лилак Микола Миколайович, Дядик Микола Миколайович, Куртов Веніамин Дмитрович
МПК: C23F 13/00
Мітки: обладнання, внутрішньої, поверхні, трубопроводів, спосіб, корозії, захисту
Текст:
...рідини в місцях установки магнітного активатора 3. Оптимальна величина напруги магнітного лоля 150-300 ерстед,, ! видкість руху рідини повинна бути в межах J,7-2#G м/сек, кількість магнітних активаторів підбирається в розрахунку забезпечення по всій лінії трубопроводу І. електрорухомої сили не менше ІО мі. лрактика показує,ошб забезпечити ию умову приходиться установлювати магнітні активатори через -ахист внутрішньої поверхні трубопроводів та...
Попередній патент: Прес для формування тюків
Наступний патент: Спосіб нанесення захисних покрить
Випадковий патент: Машина для вирівнювання деталей взуття по товщині