Спосіб випробувань зносостійкості контактних поверхонь деталей
Номер патенту: 69718
Опубліковано: 15.09.2004
Автори: Лен Сергій Георгійович, Внуков Юрій Миколайович, Меркулов Вячеслав Михайлович, Замковой Василь Євгенович, Афонін Вячеслав Олегович, Івщенко Леонід Йосипович
Формула / Реферат
Спосіб випробувань зносостійкості контактних поверхонь деталей шляхом надавання деталям навантажувальних параметрів на газодинамічному стенді та вимірювання зносу, який відрізняється тим, що випробування ведуть за циклічним моделюванням відповідно до змін амплітуди, тиску у контакті, температури, форми, розмірів поверхні деталі.
Текст
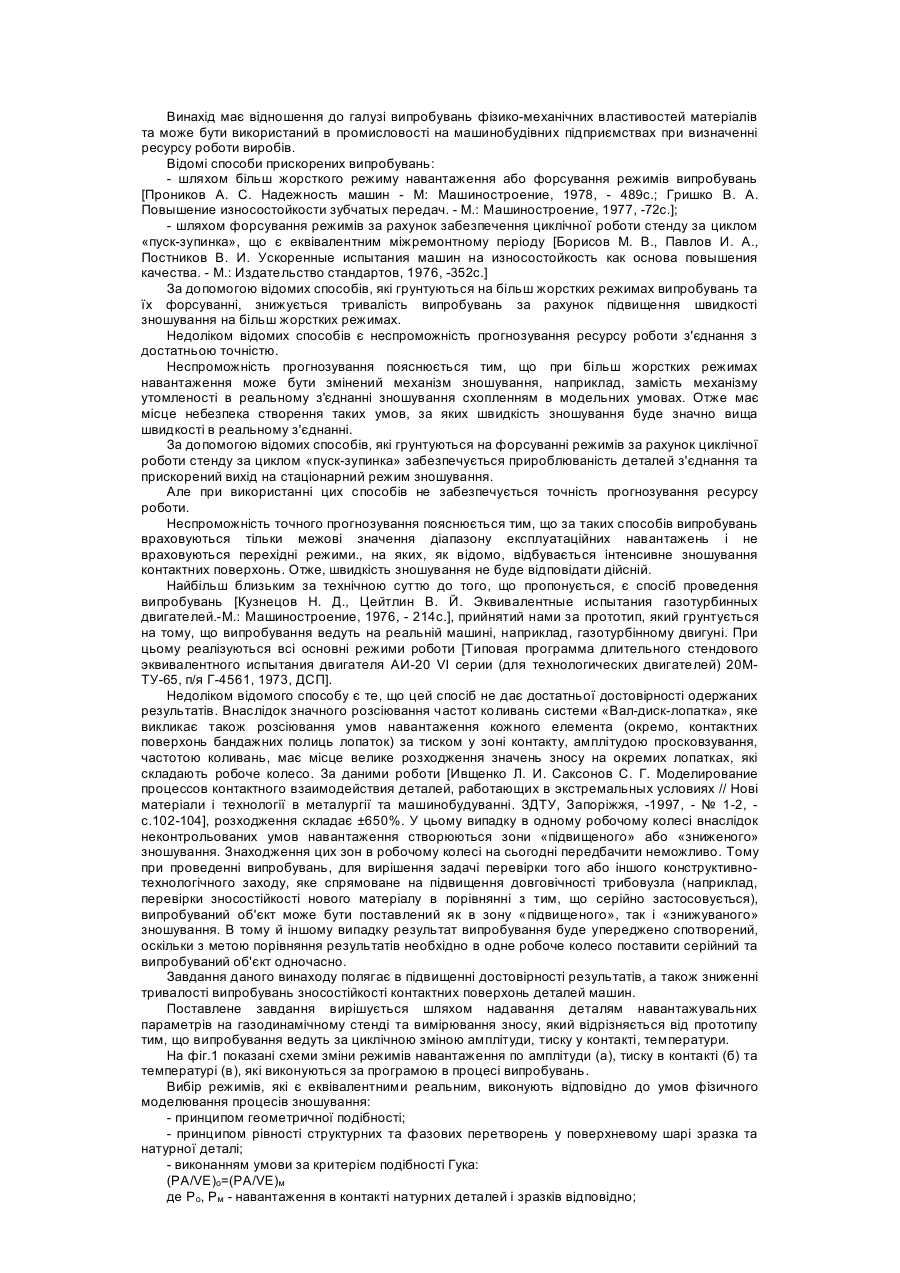
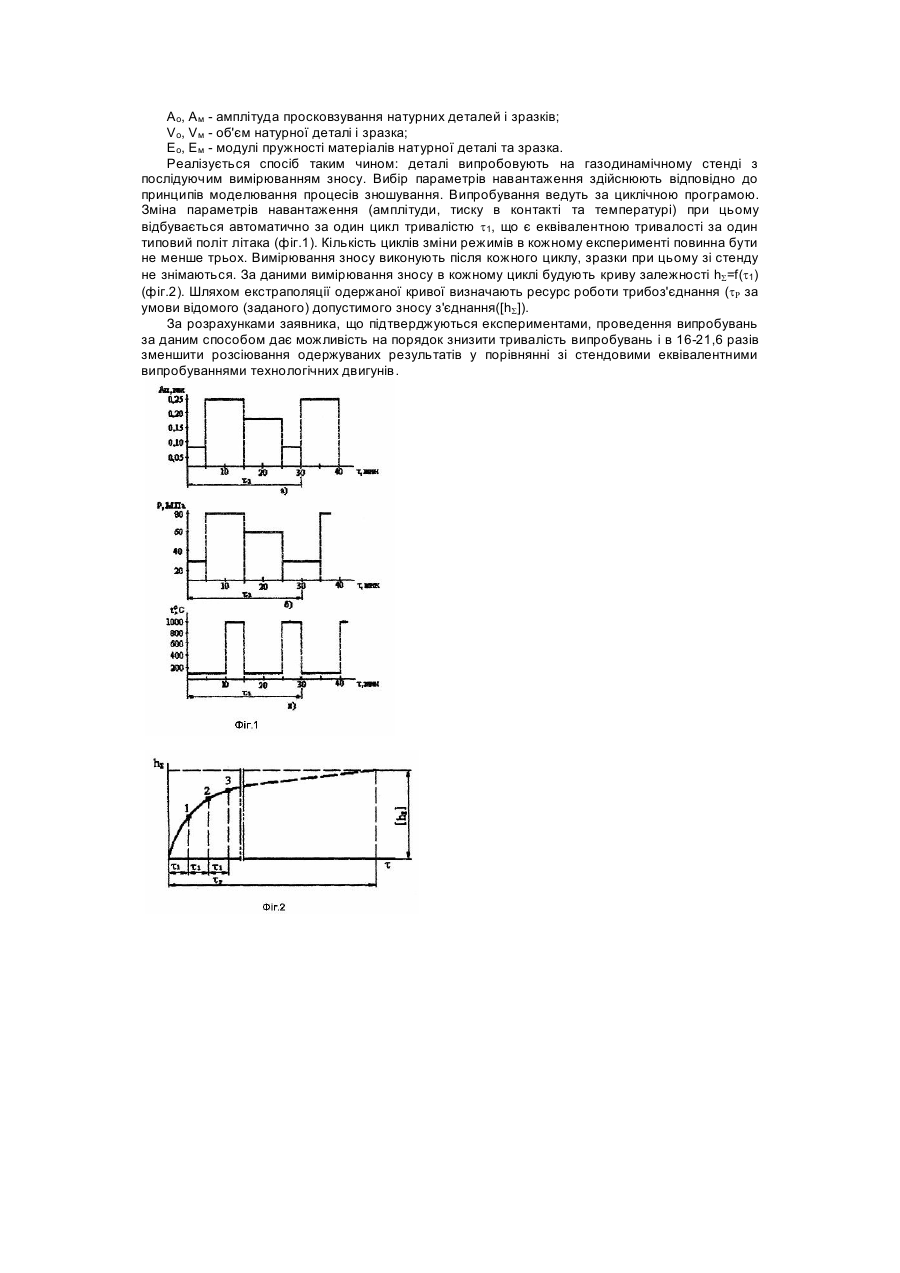
Винахід має відношення до галузі випробувань фізико-механічних властивостей матеріалів та може бути використаний в промисловості на машинобудівних підприємствах при визначенні ресурсу роботи виробів. Відомі способи прискорених випробувань: - шляхом більш жорсткого режиму навантаження або форсування режимів випробувань [Проников А. С. Надежность машин - М: Машиностроение, 1978, - 489с.; Гришко В. А. Повышение износостойкости зубчатых передач. - М.: Машиностроение, 1977, -72с.]; - шляхом форсування режимів за рахунок забезпечення циклічної роботи стенду за циклом «пуск-зупинка», що є еквівалентним міжремонтному періоду [Борисов М. В., Павлов И. А., Постников В. И. Ускоренные испытания машин на износостойкость как основа повышения качества. - М.: Издательство стандартов, 1976, -352с.] За допомогою відомих способів, які грунтуються на більш жорстких режимах випробувань та їх форсуванні, знижується тривалість випробувань за рахунок підвищення швидкості зношування на більш жорстких режимах. Недоліком відомих способів є неспроможність прогнозування ресурсу роботи з'єднання з достатньою точністю. Неспроможність прогнозування пояснюється тим, що при більш жорстких режимах навантаження може бути змінений механізм зношування, наприклад, замість механізму утомленості в реальному з'єднанні зношування схопленням в модельних умовах. Отже має місце небезпека створення таких умов, за яких швидкість зношування буде значно вища швидкості в реальному з'єднанні. За допомогою відомих способів, які грунтуються на форсуванні режимів за рахунок циклічної роботи стенду за циклом «пуск-зупинка» забезпечується прироблюваність деталей з'єднання та прискорений вихід на стаціонарний режим зношування. Але при використанні цих способів не забезпечується точність прогнозування ресурсу роботи. Неспроможність точного прогнозування пояснюється тим, що за таких способів випробувань враховуються тільки межові значення діапазону експлуатаційних навантажень і не враховуються перехідні режими., на яких, як відомо, відбувається інтенсивне зношування контактних поверхонь. Отже, швидкість зношування не буде відповідати дійсній. Найбільш близьким за технічною суттю до того, що пропонується, є спосіб проведення випробувань [Кузнецов Н. Д., Цейтлин В. Й. Эквивалентные испытания газотурбинных двигателей.-М.: Машиностроение, 1976, - 214с.], прийнятий нами за прототип, який грунтується на тому, що випробування ведуть на реальній машині, наприклад, газотурбінному двигуні. При цьому реалізуються всі основні режими роботи [Типовая программа длительного стендового эквивалентного испытания двигателя АИ-20 VI серии (для технологических двигателей) 20МТУ-65, п/я Г-4561, 1973, ДСП]. Недоліком відомого способу є те, що цей спосіб не дає достатньої достовірності одержаних результатів. Внаслідок значного розсіювання частот коливань системи «Вал-диск-лопатка», яке викликає також розсіювання умов навантаження кожного елемента (окремо, контактних поверхонь бандажних полиць лопаток) за тиском у зоні контакту, амплітудою просковзування, частотою коливань, має місце велике розходження значень зносу на окремих лопатках, які складають робоче колесо. За даними роботи [Ивщенко Л. И. Саксонов С. Г. Моделирование процессов контактного взаимодействия деталей, работающих в экстремальных условиях // Нові матеріали і технології в металургії та машинобудуванні. ЗДТУ, Запоріжжя, -1997, - № 1-2, с.102-104], розходження складає ±650%. У цьому випадку в одному робочому колесі внаслідок неконтрольованих умов навантаження створюються зони «підвищеного» або «зниженого» зношування. Знаходження цих зон в робочому колесі на сьогодні передбачити неможливо. Тому при проведенні випробувань, для вирішення задачі перевірки того або іншого конструктивнотехнологічного заходу, яке спрямоване на підвищення довговічності трибовузла (наприклад, перевірки зносостійкості нового матеріалу в порівнянні з тим, що серійно застосовується), випробуваний об'єкт може бути поставлений як в зону «підвищеного», так і «знижуваного» зношування. В тому й іншому випадку результат випробування буде упереджено спотворений, оскільки з метою порівняння результатів необхідно в одне робоче колесо поставити серійний та випробуваний об'єкт одночасно. Завдання даного винаходу полягає в підвищенні достовірності результатів, а також зниженні тривалості випробувань зносостійкості контактних поверхонь деталей машин. Поставлене завдання вирішується шляхом надавання деталям навантажувальних параметрів на газодинамічному стенді та вимірювання зносу, який відрізняється від прототипу тим, що випробування ведуть за циклічною зміною амплітуди, тиску у контакті, температури. На фіг.1 показані схеми зміни режимів навантаження по амплітуди (а), тиску в контакті (б) та температурі (в), які виконуються за програмою в процесі випробувань. Вибір режимів, які є еквівалентними реальним, виконують відповідно до умов фізичного моделювання процесів зношування: - принципом геометричної подібності; - принципом рівності структурних та фазових перетворень у поверхневому шарі зразка та натурної деталі; - виконанням умови за критерієм подібності Гука: (PA/VE)о=(PA/VE)м де Po, Pм - навантаження в контакті натурних деталей і зразків відповідно; Ao, Ам - амплітуда просковзування натурних деталей і зразків; Vo, Vм - об'єм натурної деталі і зразка; Еo, Ем - модулі пружності матеріалів натурної деталі та зразка. Реалізується спосіб таким чином: деталі випробовують на газодинамічному стенді з послідуючим вимірюванням зносу. Вибір параметрів навантаження здійснюють відповідно до принципів моделювання процесів зношування. Випробування ведуть за циклічною програмою. Зміна параметрів навантаження (амплітуди, тиску в контакті та температурі) при цьому відбувається автоматично за один цикл тривалістю t1, що є еквівалентною тривалості за один типовий політ літака (фіг.1). Кількість циклів зміни режимів в кожному експерименті повинна бути не менше трьох. Вимірювання зносу виконують після кожного циклу, зразки при цьому зі стенду не знімаються. За даними вимірювання зносу в кожному циклі будують криву залежності hS=f(t1) (фіг.2). Шляхом екстраполяції одержаної кривої визначають ресурс роботи трибоз'єднання (tR за умови відомого (заданого) допустимого зносу з'єднання([hS]). За розрахунками заявника, що підтверджуються експериментами, проведення випробувань за даним способом дає можливість на порядок знизити тривалість випробувань і в 16-21,6 разів зменшити розсіювання одержуваних результатів у порівнянні зі стендовими еквівалентними випробуваннями технологічних двигунів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of the wear resistance testing of contacting surfaces of workpieces
Автори англійськоюIvschenko Leonid Yosypovych, Vnukov Yurii Mykolaiovych, Zamkovoi Vasyl Yevhenovych, Merkulov Viacheslav Mykhailovych
Назва патенту російськоюСпособ испытаний соприкасающихся поверхностей деталей на износостойкость
Автори російськоюИвщенко Леонид Иосифович, Внуков Юрий Николаевич, Замковой Василий Евгеньевич, Меркулов Вячеслав Михайлович
МПК / Мітки
Мітки: поверхонь, зносостійкості, спосіб, деталей, випробувань, контактних
Код посилання
<a href="https://ua.patents.su/2-69718-sposib-viprobuvan-znosostijjkosti-kontaktnikh-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб випробувань зносостійкості контактних поверхонь деталей</a>
Пристрій для випробування зносостійкості деталей ланцюгових передач
Номер патенту: 62574
Опубліковано: 15.12.2003
Автори: Шебанов Володимир Олександрович, Бикова Віра Гаврилівна, Шебанова Тетяна Володимировна
МПК: G01N 3/56
Мітки: випробування, зносостійкості, деталей, пристрій, ланцюгових, передач
Формула / Реферат:
1. Пристрій для випробування зносостійкості деталей ланцюгових передач, що містить зірочку, основу для її установлення, механізм навантаження зубів зірочок внаслідок їх взаємодії з деталями ланцюгів, який відрізняється тим, що на осі встановлений з можливістю обертання підпружинений у окружному напрямку інерційний диск, обмежувач кутового переміщення, до якого приєднана випробувана зірочка. 2. Пристрій по п. 1, який відрізняється тим,...
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів
Номер патенту: 52311
Опубліковано: 16.12.2002
Автори: Панасюк Олександр Григорович, Ранський Анатолій Петрович, Митрохін Олександр Анатолійович, Плошенко Іван Григорович, Гайдідей Ольга Владіславівна
МПК: C23C 22/02
Мітки: поверхонь, фінішної, машин, механізмів, металевих, обробки, спосіб, деталей
Формула / Реферат:
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів, що включає попередню очистку поверхні, покриття поверхні робочим розчином на основі гліцерину та подальшу обробку металевої поверхні деталі, який відрізняється тим, що як робочий розчин застосовують розчин наступного складу, мас.%: трихлорацетат міді(ІІ) Сu(ССl3СОО)2 4Н2O 0,5-8,0 патока 1,0-6,0 ...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Тесленко Анатолій Григорович, Пістун Ігор Павлович, Березовецький Андрій Петрович, Хом'як Йосип Васильович
МПК: B21D 26/06
Мітки: поверхонь, обробки, машин, металевих, спосіб, деталей
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Кирильченко Петро Миколайович, Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B23P 6/02
Мітки: відновлення, внутрішніх, циліндричних, поверхонь, деталей, спосіб
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб отримання комбінованого покриття поверхонь деталей пар тертя із залізовуглецевих сплавів
Номер патенту: 47261
Опубліковано: 17.06.2002
Автори: Манько Олексій Васильович, Стецько Андрій Євгенович, Стецьків Остап Петрович
МПК: C23C 10/02
Мітки: спосіб, отримання, залізовуглецевих, покриття, сплавів, комбінованого, пар, деталей, поверхонь, тертя
Формула / Реферат:
Спосіб отримання комбінованого покриття поверхонь деталей пар тертя із залізовуглецевих сплавів, який складається з нанесення на поверхню хімічного покриття з розчину, який містить лимоннокислий натрій, гіпофосфіт натрію, аміак, сірчанокислий нікель та сіль кобальту і дифузійного хромування у порошковому середовищі, який відрізняється тим, що розчин містить як сіль кобальту сірчанокислий кобальт і додатково містить хлористий амоній, при...
Попередній патент: Спосіб прогнозування розвитку латентної серцевої недостатності у хворих на гострий інфаркт міокарда
Наступний патент: Електрична машина постійного струму з імпульсним збудженням
Випадковий патент: Фільтруючий елемент для очищення палива