Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 48296
Опубліковано: 15.08.2002
Автори: Пелліссетті Стефано, Капотості Ромео, Гуасто Гуісеппе, Хохенбіхлер Геральд
Формула / Реферат
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття, в якому розплав металу (20) вводять в ливарну камеру, обмежену стінками (1, 2, 13), і виводять з камери у вигляді струменя, який відрізняється тим, що кисень, який прагне проникнути через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), видаляють відсмоктуванням.
2. Спосіб за п. 1, який відрізняється тим, що видалення відсмоктуванням здійснюють через множину камер відсмоктування, розташованих одна за одною у напрямі зовні всередину до ливарної камери.
3. Спосіб за п. 2, який відрізняється тим, що видалення відсмоктуванням здійснюють при тиску, величину якого знижують від камери до камери у напрямі зовні всередину до ливарної камери.
4. Спосіб за п. 2 або 3, який відрізняється тим, що величину тиску відсмоктування в камері відсмоктування, найближчій до ливарної камери, встановлюють нижче за 50 мбар, переважно нижче за 10 мбар.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що створюють потік інертного газу до стінки (1, 2), що обмежує ливарну камеру, який примикає до камери відсмоктування, найближчої до ливарної камери.
6. Спосіб за п. 5, який відрізняється тим, що тиск інертного газу перевищує мінімум на 10 мбар, переважно на 200 мбар, тиск в суміжній камері відсмоктування.
7. Спосіб за п. 5 або 6, який відрізняється тим, що інертний газ нагнітають до стінки через множину ступенів інертного газу, розташованих один за одним унапрямі з зовні всередину до ливарної камери.
8. Спосіб за будь-яким з пп. 5-7, який відрізняється тим, що інертний газ нагнітають до стінки (1, 2) з швидкістю від мінімум 0,5 м/с до не більше за 10 м/с, переважно більше за 2 м/с.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що щонайменше одна стінка (1, 2) переміщується відносно ливарної камери, і нові області цієї стінки (1, 2), які повинні невдовзі увійти в ливарну камеру, звільняють від адгезованого кисню шляхом видалення кисню відсмоктуванням перед входом.
10. Спосіб за п. 9, який відрізняється тим, що безперервне лиття здійснюють валковим ливарним способом, переважно двовалковим ливарним способом.
11. Пристрій для запобігання контакту кисню з розплавом металу в процесі безперервного лиття, в якому ливарну камеру, обмежену стінками, заповнюють розплавом металу, а з ливарної камери через розливну щілину ливарної камери виходить струмінь, який відрізняється тим, що поблизу зазорів, що є між суміжними стінками, передбачений витяжний пристрій для кисню, який прагне проникнути через зазор і/або адгезований стінками.
12. Пристрій за п. 11 для безперервного лиття металевої смуги, переважно стальної смуги, що має два ливарних валки (1, 2), що обертаються в протилежних напрямах, з паралельними осями валків (3, 4) і два бокових пороги (8), які разом утворюють ливарну камеру (9) для прийняття розплавленого металу, і що має покривний ковпак (13), який розташований над ливарною камерою (9) і охоплює останню зверху, а також має ущільнювальний пристрій (23), який запобігає проникненню повітря в ливарну камеру (9) через зазор (18) між покривним ковпаком (13) і ливарними валками (1, 2), що обертаються, який відрізняється тим, що ущільнювальний пристрій (23) утворений щонайменше однією камерою відсмоктування (24), розташованою з боку атмосфери поблизу зазору (18) між ливарними валками (1, 2), що обертаються, і покривним ковпаком (13) і розміщеною паралельно осі валків.
13. Пристрій за п. 12, який відрізняється тим, що цей ущільнювальний пристрій (23) виконаний у вигляді множини камер відсмоктування (24), розташованих одна за одною по периферії ливарних валків.
14. Пристрій за будь-яким з пп. 12-13, який відрізняється тим, що кожна камера відсмоктування (24) з'єднана через лінію відсмоктування (25) з відповідним відсмоктувальним насосом або із ступенем багатоступінчастого відсмоктувального насоса.
15. Пристрій за будь-яким з пп. 12-14, який відрізняється тим, що ущільнювальний пристрій (23) виконаний у вигляді системи множини послідовних камер.
16. Пристрій за будь-яким з пп. 12-15, який відрізняється тим, що ущільнювальний пристрій (23) розташований на певній відстані від поверхні ливарних валків (7), і зазор (18), що утворюється ущільнювальним пристроєм і поверхнею ливарних валків, ущільнений, щонайменше з вхідної і вихідної сторін, за допомогою контактних ущільнень (27), переважно щіткових ущільнень або гумових манжетних ущільнень.
17. Пристрій за будь-яким з пп. 12-16, який відрізняється тим, що щонайменше одна з камер відсмоктування (24) додатково забезпечена пристроєм продування інертним газом.
18. Пристрій за будь-яким з пп. 12-17, який відрізняється тим, що між покривним ковпаком (13) і камерою відсмоктування (24) розташований пристрій подачі інертного газу (28).
19. Пристрій за п.18, який відрізняється тим, що пристрій подачі інертного газу (28) виконаний у вигляді камери зниженого тиску (29), що має отвір (32), направлений до поверхні ливарних валків.
20. Пристрій за п. 19, який відрізняється тим, що отвір (32) виконаний у вигляді сопла, направленого похило до поверхні ливарних валків і під кутом до сусідньої камери відсмоктування (24).
21. Пристрій за будь-яким з пп. 12-20, який відрізняється тим, що між камерою відсмоктування (24) і покривним ковпаком (13) розташоване шарувате ущільнення.
Текст
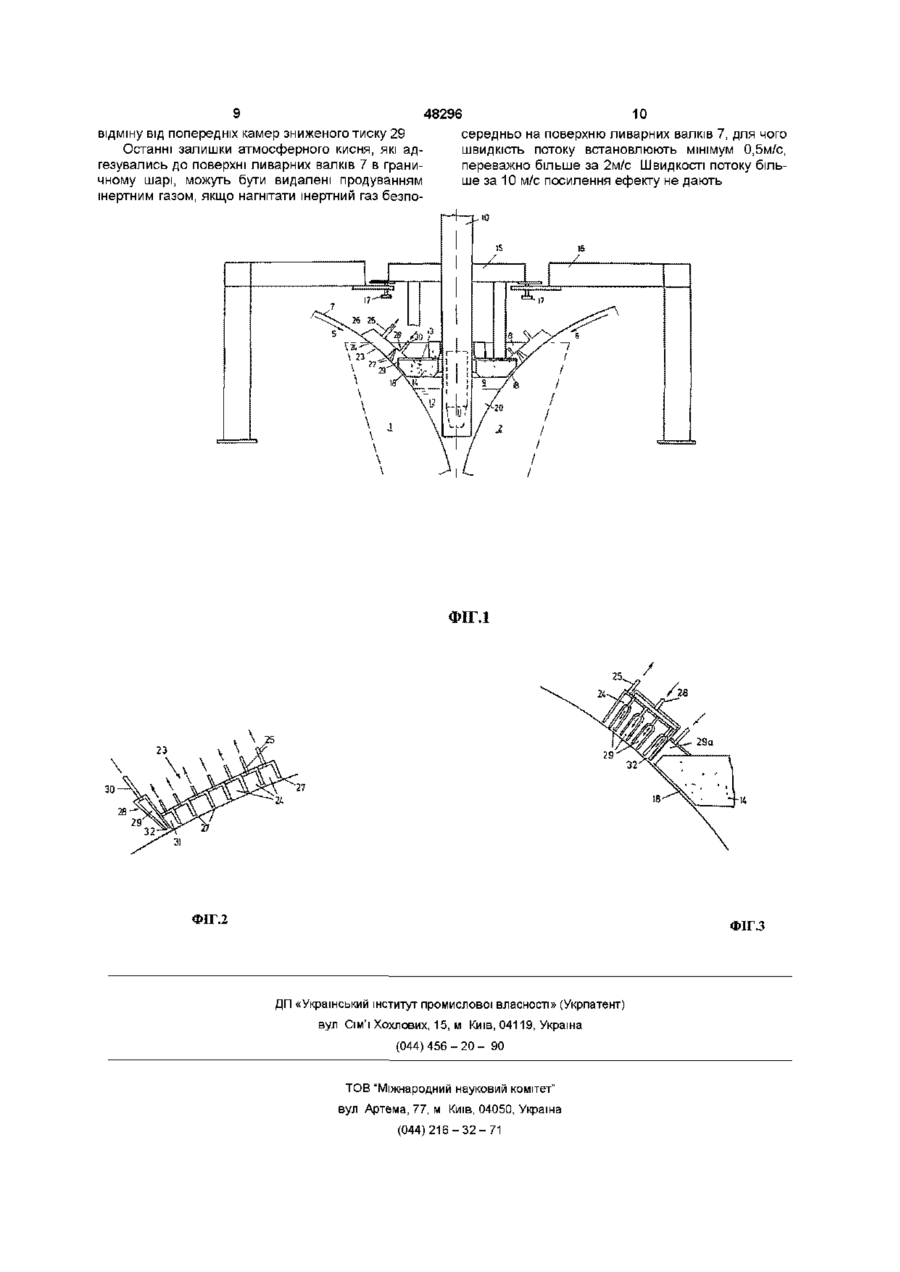
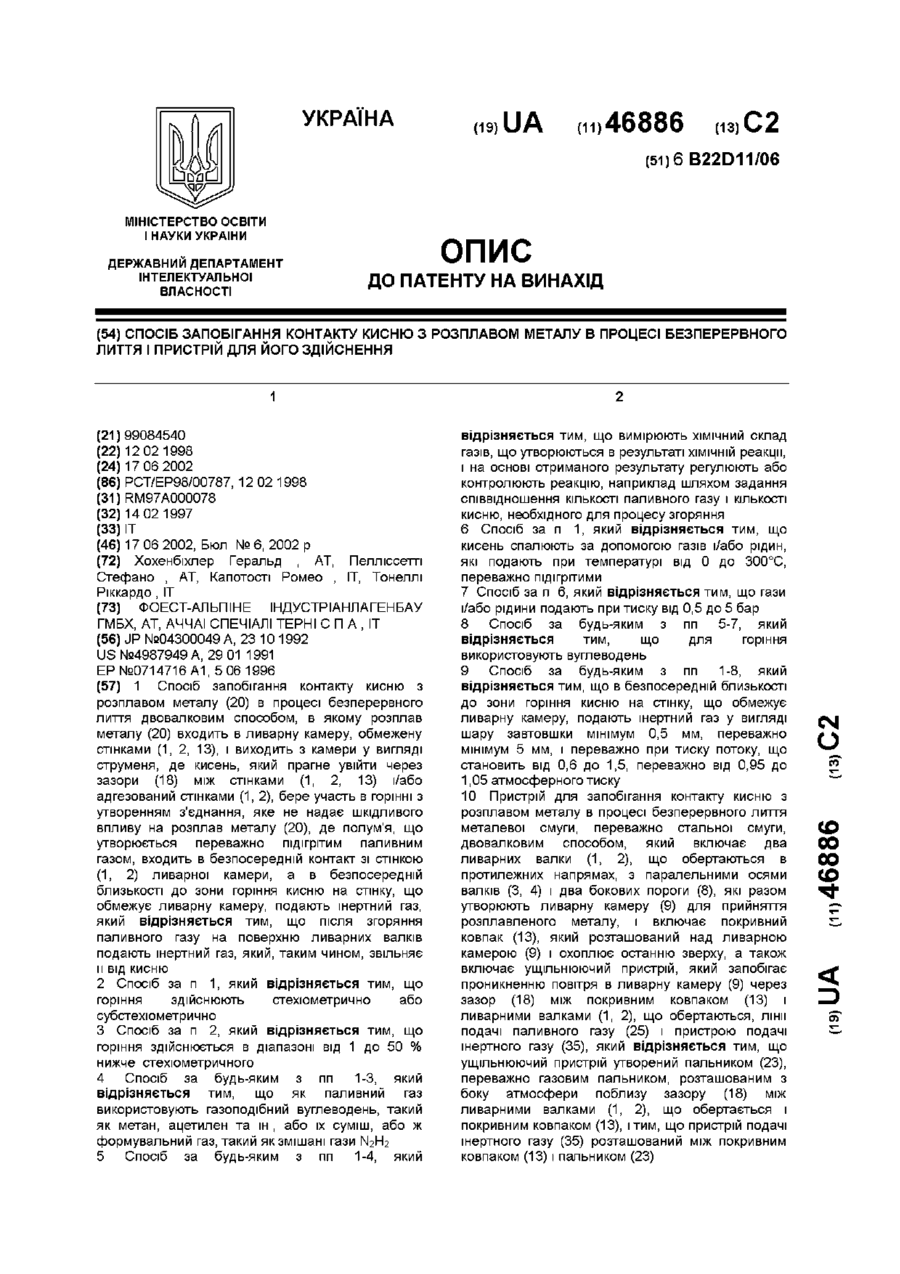
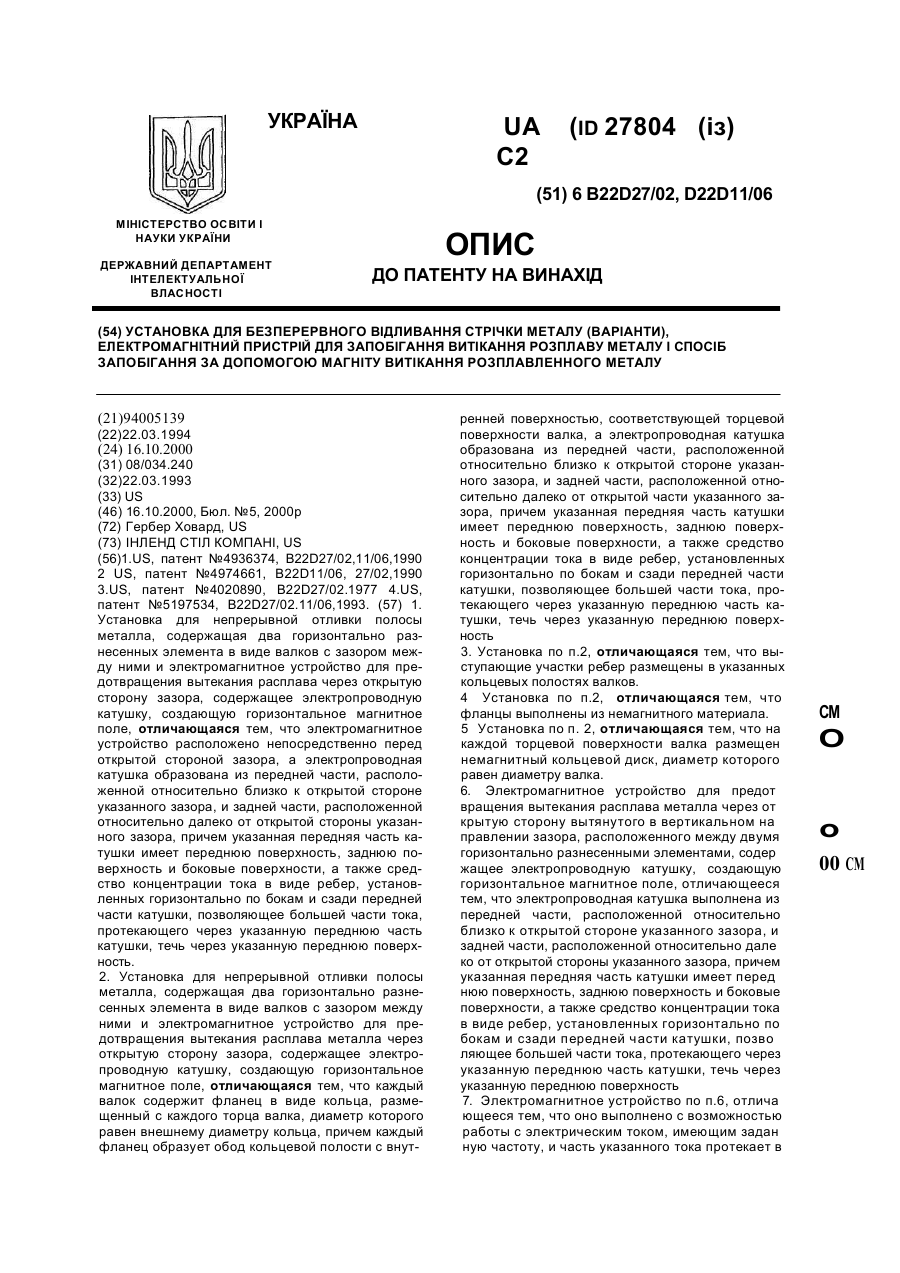
1 Спосіб запобігання контаїсгу кисню з розплавом металу (20) в процесі безперервного лиття, в якому розплав металу (20) вводять в ливарну камеру, обмежену стінками (1, 2, 13), і виводять з камери у вигляді струменя, який відрізняється тим, що кисень, який прагне проникнути через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), видаляють відсмоктуванням 2 Спосіб за п 1, який в і д р і з н я є т ь с я тим, що видалення відсмоктуванням здійснюють через множину камер відсмоктування, розташованих одна за одною у напрямі зовні всередину до ливарної камери 3 Спосіб за п 2, який в і д р і з н я є т ь с я тим, що видалення відсмоктуванням здійснюють при тиску, величину якого знижують від камери до камери у напрямі зовні всередину до ливарної камери 4 Спосіб за п 2 або 3, який в і д р і з н я є т ь с я тим, що величину тиску відсмоктування в камері відсмоктування, найближчій до ливарної камери, встановлюють нижче за 50 мбар, переважно нижче за 10 мбар 5 Спосіб за будь-яким з пп 1-4, який відрізняється тим, що створюють потік інертного газу до стінки (1, 2), що обмежує ливарну камеру, який примикає до камери відсмоктування, найближчої до ливарної камери 6 Спосіб за п 5, який відрізняється тим, що тиск інертного газу перевищує мінімум на 10 мбар, переважно на 200 мбар, тиск в суміжній камері відсмоктування 7 Спосіб за п 5 або 6, який в і д р і з н я є т ь с я тим, що інертний газ нагнітають до стінки через множину ступенів інертного газу, розташованих один за одним у напрямі з зовні всередину до ливарної камери 8 Спосіб за будь-яким з пп 5-7, який в і д р і з н я є т ь с я тим, що інертний газ нагнітають до стінки (1, 2) з швидкістю від мінімум 0,5 м/с до не більше за 10 м/с, переважно більше за 2 м/с 9 Спосіб за будь-яким з пп 1-8, який відрізняється тим, що щонайменше одна стінка (1, 2) переміщується відносно ливарної камери, і нові області цієї стінки (1, 2), які повинні невдовзі увійти в ливарну камеру, звільняють від адгезованого кисню шляхом видалення кисню відсмоктуванням перед входом 10 Спосіб за п 9, який відрізняється тим, що безперервне лиття здійснюють валковим ливарним способом, переважно двовалковим ливарним способом 11 Пристрій для запобігання контакту кисню з розплавом металу в процесі безперервного лиття, в якому ливарну камеру, обмежену стінками, заповнюють розплавом металу, а з ливарної камери через розливну щілину ливарної камери виходить струмінь, який відрізняється тим, що поблизу зазорів, що є між суміжними стінками, передбачений витяжний пристрій для кисню, який прагне проникнути через зазор і/або адгезований стінками 12 Пристрій за п 11 для безперервного лиття металевої смуги, переважно стальної смуги, що має два ливарних валки (1, 2), що обертаються в протилежних напрямах, з паралельними осями валків (З, 4) і два бокових пороги (8), які разом утворюють ливарну камеру (9) для прийняття розплавленого металу, і що має покривний ковпак (13), який розташований над ливарною камерою (9) і охоплює останню зверху, а також має ущільнювальний пристрій (23), який запобігає проникненню повітря в ливарну камеру (9) через зазор (18) між покривним ковпаком (13) і ливарними валками (1, 2), що обертаються, який відрізняється тим, що ущільнювальний пристрій (23) утворений щонайменше однією камерою відсмоктування (24), розташованою з боку атмосфери поблизу зазору (18) між ливарними валками (1, 2), що обертаються, і покривним ковпаком (13) і розміщеною паралель О (О 00 48296 но осі валків 13 Пристрій за п 12, який відрізняється тим, що цей ущільнювальний пристрій (23) виконаний у вигляді множини камер відсмоктування (24), розташованих одна за одною по периферії ливарних валків 14 Пристрій за будь-яким з пп 12-13, який відрізняється тим, що кожна камера відсмоктування (24) з'єднана через ЛІНІЮ відсмоктування (25) з ВІДПОВІДНИМ відсмоктувальним насосом або із ступенем багатоступінчастого відсмоктувального насоса 15 Пристрій за будь-яким з пп 12-14, який відрізняється тим, що ущільнювальний пристрій (23) виконаний у вигляді системи множини послідовних камер 16 Пристрій за будь-яким з пп 12-15, який відрізняється тим, що ущільнювальний пристрій (23) розташований на певній відстані від поверхні ливарних валків (7), і зазор (18), що утворюється ущільнювальним пристроєм і поверхнею ливарних валків, ущільнений, щонайменше з вхідної і вихідної сторін, за допомогою контактних ущільнень (27), переважно щіткових ущільнень або гумових манжетних ущільнень 17 Пристрій за будь-яким з пп 12-16, який відрізняється тим, що щонайменше одна з камер відсмоктування (24) додатково забезпечена пристроєм продування інертним газом 18 Пристрійза будь-яким з пп 12-17, який відрізняється тим, що між покривним ковпаком (13) і камерою відсмоктування (24) розташований пристрій подачі інертного газу (28) 19 Пристрій за п 18, який відрізняється тим, що пристрій подачі інертного газу (28) виконаний у вигляді камери зниженого тиску (29), що має отвір (32), направлений до поверхні ливарних валків 20 Пристрій за п 19, який відрізняється тим, що отвір (32) виконаний у вигляді сопла, направленого похило до поверхні ливарних валків і під кутом до сусідньої камери відсмоктування (24) 21 Пристрій за будь-яким з пп 12-20, який відрізняється тим, що між камерою відсмоктування (24) і покривним ковпаком (13) розташоване шарувате ущільнення Винахід відноситься до способу запобігання контакту кисня з розплавом металу в процесі безперервного лиття, в якому розплав металу входить в ливарну камеру, обмежену стінками, і виходить з камери у вигляді струменя, а також до пристрою для здійснення способу При безперервному литті розплав металу нагромаджується в ливарній камері і повинен бути захищений від зворотного окислення, а поверхня його ванни повинна бути захищена від теплових втрат випромінюванням При звичайному безперервному литті поверхню ванни з цією метою покривають ливарним порошком або маслом ВІДОМІ різні способи лиття тонких смуг, в яких ливарна камера утворена не жорсткими стінками, а стінкою, що переміщається з потоком, або множиною стінок, що переміщаються з потоком, наприклад, з використанням гусеничного ланцюга, як описано в ЕР-А- 0 526 886, або валків, як описано ЕР-А-0 568 211 або ЕР-В- 0 040 072, або ливарних валків, що обертаються в протилежних напрямах, як описано в US-A 4,987,949 або ЕР-В-0 430 841 Ці способи не дають можливості надійно захистити розплав металу від повторного окислення або втрат тепла за допомогою ливарного порошку або масла, як в звичайних ливарних камерах або ливарних матрицях з жорсткими стінками жують ливарну камеру, не запобігається Це приводить до повторного окислення розплаву з всіма його недоліками Щоб мінімізувати надходження повітря через зазор між покриваючим ковпаком і ливарними валками, US-A 4,987,949 і ЕР-В-0 714 716 пропонують нагнітання інертного газу, переважно азоту або аргону, в зазор між покриваючим ковпаком і ливарними валками і, таким чином, створення бар'єра проти проникнення повітря Однак ця міра недостатня для повного запобігання надходженню повітря в ливарну камеру і, таким чином, досягнення ним поверхні ванни, так що, з одного боку, оксиди металу все одно утворяться на поверхні ванни, що приводить до дефектів всередині металевої смуги, з іншого боку, оксиди металу утворюються на поверхні твердої оболонки, що утворюється навколо струменя, або кисень дифундують в ЗОВНІШНІЙ шар металевої смуги і утворюють там включення, які збільшують схильність до утворення тріщин Незважаючи на подачу інертного газу, повітря, що попадає в мікронерівності поверхні валків, переноситься в ливарну камеру в ламінарному підслої граничного шара потоку Цей Іпдслой адгезується мікронерівностями поверхні валків і не може бути знятий ні за допомогою контактних змінних ущільнень, ні за допомогою неконтактних ущільнень У ЕР-В-0 430 841 описаний, для випадку двохвалкової ливарної установки, захист поверхні ванни від надлишкової втрати тепла випромінюванням і від повторного окислення шляхом оснащення покриваючим ковпаком Однак було виявлено, що при такому рішенні контактні поверхні між покриваючим ковпаком і ливарними валками схильні до сильного зносу, як на покриваючому ковпаку, так і на ливарних валках, і що внаслідок термічної деформації компонентів надходження повітря і, отже, кисня через зазори між стінками, що обме Винахід забезпечує можливість усунення цих недоліків і труднощів і ставить своєю задачею створення способу вищеописаного типу і пристрою для безперервного лиття, за допомогою яких може бути виключений контакт кисня з розплавом металу, ці спосіб і апарат повністю запобігають повторному окисленню навіть у разі розвитку значного зносу в області зазорів між стінками, створюючими ливарну камеру Зокрема, повинна бути також забезпечена можливість видалення ламінарного підслоя повітряного шара на стінках або адгезованого стінками, які утворюють ливарну камеру Ця задача вирішується в способі вищеописаного типу тим, що кисень, який прагне увійти через будь-які зазори між стінками і/або адгезований стінками, видаляють шляхом відсмоктування Особливо ефективне видалення кисня може бути успішно досягнуте шляхом відсмоктування через множину витяжних рівнів, розташованих один за другим у напрямі зовні всередину до ливарної камери, причому видалення відсмоктуванням раціонально здійснюють при тиску, який знижується від рівня до рівня у напрямі зовні всередину до ливарної камери ВІДПОВІДНО ДО переважного варіанту виконання значення тиску відсмоктування у витяжному рівні, найближчому до ливарної камери, встановлюють нижче за 50мбар, переважно нижче за Юмбар Щоб забезпечити вирівнювання тиску з ливарною камерою, сприятливо забезпечити потік інертного газу до стінки, що обмежує ливарну камеру, який примикає до витяжного рівня, найближчого до ливарної камери, при оптимальному тиску інертного газу що перевищує тиском в суміжному витяжному рівні мінімум на Юмбар, переважно більш ніж на 200мбар Переважно, інертний газ нагнітають до стінки через множину рівнів інертного газу, розташованих один за одним у напрямі зовні всередину до ливарної камери Інертний газ раціонально нагнітають до стінки з швидкістю мінімум 0,5м/с, не більше за 10м/с, переважно більше за 2м/с У процесі лиття, в якому щонайменше одна стінка переміщається відносно ливарної камери, нові області цієї стінки, які повинні невдовзі увійти в ливарну камеру, згідно з переважним варіантом виконання, звільняють від адгезованого кисня шляхом його відсмоктування перед входом Потім успішно здійснюють безперервне лиття валковим ливарним способом, переважно двохвалковим ливарним способом, тобто у валкових ливарних способах, що використовують тільки один ливарний валок, як описано, наприклад, в ЕР-В-0 040 072, також може бути використаний спосіб по винаходу Звісно, спосіб по винаходу може бути також застосований при литті розплаву металу на будь-якому рухомому охолоджуючому ТІЛІ, наприклад, гусеничному ланцюгу, як описано в DE-A-36 02 594 Іноді його також можна використати для ливарних матриць, що мають жорсткі стінки, наприклад, якщо застосування ливарного порошку неможливе або дуже ускладнене Пристрій, за допомогою якого може бути відвернений контакт кисня з розплавом металу під час безперервного лиття і в якому ливарну камеру, обмежену стінками, заповнюють розплавом металу, а з ливарної камери через розливну щілину ливарної камери виходить струмінь, відрізняється тим, що поблизу всіх зазорів, що є між суміжними стінками, передбачений витяжний пристрій для кисня, прагнучого увійти через зазор і/або адгезованого стінками У пристрої для безперервного лиття металевої смуги, переважно стальної смуги, що має два ливарні валки, що обертаються в протилежних на 48296 прямах, з паралельними осями валків і два бокових пороги, які разом утворюють ливарну камеру для прийняття розплавленого металу, і що має покриваючий ковпак, який розташований над ливарною камерою і охоплює останню зверху, а також що має ущільнюючий пристрій, який запобігає проникненню повітря в ливарну камеру вдовж зазора, що утворюється покриваючим ковпаком і ливарними валками, що обертається, задача винаходу раціонально вирішується за рахунок ущільнюючого пристрою, що утворюється щонайменше однією камерою відсмоктування, яка розташована на атмосферній стороні поблизу зазора між ливарними валками, що обертаються, і покриваючим ковпаком, і розміщена паралельно осям валків Цей ущільнюючий пристрій особливо ефективний в тому випадку, якщо він складається з множини камер відсмоктування, розташованих одна за одною по периферії ливарних валків У цьому випадку сприятливо, якщо кожна камера відсмоктування з'єднана через ЛІНІЮ відсмоктування з ВІДПОВІДНИМ відсмоктуючим насосом або рівнем багатоступінчастого відсмоктуючого насоса ВІДПОВІДНО до варіанту, простого в конструктивному відношенні, ущільнюючий пристрій виконаний у вигляді системи множини послідовних камер Внаслідок цієї міри тиск відсмоктування меншає від однієї камери відсмоктування до іншої в напрямі руху ливарних валків Підбір КІЛЬКОСТІ камер відсмоктування ВІДПОВІДНО до окружної швидкості ливарних валків дає можливість досягнути повного видалення повітря, що захоплюється валками Згідно З вдосконаленим варіантом виконання, ущільнюючий пристрій розташований на певній відстані від поверхні ливарних валків, і зазор, що утворюється ущільнюючим пристроєм і поверхнею ливарних валків, ущільнений, щонайменше з вхідної і вихідної сторін, за допомогою контактних ущільнень, переважно щіткових ущільнень або гумових манжетний ущільнень Таким чином, значною мірою обмежене проникнення повітря, яке несе граничний шар, навіть перед першою камерою відсмоктування Згідно З ІНШИМ варіантом виконання, принаймні одна з камер відсмоктування додатково оснащена системою продувки інертним газом Пристрій вдосконалений шляхом розміщення пристрою подачі інертного газу між покриваючим ковпаком і витяжним пристроєм, при цьому пристрій подачі інертного газу виконаний у вигляді камери зниженого тиску, що має отвір, направлений до поверхні ливарних валків Отвір доцільно виконати у вигляді сопла, направленого похило до поверхні ливарних валків і під кутом до сусідньої камери відсмоктування У наслідок цієї міри шар інертного газу, найближчий до валка, стикається з ливарним валком, і, таким чином, забезпечують добрий захист від доступу кисня або повітря Якщо на валок наноситься шар інертного газу товщиною в декілька міліметрів, і якщо використовують інертний газ, який володіє більшою густиною, ніж повітря, то немає необхідності в тому, щоб покриваючий ковпак безпосередньо примикав до лінії подачі інертного газу і витяжного пристрою Інші особливості і переваги видно з приведе 48296 ного нижче опису пристрою і способу лиття металевої смуги в декількох варіантах виконання Фіг 1 показує поперечний розріз двохвалкової ливарної установки з першим варіантом виконання ущільнюючого пристрою, Фіг 2 показує другий варіант виконання ущільнюючого пристрою по винаходу, Фіг 3 показує третій варіант виконання ущільнюючого пристрою по винаходу Двохвалкова ливарна установка, схематично показана в розрізі на Фіг 1, має два привідних ливарних валки 1, 2, чиї осі 3, 4 паралельні і розташовані в горизонтальній площині Два ливарних валка 1, 2, які обертаються в протилежних напрямах по стрілках 5, 6, оснащені внутрішнім охолоджуванням (не показано) стінок ливарних валків з поверхнею 7 У торцевих поверхонь досить близько до ливарного валка 1, 2 розташовані бокові пороги 8 Ливарне валки 1, 2 і бокові пороги 8 утворюють ливарну камеру 9, в яку вводять розплав 20 з контейнера розплаву або розподільної ємкості (не показана) через живильне сопло 10, забезпечене випускними отворами 11, при цьому розплав 20 утворює басейн розплаву 12 Ливарна камера 9 обмежена зверху покриваючим ковпаком 13, який розташований над ливарними валками 1, 2 і боковими порогами і забезпечений вогнетривкою футеровкою 14 з боку розплаву для того, щоб захистити розплав 20 від зайвих втрат тепла і від окислення атмосферним киснем Несучий пристрій 15 для покриваючого ковпака 13 пов'язаний з нерухомою рамою 16 за допомогою регулювальних елементів 17, які служать для установки потрібного мінімального зазора 18 між покриваючим ковпаком 13 і ливарними валками 1, 2 Через покриваючий ковпак 13 проходить живильне сопло 10 з дуже малим кільцеподібним зазором, який при необхідності може бути забезпечений ущільненням між цими двома елементами При використанні двохвалкової ливарної установки такої конфігурації можна відливати тонку металеву смугу, зокрема, стальну смугу товщиною від 1мм до 12мм, причому розплав 20, що відпивається, безперервно вводять, як описано вище, в ливарну камеру 9 Поблизу ливарних валків 1, 2, які обертаються назустріч і охолоджуються, на поверхні струменя відбувається активне утворення оболонок, які в самому вузькому поперечному перетині між ливарними валками з'єднуються в смугу, що формується ливарними валками Товщина смуги, яка виходить з ливарних валків, визначається відстанню між ливарними валками Для запобігання проникненню повітря в ливарну камеру через зазор 18 між покриваючим ковпаком 13 і ливарними валками 1, 2, що обертаються, поблизу зазора 18 з боку атмосфери і на невеликій відстані від поверхні ливарних валків 7 розташовано ущільнюючий пристрій 23, який створений камерою відсмоктування 24 Камера відсмоктування 24 відкрита в напрямі поверхні ливарних валків 7 і з'єднана з ЛІНІЄЮ відсмоктування 25 і відсмоктуючим насосом, який не показаний Камера відсмоктування 24 виконана простим способом і має U-образний профіль, який відкритий в напрямі поверхні ливарних валків і проходить паралельно осі валків 3, 4 на невеликій відстані від поверхні 8 ливарних валків по всій довжині ливарних валків Зазор між камерою відсмоктування 24 і поверхнею ливарних валків 7 закритий ущільненнями 27, які прикріплені до КІНЦІВ U-образного профілю, контактують з поверхнею ливарних валків 7 і переважно виконані у вигляді щіткових ущільнень або гумових манжетних ущільнень Згідно З ІНШИМ варіантом виконання, як це показане на Фіг 2, пристрій 23, що ущільняє, виконано у вигляді множини камер відсмоктування 24, розташованих одна за одною вдовж кола ливарних валків 1, 2, де кожна камера відсмоктування з'єднана через відповідну ЛІНІЮ відсмоктування 25 з одним ВІДПОВІДНИМ рівнем багатоступінчастого відсмоктуючого насоса, який не показаний Цей ущільнюючий пристрій 23, виконаний у вигляді системи множини послідовних камер, забезпечує можливість видалення повітря, яке проникло в цю зону, за допомогою багатоступінчастої витяжки, при цьому тиск в камерах ступінчасто знижується у напрямі обертання ливарних валків Для отримання оптимальної витяжки повітря тиск в останній у напрямі обертання ливарних валків камері відсмоктування 31 встановлюють менше за 50мбар, переважно менше за Юмбар У варіанті виконання, показаному на Фіг 1, між камерою відсмоктування 24 і покриваючим ковпаком 13 додатково розташований пристрій подачі інертного газу 28, який утворений камерою зниженого тиску 29 і має отвір 32, направлений до поверхні ливарних валків Крім того, він з'єднаний з ЛІНІЄЮ подачі інертного газу ЗО У деталях камера зниженого тиску 29 має ту ж конструкцію, що і камера відсмоктування 24, і, щоб уникнути помилкової подачі повітря, обидві камери з'єднані в єдиний конструктивний вузол 3 цієї ж причини камера зниженого тиску 29 повітрянепроникно з'єднана з покриваючим ковпаком 13 У варіанті виконання, показаному на Фіг 2, камера зниженого тиску 29 має випускний отвір, направлений до поверхні ливарних валків 7, при цьому камера зниженого тиску з'єднана з системою множини послідовних камер ущільнюючого пристрою 23 з утворенням одного конструктивного вузла і ущільнена для запобігання проникненню повітря Інертний газ вводять в камеру зниженого тиску 29 для того, щоб отримати пограничний шар інертного газу на поверхні ливарних валків 7 Цей інертний газ вводять замість повітря в ливарну камеру 9 через зазор 18 між ливарними валками 1, 2 і покриваючим ковпаком 13 Для цієї мети досить встановити надлишковий тиск в камері зниженого тиску 29 величиною мінімум Юмбар, переважно більше за 200мбар зверх тиску попереднього витяжного пристрою 23 На Фіг 3 показаний варіант виконання, в якому множину камер зниженого тиску 29, які з'єднані із загальним пристроєм подачі інертного газу 28 і розташовані всередині камери відсмоктування 24 для витяжки свіжого повітря, з'єднаної з ЛІНІЄЮ відсмоктування 25 У камері зниженого тиску 29а, розташованій останньою в напрямі обертання ливарних валків безпосередньо перед покриваючим ковпаком 13, встановлюють тиск інертного газу, величина якого перевищує атмосферний тиск, на 48296 відміну від попередніх камер зниженого тиску 29 Останні залишки атмосферного кисня, які адгезувались до поверхні ливарних валків 7 в граничному шарі, можуть бути видалені продуванням інертним газом, якщо нагнітати інертний газ безпо 10 середньо на поверхню ливарних валків 7, для чого швидкість потоку встановлюють мінімум 0,5м/с, переважно більше за 2м/с Швидкості потоку більше за 10 м/с посилення ефекту не дають ФІГ.1 /ге ФІГ.2 ФІГ.З ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for avoiding contact between oxygen and molten metal during the casting process and device for its realization
Автори англійськоюHohenbichler Gerald
Назва патенту російськоюСпособ препятствования контакта кислорода с расплавом металла в процессе непрерывного литья и устройство для его осуществления
Автори російськоюХохенбихлер Геральд
МПК / Мітки
МПК: B22D 11/06
Мітки: лиття, металу, запобігання, безперервного, пристрій, процесі, здійснення, контакту, кисню, спосіб, розплавом
Код посилання
<a href="https://ua.patents.su/5-48296-sposib-zapobigannya-kontaktu-kisnyu-z-rozplavom-metalu-v-procesi-bezperervnogo-littya-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення</a>
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 46886
Опубліковано: 17.06.2002
Автори: Тонеллі Ріккардо, Хохенбіхлер Геральд, Пелліссетті Стефано, Капотості Ромео
МПК: B22D 11/06
Мітки: безперервного, спосіб, пристрій, лиття, розплавом, кисню, металу, здійснення, процесі, контакту, запобігання
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття двовалковим способом, в якому розплав металу (20) входить в ливарну камеру, обмежену стінками (1, 2, 13), і виходить з камери у вигляді струменя, де кисень, який прагне увійти через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), бере участь в горінні з утворенням з'єднання, яке не надає шкідливого впливу на розплав металу (20),...
Установка для безперервного відливання стрічки металу ( варіанти), електромагнітний пристрій для запобігання витіканню розплаву металу і спосіб запобігання за допомогою магніту витіканню розплавленого металу
Номер патенту: 27804
Опубліковано: 16.10.2000
Автор: Гербер Ховард
МПК: B22D 27/02, B22D 11/06
Мітки: магніту, установка, електромагнітний, допомогою, розплавленого, запобігання, спосіб, варіанти, пристрій, стрічки, витіканню, розплаву, безперервного, відливання, металу
Текст:
...пластин между ребрами; Фиг. 13 - разрез по линии 13-13 на фиг. 12; Фиг. 14 - разрез по линии 14-14 на фиг. 12; Фиг. 15 - вид в перспективе другого варианта устройства, используемого в другом варианте установки; Фиг. 16 - вид сверху с частичным разрезом другого варианта установки с устройством, показанный на фиг. 15; Фиг. 17 - разрез по линии 17-17 на фиг. 15 с непоказанной задней частью катушки; Фиг. 18 - увеличенный вид участка фиг 16....
Спосіб безперервного лиття тонких металевих виробів та пристрій для його здійснення
Номер патенту: 27956
Опубліковано: 16.10.2000
Автори: БАРБЕ Жак, Вендевіль Люк, Делассус П'єр
МПК: B22D 11/06
Мітки: безперервного, спосіб, пристрій, здійснення, лиття, виробів, тонких, металевих
Текст:
...изобретением и применения этого устройства, данного в качестве примера В описании даются ссылки на рисунки, среди которых фиг 1, на которой представлен частичный схематический вид в разрезе литейной установки в соответствии с предлагаемым изобретением, фиг 2, на которой схематически представлен фронтальный вид стенки перекрытия литейного пространства установки в соответствии с предлагаемым изобретением и ее опоры На схеме,...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Гольдін Валерій Зінов'євич, Зеленський Віктор Михайлович, Іванченко Олександр Денисович, Мельникова Вікторія Валер'янівна, Блескун Валерій Пилипович
МПК: B22D 11/00
Мітки: біметалевої, пристрій, спосіб, заготівки, безперервного, порожнистої, лиття, здійснення
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Спосіб безперервного лиття стрічки нержавіючої аустенітної сталі та пристрій для його здійснення
Номер патенту: 41415
Опубліковано: 17.09.2001
Автори: Параді Філіпп, Маршіонні Крістіан, Бобаділла Манюель, ДАМАСС Жан-Мішель
МПК: B22D 23/00, B22D 11/06
Мітки: здійснення, нержавіючої, безперервного, аустенітної, лиття, сталі, пристрій, спосіб, стрічки
Формула / Реферат:
1. Способ непрерывного литья ленты нержавеющей аустенитной стали непосредственно из жидкого металла, имеющего следующий состав, выраженный в масс.%: С ≤ 0,08%, Si ≤;1%, Мп ≤ 2%, Р ≤ 0,045%, S ≤0,030%. Cr между 17,0 и 20,0%, Ni - между 8,0 и 10,5%, на литейной машине на одну или между двумя движущимися стенками, наружная поверхность которых снабжена ямками, в которой зону, окружающую мениск, делают инертной при...
Попередній патент: Ракетна рушійна установка на пастоподібному паливі
Наступний патент: Пристрій для дистанційного керування і контролю захисту
Випадковий патент: Пружинно-гвинтовий механізм самокерування