Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович, Кирильченко Петро Миколайович
Формула / Реферат
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Текст
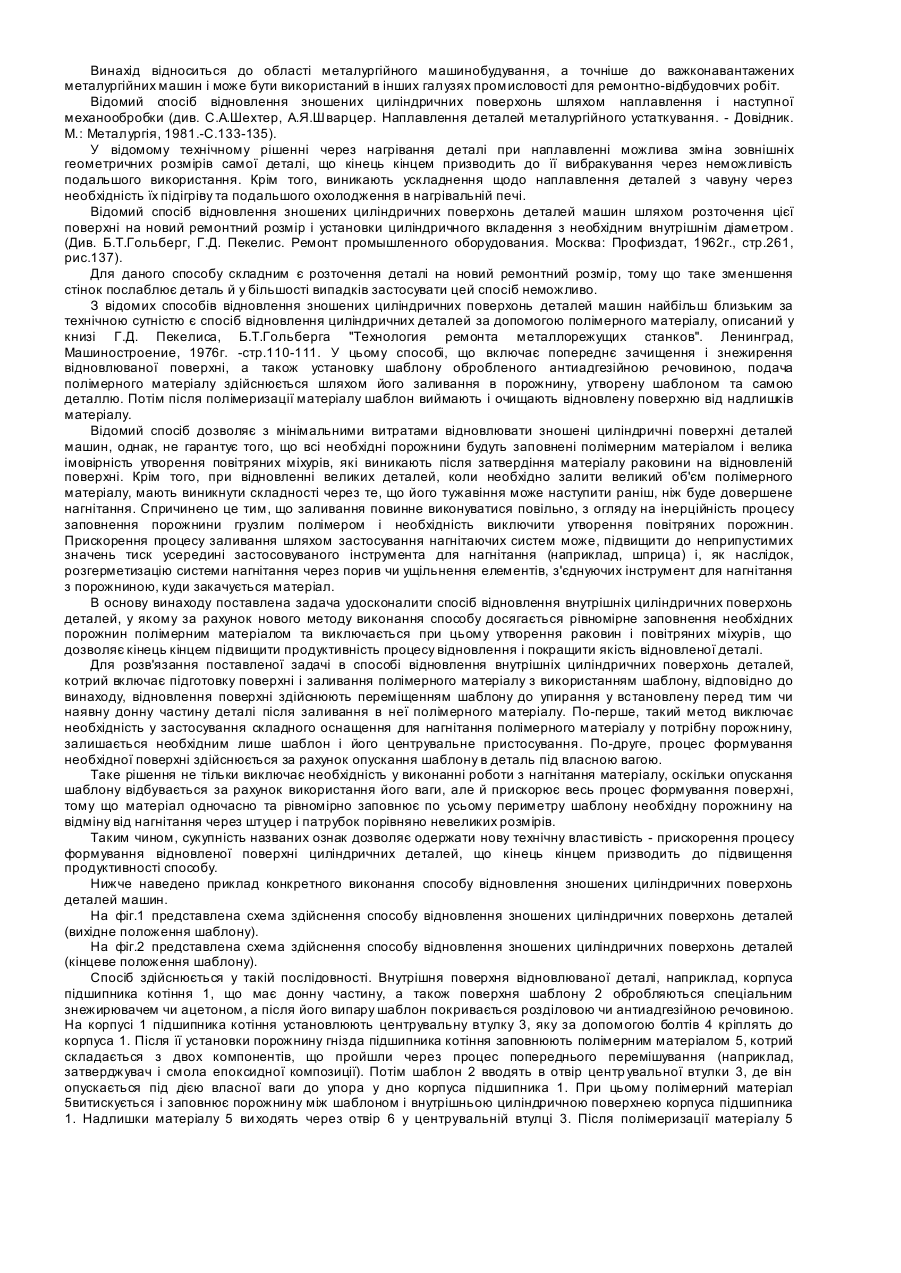
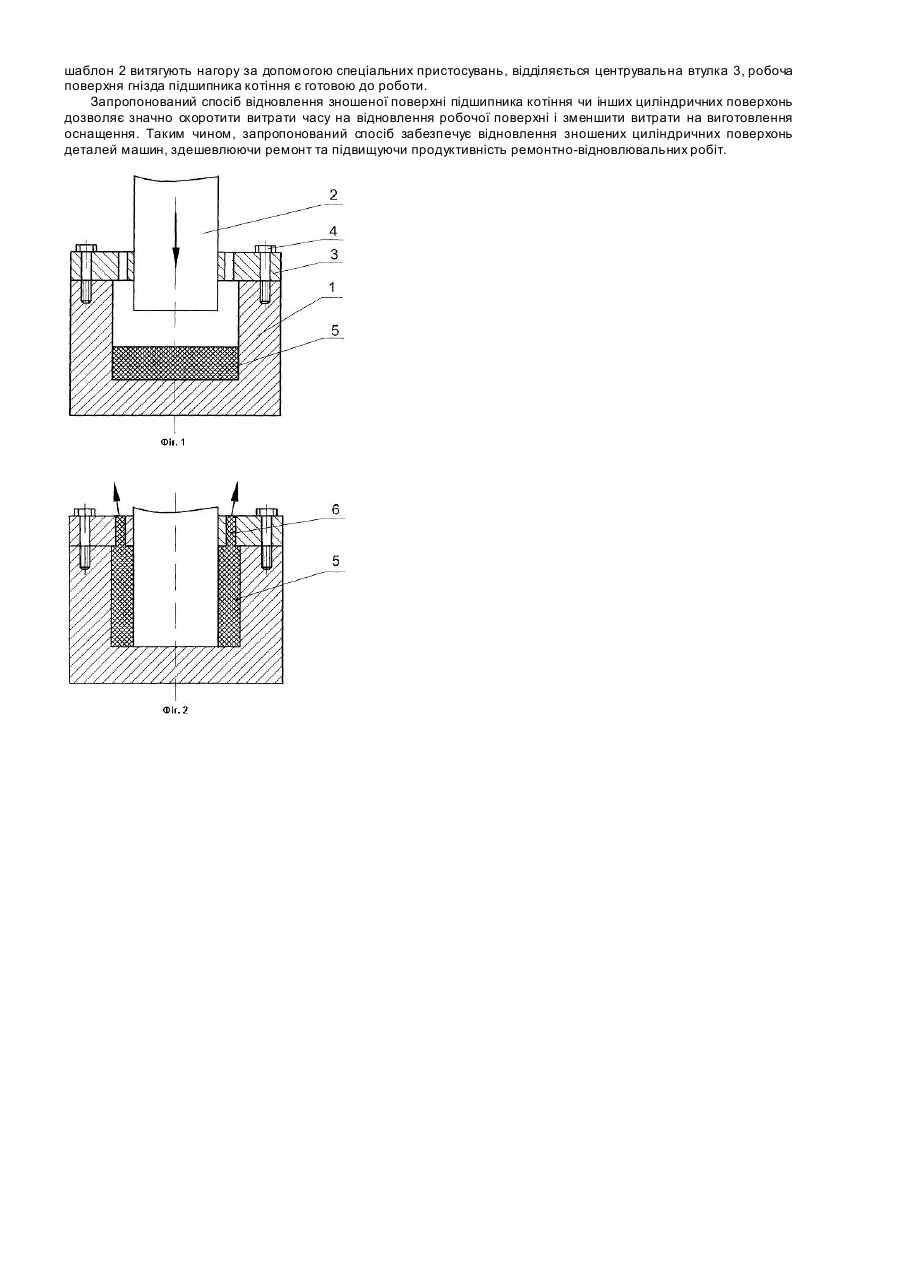
Винахід відноситься до області металургійного машинобудування, а точніше до важконавантажених металургійних машин і може бути використаний в інших галузях промисловості для ремонтно-відбудовчих робіт. Відомий спосіб відновлення зношених циліндричних поверхонь шляхом наплавлення і наступної механообробки (див. С.А.Шехтер, А.Я.Шварцер. Наплавлення деталей металургійного устаткування. - Довідник. М.: Металургія, 1981.-С.133-135). У відомому технічному рішенні через нагрівання деталі при наплавленні можлива зміна зовнішніх геометричних розмірів самої деталі, що кінець кінцем призводить до її вибракування через неможливість подальшого використання. Крім того, виникають ускладнення щодо наплавлення деталей з чавуну через необхідність їх підігріву та подальшого охолодження в нагрівальній печі. Відомий спосіб відновлення зношених циліндричних поверхонь деталей машин шляхом розточення цієї поверхні на новий ремонтний розмір і установки циліндричного вкладення з необхідним внутрішнім діаметром. (Див. Б.Т.Гольберг, Г.Д. Пекелис. Ремонт промышленного оборудования. Москва: Профиздат, 1962г., стр.261, рис.137). Для даного способу складним є розточення деталі на новий ремонтний розмір, тому що таке зменшення стінок послаблює деталь й у більшості випадків застосувати цей спосіб неможливо. З відомих способів відновлення зношених циліндричних поверхонь деталей машин найбільш близьким за технічною сутністю є спосіб відновлення циліндричних деталей за допомогою полімерного матеріалу, описаний у книзі Г.Д. Пекелиса, Б.Т.Гольберга "Технология ремонта металлорежущих станков". Ленинград, Машиностроение, 1976г. -стр.110-111. У цьому способі, що включає попереднє зачищення і знежирення відновлюваної поверхні, а також установку шаблону обробленого антиадгезійною речовиною, подача полімерного матеріалу здійснюється шляхом його заливання в порожнину, утворену шаблоном та самою деталлю. Потім після полімеризації матеріалу шаблон виймають і очищають відновлену поверхню від надлишків матеріалу. Відомий спосіб дозволяє з мінімальними витратами відновлювати зношені циліндричні поверхні деталей машин, однак, не гарантує того, що всі необхідні порожнини будуть заповнені полімерним матеріалом і велика імовірність утворення повітряних міхурів, які виникають після затвердіння матеріалу раковини на відновленій поверхні. Крім того, при відновленні великих деталей, коли необхідно залити великий об'єм полімерного матеріалу, мають виникнути складності через те, що його тужавіння може наступити раніш, ніж буде довершене нагнітання. Спричинено це тим, що заливання повинне виконуватися повільно, з огляду на інерційність процесу заповнення порожнини грузлим полімером і необхідність виключити утворення повітряних порожнин. Прискорення процесу заливання шляхом застосування нагнітаючих систем може, підвищити до неприпустимих значень тиск усередині застосовуваного інструмента для нагнітання (наприклад, шприца) і, як наслідок, розгерметизацію системи нагнітання через порив чи ущільнення елементів, з'єднуючих інструмент для нагнітання з порожниною, куди закачується матеріал. В основу винаходу поставлена задача удосконалити спосіб відновлення внутрішніх циліндричних поверхонь деталей, у якому за рахунок нового методу виконання способу досягається рівномірне заповнення необхідних порожнин полімерним матеріалом та виключається при цьому утворення раковин і повітряних міхурів, що дозволяє кінець кінцем підвищити продуктивність процесу відновлення і покращити якість відновленої деталі. Для розв'язання поставленої задачі в способі відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, відповідно до винаходу, відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу. По-перше, такий метод виключає необхідність у застосування складного оснащення для нагнітання полімерного матеріалу у потрібну порожнину, залишається необхідним лише шаблон і його центрувальне пристосування. По-друге, процес формування необхідної поверхні здійснюється за рахунок опускання шаблону в деталь під власною вагою. Таке рішення не тільки виключає необхідність у виконанні роботи з нагнітання матеріалу, оскільки опускання шаблону відбувається за рахунок використання його ваги, але й прискорює весь процес формування поверхні, томущо матеріал одночасно та рівномірно заповнює по усьому периметру шаблону необхідну порожнину на відміну від нагнітання через штуцер і патрубок порівняно невеликих розмірів. Таким чином, сукупність названих ознак дозволяє одержати нову технічну властивість - прискорення процесу формування відновленої поверхні циліндричних деталей, що кінець кінцем призводить до підвищення продуктивності способу. Нижче наведено приклад конкретного виконання способу відновлення зношених циліндричних поверхонь деталей машин. На фіг.1 представлена схема здійснення способу відновлення зношених циліндричних поверхонь деталей (вихідне положення шаблону). На фіг.2 представлена схема здійснення способу відновлення зношених циліндричних поверхонь деталей (кінцеве положення шаблону). Спосіб здійснюється у такій послідовності. Внутрішня поверхня відновлюваної деталі, наприклад, корпуса підшипника котіння 1, що має донну частину, а також поверхня шаблону 2 обробляються спеціальним знежирювачем чи ацетоном, а після його випару шаблон покривається розділовою чи антиадгезійною речовиною. На корпусі 1 підшипника котіння установлюють центрувальну втулку 3, яку за допомогою болтів 4 кріплять до корпуса 1. Після її установки порожнину гнізда підшипника котіння заповнюють полімерним матеріалом 5, котрий складається з двох компонентів, що пройшли через процес попереднього перемішування (наприклад, затверджувач і смола епоксидної композиції). Потім шаблон 2 вводять в отвір центр увальної втулки 3, де він опускається під дією власної ваги до упора у дно корпуса підшипника 1. При цьому полімерний матеріал 5витискується і заповнює порожнину між шаблоном і внутрішньою циліндричною поверхнею корпуса підшипника 1. Надлишки матеріалу 5 ви ходять через отвір 6 у центрувальній втулці 3. Після полімеризації матеріалу 5 шаблон 2 витягують нагору за допомогою спеціальних пристосувань, відділяється центрувальна втулка 3, робоча поверхня гнізда підшипника котіння є готовою до роботи. Запропонований спосіб відновлення зношеної поверхні підшипника котіння чи інших циліндричних поверхонь дозволяє значно скоротити витрати часу на відновлення робочої поверхні і зменшити витрати на виготовлення оснащення. Таким чином, запропонований спосіб забезпечує відновлення зношених циліндричних поверхонь деталей машин, здешевлюючи ремонт та підвищуючи продуктивність ремонтно-відновлювальних робіт.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reconditioning the internal cylindrical surfaces of parts
Автори англійськоюIschenko Anatolii Oleksiiovych, Kyrylchenko Petro Mykolaiovych
Назва патенту російськоюСпособ восстановления внутренних цилиндрических поверхностей деталей
Автори російськоюИщенко Анатолий Алексеевич, Кирильченко Петр Николаевич
МПК / Мітки
МПК: B23P 6/02
Мітки: відновлення, спосіб, циліндричних, деталей, поверхонь, внутрішніх
Код посилання
<a href="https://ua.patents.su/2-69653-sposib-vidnovlennya-vnutrishnikh-cilindrichnikh-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення внутрішніх циліндричних поверхонь деталей</a>
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Молодик Микола Володимирович, Кононогов Юрій Андрійович, Хітров Ігор Олександрович, Гринько Павло Васильович
МПК: B23P 6/00
Мітки: відновлення, циліндричних, деталей, спрацьованих, спосіб, поверхонь, внутрішніх
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь
Номер патенту: 14650
Опубліковано: 20.01.1997
Автори: Стасишин Петро Іванович, Поліщук Микола Олександрович, Єфремов Михайло Васильович, Сенцюк Богдан Володимирович
МПК: B23K 9/04
Мітки: наплавки, поверхонь, автоматичної, конічних, циліндричних, внутрішніх, пристрій
Формула / Реферат:
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь, який містить станину, електродвигун, планшайбу для кріплення та обертання деталі, що наплавляється, зварювальну головку з кареткою і механізм переміщення, який відрізняється тим, що станина виконана з двох стінок, причому на одній з них кріпиться планшайба, оснащена штангою, що має можливість обертатись, а на іншій - механізм переміщення, оснащений...
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Василенко Михайло Олександрович, Кузьміч Ярослав Анатолійович, Моргун Олена Анатоліївна
Мітки: чавунних, не-базових, спосіб, сільськогосподарсько, порожнистих, відновлення, деталей, техніки, циліндричних
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях
Номер патенту: 69287
Опубліковано: 16.08.2004
Автори: Новицький Андрій Валентинович, Ружило Зіновій Володимирович, Войтюк Валерій Дмитрович, Костащук Микола Іванович, Карабиньош Сергій Степанович
МПК: B23P 6/00
Мітки: посадочних, поверхонь, спосіб, працездатності, корпусних, деталях, відновлення, внутрішніх
Формула / Реферат:
Спосіб відновлення працездатності внутрішніх посадочних поверхонь в корпусних деталях, що включає нанесення на знежирену спрацьовану внутрішню поверхню отвору корпусної деталі шару епоксидного олігомеру-компаунда - з феромагнітним наповнювачем, встановлення калібруючої оправки, виготовленої сумісно із соленоїдом і нагрівачем, базування оправки й оброблювання покриття нагріванням, а потім магнітним полем і знову нагріванням, який відрізняється...
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням
Номер патенту: 58864
Опубліковано: 15.08.2003
Автори: Наливайко Володимир Миколайович, Осін Руслан Анатолійович, Русских Віктор Васильович, Чайковський Олександр Борисович, Саловський Віталій Семенович, Щербина Андрій Михайлович
МПК: B24B 39/00
Мітки: вигладжуванням, деталей, циліндричних, поверхонь, зовнішніх, зміцнення, пристрій
Формула / Реферат:
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням, який містить привід обертання деталі, циліндричний інструмент, торець якого є робочою поверхнею, навантажуюче пристосування, механізм обертання інструмента навколо своєї осі, який відрізняється тим, що містить джерело живлення та електроконтактні пристрої, один з яких контактує з приводом деталі, а інший - з навантажуючим пристосуванням.
Попередній патент: Спосіб відсівання вологого матеріалу
Наступний патент: Малоінвазивний спосіб хірургічного лікування артрозу дуговідросткових суглобів хребта
Випадковий патент: Агрегат для стикування заправних магістралей пускової установки ракети