Спосіб пресування виробів з порошкових матеріалів
Номер патенту: 67218
Опубліковано: 15.06.2004
Автори: Бондаренко Олена Володимирівна, Блохін Олександр Григорович
Формула / Реферат
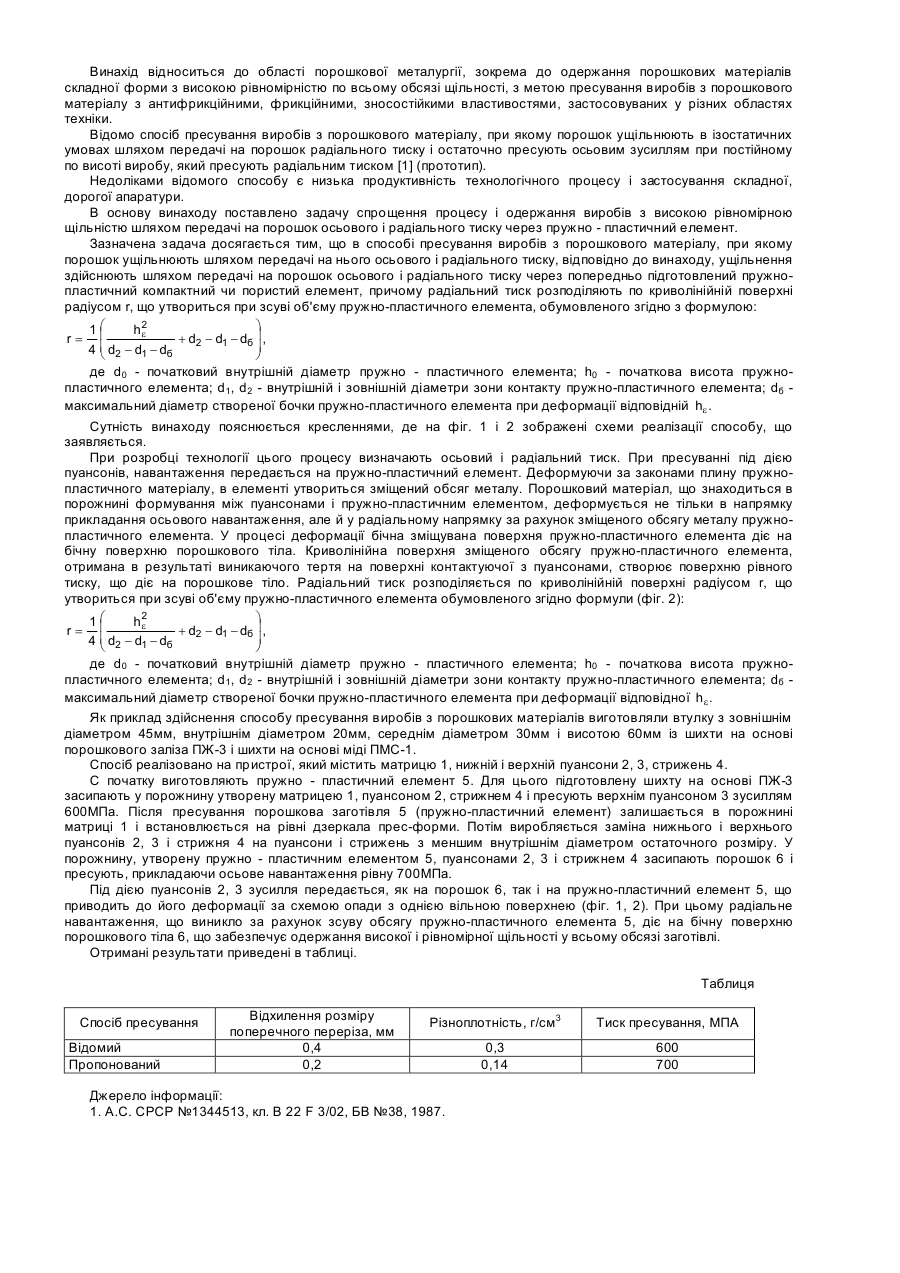
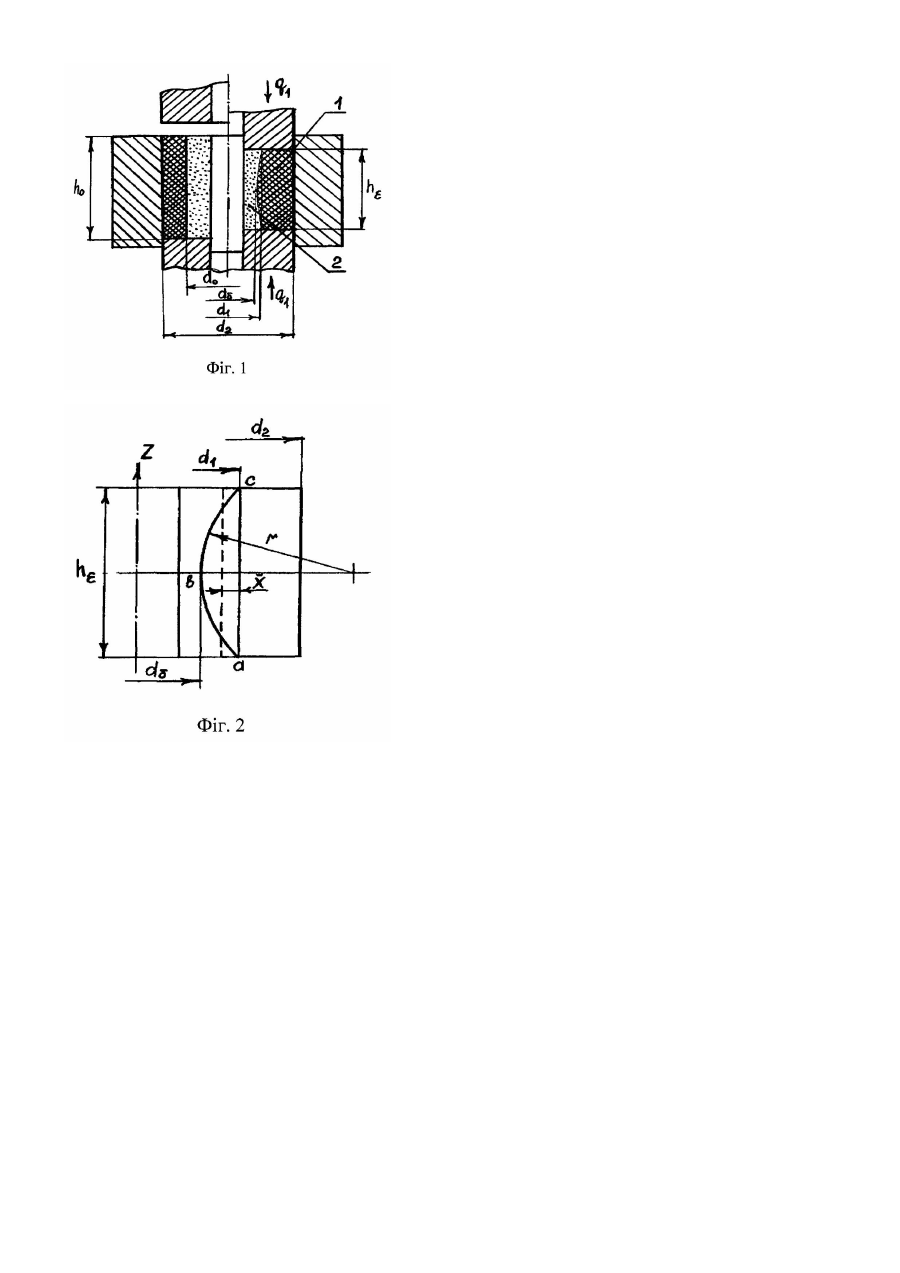
Спосіб пресування виробів з порошкових матеріалів, при якому порошок ущільнюють шляхом передачі на порошок осьового і радіального тиску, який відрізняється тим, що ущільнення здійснюють шляхом передачі на порошок осьового і радіального тиску через попередньо підготовлений пружно-пластичний компактний або пористий елемент, причому радіальний тиск розподіляють по криволінійній поверхні радіусом r, що утворюється при зсуві об'єму пружно-пластичного елемента, згідно з формулою:
![]() ,
,
де d0 - початковий внутрішній діаметр пружно-пластичного елемента; h0 - початкова висота пружно-пластичного елемента; d1, d2 - внутрішній і зовнішній діаметри зони контакту пружно - пластичного елемента; dб - максимальний діаметр утвореної бочки пружно-пластичного елемента при деформації, відповідній hε.
Текст
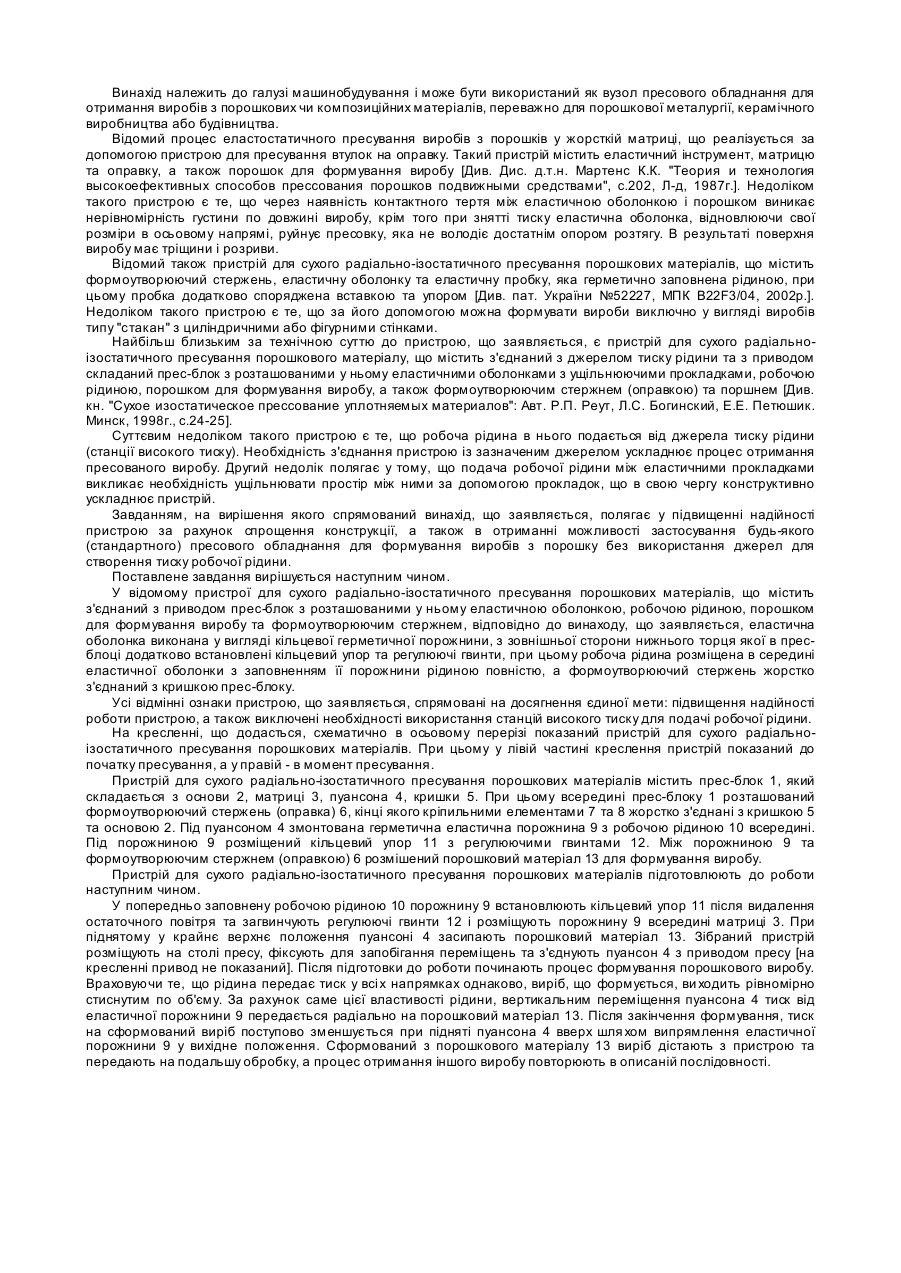
Винахід відноситься до області порошкової металургії, зокрема до одержання порошкових матеріалів складної форми з високою рівномірністю по всьому обсязі щільності, з метою пресування виробів з порошкового матеріалу з антифрикційними, фрикційними, зносостійкими властивостями, застосовуваних у різних областях техніки. Відомо спосіб пресування виробів з порошкового матеріалу, при якому порошок ущільнюють в ізостатичних умовах шляхом передачі на порошок радіального тиску і остаточно пресують осьовим зусиллям при постійному по висоті виробу, який пресують радіальним тиском [1] (прототип). Недоліками відомого способу є низька продуктивність технологічного процесу і застосування складної, дорогої апаратури. В основу винаходу поставлено задачу спрощення процесу і одержання виробів з високою рівномірною щільністю шляхом передачі на порошок осьового і радіального тиску через пружно - пластичний елемент. Зазначена задача досягається тим, що в способі пресування виробів з порошкового матеріалу, при якому порошок ущільнюють шляхом передачі на нього осьового і радіального тиску, відповідно до винаходу, ущільнення здійснюють шляхом передачі на порошок осьового і радіального тиску через попередньо підготовлений пружнопластичний компактний чи пористий елемент, причому радіальний тиск розподіляють по криволінійній поверхні радіусом r, що утвориться при зсуві об'єму пружно-пластичного елемента, обумовленого згідно з формулою: ö 1æ h2 e r= ç + d2 - d1 - dб ÷ , ÷ 4 ç d2 - d1 - dб è ø де d0 - початковий внутрішній діаметр пружно - пластичного елемента; h0 - початкова висота пружнопластичного елемента; d1, d2 - внутрішній і зовнішній діаметри зони контакту пружно-пластичного елемента; dб максимальний діаметр створеної бочки пружно-пластичного елемента при деформації відповідній he . Сутність винаходу пояснюється кресленнями, де на фіг. 1 і 2 зображені схеми реалізації способу, що заявляється. При розробці технології цього процесу визначають осьовий і радіальний тиск. При пресуванні під дією пуансонів, навантаження передається на пружно-пластичний елемент. Деформуючи за законами плину пружнопластичного матеріалу, в елементі утвориться зміщений обсяг металу. Порошковий матеріал, що знаходиться в порожнині формування між пуансонами і пружно-пластичним елементом, деформується не тільки в напрямку прикладання осьового навантаження, але й у радіальному напрямку за рахунок зміщеного обсягу металу пружнопластичного елемента. У процесі деформації бічна зміщувана поверхня пружно-пластичного елемента діє на бічну поверхню порошкового тіла. Криволінійна поверхня зміщеного обсягу пружно-пластичного елемента, отримана в результаті виникаючого тертя на поверхні контактуючої з пуансонами, створює поверхню рівного тиску, що діє на порошкове тіло. Радіальний тиск розподіляється по криволінійній поверхні радіусом r, що утвориться при зсуві об'єму пружно-пластичного елемента обумовленого згідно формули (фіг. 2): ö 1æ h2 e r= ç + d2 - d1 - dб ÷ , ÷ 4 ç d2 - d1 - dб ø è де d0 - початковий внутрішній діаметр пружно - пластичного елемента; h0 - початкова висота пружнопластичного елемента; d1, d2 - внутрішній і зовнішній діаметри зони контакту пружно-пластичного елемента; dб максимальний діаметр створеної бочки пружно-пластичного елемента при деформації відповідної h e . Як приклад здійснення способу пресування виробів з порошкових матеріалів виготовляли втулку з зовнішнім діаметром 45мм, внутрішнім діаметром 20мм, середнім діаметром 30мм і висотою 60мм із шихти на основі порошкового заліза ПЖ-3 і шихти на основі міді ПМС-1. Спосіб реалізовано на пристрої, який містить матрицю 1, нижній і верхній пуансони 2, 3, стрижень 4. С початку виготовляють пружно - пластичний елемент 5. Для цього підготовлену шихту на основі ПЖ-3 засипають у порожнину утворену матрицею 1, пуансоном 2, стрижнем 4 і пресують верхнім пуансоном 3 зусиллям 600МПа. Після пресування порошкова заготівля 5 (пружно-пластичний елемент) залишається в порожнині матриці 1 і встановлюється на рівні дзеркала прес-форми. Потім виробляється заміна нижнього і верхнього пуансонів 2, 3 і стрижня 4 на пуансони і стрижень з меншим внутрішнім діаметром остаточного розміру. У порожнину, утворену пружно - пластичним елементом 5, пуансонами 2, 3 і стрижнем 4 засипають порошок 6 і пресують, прикладаючи осьове навантаження рівну 700МПа. Під дією пуансонів 2, 3 зусилля передається, як на порошок 6, так і на пружно-пластичний елемент 5, що приводить до його деформації за схемою опади з однією вільною поверхнею (фіг. 1, 2). При цьому радіальне навантаження, що виникло за рахунок зсуву обсягу пружно-пластичного елемента 5, діє на бічну поверхню порошкового тіла 6, що забезпечує одержання високої і рівномірної щільності у всьому обсязі заготівлі. Отримані результати приведені в таблиці. Таблиця Спосіб пресування Відомий Пропонований Відхилення розміру поперечного переріза, мм 0,4 0,2 Різноплотність, г/см3 Тиск пресування, МПА 0,3 0,14 600 700 Джерело інформації: 1. А.С. СРСР №1344513, кл. В 22 F 3/02, БВ №38, 1987.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for pressing articles from powder materials
Автори англійськоюBlokhin Oleksandr Hryhorovych, Bondarenko Olena Volodymyrivna
Назва патенту російськоюСпособ прессования изделий из порошковых материалов
Автори російськоюБлохин Александр Григорьевич, Бондаренко Елена Владимировна
МПК / Мітки
МПК: B22F 3/18
Мітки: пресування, порошкових, виробів, матеріалів, спосіб
Код посилання
<a href="https://ua.patents.su/2-67218-sposib-presuvannya-virobiv-z-poroshkovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресування виробів з порошкових матеріалів</a>
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B22C 15/00, B30B 15/02
Мітки: пресування, порошкових, прес-форма, матеріалів
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Установка для пресування виробів із порошкових матеріалів
Номер патенту: 46758
Опубліковано: 17.06.2002
Автори: Половина Юрій Никифорович, Половина Микола Никифорович
МПК: B22F 3/02, B30B 12/00
Мітки: матеріалів, установка, пресування, порошкових, виробів
Формула / Реферат:
Установка для пресування виробів з порошкових матеріалів, яка має станину, привід, рухому поперечину, вузол пресування, виконаний з силовими органами, закріпленими на рухомій поперечині, і робочими циліндрами з розміщеними в них робочими органами, взаємозв'язаними з силовими органами за допомогою клинових поверхонь, і механізми зворотного ходу рухомої поперечини і робочих органів, яка відрізняється тим, що її оснащено обмежувачами ходу...
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів на матрицю
Номер патенту: 63675
Опубліковано: 15.01.2004
Автори: Заболотний Олег Васильович, Рудь Віктор Дмитрович, Повстяной Олександр Юрійович
МПК: B22F 3/04
Мітки: матеріалів, порошкових, радіально-ізостатичного, матрицю, сухого, пресування, пристрій
Формула / Реферат:
1. Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів на матрицю, що містить складаний корпус, який містить основу, матрицю, кришку та пуансон, при цьому матриця і пуансон розміщені одне відносно одного з концентричним зазором для засипки порошкового матеріалу, який відрізняється тим, що в корпусі під пуансоном розташована оснащена герметичною порожниною еластична пробка, порожнина якої повністю заповнена рідиною, а...
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів
Номер патенту: 63676
Опубліковано: 15.01.2004
Автори: Повстяной Олександр Юрійович, Заболотний Олег Васильович, Рудь Віктор Дмитрович
МПК: B22F 3/04
Мітки: порошкових, пристрій, сухого, матеріалів, радіально-ізостатичного, пресування
Формула / Реферат:
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів, що містить з'єднаний з приводом складаний прес-блок з розташованими у ньому еластичною оболонкою, робочою рідиною, порошком для формування виробу та формоутворюючим стержнем, який відрізняється тим, що еластична оболонка виконана у вигляді кільцевої герметичної порожнини, з зовнішньої сторони нижнього торця якої в прес-блоці додатково встановлені кільцевий упор та...
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів
Номер патенту: 52227
Опубліковано: 16.12.2002
Автор: Заболотний Олег Васильович
МПК: B22F 3/04
Мітки: матеріалів, пристрій, сухого, пресування, радіально-ізостатичного, порошкових
Формула / Реферат:
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів, що містить формоутворюючий стрижень і еластичну оболонку, який відрізняється тим, що в ньому встановлена спеціальна еластична пробка, яка герметично заповнена рідиною, із вставкою та упором.
Попередній патент: Борона гнучка з регульованими зубами
Наступний патент: Дискове гальмо
Випадковий патент: Спосіб лікування пухлин голівки підшлункової залози