Спосіб лиття металів та пристрій для його здійснення
Номер патенту: 67950
Опубліковано: 15.07.2004
Автори: Мітрус Олександр Володимирович, Головань Анатолій Миколайович, Суржанський Станіслав Константинович, Шендрик Микола Миколайович, Михайличенко Вячеслав Валерійович, Шелякова Ірина Петрівна
Формула / Реферат
1. Спосіб лиття металів, що включає розташування металу на тиглі, створення необхідного розрядження в камерах плавлення і лиття, нагнітання інертного газу 5-150 торр в камеру плавлення, плавлення металу за допомогою дуги постійного струму з наступним заливанням в заливну форму, який відрізняється тим, що при плавленні метал обдувають інертним газом, при заливанні тигель залишається нерухомим, а метал потрапляє в заливну форму під дією гравітаційних сил крізь отвір у тиглі.
2. Пристрій для лиття металів, містить камеру плавлення, в якій розміщені дуговий електрод, тигель, виготовлений з електропровідного матеріалу та розташований під дуговим електродом, і камеру лиття, який відрізняється тим, що містить електродуговий прилад, в якому розташовані електродуговий електрод і система постачання інертного газу в зону плавлення металу, а тигель має отвір в нижній частині.
Текст
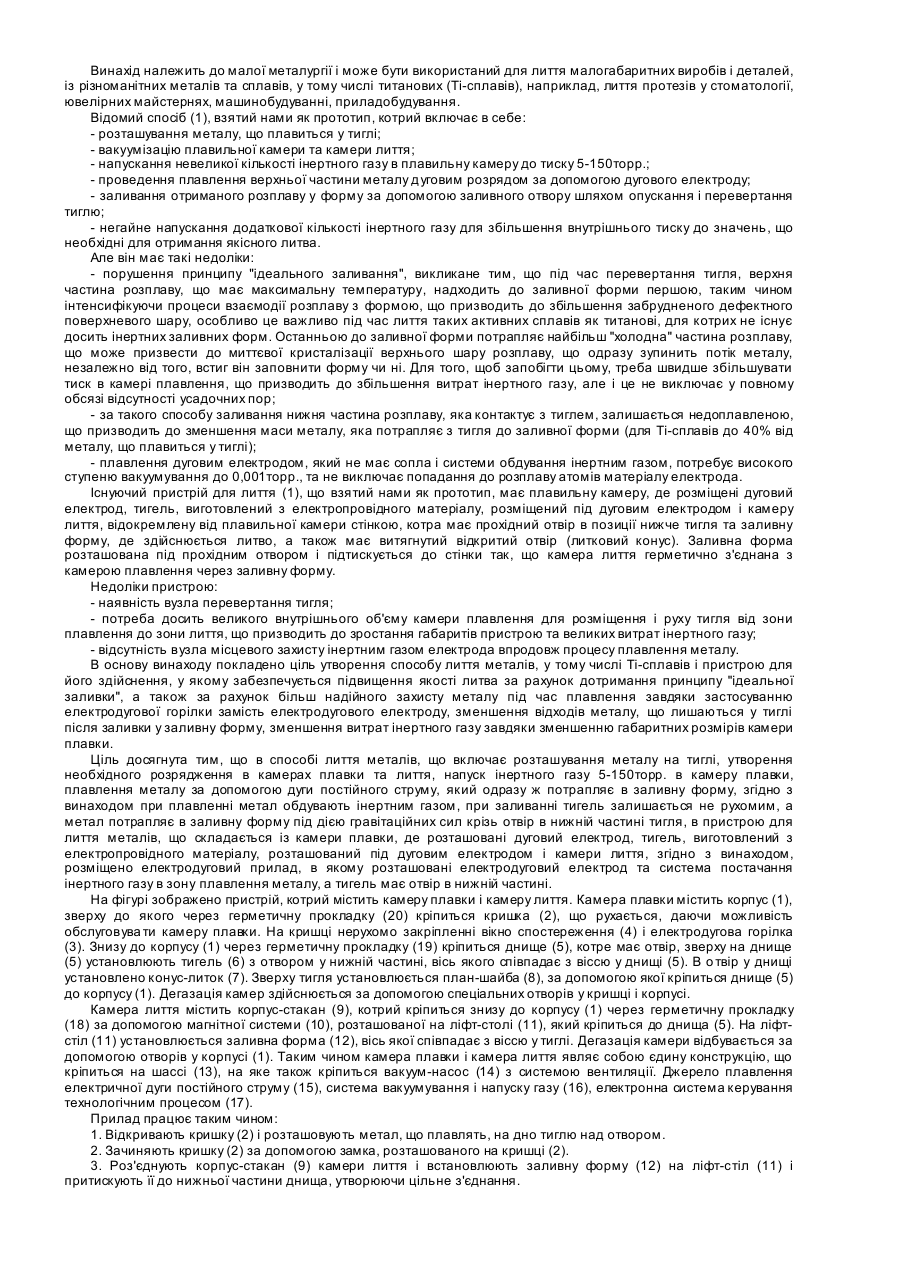
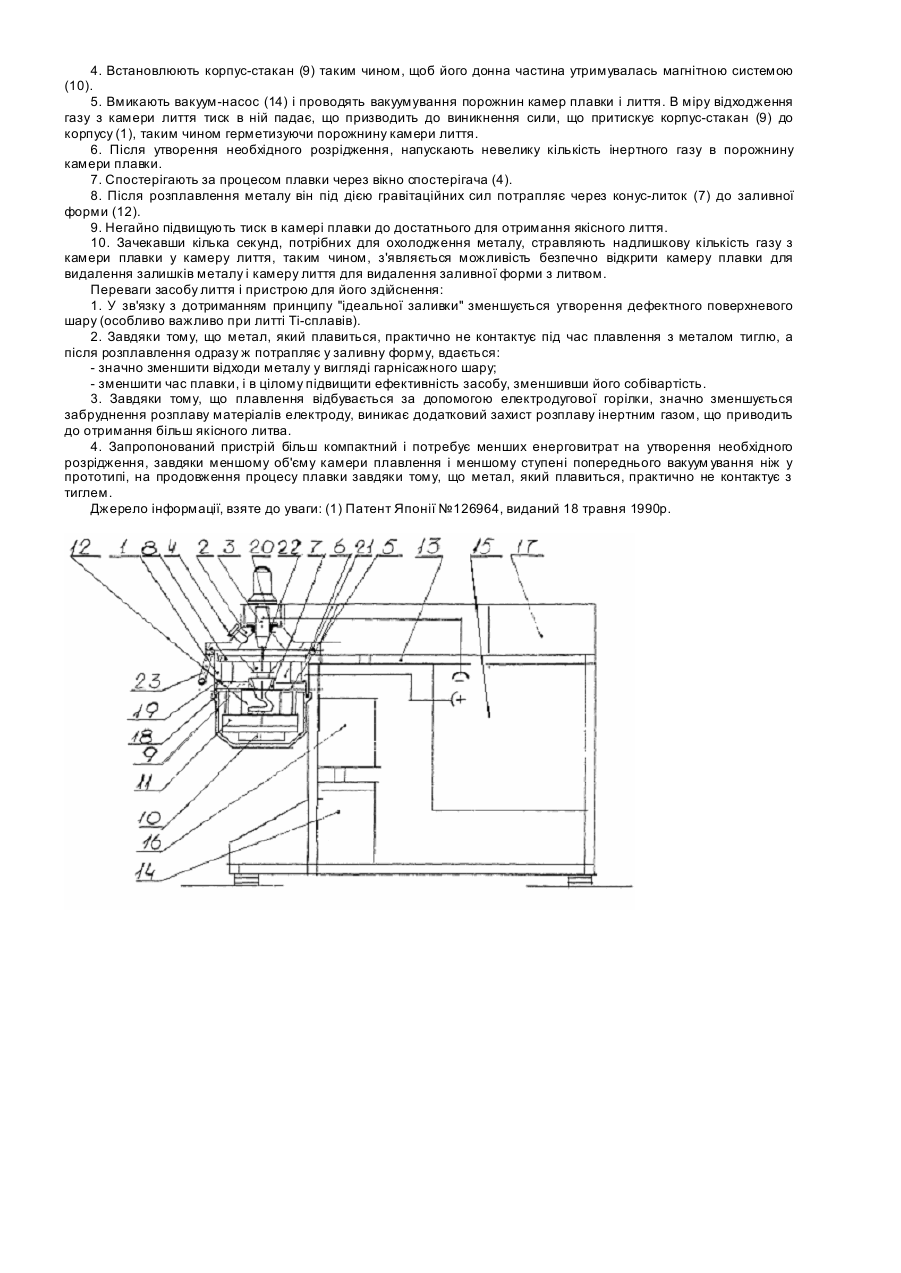
Винахід належить до малої металургії і може бути використаний для лиття малогабаритних виробів і деталей, із різноманітних металів та сплавів, у тому числі титанових (Ті-сплавів), наприклад, лиття протезів у стоматології, ювелірних майстернях, машинобудуванні, приладобудування. Відомий спосіб (1), взятий нами як прототип, котрий включає в себе: - розташування металу, що плавиться у тиглі; - вакуумізацію плавильної камери та камери лиття; - напускання невеликої кількості інертного газу в плавильну камеру до тиску 5-150торр.; - проведення плавлення верхньої частини металу дуговим розрядом за допомогою дугового електроду; - заливання отриманого розплаву у форму за допомогою заливного отвору шляхом опускання і перевертання тиглю; - негайне напускання додаткової кількості інертного газу для збільшення внутрішнього тиску до значень, що необхідні для отримання якісного литва. Але він має такі недоліки: - порушення принципу "ідеального заливання", викликане тим, що під час перевертання тигля, верхня частина розплаву, що має максимальну температуру, надходить до заливної форми першою, таким чином інтенсифікуючи процеси взаємодії розплаву з формою, що призводить до збільшення забрудненого дефектного поверхневого шару, особливо це важливо під час лиття таких активних сплавів як титанові, для котрих не існує досить інертних заливних форм. Останньою до заливної форми потрапляє найбільш "холодна" частина розплаву, що може призвести до миттєвої кристалізації верхнього шару розплаву, що одразу зупинить потік металу, незалежно від того, встиг він заповнити форму чи ні. Для того, щоб запобігти цьому, треба швидше збільшувати тиск в камері плавлення, що призводить до збільшення витрат інертного газу, але і це не виключає у повному обсязі відсутності усадочних пор; - за такого способу заливання нижня частина розплаву, яка контактує з тиглем, залишається недоплавленою, що призводить до зменшення маси металу, яка потрапляє з тигля до заливної форми (для Ті-сплавів до 40% від металу, що плавиться у тиглі); - плавлення дуговим електродом, який не має сопла і системи обдування інертним газом, потребує високого ступеню вакуумування до 0,001торр., та не виключає попадання до розплаву атомів матеріалу електрода. Існуючий пристрій для лиття (1), що взятий нами як прототип, має плавильну камеру, де розміщені дуговий електрод, тигель, виготовлений з електропровідного матеріалу, розміщений під дуговим електродом і камеру лиття, відокремлену від плавильної камери стінкою, котра має прохідний отвір в позиції нижче тигля та заливну форму, де здійснюється литво, а також має витягнутий відкритий отвір (литковий конус). Заливна форма розташована під прохідним отвором і підтискується до стінки так, що камера лиття герметично з'єднана з камерою плавлення через заливну форму. Недоліки пристрою: - наявність вузла перевертання тигля; - потреба досить великого внутрішнього об'єму камери плавлення для розміщення і руху тигля від зони плавлення до зони лиття, що призводить до зростання габаритів пристрою та великих витрат інертного газу; - відсутність вузла місцевого захисту інертним газом електрода впродовж процесу плавлення металу. В основу винаходу покладено ціль утворення способу лиття металів, у тому числі Ті-сплавів і пристрою для його здійснення, у якому забезпечується підвищення якості литва за рахунок дотримання принципу "ідеальної заливки", а також за рахунок більш надійного захисту металу під час плавлення завдяки застосуванню електродугової горілки замість електродугового електроду, зменшення відходів металу, що лишаються у тиглі після заливки у заливну форму, зменшення витрат інертного газу завдяки зменшенню габаритних розмірів камери плавки. Ціль досягнута тим, що в способі лиття металів, що включає розташування металу на тиглі, утворення необхідного розрядження в камерах плавки та лиття, напуск інертного газу 5-150торр. в камеру плавки, плавлення металу за допомогою дуги постійного струму, який одразу ж потрапляє в заливну форму, згідно з винаходом при плавленні метал обдувають інертним газом, при заливанні тигель залишається не рухомим, а метал потрапляє в заливну форму під дією гравітаційних сил крізь отвір в нижній частині тигля, в пристрою для лиття металів, що складається із камери плавки, де розташовані дуговий електрод, тигель, виготовлений з електропровідного матеріалу, розташований під дуговим електродом і камери лиття, згідно з винаходом, розміщено електродуговий прилад, в якому розташовані електродуговий електрод та система постачання інертного газу в зону плавлення металу, а тигель має отвір в нижній частині. На фігурі зображено пристрій, котрий містить камеру плавки і камеру лиття. Камера плавки містить корпус (1), зверху до якого через герметичну прокладку (20) кріпиться кришка (2), що рухається, даючи можливість обслуговува ти камеру плавки. На кришці нерухомо закріпленні вікно спостереження (4) і електродугова горілка (3). Знизу до корпусу (1) через герметичну прокладку (19) кріпиться днище (5), котре має отвір, зверху на днище (5) установлюють тигель (6) з отвором у нижній частині, вісь якого співпадає з віссю у днищі (5). В о твір у днищі установлено конус-литок (7). Зверху тигля установлюється план-шайба (8), за допомогою якої кріпиться днище (5) до корпусу (1). Дегазація камер здійснюється за допомогою спеціальних отворів у кришці і корпусі. Камера лиття містить корпус-стакан (9), котрий кріпиться знизу до корпусу (1) через герметичну прокладку (18) за допомогою магнітної системи (10), розташованої на ліфт-столі (11), який кріпиться до днища (5). На ліфтстіл (11) установлюється заливна форма (12), вісь якої співпадає з віссю у тиглі. Дегазація камери відбувається за допомогою отворів у корпусі (1). Таким чином камера плавки і камера лиття являє собою єдину конструкцію, що кріпиться на шассі (13), на яке також кріпиться вакуум-насос (14) з системою вентиляції. Джерело плавлення електричної дуги постійного струму (15), система вакуумування і напуску газу (16), електронна система керування технологічним процесом (17). Прилад працює таким чином: 1. Відкривають кришку (2) і розташовують метал, що плавлять, на дно тиглю над отвором. 2. Зачиняють кришку (2) за допомогою замка, розташованого на кришці (2). 3. Роз'єднують корпус-стакан (9) камери лиття і встановлюють заливну форму (12) на ліфт-стіл (11) і притискують її до нижньої частини днища, утворюючи цільне з'єднання. 4. Встановлюють корпус-стакан (9) таким чином, щоб його донна частина утримувалась магнітною системою (10). 5. Вмикають вакуум-насос (14) і проводять вакуумування порожнин камер плавки і лиття. В міру відходження газу з камери лиття тиск в ній падає, що призводить до виникнення сили, що притискує корпус-стакан (9) до корпусу (1), таким чином герметизуючи порожнину камери лиття. 6. Після утворення необхідного розрідження, напускають невелику кількість інертного газу в порожнину камери плавки. 7. Спостерігають за процесом плавки через вікно спостерігача (4). 8. Після розплавлення металу він під дією гравітаційних сил потрапляє через конус-литок (7) до заливної форми (12). 9. Негайно підвищують тиск в камері плавки до достатнього для отримання якісного лиття. 10. Зачекавши кілька секунд, потрібних для охолодження металу, стравляють надлишкову кількість газу з камери плавки у камеру лиття, таким чином, з'являється можливість безпечно відкрити камеру плавки для видалення залишків металу і камеру лиття для видалення заливної форми з литвом. Переваги засобу лиття і пристрою для його здійснення: 1. У зв'язку з дотриманням принципу "ідеальної заливки" зменшується утворення дефектного поверхневого шару (особливо важливо при литті Ті-сплавів). 2. Завдяки тому, що метал, який плавиться, практично не контактує під час плавлення з металом тиглю, а після розплавлення одразу ж потрапляє у заливну форму, вдається: - значно зменшити відходи металу у вигляді гарнісажного шару; - зменшити час плавки, і в цілому підвищити ефективність засобу, зменшивши його собівартість. 3. Завдяки тому, що плавлення відбувається за допомогою електродугової горілки, значно зменшується забруднення розплаву матеріалів електроду, виникає додатковий захист розплаву інертним газом, що приводить до отримання більш якісного литва. 4. Запропонований пристрій більш компактний і потребує менших енерговитрат на утворення необхідного розрідження, завдяки меншому об'єму камери плавлення і меншому ступені попереднього вакуум ування ніж у прототипі, на продовження процесу плавки завдяки тому, що метал, який плавиться, практично не контактує з тиглем. Джерело інформації, взяте до уваги: (1) Патент Японії №126964, виданий 18 травня 1990p.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for casting of metals
Автори англійськоюMitrus Oleksandr Volodymyrovych
Назва патенту російськоюСпособ литья металлов и устройство для его осуществления
Автори російськоюМитрус Александр Владимирович
МПК / Мітки
МПК: B22D 27/02, B22D 21/00
Мітки: здійснення, металів, лиття, спосіб, пристрій
Код посилання
<a href="https://ua.patents.su/2-67950-sposib-littya-metaliv-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття металів та пристрій для його здійснення</a>
Спосіб плавки і лиття активних та тугоплавких металів і сплавів та пристрій для його реалізації
Номер патенту: 44460
Опубліковано: 15.02.2002
Автори: Вербило Марія Олексіївна, Добкина Юлія Георгіївна, Левицький Микола Іванович, Аникін Юрій Пилипович, Мірошниченко Володимир Іванович
МПК: B22C 23/00, B22D 11/113
Мітки: спосіб, активних, плавки, сплавів, реалізації, тугоплавких, лиття, пристрій, металів
Формула / Реферат:
1. Спосіб плавки і лиття активних та тугоплавких металів і сплавів, що включає завантаження шихти в завантажувальний механізм, вакуумування її з подальшим завантаженням в плавильний тигель, який відрізняється тим, що шихту нагрівають, причому, поступово: спочатку до температури, що становить 0,1 – 0,5 Тпл, а потім 0,5-0,9 Тпл.2. Пристрій для плавки і лиття активних та тугоплавких металів і сплавів, що включає в себе плавильну камеру,...
Пристрій для відцентрового лиття
Номер патенту: 754
Опубліковано: 15.03.2001
Автори: Штань Ілона Владиславівна, Суржанський Станіслав Костянтинович, Мітрус Олександр Володимирович
МПК: B22D 13/06
Мітки: пристрій, відцентрового, лиття
Формула / Реферат:
Пристрій для відцентрового лиття, що містить корпус з приєднаним до нього двигуном, форму для заливки, тигель з шихтою, систему вакуумування, систему подачі інертного газу, систему управління роботою електричного двигуна, плавильне пристосування, який відрізняється тим, що він забезпечений відцентровим столом, установленим на валу двигуна з прикріпленою до нього касетою, всередені якої розміщені тигель-тримач, тигель з шихтою, металоприймач,...
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 46886
Опубліковано: 17.06.2002
Автори: Тонеллі Ріккардо, Пелліссетті Стефано, Хохенбіхлер Геральд, Капотості Ромео
МПК: B22D 11/06
Мітки: процесі, металу, здійснення, лиття, безперервного, розплавом, пристрій, кисню, запобігання, спосіб, контакту
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття двовалковим способом, в якому розплав металу (20) входить в ливарну камеру, обмежену стінками (1, 2, 13), і виходить з камери у вигляді струменя, де кисень, який прагне увійти через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), бере участь в горінні з утворенням з'єднання, яке не надає шкідливого впливу на розплав металу (20),...
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 48296
Опубліковано: 15.08.2002
Автори: Хохенбіхлер Геральд, Капотості Ромео, Пелліссетті Стефано, Гуасто Гуісеппе
МПК: B22D 11/06
Мітки: процесі, металу, запобігання, лиття, здійснення, спосіб, безперервного, контакту, пристрій, розплавом, кисню
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття, в якому розплав металу (20) вводять в ливарну камеру, обмежену стінками (1, 2, 13), і виводять з камери у вигляді струменя, який відрізняється тим, що кисень, який прагне проникнути через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), видаляють відсмоктуванням.2. Спосіб за п. 1, який відрізняється тим, що видалення...
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: пристрій, спосіб, бетонних, виробів, здійснення, лиття, форми, виготовлення
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Попередній патент: Морозиво “літня прохолода”
Наступний патент: Склад стимулятора росту сільськогосподарських культур
Випадковий патент: Багатофункціональна іграшка